电泳漆工艺流程原理
阴极电泳涂料涂装原理简介

阴极电泳涂料涂装原理简介一、电泳涂料成膜原理1.涂料工作原理电泳涂装(electro-coating)是利用外加电场使悬浮于电泳液中的颜料和树脂等微粒定向迁移并沉积于电极之一的基底表面的涂装方法。
电泳涂装的原理发明于是20世纪30年代末,但开发这一技术并获得工业应用是在1963年以后,电泳涂装是近30年来发展起来的一种特殊涂膜形成方法,是对水性涂料最具有实际意义的施工工艺。
具有水溶性、无毒、易于自动化控制等特点,迅速在汽车、建材、五金、家电等行业得到广泛的应用。
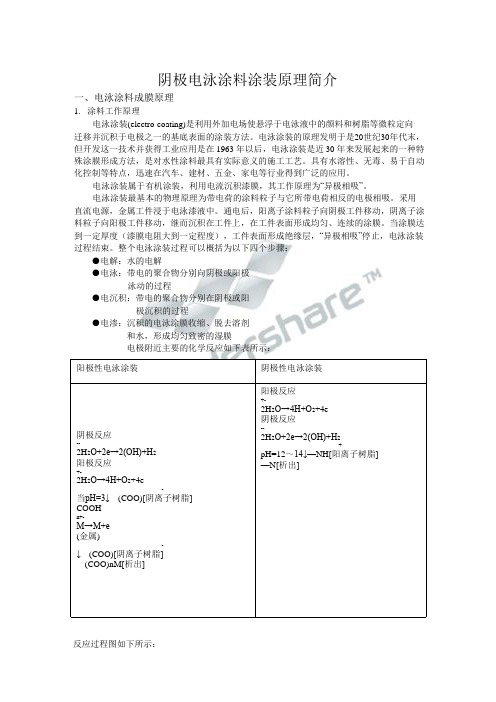
电泳涂装属于有机涂装,利用电流沉积漆膜,其工作原理为“异极相吸”。
电泳涂装最基本的物理原理为带电荷的涂料粒子与它所带电荷相反的电极相吸。
采用直流电源,金属工件浸于电泳漆液中。
通电后,阳离子涂料粒子向阴极工件移动,阴离子涂料粒子向阳极工件移动,继而沉积在工件上,在工件表面形成均匀、连续的涂膜。
当涂膜达到一定厚度(漆膜电阻大到一定程度),工件表面形成绝缘层,“异极相吸”停止,电泳涂装过程结束。
整个电泳涂装过程可以概括为以下四个步骤:●电解:水的电解●电泳:带电的聚合物分别向阴极或阳极泳动的过程●电沉积:带电的聚合物分别在阴极或阳极沉积的过程●电渗:沉积的电泳涂膜收缩、脱去溶剂和水,形成均匀致密的湿膜电极附近主要的化学反应如下表所示:反应过程图如下所示:在电场作用下,涂料粒子向阴极移动(电泳),由于受到阴极附近碱扩散层(OH-)的影响,涂料粒子在阴极聚结(电沉积)。
槽液的流动影响扩散层,流动速率高,扩散层薄,流动速率低,扩散层厚。
刚沉积的湿膜含有大量水分,由于电流的影响,会发生部分脱水,使湿膜不挥发份达到80%(电渗)。
脱水后湿膜牢牢黏附在底材上,通常的清洗不能洗脱。
由于边缘电流密度高,电泳过程首先发生在这些区域。
如下图所示:2.电沉积类型●阳极电沉积(AED)阳极电泳涂装,金属工件为阳极,吸引漆液中带负电荷的涂料粒子,电沉积时,少量的金属离子(阳极氧化)迁移到涂膜表面,对涂膜的性能造成影响。
电泳涂装及其原理

前处理电泳班工艺知识讲义编制:王立维校对:立志电泳工艺知识电泳涂装时一种特殊的涂膜形成方法.仅使用于与一般涂料不同的电泳涂装专用的水性涂料.简称电泳涂料.它是将具有导电性的被涂物浸渍在装满水稀释的浓度比较低的电泳涂料槽中作为阳极(或阴极).在槽中另设置于相应的阴极(或阳极).在两极间通直流电一定时间.在被涂上析出均一.水布溶的涂膜的一种涂装方法.根据涂物的极性和电泳涂料的种类.电泳涂装分为两种.阳极电泳涂装法和阴极电泳涂装法一.电泳原理电泳涂装过程伴随着电解.电泳.电沉积.渗透等四种化学物理作用组合.形成涂膜.二.电泳涂料的组成树脂液.颜料浆.溶剂(-03.-04)PH值调节剂.去离子水.三.电泳工艺流程电泳槽—UF1—UF2—新鲜纯水洗—转挂—电泳烘干炉.四.电泳各系统的工艺及工艺设备要求电泳槽分为主槽和辅槽.槽液进主槽流向辅槽.电泳涂装的其它一切装置都为本槽服务.工艺要求;1.PH:5.6—6.02.电导率950—1250us/cm3.固体份:16—18%4.工作时间;2—4分钟5.工作温度:30—32度6.电泳的工作条件:分两段式供给:低压100—150V.时间控制在30—40秒.高压230—300V.时间控制在150-160秒.7.阴极液PH值:2.0—4.0电导率:100—300us/cm工艺设备:电泳槽加料系统.制冷机组.循环过滤系统.阴极系统。
超滤系统.UF1工艺参数及技术要求工艺参数:PH:5.0—6.0 电导率600—100us/cm喷射压力:0.1—0.2MP2技术要求:1.检查过滤罐的进出口压力.当达到0.08—0.1MP2时更换过滤袋.2.检查喷嘴的喷淋情况.定期更换.四.电泳加料系统设备作用:及时补加电泳漆材料.以保持电泳槽液的参数稳定及特殊情况及时调整.工艺要求:补加完后用少量纯水冲洗管路和泵件.以免泵被堵塞.加料设备:2台气动隔膜泵加料要求:1加料时树脂.颜料浆.不能用一个泵加.2.检查好材料的商标.牌号.批次.以免加错料.造成事故.3.搬运要注意避免磕碰.打开桶盖时一定要认真仔细防止材料被污染.五.电泳阳极系统设备作用:维持槽液中的酸度平衡工艺要求:1阳极液电导率1000—3000us/cm2.PH值2.0—4.0六.电泳循环过滤系统设备作用:保持槽电泳漆均一,防止颜料沉淀.除去扩散的电解气泡.过滤掉溶入槽的异物.车中尘埃颗粒.工艺要求:过滤罐的进出口压力差达到0.08—0.1MP2时更换过滤袋。
电泳漆原理介绍
二、电泳涂装过程
整个电泳涂装过程可分为四个部分: ● 前处理 ● 电泳 ● 后冲洗 ● 烘干
整个体系流程如下图所示:
ultrafiltration 工件脱脂后,经过表调、磷化,使表面形成一层均匀致密的磷化膜为进入电泳槽作准备。 进入槽液,在工件和对应电极间通直流电。在电场作用下,涂料粒子被吸附到工件上并在表 面沉积。漆膜达到一定厚度,电泳停止。此时把工件从槽中取出,经后冲洗冲洗掉浮漆,最 后送入烘箱固化。 1. 前处理 金属工件经脱脂,酸洗除锈(若必要),表调,磷化处理为下一步电泳做准备的过程称 为前处理。为了获得良好的电泳涂膜,清洗和磷化都是非常重要的环节。磷化通常采用 铁系和锌系磷化液,处理工艺包括喷淋和浸渍。主要适用于钢铁底材。 前处理简单步骤可表示如下(钢铁件为例): 预脱脂→脱脂→水洗→除锈(如有必要)→去离子水洗→表调→磷化→去离子水洗 2. 电泳 工件经前处理后进入电泳槽液,工件入槽前状态必须保证工件表面无油无锈,磷化膜均 匀工件表面温度应在 40℃以下,进入电泳槽前工件应全干或全湿,干湿不匀可导致漆膜产 生花纹或斑痕。 电泳槽系统各部件及其作用: ● 直流电源(整流器)—提供直流电,使电沉积得以进行。
采用封闭式循环清洗,可以有效去除和回收浮漆,使漆液利用率最大。通过超滤得到的 超滤液(含有去离子水、溶剂等低分子量物质)是构成清洗液的最重要的组成部分。
清洗区包括一系列单独的喷淋清洗间或浸渍清洗间。前几道采用超滤液清洗,最后一道 采用新鲜去离子水清洗。每道清洗之间都有足够的排液时间。经过最后一道冲洗后,可回收 几乎所有的被洗出物。大部分电泳涂装线在工件进入烘房前,利用自动空气吹干机除去漆膜 表面的水分,防止水迹产生。 4. 烘干固化
● 主循环系统—包括循环泵、喷射管以及过滤器,保证槽液混合均匀,同时去除槽液中颗 粒污染物及杂质。
钢模板电泳涂装技术原理及工艺流程

钢模板电泳涂装基本原理所谓电泳涂装,是将被涂物(钢模板)浸渍在水溶性涂料中作为阳极(阳极电泳),另设一与其相对应的阴极,在两极间通直流电,靠电流所产生的物理化学作用,使涂料均匀涂在被涂物上的一种涂装技术。
电泳涂装必须使用电泳漆,电泳漆通常又称水溶性涂料,电泳漆与蒸馏水必须按一定比例进行稀释,才能使用。
电泳涂装一般包括四个同时进行的过程:1、电泳:在直流电场的作用下,正,负带电胶体粒子向负,正方向运动,也称泳动。
2、电解:电极上分别进行着氧化还原反应,反而在电极上形成氧化与还原现象。
3、电沉积:由于电泳作用,移至阳极附近的带电胶体粒子在模板表体放出电子,而呈不溶状态沉淀,析出的现象,此时漆膜形成。
4、电渗:在电场作用下,固相不动,而液相移动的现象。
电渗作用使漆膜内所含水份逐渐被排到涂膜外,最后形成几乎连电流也通不过去,含水率极低,电阻相当高的致密漆膜。
5、铁红环氧电泳漆为例:该电泳漆系改性环氧树脂,丁醇,乙醇胺,滑石粉,铁红的物质组成,电泳漆与蒸馏水混合后,在直流电场的作用下,即分离成带正电荷的阳离子和带负电荷的阴离子,并进行一系列复杂的物理化学胶体化学,电化学变化过程。
三、工艺过程1、钢模板电泳涂装工艺流程除油、除锈→水冲→水洗→干燥→电泳上膝→水冲→烘干→喷商标→包装→出厂2、对工艺流程的说明除油、除锈:采用二合一法,即除油、除锈一步法,溶液本厂自配。
水冲、水洗:其目的在于去掉模板表面的酸碱残留物。
水洗时,最好采用常流水。
电泳上漆:这是工艺的目的和核心。
电泳槽内的电流、电压、固成份含量、pH值、电泳温度速度以及电泳槽附加设备的正确使用,是决定电泳上漆成败的关键。
烘干:钢模板电泳上漆后必须烘干。
烘干箱工作温度为160-180℃,烘烤时间为30min。
电泳涂装所需的主要设备。
各种水槽,电泳槽,通道式烘干箱,机械传动系统,电气控制系统,漆液和漆膜设备,如电导仪,附着力测定仪等。
阴极电泳漆介绍

SH-2000型阳离子电沉积涂料施工工艺一、阴极电泳漆涂装基本原理电泳涂装过程同时包含着电解、电泳、电沉积、电渗等四个过程。
① 电解任何一种导电液体在通电时产生分解的现象称为电解 一般电解伴随有在一个或两个电极上溢出气体,在电极上分别进行着氧化与还原反应,电解过程主要是水的电解:阴极:↑+−→−+-22222H OH e O H 阳极:↑+−→−--22244O O H e OH 电解越强导电介质通过的电流越强。
② 电泳在导电介质中,带电荷的胶体粒子受电场的作用向相反电极移动的现象称为电泳,在阴极电泳涂装过程中,带正电荷的高分子聚合物包裹着颜料粒子向阴极方向移动。
③ 电沉积阳离子型聚合物在阴极上沉析的现象称为阴极电沉积。
首先是水进行电解,在阴极上产生氢气并形成OH~,致使在阴极表面形成高碱性介质层,当阳离子型聚合物泳至高碱层的阴极时就与OH~反应,形成不溶性的沉积涂层.④ 电渗刚沉积到被涂物面上的涂膜是半渗透膜,在电场的持续作用下,涂膜内部所含的水份从涂膜中渗析出来,使涂膜脱水的现象称为电渗,电渗越好的涂膜越致密,抗物理变形性越好,防腐蚀性越好,由于电沉积涂膜是疏水性的高分子聚合物,所以允许用水清洗涂膜表面所带出的浮漆。
二、涂装工艺流程SH-2000阳离子电沉积涂料建议施工工艺如下:脱脂→热水洗→除锈→水洗→中和→水洗→表调→磷化→水洗→去离子水洗→电泳→超滤水喷淋回收→水洗→去离子水洗→烘干施工工艺中的前处理工序对施工涂膜质量的好坏至关重要,尽管前处理工艺各不相同,但是总的原则是以能满足电泳涂装条件为前提,在此前提下各施工单位可自行选择前处理工艺。
电泳施工要求入电泳槽工件必须无油、无锈;无机械杂质、无酸、无碱、无磷化浮灰等杂质。
为了获得良好的电泳涂膜,前处理工序应满足下列要求: ⑴工件表面脱脂完全。
⑵工件磷化后要求磷化膜均匀,致密,无斑痕,无磷化浮尘。
⑶磷化后末道纯水其电导率要求在20µm∕cm 以下,并要求用醋酸将其PH值中和至6.5-7,此冲洗水可循环使用,当电导率高于20µm∕cm 时应及时更换。
电泳涂装基本原理
电泳涂装基本原理所谓电泳涂装,是将被涂物浸渍在水溶性涂料中作为阳极(阳极电泳),另设一与其相对应的阴极,在两极间通直流电,靠电流所产生的物理化学作用,使涂料均匀涂在被涂物上的一种涂装技术。
电泳涂装必须使用电泳漆,电泳漆通常又称水溶性涂料,电泳漆与蒸馏水必须按一定比例进行稀释,才能使用。
电泳涂装一般包括四个同时进行的过程:1、电泳:在直流电场的作用下,正,负带电胶体粒子向负,正方向运动,也称泳动。
2、电解:电极上分别进行着氧化还原反应,反而在电极上形成氧化与还原现象。
3、电沉积:由于电泳作用,移至阳极附近的带电胶体粒子在模板表体放出电子,而呈不溶状态沉积,析出的现象,此时漆膜形成。
4、电渗:在电场作用下,固相不动,而液相移动的现象。
电渗作用使漆膜内所含水份逐渐被排到涂膜外,最后形成几乎连电流也通不过去,含水率极低,电阻相当高的致密漆膜。
5、铁红环氧电泳漆为例:该电泳漆系改性环氧树脂,丁醇,乙醇胺,滑石粉,铁红的物质组成,电泳漆与蒸馏水混合后,在直流电场的作用下,即分离成带正电荷的阳离子和带负电荷的阴离子,并进行一系列复杂的物理化学胶体化学,电化学变化过程。
电泳涂装的方法及技巧(1)一般金属表面的电泳涂装,其工艺流程为:预清理→上线→除油→水洗→除锈→水洗→中和→水洗→磷化→水洗→钝化→电泳涂装→槽上清洗→超滤水洗→烘干→下线。
(2)被涂物的底材及前处理对电泳涂膜有极大影响。
铸件一般采用喷砂或喷丸进行除锈,用棉纱清除工件表面的浮尘,用80#~120#砂纸清除表面残留的钢丸等杂物。
钢铁表面采用除油和除锈处理,对表面要求过高时,进行磷化和钝化表面处理。
黑色金属工件在阳极电泳前必须进行磷化处理,否则漆膜的耐腐蚀性能较差。
磷化处理时,一般选用锌盐磷化膜,厚度约1~2μm,要求磷化膜结晶细而均匀。
(3)在过滤系统中,一般采用一级过滤,过滤器为网袋式结构,孔径为25~75μm。
电泳涂料通过立式泵输送到过滤器进行过滤。
电泳涂装工艺过程
电泳涂装工艺过程电泳涂装基本原理所谓电泳涂装,是将被涂物浸渍在水溶性涂料中作为阳极(阳极电泳),另设一与其相对应的阴极,在两极间通直流电,靠电流所产生的物理化学作用,使涂料均匀涂在被涂物上的一种涂装技术。
电泳涂装必须使用电泳漆,电泳漆通常又称水溶性涂料,电泳漆与蒸馏水必须按一定比例进行稀释,才能使用。
电泳涂装一般包括四个同时进行的过程:1、电泳:在直流电场的作用下,正,负带电胶体粒子向负,正方向运动,也称泳动。
2、电解:电极上分别进行着氧化还原反应,反而在电极上形成氧化与还原现象。
3、电沉积:由于电泳作用,移至阳极附近的带电胶体粒子在模板表体放出电子,而呈不溶状态沉积,析出的现象,此时漆膜形成。
4、电渗:在电场作用下,固相不动,而液相移动的现象。
电渗作用使漆膜内所含水份逐渐被排到涂膜外,最后形成几乎连电流也通不过去,含水率极低,电阻相当高的致密漆膜。
5、灰色环氧电泳漆为例:该电泳漆系改性环氧树脂,丁醇,乙醇胺,滑石粉,钛白粉、炭黑、高岭土的物质组成,电泳漆与蒸馏水混合后,在直流电场的作用下,即分离成带正电荷的阳离子和带负电荷的阴离子,并进行一系列复杂的物理化学胶体化学,电化学变化过程。
电泳涂装的方法及技巧(1)一般金属表面的电泳涂装,其工艺流程为:预清理→上线→除油→水洗→除锈→水洗→中和→水洗→磷化→水洗→钝化→电泳涂装→槽上清洗→超滤水洗→烘干→下线。
(2)被涂物的底材及前处理对电泳涂膜有极大影响。
铸件一般采用喷砂或喷丸进行除锈,用棉纱清除工件表面的浮尘,用80#~120#砂纸清除表面残留的钢丸等杂物。
钢铁表面采用除油和除锈处理,对表面要求过高时,进行磷化和钝化表面处理。
黑色金属工件在阳极电泳前必须进行磷化处理,否则漆膜的耐腐蚀性能较差。
磷化处理时,一般选用锌盐磷化膜,厚度约1~2μm,要求磷化膜结晶细而均匀。
(3)在过滤系统中,一般采用一级过滤,过滤器为网袋式结构,孔径为25~75μm。
电泳涂料通过立式泵输送到过滤器进行过滤。
电泳漆工艺流程详解
电泳漆工艺流程详解
电泳漆是一种常用的表面处理工艺,它可以为产品表面提供优质的防腐蚀和装饰效果。
下面将详细介绍电泳漆工艺的流程及其特点。
首先,电泳漆工艺的准备工作非常重要。
在进行电泳漆之前,需要对产品表面进行清洁和预处理,以确保电泳漆能够牢固地附着在产品表面。
通常情况下,清洁工作包括去除油污、锈斑和其他杂质,而预处理则包括除锈、磷化和活化等步骤。
这些工作的完成将直接影响到电泳漆的附着力和表面质量。
其次,电泳漆的涂装工艺是电泳漆工艺流程中的核心环节。
在涂装过程中,产品被悬挂在电泳槽中,通过直流电场的作用,涂料中的颗粒会向产品表面沉积。
与传统的喷涂工艺相比,电泳漆具有涂层均匀、密实、耐腐蚀性好的特点,因此在汽车、家电等行业得到了广泛的应用。
接着,经过电泳漆的沉积后,产品需要进行烘烤固化。
烘烤固化是将电泳涂层在高温下进行烘烤,使其形成坚固的表面膜。
这一步骤不仅可以提高电泳漆的硬度和耐磨性,还可以使其具有更好的
光泽和色彩稳定性。
最后,经过烘烤固化的产品需要进行检验和包装。
检验工作主要包括对电泳漆涂层厚度、附着力、耐腐蚀性等性能进行检测,以确保产品质量符合要求。
而包装工作则是为了保护产品表面不受损坏,并便于运输和存储。
总的来说,电泳漆工艺流程包括准备工作、涂装、烘烤固化、检验和包装等环节。
它具有涂层均匀、耐腐蚀性好、环保等优点,适用于各种金属制品的表面处理。
希望本文的介绍能够帮助大家更好地了解电泳漆工艺流程,并在实际生产中加以应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电泳漆工艺流程原理
The electrophoretic coating process, also known as electrocoating or e-coating, is a method used to apply a protective and decorative finish to various metal products. This process involves immersing the metal parts into a tank filled with a water-based paint emulsion, which contains positively charged particles called cations. These particles are attracted to the negatively charged metal parts, which are usually connected to the anode of a direct current power source.
电泳涂料工艺,也称为电泳涂层或电泳涂层,是一种用于在各种金属制品上施加保护性和装饰性涂层的方法。
这个过程涉及将金属零件浸入一个装有水基涂料乳液的槽中,该液包含称为阳离子的带正电荷的粒子。
这些颗粒被吸引到带负电荷的金属零件上,通常将其连接到直流电源的阳极。
As the current passes through the solution, the positively charged paint particles migrate towards the negatively charged metal parts, creating a uniform and durable coating. The movement of the particles is guided by the electric field created by the power source, ensuring that the entire surface of the metal part is coated evenly.
This process is highly efficient and allows for excellent coverage of complex geometries and hard-to-reach areas.
当电流通过溶液时,带正电荷的涂料颗粒向带负电荷的金属零件迁移,形成均匀耐久的涂层。
颗粒的运动受到电源产生的电场的引导,确保金属零件的整个表面均匀涂覆。
这个过程效率高,能够在复杂的几何形状和难以到达的区域提供优秀的覆盖。
One of the key benefits of the electrophoretic coating process is its ability to provide excellent corrosion protection to metal parts. The uniform coating formed during the process acts as a barrier against moisture, chemicals, and other environmental factors that can cause corrosion. Additionally, the process allows for the application of thicker coatings compared to other painting methods, further enhancing the protection provided to the metal parts.
电泳涂料工艺的一个关键优势是它能够为金属零件提供出色的防腐保护。
在这个过程中形成的均匀涂层充当了阻隔层,防止湿气、化学物质和其他可能导致腐蚀的环境因素的侵蚀。
此外,与其他涂装方法相比,该过程允许施加更厚的涂层,进一步增强对金属零件的保护。
Moreover, the electrophoretic coating process is environmentally friendly, as it uses water-based paint emulsions that do not contain volatile organic compounds (VOCs) or hazardous air pollutants. This makes it a sustainable and eco-friendly option for companies looking to reduce their environmental impact and comply with regulations regarding emissions and waste disposal. The process also produces minimal waste, as any excess paint can be reclaimed and reused in the system.
此外,电泳涂料工艺具有环保性,因为它使用不含挥发性有机化合物(VOC)或有害空气污染物的水基涂料乳液。
这使得它成为一种可持续和环保的选择,适用于希望减少其环境影响并符合有关排放和废物处理规定的公司。
该过程还会产生很少的废物,因为任何多余的涂料都可以回收并在系统中再利用。
In conclusion, the electrophoretic coating process is a technologically advanced and highly efficient method for applying protective and decorative coatings to metal parts. Its ability to provide excellent corrosion protection, even coverage on complex shapes, and environmental benefits make it a preferred choice for many industries. By understanding the principles and benefits of this process, companies can make informed decisions about
incorporating electrophoretic coating into their production processes to enhance the quality and durability of their products.
总之,电泳涂料工艺是一种技术先进且高效的方法,用于为金属零件施加保护性和装饰性涂层。
它提供出色的防腐保护能力,即使在复杂形状上也能均匀覆盖,并具有环保优势,使其成为许多行业的首选。
通过了解这个过程的原理和好处,公司可以做出明智的决定,将电泳涂料纳入其生产过程中,以提高产品的质量和耐久性。