不锈钢焊条选用表
不锈钢焊条牌号对照表
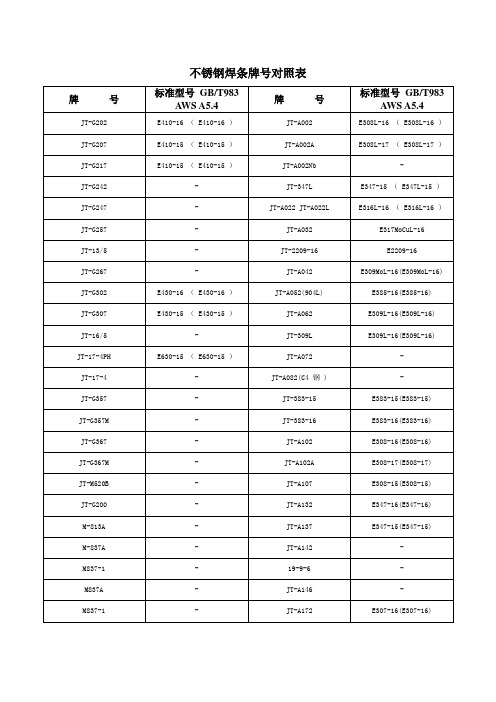
不锈钢焊条牌号对照表
不锈钢焊条选用表
注:括号内为GB/T 983-1985型号。
复合钢板的基体和复层分别选用各自适用的焊接材料进行焊接。
关键是接近复层的过渡层部分,必须考虑基层的稀释作用,应选用Cr、Ni含量较高的奥氏体填充金属来焊接过渡层
部分,以免出现脆硬组织。
复合钢板的基层较薄时(如总厚度不大于8mm),可以用奥氏体焊条或填充金属焊接复合钢的全厚度,这时更需考虑基层材料的稀释作用。
当复合钢板的厚度小于25mm时,基层也可全用E309-16等焊条,但焊接残余应力稍大些,消耗不锈钢焊条多。
当复合钢板的厚度大于25mm时,可先用铁素体焊条施焊一层过渡层,然后再用碳钢焊条焊接基层。
复合钢单面焊焊接材料的选用见表16。
焊条选用表

第 7 页,共 22 页
常用焊接材料选用明细
序号 母材材质 172 20(φ38×3.5)与16Mn(δ=22) 173 20(φ38×4)与20g(δ=16) 174 20(φ57×3.5)与16Mn(δ=20) 12、球罐 175 07MnCrMoVDR 176 15MnNbR 177 15MnNbR 178 16MnR 179 16MnR 180 16MnR 181 16MnR 182 16MnR 183 20g 184 20MnMo 185 20MnMo+15MnNbR 186 610U2 187 A537CL1 188 CF-62 第三部分:压力容器用焊接材料(管材) 1、Ⅰ类材料 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 20 20 20 20 20 20 A106Gr.B A234WPB+A106Gr.B 2、Ⅱ类材料 16Mn 3、Ⅳ类材料 A335 P22 12Cr1MoV 12Cr1MoV 12Cr2MoG 15CrMo 15CrMo P22 P22
常用焊接材料选用明细
序号 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 母材材质 0Cr18Ni9 1Cr18Ni9Ti 316L TP304 TP316 TP321 TP321 TP347 TP347 7、Ⅷ类材料 0Cr13 8、复合钢管 304/20 9、异类材料 09Mn2DR+TP304 1Cr5Mo+316L 1Cr5Mo+T9 20+00Cr17Ni14Mo2 20+1Cr5Mo 304L+316Ti A106 Gr.B+ 20MnMo A106Gr.B+TP304 Cr5Mo+15CrMo Cr5Mo+1Cr18Ni9Ti P11 P11+20 P11+TP304 10、特殊材料及其与异种钢 0Cr25Ni20 15Mo3+ 15CrMo 15Mo3+ 20 20Cr33NiNb 20Cr33NiNb+Incoloy 800H 800HT+TP347 904L A333-6 A335 P22+Incoloy 800H A671 CC70 B407 800H+Inconloy 800H B407 800HT +TP304 第 2 页,共 22 页
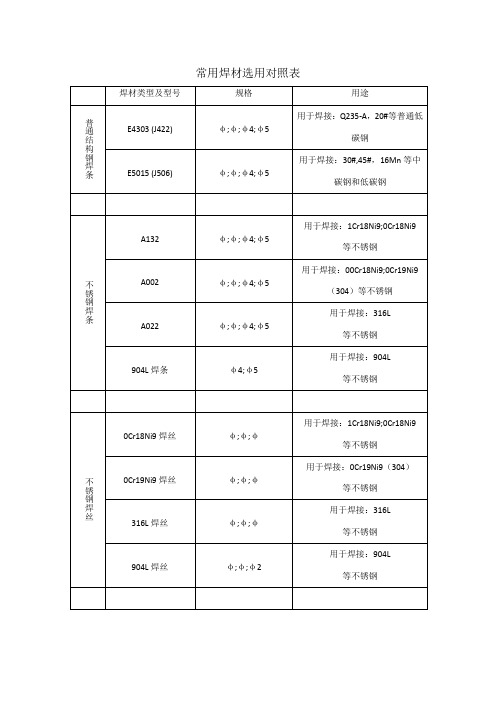
焊材选用对照表
焊材类型及型号
规格
用途
普通结构钢焊条
E4303 (J422)
φ;φ;φ4;φ5
用于焊接:Q235-A,20#等普通低碳钢
E5015 (J506)
φ;φ;φ4;φ5
用于焊接:30#,45#,16Mn等中碳钢和低碳钢
不锈钢焊条
A132
φ;φ;φ4;φ5
用于焊接:1Cr18Ni9;0Cr18Ni9
等不锈钢
A002
φ;φ;φ4;φ5
用于焊接:00Cr18Ni9;0Cr19Ni9
(304)等不锈钢
A022
φ;φ;φ4;φ5
用于焊接:316L
等不锈钢
904L焊条
φ4;φ5
用于焊接:904L
等不锈钢
不锈钢焊丝
0Cr18Ni9焊丝
φ;φ;φ
用于焊接:1Cr18Ni9;0Cr18Ni9
等不锈钢
0Cr19Ni9焊丝
φ;φ;φ
用于焊接:0Cr19Ni9(304)
等不锈钢:316L
等不锈钢
904L焊丝
φ;φ;φ2
用于焊接:904L
等不锈钢
CO2焊丝
H08Mn2SiA焊丝
(ER50-6)
φ;φ;φ
用于焊接:Q235-A,20#;16Mn等普通低碳钢和低合金钢
308L药芯焊丝
φ;φ
用于焊接:00Cr18Ni9;0Cr19Ni9
(304)等不锈钢
316L药芯焊丝
φ;φ
用于焊接:316L
等不锈钢
铝焊丝
丝301
φ3;φ4
焊接纯铝,
丝311
φ3;φ4
焊接除铝镁合金以外的铝合金
304不锈钢焊条的选用
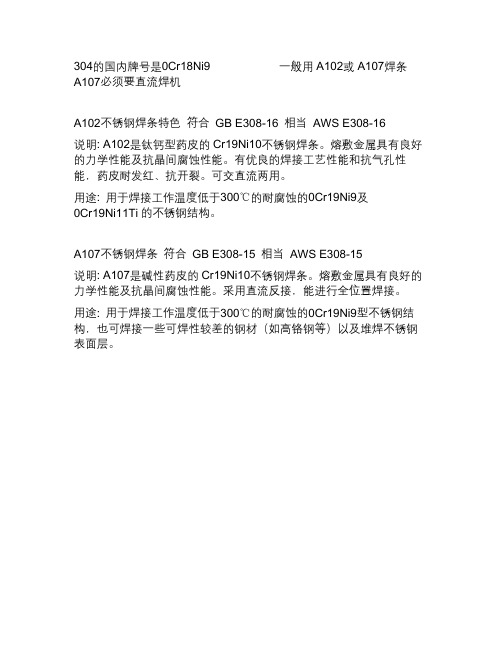
304的国内牌号是0Cr18Ni9 一般用A102或A107焊条
A107必须要直流焊机
A102不锈钢焊条特色符合GB E308-16 相当AWS E308-16
说明: A102是钛钙型药皮的Cr19Ni10不锈钢焊条。
熔敷金属具有良好的力学性能及抗晶间腐蚀性能。
有优良的焊接工艺性能和抗气孔性能,药皮耐发红、抗开裂。
可交直流两用。
用途: 用于焊接工作温度低于300℃的耐腐蚀的0Cr19Ni9及
0Cr19Ni11Ti的不锈钢结构。
A107不锈钢焊条符合GB E308-15 相当AWS E308-15
说明: A107是碱性药皮的Cr19Ni10不锈钢焊条。
熔敷金属具有良好的力学性能及抗晶间腐蚀性能。
采用直流反接,能进行全位置焊接。
用途: 用于焊接工作温度低于300℃的耐腐蚀的0Cr19Ni9型不锈钢结构,也可焊接一些可焊性较差的钢材(如高铬钢等)以及堆焊不锈钢表面层。
(整理)国内外不锈钢焊条对照表

SAFINOX
E1-26-21Mo2-16 A412
RCND
25.20
E2-16-35Mo3Mn4W3Nb-15 A607
Nicrex 330
中国 GB E1-13-16 E1-13-15
E00-19-10-16
.................
韩 国 比利时
瑞典
国际标准化 组织
牌
号 HYUNDAI ARCOS ESAB AVESTA
R347
E19.9NbLAR Nicrex
SAFINOX
A132 E19.9NbR
NDR
EZ19.9NbLR23 RCN 18.8Nb
Chromoid
1
Nicrex
NDL A137 E19.9Nb B Chromoid
SAFINOX BCN 347
2
A202
E19.12.3RMP E19. 12.3R
A302 E23.12R
RCN
24.12
E1-23-13Mo2-16 A312 E23.12.2LR
EZ23.12.3LR23
SAFINOX
E2-26-21-16
A402 E25.20R
RCN
25.20
E2-26-21-15
SAFINOX A407 E25.20R Nicrex 1 EZ25.20 B20 BCN 310
R26
E0-18-12Mo2-15
A20 E19 123 Phoeni 4402Kb 7 B20+ x 4403K
FOX AS4 TS-309
E0-19-13Mo3-16
A24 E19 2 134LR26
TS-309M o
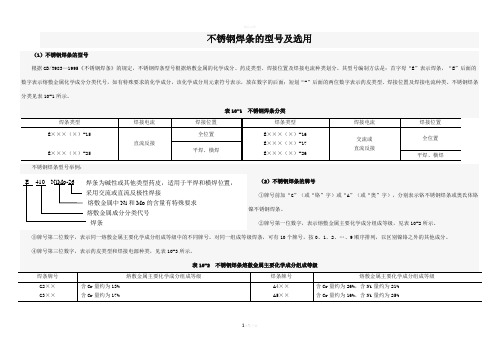
不锈钢焊条的型号及选用
0Cr13
E410-16
E410-15
E1-13-1-15
G202
G207
G217
Cr13
耐蚀、耐热
E310Mo-16
A412
Cr25Ni20Mo2
高塑、韧性
续表
铁
素
体
铬
不
锈
钢
0Cr13
E308-16
E308-17
E308-15
A102
A102A
A107
Cr18Ni9
高塑、韧性
E309-16
待发展
A0××
A1××
A2××
A3××
含C量≤0.04%(超低碳)
含Cr量约为19%,含Ni量约为10%
含Cr量约为18%,含Ni量约为12%
含Cr量约为23%,含Ni量约为13%
表10-3焊条牌号中第三位数字的含意
焊条牌号
药皮类型
焊接电源种类
焊条牌号
药皮类型
焊接电源种类
□××0
□××1
□××2
□××3
焊条牌号
熔敷金属主要化学成分组成等级
焊条牌号
熔敷金属主要化学成分组成等级
G2××
G3××
含Cr量约为13%
含Cr量约为17%
A4××
A5××
A6××
A7××
A8××
A9××
含Cr量约为26%,含Ni量约为21%
含Cr量约为16%,含Ni量约为25%
含Cr量约为16%,含Ni量约为35%
铬锰氮不锈钢
含Cr量约为18%,含Ni量约为18%
②牌号第一位数字,表示熔敷金属主要化学成分组成等级,见表10-2所示。
不锈钢焊材选择型号
不锈钢焊材选择型号A002 焊接超低碳 Cr19Ni11 不锈钢或 0Cr19Ni10 不锈钢构造,如合成纤维、化肥、石油等设备A022 焊接尿素及合成纤维设备A042 不锈钢焊条钛钙型药皮的超低碳Cr23Ni13Mo2 不锈钢焊条,可交直流两用。
由于焊缝金属中参与适量的钼,故提高了焊缝金属的抗裂性及耐腐蚀性能。
用于一样类型的超低碳不锈钢材料及异种钢焊接等。
焊前焊条须经150℃左右烘焙,尽可能承受直流电源,以免焊条发红。
A062 焊接合成纤维、石油化工设备用同类型的不锈钢构造、复合钢和异种钢构造A082 用于 00Cr17Ni15Si4Nb 、00Cr14Ni17Si4 等耐浓硝酸腐蚀钢的焊接和补焊A802 焊接硫酸浓度 50% 和确定工作温度及大气压力的制造合成橡胶的管道,以及 Cr18Ni18Mo2Cu2Ti 等钢种A102 钛钙型交直流金属化学成份〔%〕C≤0.08,Cr18.0~21.0Ni9.0~11.0 用于焊接工作温度低于300℃的耐腐蚀的OCrl9Ni9、OCrl9Ni11Ti 的不锈铜构造。
A107 低氢钠型直流金属化学成份〔%〕C≤0.08,Cr18.0~21.0Ni9.0~11.0 用于焊接工作温度低于300℃的耐腐蚀的0Cr19Ni9 型不锈钢构造,也可焊接一些可焊性较差的钢材(如高铬钢等)以及堆焊不锈铜外表层。
A132 钛钙型交直流金属化学成份〔%〕C≤0.08,Cr18.0~21.0Ni9.0~11.0Nb8×C~1.00 用于焊接重要的耐腐蚀,含铌稳定的0Cr19Ni11Ti 型不锈钢。
A137 低氢钠型直流金属化学成份〔%〕C≤0.08,Cr18.0~21.0Ni9.0~11.0Nb8×C~1.00 用于焊接重要的耐腐蚀,含铌稳定的0Cr19Ni11Ti 型不锈钢。
A202 钛钙型交直流金属化学成份〔%〕C≤0.08,Cr17.0~20.0Ni11.0~14.0,Mo2.0~3.0 用于焊接在有机和无机酸(非氧化性酸)介质中工作的0Cr18Ni12Mo2,不锈钢或作为异种钢焊接。
常用不锈钢焊条型号
FY·H0Cr18Ni9Ti不锈钢焊全系列【不锈钢焊条】简介如下:国标型号(GB)美标型号(AWS)药皮类型焊接电流主要用途G202 E410-16 E410-16 钛钙型交直流焊接0Cr13、1Cr13 和耐磨、耐蚀的表面堆焊。
G207 E410-15 E410-15 低氢型直流焊接0Cr13、1Cr13 和耐磨、耐蚀的表面堆焊。
G217 E410-15 E410-15 低氢型直流焊接0Cr13、1Cr13 和耐磨、耐蚀的表面堆焊。
G302 E430-16 E430-16 钛钙型交直流焊接Cr17 不锈钢。
G307 E430-15 E430-15 低氢型直流焊接Cr17 不锈钢。
A002 E 308L-16 E 308L-16 钛钙型交直流焊接超低碳Cr19Ni11 不锈钢0Cr19Ni10 不锈钢结构,如合成纤维、化肥、石油等设备。
A012Si 钛钙型交直流用于抗浓硝酸的超低碳C2钢(OOCr17Ni15Si4Nb的焊接。
A022 E 316L-16 E 316L-16 钛钙型交直流焊接尿素及合成纤维设备。
A002N E 316L-16 E 316L-16 钛钙型交直流主要用于316LN类不锈钢结构的焊接。
A022Si A 钛钙型交直流用于制造冶炼设备中的3RE60衬板或管材的焊接。
A022MO E317L-16 E317L-16 钛钙型交直流用于超低碳00Cr18Ni12Mo3不锈钢,也可用于焊后不能进行热处理的铬不锈钢及复合钢和异种钢的焊接。
A032 E317MoCuL-16 E317L-16 钛钙型交直流焊接合成纤维等设备,在稀、中浓度硫酸介质中工作的同类型超低碳不锈钢结构。
A042 E309MoL-16 E309MOL-16 钛钙型交直流焊接尿素合成塔中衬里板及堆焊和焊接同类型超低碳不锈钢结构。
A052 A 1 钛钙型交直流焊接耐硫酸、醋酸、磷酸中的反应器、分离器等。
A052Cu A 钛钙型交直流用于焊接耐硫酸、醋酸、磷酸中的反应器、分离器等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不锈钢焊条选用表焊条牌号国际标准主要用途A002 E308L-16 焊接00Cr19Ni11不锈钢或0Cr19Ni10不锈钢结构,如合成纤维,化肥,石油等设备.A002A E308L-17 同上A002Mo2 E308MoL-16 用于焊接00Cr19Ni12Mo2不锈钢结构,也可用于00Cr18Ni9Ti与碳钢的焊接,主要用于合成纤维,化工,石油等设备制造.A002Nb 适用焊接相同类型的不锈钢结构,也可用于18-8Nb或18-8Ti等与碳钢的焊接,主要用于合成纤维,化工,石油等设备的焊接.A022 E316L-16 焊接尿素及合成纤维设备.A032 E317MoCuL-16 焊接合成纤维等设备在稀,中浓度硫酸介质中工作的同类型超低碳不锈钢结构.A042 E309MoL-16 焊接尿素合成塔中衬里板(AISI 316L)及堆焊和焊接同类型超低碳不锈钢结构.A042Mn E310MoL 用于尿塔系设备如Cr25Ni22Mo2型不锈钢焊接.A052 焊接耐硫酸,醋酸,磷酸腐蚀的反应器,分离器等.A062 E309L 焊接合成纤维,石油化工设备用同类型的不锈钢结构,复合钢和异种钢结构A072 用于00Cr25Ni20Nb钢的焊接,如核燃料设备等.A082 用于焊接00Cr17Ni5SiNb,00Cr14Ni14Si4等耐浓硝酸腐蚀钢.A102 E308-16 焊接工作温度低于300°C耐腐蚀的0Cr19Ni9,0Cr19Ni11Ti 不锈钢结构.A107 E308-15 同上A132 E347-16 焊接重要的含钛稳定0Cr19Ni11Ti型不锈钢结构.A137 E347-15 同上A146 用于焊接重要的0Cr20Ni10Mn6不锈钢.A202 E316-16 焊接在有机和无机酸(非氧化性酸)介质中工作的0Cr18Ni12Mo2不锈钢结构及异种钢.A207 E316-15 同上A212 E318-16 焊接重要的0Cr18Ni12Mo2不锈钢设备,如尿素,合成纤维等设备.A222 E317MoCu-16 焊接相同类型含铜不锈钢结构,如0Cr18Ni13Mo2Cu2等A232 E318V-16 焊接一般耐热耐蚀0Cr18Ni12Mo2V及Cr19Ni12Mo2 不锈钢结构. A237 E318V-15 同上A242 E317-16 用于同类型的不锈钢结构及复合钢,异种钢的焊接.A302 E309-16 用于同类型的不锈钢结构,异种钢,高铬钢和高锰钢等焊接.A307 E309-15 同上A312 E309Mo-16 用于焊接耐硫酸介质(硫氨)腐蚀的同类型不锈钢容器,也可作不锈钢衬里,复合钢板,异种钢的焊接.A317 E309Mo-15 同上A402 E310-16 焊接高温条件下工作的同类型耐热不锈钢,也可焊接硬化性大的铬钢(如Cr5Mo,Cr9Mo,Cr13,Cr28等)以及异种钢的焊接.A407 E310-15 同上A412 E310Mo-16 焊接在高温条件下工作的耐热不锈钢,也可用来焊接不锈钢衬里,异种钢等,在焊接淬硬性高的碳钢,低合金钢时韧性极好.A432 E310H-16 用于焊接HK40耐热钢A502 E16-25Mo6N-16 焊接呈淬火状态下的低合金和中合金钢,异种钢及刚性较大的结构,以及相应的热强钢等,如30CrMnSi等A507 E16-25Mo6N-15 同上A607 E330MoMnWNb-15 用于在850~900°C下工作的共类型耐热不锈钢焊接,如Cr20Ni32B和Cr18Ni37等材料.304_A132304L _A022,E308L316 _A022316L _A022,E316L18-8 的范围太广,具体点我国现行标准简介5.1 GB/T1220-92不锈钢棒这是一个基础标准,不锈钢丝的化学成分全部执行该标准。
其中:奥氏体(A)33个钢号铁素体(F)7个钢号马氏体(M)18个钢号双相钢(A+F)3个钢号奥氏体钢:是无磁组织结构,有良好的冷加工性能。
耐腐蚀性能优于430和其它马氏体钢,耐热性能较好。
缺点:价格贵,热变形困难,晶间腐蚀和应力腐蚀性能稍差。
奥氏体钢大部分都是由Cr-Ni组成,如304、316、1Cr18Ni9Ti。
18-8型钢当Ni小于8%时出现铁素体,镍低到一定含量时就变成A+F双相钢。
铁素体是带磁性的,100%奥氏体是无磁的。
1Cr18Ni9Ti中镍含量为8%时,铁素体含量为5%-15%。
为降低钢的磁性304M中镍含量9%-10%。
铁素体含量降到2%-3%。
铁素体钢:430(0Cr17)是典型的铁素体钢。
耐热性能较好,价格便宜,冷加工(冷顶锻用)性能较好。
在高温下晶粒粗化不可逆转,热处理工艺不当,钢的冷加工性能变坏。
马氏体钢:可淬、回火硬化,强度提高,耐磨。
但耐蚀性能较差。
标准对每个钢号的力学性能都提供一些数据,使用时可依据这些数据选择钢号。
标准演变过程:YB1059→GB1220-75→GB1220-84→GB/T1220-925.2 GB/T1221-92耐热钢棒马氏体气阀钢4Cr9Si2、4Cr10Si2Mo、8Cr20Si2Ni奥氏体气阀钢5Cr21Mn9Ni4N(21-4N)、2Cr21Ni12N标准演变过程:YB11-59→GB1221-75→GB1221-84→GB/T1221-925.3 GB/T4240-93 不锈钢丝5.3.1 冷拉状态交货(L)奥氏体:316(0Cr17Ni12Mo)、304(0Cr18Ni9)、302(1Cr18Ni9)、304N(0Cr19N)该类钢冷加工硬化快,强度高,柔韧性稍差,用于结构件、承重架、销、轴之类。
马氏体钢不以冷拉状态交货。
5.3.2 轻拉状态交货(Q)奥氏体钢、铁素体钢、马氏体钢都可以轻拉状态交货。
强韧性好,料形整齐,用于深加工的原材料,生产扁形、异形丝、轴丝、绑丝、织网、铆钉、制钉、框架。
5.3.3 软状态交货(R)奥氏体钢、铁素体钢、马氏体钢都可以软状态交货。
软态成品钢丝塑性好、柔韧性好,耐蚀性好。
缺点是强度偏低。
A――固溶处理F、M――退火交货磨光不锈钢丝标准中规定,强度允许有10%波动。
软态矫直后强度上升8%-10%。
冷拉状态矫直后强度下降,下降幅度与减面率有关,减面率大(强度高)降得多。
轻拉强度变化不大。
易切削钢丝:以软态或冷拉状态交货,主要用于制作电机定时器和家用电器的轴,制出的轴光洁度好,尺寸精度好。
标准演变过程:YB252-64→YB252-79→GB4240→84→GB/T4240-935.4 GB/T4232-93冷顶锻用不锈钢丝NL1Cr18Ni9Ti和ML1Cr17Ni2是老钢号,主要是军工单位用。
304M、304HC(用量最大),302HQ(内六角用)是新钢号,南方标准件厂大量采用。
316制作耐蚀性好的铆钉。
305制作无磁铆钉。
ML1Cr18Ni9Ti要求耐晶间腐蚀时,应控制化学成分Ti/C大等于5.5。
该钢丝生产难度大,主要是出现麻点,晶间腐蚀不合,尺寸不稳。
ML1Cr17Ni2 缺点是表面易出裂纹。
新钢号:304HC(0Cr18Ni9Cu2)、302HQ(ML0Cr18Ni9Cu3)304M→304HC→302HQ→305→384弱磁→弱磁→无磁→无磁→绝对无磁价格:低→高冷加工性能:差→好标准演变过程:GB4232-84→GB/T4232-935.5 GJB 3320-98和YB(T)11-83不锈弹簧钢丝5.5.1 GJB 3320-98 0Cr17Ni7AlA组等效采用美国军用标准MIL-W-4460788。
B组是参照DIN17224制订的。
A组Φ2.0-3.0mm高强度,B组Φ0.2-7.0mm低强度。
5.5.2 1Cr18Ni9等效采用BS-S205英国航空标准5.5.3 YB(T)11-83 弹簧用不锈钢丝等效采用JIS314,此标准与国军标化学成分有差异,比如国军标要求采用电渣重熔法冶炼,对钢中的C、P、S元素控制严格,而YB(T)11-83则可采用电炉钢,而且钢中镍、铬含量可稍高。
GJB714-89是大连钢厂与兵器工业部联合开发不锈钢丝时制定的,可用GJB3320-98取代。
5.6 YB/5091-93和YB/T5092-96不锈焊丝YB/5091-93和YB/T5092-96是在GB 1300-77基础上参照JIS Z3321和JISZ3221制订的。
YB/5091-93(惰性气体保护焊接用不锈钢棒和钢丝)(原GB 4233-84),包含A 11个,F 1个,M 1个。
钢棒规格Φ1.0-5.0mm,钢丝规格Φ0.8-2.4mm,是一个超前意识很强的标准。
YB/T5092-96(焊接用不锈钢丝)是将我国实际使用情况和国际通用情况结合起来制订的,标准中包含A 16个,F 2个,M3个。
标准演变过程:YB 199-63→GB 1300-77→GB4242-84→YB/T5092-93→YB/T5092-96。
关于不锈焊丝,从国内外标准来看,我国产品标准和生产方式与国外差距较大。
国外产品标准中一般规定焊丝要进行可焊性试验、焊缝力学性能和耐蚀性能试验,我国焊丝标准中尚无这方面要求。
国外焊丝多以制成品供应,焊丝生产厂也生产各种焊剂,同时从事焊接工艺研究,在供应焊条的同时,还向用户提供合理的焊接工艺。
我国焊丝生产,焊条生产和焊接工艺研究为三个独立系统,三者之间没有一个稳定的协调机构,对焊接技术进步很不利。
5.7 其它标准YB/T096-1997高碳铬不锈钢丝:包含440A、440B、440C、9Cr18和9Cr18Mo五个高碳铬马氏体钢,退火状态交货σb630-830MPa。
YB/T5219-93医用缝合针钢丝:钢号3Cr13、4Cr13,实际使用尺寸Φ0.22-2.05mm,热处理交货σb490-685MPa,轻拉交货σbx小于885MPa。
标准演变过程:YB 549-65→GB 10563-89→YB/T5219-93。
YB/T5183-93汽车车身附件用异形钢丝:雨刷用1Cr18Ni9拱顶形钢丝,冷拉σb1080-1275MPa。
标准演变过程:GB8708-88→YB/T5183-93。
GB/T4234-94外科植入物用不锈钢:包括棒、丝、板、带,共3个钢号(00Cr18Ni13Mo3、00Cr18Ni14Mo3、00Cr18Ni15Mo3N),考核显微组织、硬度、夹杂、耐蚀性能。
标准演变过程:GB 4234-84→GB/T4234-94。
GB/T9944-88不锈钢丝绳:考核整绳破断力,钢丝牌号和抗拉强度双方协定。
YB/T5250-93电真空器件用无磁不锈钢0Cr16Ni14标准包括热轧棒材和扁材,冷轧带材和丝材,丝材以硬态或软态交货,规范范围Φ0.1-18.0mm,主要考核民磁率μ100、μ200小等于1.005Gs/Oe,剩磁Br1000小等于0.15Gs。