熔模铸造工艺知识培训(PPT 86页)
合集下载
熔模铸造工艺知识培训

泛应用。
02 熔模铸造工艺流程
制作模料
选择合适的模料
涂刷脱模剂
根据铸件的材料和尺寸要求,选择合 适的模料,如石英砂、刚玉砂等。
为了方便脱模,需要在模料表面涂刷 一层脱模剂。
混合与搅拌
将模料按照一定比例混合,并使用搅 拌机充分搅拌,使其达到均匀的稠度。
制作蜡模
01
02
03
模具组装
将搅拌好的模料填入模具 中,并确保填满整个模具 腔体。
低成本材料
通过降低材料成本,提高熔模铸造的性价比和市场竞争力。
多功能性材料
开发具有特殊性能如抗菌、抗静电等新型熔模铸造材料,满足特定 需求。
熔模铸造工艺的优化与创新
简化工艺流程
减少生产环节,提高生产效率,降低生产成本。
环保型工艺
研发无污染或低污染的熔模铸造工艺,降低生产过程中的环境污 染。
高效冷却技术
熔模铸造在航空发动机、航天器结构件等 方面得到广泛应用,为航空航天事业的发 展提供重要支持。
THANKS FOR WATCHING
感谢您的观看
02
该工艺涉及多个步骤,包括制作 蜡模、脱蜡、焙烧、浇注金属等 。
熔模铸造的特点
高精度
熔模铸造能够获得高精 度的金属零件,表面光
洁度较高。
适用范围广
可用于各种金属材料, 如钢、铝、铜、不锈钢
等。
灵活性高
可以生产各种形状和大 小的零件,尤其适用于 复杂结构零件的生产。
成本较高
由于工艺复杂,需要较 高的设备和人力投入,
浇注过程的质量控制
浇注温度
浇注温度过高可能导致金属液过 热,过低则可能导致金属液流动
性差,影响充型能力。
浇注速度
02 熔模铸造工艺流程
制作模料
选择合适的模料
涂刷脱模剂
根据铸件的材料和尺寸要求,选择合 适的模料,如石英砂、刚玉砂等。
为了方便脱模,需要在模料表面涂刷 一层脱模剂。
混合与搅拌
将模料按照一定比例混合,并使用搅 拌机充分搅拌,使其达到均匀的稠度。
制作蜡模
01
02
03
模具组装
将搅拌好的模料填入模具 中,并确保填满整个模具 腔体。
低成本材料
通过降低材料成本,提高熔模铸造的性价比和市场竞争力。
多功能性材料
开发具有特殊性能如抗菌、抗静电等新型熔模铸造材料,满足特定 需求。
熔模铸造工艺的优化与创新
简化工艺流程
减少生产环节,提高生产效率,降低生产成本。
环保型工艺
研发无污染或低污染的熔模铸造工艺,降低生产过程中的环境污 染。
高效冷却技术
熔模铸造在航空发动机、航天器结构件等 方面得到广泛应用,为航空航天事业的发 展提供重要支持。
THANKS FOR WATCHING
感谢您的观看
02
该工艺涉及多个步骤,包括制作 蜡模、脱蜡、焙烧、浇注金属等 。
熔模铸造的特点
高精度
熔模铸造能够获得高精 度的金属零件,表面光
洁度较高。
适用范围广
可用于各种金属材料, 如钢、铝、铜、不锈钢
等。
灵活性高
可以生产各种形状和大 小的零件,尤其适用于 复杂结构零件的生产。
成本较高
由于工艺复杂,需要较 高的设备和人力投入,
浇注过程的质量控制
浇注温度
浇注温度过高可能导致金属液过 热,过低则可能导致金属液流动
性差,影响充型能力。
浇注速度
材料成型工艺基础之铸造培训课件(ppt 75张)
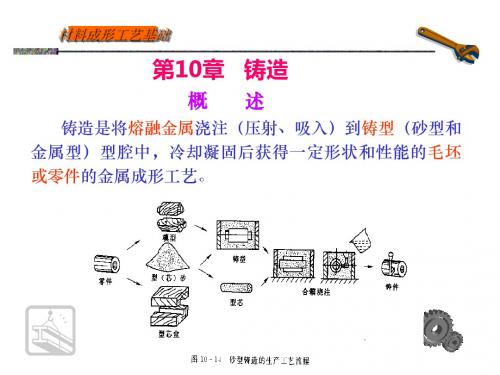
材料成形工艺基础
10.2 砂型铸造
一、砂型铸造的生产过程
材料成形工艺基础
二、砂型铸造工艺过程
1.造型
1) 手工造型
2) 机器造型 3) 造芯 4) 涂料 5) 开设浇注系统 6) 合型
2.熔炼与浇注 3.落砂与清理
材料成形工艺基础
二、工艺过程简介 1.造型: 手工造型——整模造型、分模造型、挖砂造型、假箱造型、 三箱造型。 机器造型——(紧砂特点)压实式、分模式、震压式、抛砂 紧实、射砂紧实。 造芯——芯盒造芯。用于孔下某些局部外形砂芯中有芯首, 砂芯烘干。 涂料——耐火材料、黏结材料、悬浮稳定剂等组成,涂刷 铸型,型芯表面。防止铸件粘砂、夹砂、砂眼等缺陷。 开设浇注系统——图10-16。开设浇铸系统的目的为了填充 型腔和冒口的一系列通道。 合型(合箱)——将上下箱、型芯等组合成完整的铸型。
材料成形工艺基础
三、压力铸造
液态金属在高压作用下快速压入金属铸型中,并在压力下结 晶,以获得铸件的成形工艺方法。 1. 压铸机和压铸工艺过程
材料成形工艺基础
2. 压力铸造的特点和适用范围 (1) 铸件的尺寸精度和表面质量最高。公差等一般为 IT11~IT13级,Ra为3.2~0.8μm。 (2) 铸件的强度和表面硬度高。抗拉强度可比砂型铸造
三、铸造内应力及铸件的变形、裂纹
铸件在凝固以后的继续冷却过程中,其固态收缩受到阻碍 或铸件各部分互相牵制,铸件内部将产生内应力。 1.热应力 热应力是由于铸件壁厚不均匀,各部分冷却速度不同,以 致在同一时期内铸件各部分收缩不一致而引起的应力。 热应力使铸件的厚壁或心部受拉伸,薄壁或表层受压缩。
材料成形工艺基础
材料成形工艺基础
(2) 冷裂 冷裂的特征是:裂纹细小,呈连续直线状,缝内有金属 光泽或轻微氧化色。 冷裂的防止: 1)使铸件壁厚尽可能均匀; 2)采用同时凝固的原则; 3)对于铸钢件和铸铁件,必须严格控制磷的 含量,防止冷脆性。
《熔模精密铸造技术》课件

弃物的产生,有利于环保。
缺点
成本高
熔模精密铸造技术需要高昂的设备和工艺成 本,生产成本较高。
对操作人员要求高
熔模精密铸造技术需要经验丰富的操作人员 和技术人员,对工人的技能要求较高。
生产周期长
熔模精密铸造技术的生产周期较长,需要经 过多个工序和复杂的工艺流程。
不适合大规模生产
由于其高昂的成本和复杂的工艺流程,熔模 精密铸造技术不适合大规模生产。
03 熔模精密铸造技术的工艺 流程
模具设计
01
模具设计是熔模精密铸造技术 的第一步,需要综合考虑产品 结构、工艺要求、材料特性等 因素。
02
设计过程中,需要使用CAD等 计算机辅助设计软件进行建模 和模拟,以提高模具设计的准 确性和效率。
03
模具设计应注重细节处理,如 模具的浇口、排气口、冷却水 道等,以确保铸造过程的顺利 进行。
其他领域应用
能源领域
熔模精密铸造技术可用于制造燃气轮机叶片、核反应堆结构件等,提高能源转换效率和安全性。
医疗器械领域
熔模精密铸造技术可以生产高精度、高质量的医疗器械,如人工关节、牙科植入物等,提高医疗效果和使用寿命 。
感谢您的观看
THANKS
模具设计
根据铸件的结构和尺寸, 进行模具设计,确保模具 的精度和稳定性。
模具制作工艺
采用合适的工艺方法制作 模具,如雕刻、3D打印等 ,确保模具的表面质量和 尺寸精度。
金属充型
金属液制备
将熔融的金属液通过浇注系统送入模具型腔 。
充型速度与方向
控制金属液的充型速度和方向,以保证金属液能够 均匀填充型腔,避免气孔、夹渣等缺陷的产生。
特点
高精度、高效率、低成本、适用 范围广,可铸造复杂形状和薄壁 零件,广泛应用于航空、汽车、 船舶、能源等领域。
缺点
成本高
熔模精密铸造技术需要高昂的设备和工艺成 本,生产成本较高。
对操作人员要求高
熔模精密铸造技术需要经验丰富的操作人员 和技术人员,对工人的技能要求较高。
生产周期长
熔模精密铸造技术的生产周期较长,需要经 过多个工序和复杂的工艺流程。
不适合大规模生产
由于其高昂的成本和复杂的工艺流程,熔模 精密铸造技术不适合大规模生产。
03 熔模精密铸造技术的工艺 流程
模具设计
01
模具设计是熔模精密铸造技术 的第一步,需要综合考虑产品 结构、工艺要求、材料特性等 因素。
02
设计过程中,需要使用CAD等 计算机辅助设计软件进行建模 和模拟,以提高模具设计的准 确性和效率。
03
模具设计应注重细节处理,如 模具的浇口、排气口、冷却水 道等,以确保铸造过程的顺利 进行。
其他领域应用
能源领域
熔模精密铸造技术可用于制造燃气轮机叶片、核反应堆结构件等,提高能源转换效率和安全性。
医疗器械领域
熔模精密铸造技术可以生产高精度、高质量的医疗器械,如人工关节、牙科植入物等,提高医疗效果和使用寿命 。
感谢您的观看
THANKS
模具设计
根据铸件的结构和尺寸, 进行模具设计,确保模具 的精度和稳定性。
模具制作工艺
采用合适的工艺方法制作 模具,如雕刻、3D打印等 ,确保模具的表面质量和 尺寸精度。
金属充型
金属液制备
将熔融的金属液通过浇注系统送入模具型腔 。
充型速度与方向
控制金属液的充型速度和方向,以保证金属液能够 均匀填充型腔,避免气孔、夹渣等缺陷的产生。
特点
高精度、高效率、低成本、适用 范围广,可铸造复杂形状和薄壁 零件,广泛应用于航空、汽车、 船舶、能源等领域。
熔模铸造知识培训共84页文档

11、越是没有本领的就越加自命不凡。——邓拓 12、越是无能的人,越喜欢挑剔别人的错儿。——爱尔兰 13、知人者智,自知者明。胜人者有力,自胜者强。——老子 14、意志坚强的人能把世界放在手中像泥块一样任意揉捏。——歌德 15、最具挑战性的挑战莫过于提升自我。——迈克尔·F·斯特利
熔模铸造知识培训
46、法律有权打破平静。——马·格林 47、在一千磅法律里,没有一盎司仁 爱。— —英国
48、法律一多,公正就少。——托·富 勒 49、犯罪总是以惩罚相补偿;只有处 罚才能 使犯罪 得到偿 还。— —达雷 尔
50、弱者比强者更能得到法律的保护 。—— 威·厄尔
Hale Waihona Puke 谢谢
熔模铸造知识培训
46、法律有权打破平静。——马·格林 47、在一千磅法律里,没有一盎司仁 爱。— —英国
48、法律一多,公正就少。——托·富 勒 49、犯罪总是以惩罚相补偿;只有处 罚才能 使犯罪 得到偿 还。— —达雷 尔
50、弱者比强者更能得到法律的保护 。—— 威·厄尔
Hale Waihona Puke 谢谢
熔模铸造设备培训课件.pptx

熔化能力有限,间歇式生产,适用于年产量低于200吨的工 厂或车间。
5
凝固成形设备
第四章 熔模铸造设备
1.2.搅蜡机
用于小型熔模铸造车间,将熔化好的蜡料搅拌成膏 状以便压制蜡模。
1、电动机,2、联轴器,3、搅拌叶片,4、蜡桶,5、水槽,6、保温材 料,7、测温计,8、加热器,9、阀门,10、水位计,11、排水阀
批量小、品种多变 —— 单机、手工操作
根据模料种类及零件尺寸选择低压、中压、高压压蜡机。
直接气压式压蜡机压力较低,适用于低温蜡料; 气动式活塞压蜡机压力较大,适用于低温、中温蜡料; 液压式活塞压蜡机压力最大,适用于高温、固态蜡料。
12
凝固成形设备
第四章 熔模铸造设备
2.1.蜡模制造设备工作原理
M292型简易压蜡机
凝固成形设备
第四章 熔模铸造设备
Lost Wax Casting
THE CHARIOTS AND HORSES have been fitted with more than 1,500 pieces of gold and silvers and decorations, looking luxurious, splendid and graceful. Probably they were meant for the use of Emperor Qin Shihuang's soul to go on inspection. The bronze chariots and horses were made by lost wax casting, which shows a high level of technology. For instance, the tortoise-shell-like canopy is about 4mm thick, and the window is only 1mm thick on which are many small holes for ventilation. According to a preliminary study, the technology of manufacturing the bronze chariots and horses has involved casting, welding, reveting, inlaying embedding and chiseling.
熔模精密铸造技术PPT课件
.
11
2.3 制壳工艺流程
厚德博学 追求卓越
制壳工艺流程图
(1)模组除油和脱脂 为了改善模组与面层涂料的涂挂性能, 除了在面层涂料中加入表面活性剂外,通常是在模组涂挂涂料前 ,对模组进行除油和脱脂处理,以增加涂料对模样的润湿性。
(2)涂挂涂料和撒砂 涂挂涂料和撒砂工序相隔进行(一层涂料 、一层散砂),涂挂和撒砂层数根据铸件的大小和形状而不同,面 层和背层的涂料和砂类不同。
一.熔模精密铸造的发展历史
1.熔模铸造又称为失蜡铸造,熔模铸造的历史可以追溯到4000年 以前,最早起源于埃及、中国和印度,在我国的出土文物中发现 在公元前2500年以前,我们的祖先就能用熔模铸造的方式生产 各种铜器皿、钟鼎及艺术品。
.
3
厚德博学 追求卓越
2.现代熔模铸造工艺是在20世纪初期开始形成,最初用于制牙及 珠宝饰业。第二次世界大战期间, 由于国防、航空工业发展的 需要,英、美等国首先采用熔模精密铸造方法,生产喷气涡轮发 动机叶片等形状复杂、尺寸精确、表面质量要求很高且不易机械 加工的铸件。
.
21
厚德博学 追求卓越
圆盘零件: 陶瓷增强铝基.复合材料的熔模铸件
22
厚德博学 追求卓越
.
23
厚德博学 追求卓越
五.熔模精密铸造工艺发展趋势
1、更大更薄:目前,熔模铸造生产的精密铸件,最大 轮廓尺寸可 达1.8m,而最小壁厚却不到2mm,最大铸件重量接近1000kg。
2、精度更高:熔模铸件尺寸公差是CT4-6级,表面粗糙度值可达 到Ra0.8um。
3、强度更高:如飞机发动机用的涡轮叶片工作温度由980℃提高到 1200℃;热等静压技术的应用使得熔模铸造生产的镍基高温合金、钛合 金和铝合金的高温低周 波疲劳性能提高3~10倍。
熔模铸造工艺讲述资料课件

流槽与流道
流槽和流道是连接浇包与型壳的通道,用于将金属熔液 引导至型壳内。流道设计对浇注效果和铸件质量有重要 影响。
其他辅助设备和工具
模具
熔模铸造工艺中使用的模具通常分为压制模具和铸造 模具两类。压制模具用于压制熔模,铸造模具则用于 最终成型。
修整工具
修整工具用于对型壳进行微调、修整和清砂等操作,通 常包括刮刀、砂轮、钻头等。
金属材料的熔炼。
02
真空炉
真空炉主要用于熔炼高纯度金属材料,通过真空环境减少气体杂质和氧
化物对熔炼金属的影响。其具有熔炼温度高、熔炼时间短、金属纯度高
等优点。
03
电渣炉
电渣炉是一种利用电流通过渣池产生热能熔炼金属的设备,主要用于大
型铸件的近净形熔炼。其具有熔炼成本低、生产效率高等优点。
型壳制造设备种类与特点
案例二:某涡轮叶片熔模铸造工艺
总结词:某涡轮叶片熔模铸造工艺是一种精密铸造技 术,具有高精度、高复杂度、高生产效率等特点。
详细描述:某涡轮叶片熔模铸造工艺采用高强度、高精 度的模具和砂型,以及高质量的合金材料。在制壳过程 中,采用逐层堆积的方法,形成高精度的叶片形状和内 部结构。熔炼时,要严格控制熔液的成分和纯度,以保 证叶片的性能和质量。浇注时,要控制好温度和浇注速 度,保证叶片的充型和组织结构。冷却过程中,要合理 控制冷却时间和温度,防止叶片出现裂纹等缺陷。打磨 时,要选用合适的磨具和研磨剂,对叶片表面进行精细 打磨,保证其表面质量和精度。
脱壳与清理
脱壳
待金属冷却后,将型壳从金属件 中脱出。
清理
对金属件进行清理,去除表面残留 的型壳材料和浇口等。
修整与抛光
对金属件进行修整和抛光,以满足 产品要求。
熔模铸造知识培训
3、更强:由于材质的改进和工艺技术的进步使得铸件的性能越来 越好。如飞机发动机用的涡轮叶片工作温度由980℃提高到 1200℃;热等静压技术的应用使得熔模铸造生产的镍基高温合 金、钛合金和铝合金的高温低周波疲劳性能提高3~10倍。
② 在用石英砂型壳浇注高锰钢或高合金钢铸件时, 会发生类似情 况,金属液中镍、铬、钛、锰等元素易氧化。他们的氧化物 在高温时与型壳中SiO2反应生成低熔点化合物,造成化学粘 砂。
C、精铸公司制壳工艺
工艺种类 硅溶胶工艺 水玻璃工艺 复合制壳工艺
序号
粘接剂
粘结剂
硬化剂
应用
硅溶胶
无
表面及精度较高产品
水玻璃
结晶硬化铝 表面及精度较低产品
硅溶胶+水玻璃 结晶硬化铝 接近硅溶胶工艺产品
工艺参数
粉料
砂
涂料粘度
风干温度
风干时间
硬化时间
表面层
硅溶胶
精制石英粉(320目) 精制石英砂(40-100目) 粘度60-65S
七、熔模铸造工艺发展趋势
1、更大更薄:目前,熔模铸造生产的精密铸件,最大轮廓尺寸可 达1.8m,而最小壁厚却不到2mm,最大铸件重量接近1000kg。
2、更精:熔模铸件已经越来越精确,在ISO标准中的一般线性尺 寸公差是CT4-6级,特殊线性尺寸公差高的可大CT3级,而熔 模铸件表面粗糙度值也越来越小,可达到Ra0.8um。
矫正后检验: 尺寸或形状位置偏差符合要求; 表面探伤,不允许存在裂纹。
专用工具 矫正测具
设备
液压机 摩擦压力机 矫正模
矫正模及夹具 液压机或磨擦压力机
2.3.12、探伤、防锈
A、探伤
探伤种类
探伤缺陷
应用
② 在用石英砂型壳浇注高锰钢或高合金钢铸件时, 会发生类似情 况,金属液中镍、铬、钛、锰等元素易氧化。他们的氧化物 在高温时与型壳中SiO2反应生成低熔点化合物,造成化学粘 砂。
C、精铸公司制壳工艺
工艺种类 硅溶胶工艺 水玻璃工艺 复合制壳工艺
序号
粘接剂
粘结剂
硬化剂
应用
硅溶胶
无
表面及精度较高产品
水玻璃
结晶硬化铝 表面及精度较低产品
硅溶胶+水玻璃 结晶硬化铝 接近硅溶胶工艺产品
工艺参数
粉料
砂
涂料粘度
风干温度
风干时间
硬化时间
表面层
硅溶胶
精制石英粉(320目) 精制石英砂(40-100目) 粘度60-65S
七、熔模铸造工艺发展趋势
1、更大更薄:目前,熔模铸造生产的精密铸件,最大轮廓尺寸可 达1.8m,而最小壁厚却不到2mm,最大铸件重量接近1000kg。
2、更精:熔模铸件已经越来越精确,在ISO标准中的一般线性尺 寸公差是CT4-6级,特殊线性尺寸公差高的可大CT3级,而熔 模铸件表面粗糙度值也越来越小,可达到Ra0.8um。
矫正后检验: 尺寸或形状位置偏差符合要求; 表面探伤,不允许存在裂纹。
专用工具 矫正测具
设备
液压机 摩擦压力机 矫正模
矫正模及夹具 液压机或磨擦压力机
2.3.12、探伤、防锈
A、探伤
探伤种类
探伤缺陷
应用
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、铸件结构的合理性 铸件结构是否合理,对于铸件质量、生产工 艺的可行性和简易性以及生产成本等影响很大, 根据生产实际,总结出铸件结构合理性的几条 基本原则。
1).易于从压型中取模
合理
不合理
合理
不合理
2).易于抽芯
合理
不合理
合理
不合理
3).壁厚均匀,减少热节
合理
不合理
4).避免大平面
合理
3)、合金材料不受限制. 钢铁、铜、铝、钛、 镁等。熔点高的镍基高温合金;锌、锡等低熔 点金属。
4)、熔模铸造存在一定局限性。工艺流程 烦琐,生产周期长、铸件尺寸不宜太大。
熔模铸造典型产品应用实例
1.2 熔模铸件工艺设计
1.2.1 铸件结构设计
目的就是对于一些零件图做必要修改,得到适 合熔模铸造特点的最合理的铸件结构。
不合理
5).减少不通孔
合理
不合理
6).简化压型加工
合理
不合理
7).设计必要的工艺筋
A).防止环形件、框型件变形设计的工艺筋
B).防止铸件开口部位变形而设计的工艺筋
C).减少大平面,防止壳形变形
8).设计必要的工艺孔
A).防止大平面型壳变形设计工艺孔
B).减少热节、防止缩孔设计工艺孔
二.铸件结构要素及工艺参数选定
5.加工余量
熔模铸件单面加工余量(单位 mm)
≤50 铸件最大尺寸 单面加工余量 浇口面加工余量 0.5 0.5~0.1 1.0~1.5 2.0~4.0 1.5~2.0 2.0~3.0 >50 ~120 >120 ~250 >250 ~400 >400 ~630
6.线收缩率
影响熔模铸件尺寸的收缩因素包括合金 的收缩;模料的收缩;型壳的膨胀等, 这几方面综合的影响称为熔模铸件的综 合线收缩率。
1 熔模铸造
1.1
概述
定义:用熔模材料(通常为低熔点的 材料如蜡料)制成熔模样件并组成模 组,然后在模组表面上涂料(耐火材 料),待干燥固化后,将模组加热熔 出模料形成中空型壳,经高温烧结后 浇注金属液体,清理后得到铸件。由 于熔模材料通常为蜡基材料,因此又 称“失蜡铸造”。
工艺流程:
压型制造
熔模样件 制造
1.最小壁厚 由于熔模铸造的型壳内表面光洁,并且一般 为热型壳浇注,因此熔模铸件壁厚允许设计 得较薄,最小壁厚与合金种类及铸件轮廓尺 寸有关。
熔模铸件的最小壁厚(单位:mm)
铸 件 轮 廓 尺 寸 铸件 材料 >10~50 >50~100 >100~200 铸 件 最 小 壁 厚 推荐值 最 小 值 0.7 推荐值 最 小 值 1.0 推荐值 最 小 值 1.5 推荐值 最 小 值 2.0 推荐值 最 小 值 2.5 >200~500 >350
最小铸出孔的孔径与深度(单位:mm)
孔的直径 3-5 >5~10 >10~20 >20~40 >40~60 >60~100 >100 最大孔深 通孔 5~10 >10~30 >30~60 >60~120 >120~200 >200~300 >300~350 不通孔 ≈5 >5~15 >15~25 >25~50 >50~80 >80~100 >100~120
4.在熔化易熔模时,起液体模料流出的通 道作用,浇注系统应能保证排除模料通畅。
二、浇注系统结构
按浇注系统组成分为: 1)直浇道一内浇道结构形式: 直浇道兼起冒口作用,操作方便,但排渣不利。
2)横浇道一内浇道结构形式: 常用于顶注,有利于顺序凝固。
3)直浇道一横浇道一内浇道结构形式
按合金液注入铸件部位分为: 1)顶注式: 合金液从型腔的顶部注入,铸件自下而上凝固, 合金液易飞溅,排气不畅,适用于高度较低的 铸件。
1.2.2 熔模铸造浇注系统设计
一、浇注系统作用 1.把液体金属引入型腔 注意充型平稳,避免金属液氧化和卷入气体, 保证不产生冷隔和浇不足缺陷。 2.补充液体金属凝固时体积收缩 浇注系统应能保证补缩时通道畅通,并保证 能提供给铸件必要的补缩金属液,避免铸件 产生缩孔、疏松。
3.在组焊与制壳时起支撑易熔模和型壳作 用。要求有足够强度,防止制壳过程中易熔 模脱落。
2.5~4.0 1.5~3.0
2.0
2.0 0.8
3.0~5.0
3. 0~5.0 2.0~4.0
2.5
2.5 1.0
3.5~6.0
3.5~6.0 —
3.0
3.0 —
4.0~7.0
4.0~7.0 —
3.5
4.0 —
2.圆角
一般情况下铸件上各转角处都设计成圆角, 否则容易产生裂纹、缩松。铸件上内圆角和 外圆角按下式计算 r=(d+δ)/k R=r+ (d+δ)/2 r——转角内圆角mm;R——转角外圆角mm d, δ——连接壁的壁厚;k——转角的圆角 系数,根据角度大小接图选取。
铅锡合金
1.0~1.5
1.5~2.0
2.0~3.0
2.5~3.5
3.0~4.0
锌合金
铸铁 铜合金 镁合金
1.5~2.0
1.5~2.0 2.0~2.5 2.0~2.5
1.0
1.0 1.5 1.5
2.0~3.0
2.0~3.5 2.5~4.0 2.5~4.0
1.5
1.5 2.0 2.0
2.5~3.5
2.5~4.0 3.0~4.0 3.0~4.0
组装模组
型壳制造、 脱蜡、焙烧
填砂、浇注
观看 影片
熔模铸造的特点
1)、铸件尺寸精度高(CT4-CT7);表面 粗糙度低(Ra1.6-6.3μm)。减少了铸件的 切削加工余量,甚至可实现近净型铸造。
2)、能生产形状复杂的薄壁铸件。如前机 匣(由内、外环和14件叶片组成)。如发动 机叶片,叶型的最小壁厚可达0.7mm。
2.0
2.0 2.5 2.5
3.0~4.0
3.0~4.5 3.0~5.0 3.5~5.0
2.5
2.5 3.0 3.0
3.5~5.0
4.0~5.0 4.0~6.0 4.0~6.0
3.0
3.5 3.5 3.5Biblioteka 铝合金碳钢 高温合金
2.0~2.5
2.0~2.5 0.9~2.0
1.5
1.5 0.6
2.5~4.0
3.铸造斜度
为了便于取模,抽芯,在拔模面应设有铸造 斜度,铸造斜度的取值如下。 熔模铸件的铸造斜度
铸造斜度面高 h/mm 非加工面斜度 外表面 内表面
≤20 取值 >20-50 >50-100
>100
0º 20´ 0º 15´ 0º 10´
0º 10´
1º 0º 30´ 0º 30´
0º 15´
4.最小铸出孔
1).易于从压型中取模
合理
不合理
合理
不合理
2).易于抽芯
合理
不合理
合理
不合理
3).壁厚均匀,减少热节
合理
不合理
4).避免大平面
合理
3)、合金材料不受限制. 钢铁、铜、铝、钛、 镁等。熔点高的镍基高温合金;锌、锡等低熔 点金属。
4)、熔模铸造存在一定局限性。工艺流程 烦琐,生产周期长、铸件尺寸不宜太大。
熔模铸造典型产品应用实例
1.2 熔模铸件工艺设计
1.2.1 铸件结构设计
目的就是对于一些零件图做必要修改,得到适 合熔模铸造特点的最合理的铸件结构。
不合理
5).减少不通孔
合理
不合理
6).简化压型加工
合理
不合理
7).设计必要的工艺筋
A).防止环形件、框型件变形设计的工艺筋
B).防止铸件开口部位变形而设计的工艺筋
C).减少大平面,防止壳形变形
8).设计必要的工艺孔
A).防止大平面型壳变形设计工艺孔
B).减少热节、防止缩孔设计工艺孔
二.铸件结构要素及工艺参数选定
5.加工余量
熔模铸件单面加工余量(单位 mm)
≤50 铸件最大尺寸 单面加工余量 浇口面加工余量 0.5 0.5~0.1 1.0~1.5 2.0~4.0 1.5~2.0 2.0~3.0 >50 ~120 >120 ~250 >250 ~400 >400 ~630
6.线收缩率
影响熔模铸件尺寸的收缩因素包括合金 的收缩;模料的收缩;型壳的膨胀等, 这几方面综合的影响称为熔模铸件的综 合线收缩率。
1 熔模铸造
1.1
概述
定义:用熔模材料(通常为低熔点的 材料如蜡料)制成熔模样件并组成模 组,然后在模组表面上涂料(耐火材 料),待干燥固化后,将模组加热熔 出模料形成中空型壳,经高温烧结后 浇注金属液体,清理后得到铸件。由 于熔模材料通常为蜡基材料,因此又 称“失蜡铸造”。
工艺流程:
压型制造
熔模样件 制造
1.最小壁厚 由于熔模铸造的型壳内表面光洁,并且一般 为热型壳浇注,因此熔模铸件壁厚允许设计 得较薄,最小壁厚与合金种类及铸件轮廓尺 寸有关。
熔模铸件的最小壁厚(单位:mm)
铸 件 轮 廓 尺 寸 铸件 材料 >10~50 >50~100 >100~200 铸 件 最 小 壁 厚 推荐值 最 小 值 0.7 推荐值 最 小 值 1.0 推荐值 最 小 值 1.5 推荐值 最 小 值 2.0 推荐值 最 小 值 2.5 >200~500 >350
最小铸出孔的孔径与深度(单位:mm)
孔的直径 3-5 >5~10 >10~20 >20~40 >40~60 >60~100 >100 最大孔深 通孔 5~10 >10~30 >30~60 >60~120 >120~200 >200~300 >300~350 不通孔 ≈5 >5~15 >15~25 >25~50 >50~80 >80~100 >100~120
4.在熔化易熔模时,起液体模料流出的通 道作用,浇注系统应能保证排除模料通畅。
二、浇注系统结构
按浇注系统组成分为: 1)直浇道一内浇道结构形式: 直浇道兼起冒口作用,操作方便,但排渣不利。
2)横浇道一内浇道结构形式: 常用于顶注,有利于顺序凝固。
3)直浇道一横浇道一内浇道结构形式
按合金液注入铸件部位分为: 1)顶注式: 合金液从型腔的顶部注入,铸件自下而上凝固, 合金液易飞溅,排气不畅,适用于高度较低的 铸件。
1.2.2 熔模铸造浇注系统设计
一、浇注系统作用 1.把液体金属引入型腔 注意充型平稳,避免金属液氧化和卷入气体, 保证不产生冷隔和浇不足缺陷。 2.补充液体金属凝固时体积收缩 浇注系统应能保证补缩时通道畅通,并保证 能提供给铸件必要的补缩金属液,避免铸件 产生缩孔、疏松。
3.在组焊与制壳时起支撑易熔模和型壳作 用。要求有足够强度,防止制壳过程中易熔 模脱落。
2.5~4.0 1.5~3.0
2.0
2.0 0.8
3.0~5.0
3. 0~5.0 2.0~4.0
2.5
2.5 1.0
3.5~6.0
3.5~6.0 —
3.0
3.0 —
4.0~7.0
4.0~7.0 —
3.5
4.0 —
2.圆角
一般情况下铸件上各转角处都设计成圆角, 否则容易产生裂纹、缩松。铸件上内圆角和 外圆角按下式计算 r=(d+δ)/k R=r+ (d+δ)/2 r——转角内圆角mm;R——转角外圆角mm d, δ——连接壁的壁厚;k——转角的圆角 系数,根据角度大小接图选取。
铅锡合金
1.0~1.5
1.5~2.0
2.0~3.0
2.5~3.5
3.0~4.0
锌合金
铸铁 铜合金 镁合金
1.5~2.0
1.5~2.0 2.0~2.5 2.0~2.5
1.0
1.0 1.5 1.5
2.0~3.0
2.0~3.5 2.5~4.0 2.5~4.0
1.5
1.5 2.0 2.0
2.5~3.5
2.5~4.0 3.0~4.0 3.0~4.0
组装模组
型壳制造、 脱蜡、焙烧
填砂、浇注
观看 影片
熔模铸造的特点
1)、铸件尺寸精度高(CT4-CT7);表面 粗糙度低(Ra1.6-6.3μm)。减少了铸件的 切削加工余量,甚至可实现近净型铸造。
2)、能生产形状复杂的薄壁铸件。如前机 匣(由内、外环和14件叶片组成)。如发动 机叶片,叶型的最小壁厚可达0.7mm。
2.0
2.0 2.5 2.5
3.0~4.0
3.0~4.5 3.0~5.0 3.5~5.0
2.5
2.5 3.0 3.0
3.5~5.0
4.0~5.0 4.0~6.0 4.0~6.0
3.0
3.5 3.5 3.5Biblioteka 铝合金碳钢 高温合金
2.0~2.5
2.0~2.5 0.9~2.0
1.5
1.5 0.6
2.5~4.0
3.铸造斜度
为了便于取模,抽芯,在拔模面应设有铸造 斜度,铸造斜度的取值如下。 熔模铸件的铸造斜度
铸造斜度面高 h/mm 非加工面斜度 外表面 内表面
≤20 取值 >20-50 >50-100
>100
0º 20´ 0º 15´ 0º 10´
0º 10´
1º 0º 30´ 0º 30´
0º 15´
4.最小铸出孔