数控铣床进给系统设计_郭倩
郭倩5[1].20
![郭倩5[1].20](https://img.taocdn.com/s3/m/04143ebafd0a79563c1e72dc.png)
唐山科技职业技术学院毕业论文课题名称:法兰零件的加工工艺系别:机电工程系专业班级:数控技术学生姓名:郭倩指导教师:刘新生二O一O年五月附表1 毕业设计(论文)评分表附表二毕业设计(论文)任务书指导教师:教研室主任:系主任:开题报告目录摘要 (1)1.法兰零件的加工工艺 (2)1.1零件图工艺分析 (2)1.2选择数控加工的内容 (2)1.3确定加工方案 (3)1.3.1平面的加工 (3)1.3.2孔系的加工 (3)1.3.3毛坯尺寸与材料特性分析 (3)2.确定定位装夹方案 (4)2.1定位基准的选择 (4)2.2夹具的选择 (4)3.刀具的选择 (5)4.确定加工顺序 (6)4.1切削用量的选择 (7)4.2切削深度的确定 (7)5.程序设计 (8)5.1加工工艺设计 (8)5.2数控程序设计 (8)6.操作要点及分析 (11)6.1操作要点 (11)6.2要点分析 (11)结论 (12)参考文献 (13)致谢 (14)唐山科技职业技术学院毕业论文摘要近年来,由于市场竞争日趋激烈,各生产不仅要提高产品的质量,而且为满足市场上不断变化的需要进行频频改进。
因此,即使是大批量生产,也改变了产品长期一成不变的做法。
这样就使组合机床、自动化机床及自动化生产线在大批量生产中也日渐暴露其缺点或不足。
为了解决上述这些问题,一种新型的数字程序控制机床应运而生,它极其有效的解决了上述一系列生产条件限制,为单件、小批量生产精密复杂零件提供了自动化加工手段。
近几年,在我国机械制造业发展的速度已是日新月异,特别是高新技术的引进和数控机床的应用发展,需要大量的数控编程人员和工艺设计人员。
对数控技术的应用而言,用人单位需要高技能的数控编程技术人员,要成为一名合格的机械加工技术人员,必须掌握机械制造工艺,能够指定出合格的工艺规程和合格的数控程序,如何制定合理的加工路线和加工的参数直接影响着零件的加工质量和效率及成本。
为了巩固和融合大学这三年学来的知识,毕业设计是用数控铣床加工零件关键词:生产效率产品质量加工技术1.法兰零件的加工工艺图1所示的法兰零件,其材料为HT200。
数控铣床Z轴进给系统设计(毕业设计论文)
图书分类号:密级:毕业设计(论文)数控铣床Z轴进给系统设计Z-AXIS CNC MILLING MACHINE FEED SYSTEM DESIGN学生姓名学院名称专业名称指导教师20**年5月27日摘要本论文主要研究数控铣床的Z轴进给系统。
数控铣床是数控机床中的典型机床,它对国家的机械行业的发展具有重要的贡献,其加工精度也决定了一个国家的机械行业的发展水平。
其Z轴进给系统主要内容包括进给部件的计算与选用。
进给部件首选滚珠丝杠螺母副,它拥有摩擦损失小、传动效率高、运动平稳、摩擦力小、灵敏度高、低速时无爬行,并且轴向刚度高、反向定位精度高精度稳定性好、磨损小、寿命长、维护简单、传动具有可逆性等特点,对于数控铣床的精确传动提供了保障,使其加工精度精度越来越高。
关键词数控铣床;Z轴进给系统;滚珠丝杠螺母副;AbstractIn this thesis, the Z-axis CNC milling machine feed systems. CNC milling machine is a typical CNC machine tools in the machine bed, its country's machinery industry has an important contribution to the development of its precision also determine a country home level of development of machinery industry. The Z-axis feed system mainly includes the calculation of the feed components with the election use. Feed components preferred ball screw pair, it has friction loss, high transmission efficiency, movement in stability, small friction, high sensitivity, low speed without crawling, and axial stiffness, high precision positioning reverse accuracy, good stability, wear and tear, long life, easy maintenance, transmission characteristics are reversible, the number of controlled milling machine to provide a guarantee for the precise transmission, making it more and more high precision accuracy.Keywords CNC milling machine Z-axis feed system Ball screw pair目录摘要 (I)Abstract (II)1 绪论 (1)1.1 数控铣床 (1)1.1.1 数控铣床的简介 (1)1.1.2数控的加工过程 (1)1.1.3数控铣床的组成 (1)1.1.4 数控铣床的分类 (2)1.1.5 数控铣床的用途和工艺特点 (2)1.2我国的数控产业 (3)1.2.1我国数控产业的现状 (3)1.2.2数控产业发展面临的问题 (3)1.2.3数控产业的发展趋势 (4)1.3数控机床的优点 (4)1.4数控铣床Z轴进给系统的大致整体设计 (6)2 Z轴传动系统的设计 (7)2.1Z轴传动系统的参数设定 (7)2.2数控机床对主传动的要求 (7)2.3数控铣床变速机构形式 (7)2.4主轴的设计 (8)2.4.1主轴材料的选择 (8)2.4.2主轴结构的确定 (8)2.4.3轴的校核计算 (9)2.5齿轮传动的设计计算 (12)2.5.1模数的估算: (13)2.5.2齿轮分度圆直径的计算 (13)2.5.3齿轮宽度B的确定 (14)2.5.4齿轮其他参数的计算 (14)2.5.5齿轮的校核(接触疲劳强度): (14)3 Z轴进给系统总体方案的设计 (15)3.1设计参数 (15)3.2工作原理 (15)3.3总体方案设计 (15)3.3.1 数控系统的选择 (15)3.3.2传动机构的选择 (16)3.3.3联轴器选择 (16)4 主要零部件的计算与选用 (18)4.1Z轴工作载荷分析 (18)4.2 Z轴工作载荷计算 (18)4.3滚珠丝杠螺母副的计算与选用 (18)4.3.1丝杠导程的确定 (18)4.3.2动载荷C计算 (19)4.3.3效率计算 (20)4.3.4滚珠丝杠的精度选择 (20)4.3.5滚珠丝杠的制动 (20)4.4滚珠丝杠螺母副支承的选择 (21)4.5滚珠丝杠螺母副的间隙消除与预紧 (22)4.6轴承的计算与选用 (22)4.6.1轴承初选 (22)4.6.2轴承的计算 (23)4.6.3确定轴承的规格型号 (24)4.7传动系统的刚度计算 (24)4.7.1丝杠拉压刚度KT (24)4.7.2滚珠丝杠螺母副的轴向接触刚度KN (25)4.7.3支承轴承的轴向刚度KH (25)4.7.4丝杠传动的综合拉压刚度K (25)4.8伺服电动机的选择计算 (25)4.8.1确定步进电动机的类型 (25)4.8.2确定脉冲当量 (26)4.8.3最大静态转矩的选择 (26)4.9负载转动惯量的计算 (26)4.9.1工作台折算到丝杠上的转动惯量J (27)J (27)4.9.2丝杠折算到电动机的转动惯量pJ (27)4.9.3传动系统折算到电机轴上的总转动惯量r4.10负载力矩的计算 (27)T (27)4.10.1计算折算到电动机主轴上切削负载力矩CT (27)4.10.2计算折算到电动机上的摩擦负载力矩T (28)4.10.3计算附加负载力矩f4.10.4加速力矩T (28)a4.10.5计算空载时的快进力矩T (28)Kj4.10.6计算切削时的工进力矩T (28)gj4.10.7计算空载启动力矩T (28)q4.10.8确定步进电动机的最大静转矩T (29)s4.11导轨的选择 (29)4.11.1导轨的介绍 (29)4.11.2导轨的参数选取 (30)4.11.3导轨的间隙调整 (31)4.11.4导轨材料与热处理 (32)5主要零件的校核 (33)5.1 滚珠丝杠螺母副的校核 (33)5.1.1 滚珠丝杠螺母副临界转速的校核 (33)5.1.2滚珠丝杠螺母副寿命的校核 (33)结论 (34)致谢 (35)参考文献 (36)谢谢朋友对我文章的赏识,充值后就可以下载此设计说明书(不包含CAD图纸)。
数控铣床进给系统结构设计

数控铣床进给系统结构设计【摘要】在国际贸易中~很多发达国家把数控机床视为具有高技术附加值、高利润主要电机出口产品。
世界贸易强国在进行国内机电产品贸易的同时~把高技术的机电产品出口打入国际市场~作为发展出口经济的重要战略措施~数控机床的技术水平高低及其在金属切削加工机床产量和总拥有量的百分比是衡量一个国家国民经济发展和工业制造整体水平的重要标志之一。
数控铣床是数控机床的主要品种之一~它在数控机床中占有非常重要的位置。
【关键词】数控机床,发展趋势,智能化,柔性化ABSTRACTIn international trade,many centuries view digital lathesare as hi-techvalue-adds and profitable exports.Digital lathesare expensive mechanical and electrical products.The powerful trade nations export hi-texh mechanical snd electrical products to the world market whiledoing such business at home ,Which is now an important strategy of develop-ing their export economy.Key words digital lathe ; development tendency; intelligence; tenderness目录1主运动系统设计 .......................................................... 2 1.1传动系统设计 . (3)1.1.1参数的拟定: ...................................................31.1.2传动结构或结构网的选择 .........................................31.1.3转速图拟定 .....................................................51.1.4齿轮齿数的确定及传动系统图的绘制 ...............................7 1.2传动件的估算与验算 (10)1.2.1、传动轴的估算和验算 ...........................................10、齿轮模数的估算与验算 (12)1.2.21.3展开图设计 (17)1.3.1、结构实际的内容及技术要求 .....................................171.3.2、齿轮块的设计 .................................................181.3.3、传动轴设计 ...................................................201.3.4 主轴组件设计 .................................................23 1.,制动器设计 ........................................................... 26 2 进给系统的设计与计算 (27)2.1设计方案的确定 ....................................................... 27 2.2 机械部分设计与计算 .. (27)2.2.1纵向进给系统的设计与计算 ......................................272.2.2横向进给系统的设计与计算 ......................................332.2.3 垂直方向进给系统的设计与计算 ..................................40 3控制系统设计 ........................................................... 46 3.1绘制控制系统结构框图 (46)....................................... 47 3.2.选择中央处理单元(CPU)的类型3.3存储器扩展电路设计 (47)3.3.1.程序存储器的扩展 ..............................................483.3.2、数据存储器的扩展 .............................................48 3., I/O接口电路及辅助电路设计 (49)3.4.1. I/O接口电路设计 ..............................................493.4.2. 步进电机接口及驱动电路 (49)3.4.3. 其他辅助电路 .................................................. 50 参考文献 (51)致谢 ..................................................................51 附录 (52)引言装备制造业是国民经济的基础支柱产业,而机械装备制造业又是其中的基础,其为制造工具提供了来源,因此改善生产效率,提高产品的质量就要从基础根源抓起,其中铣刀在其中就扮演重要的角色,因此研究铣刀就是一个重要环节。
XK712数控铣床Z向步进进给系统设计

引言制造业是一个国家或地区经济发展的重要支柱,其发展水平标志着该国或地区经济的实力,科技水平,生活水平和国防实力。
国际市场的竞争归根到底是各国制造生产能力及机械制造装备的竞争。
随着社会生产和科学技术的发展,机械产品的性能和质量的提高。
产品的更新换代也不断的加快。
因此对机床不仅要求迅速适应产品零件的换代有教高的精度和生产率,而且应有教高的精度和生产率,生产的需要促使数控机床的产生。
随着电子技术,特别是计算机技术的发展,数控机床迅速发展起来。
数控机床的进一步设计的必要性可以解决形状复杂小批零件的加工问题,稳定加工质量和提高生产率。
但是由于受其它条件的限制,例如价格、精度等问题。
所以设计改造数控机床的进给系统是刻不容缓的。
数控机床进给传动系统的设计,其中包括进给系统的轴向负载计算,导轨的设计与选型,滚珠丝杠螺母副的选型计算,进给传动系统的动态特性分析误差计算,驱动电动机的选型计算,驱动电动机与滚珠丝杠的连接等等。
通过这次毕业设计,可以达到以下目的:1,培养综合运用专业基础知识和专业技能来解决工程实际问题的能力;2,强化工程实践能力和意识,提高本人综合素质和创新能力;3,使本人受到从事本专业工程技术和科学研究工作的基本训练,提高工程绘图、计算、数据处理、使用计算机、使用文献资和手册、文字表达等各方面的能力;4,培养正确的设计思想和工程经济观点,理论联系实际的工作作风,严肃认真的科学态度以及积极向上的团队合作精神。
目录第一章数控铣床概述 (4)1.1 数控机床的产生和发展 (4)1.1.1数控机床的产生 (4)1.1.2数控系统的发展 (5)1.2 我国数控技术的发展概况 (5)1.2.1数控技术再国民经济中的重要地位 (5)1.2.2.我国数控机床发展存在的问题与对策 (6)1.3 数控机床的发展趋势 (7)1.4 数控铣床的主要功能及特点 (8)1.5数控铣床的分类和应用 (8)1.5.1 数控铣床的分类 (8)1.5.2 数控铣床的应用 (9)第二章XK712数控铣床Z向的总体方案设计 (9)第三章机床Z向步进进给系统机械部分设计算 (10)3.1设计参数 (10)3.2 铣削力的计算 (10)3.2.2计算各切削力 (10)F (10)3.2.1计算主铣削力Z3.3导轨的设计与选型 (11)3.3.1 导轨概述 (11)3.3.2滚动直线导轨副的计算 (12)3.4滚珠丝杠螺母副的设计计算与选型 (14)3.4.1导轨摩擦力计算 (14)3.4.2滚珠丝杠螺母副轴向负载力的计算 (14)3.4.3滚珠丝杠的动负载荷的计算与直径的估算 (15)3.4.4初步确定滚珠丝杠螺母副及相应轴承的规格型号 (18)3.4.5 滚珠滚珠丝杠螺母副的承载能力校荷 (21)3.5机械传动系统的刚度计算 (23)3.5.1机械传动系统抗拉刚度计算 (24)3.5.2滚珠丝杠螺母副扭转刚度计算 (25)2.6步进电机的选型与计算 (26)2.6.1计算折算到电动机轴上负载惯量 (26)2.6.2计算坐标轴折算到电动机轴上的各种所需力矩 (27)2.6.3步进电动机最大静转矩的选定 (29)2.6.4步进电动机的性能校核 (29)3.7联轴器的选型 (30)3.7.1精密膜片弹性联轴器的选用原则 (30)3.7.2精密膜片弹性联轴器型号的选用 (31)3.9机械传动系统的动态分析 (31)3.9机械传动系统的误差计算与分析 (32)第四章微机数控系统的设计 (33)4.1控制系统总体方案的拟定 (33)4.2绘制控制系统结构框图 (33)4.3选择中央处理单元(CPU)的类型 (34)4.4存储器扩展电路设计 (35)4.4.1程序存储器的扩展 (35)4.4.2数据存储器的扩展 (36)4.5接口电路及辅助电路设计 (36)4.5.1 I/O接口电路设计 (36)4.5.2步进电机接口及驱动电路 (37)4.5.3其他辅助电路 (38)课设小结 (39)参考文献 (39)第一章数控铣床概述数控铣床是一种加工功能很强的数控机床,目前迅速发展起来的加工中心、柔性加工单元等都是在数控铣床、数控镗床的基础上产生的,两者都离不开铣削方式。
数控铣床进给系统设计

数控课程设计说明书
学院:
专业:
姓名:
设计任务●确定进给驱动电机
●完成装配图设计
●完成传动零件的设计
●撰写设计说明书
一、电机的确定:
设计参数
● 脉冲当量0.001mm
● 行程400mm
● 切削力≤3000N
电机功率的计算:
由《机床设计手册》可知
切削功率 K N N C ∙∙=η
式中:η---主传动系统总效率,一般为0.7~0.85取η=0.7;
K---进给系统功率系数,取为K=0.96。
切向铣削力: F Z =V
Nc ×103 N 式中: V---主轴传递全部功率时的最高切削速度(m/s )
则 Nc=500w
则N=Nc/(η×K )=500/(0.7×0.96)=744.05w
查表选用Y132M-4型三相异步电机;重量:86kg ; 转速:1440r/min ;功率:7.5kw ;
堵转转矩额定转矩:T=2.2;
堵转电流额定转矩:T=7.
二、传动比计算
电机步距角选 072.0=α/step
则旋转一圈的脉冲数为 360/0.72=500 导程:5000.01=5mm
则脉搏当量X
X/0.72=5/360
所以X=5×0.72/360=1/100
实际脉搏当量
0.01=1/100
因此传动比为1:1
丝杠最大转矩为7
三、装配图如下:。
X5032铣床进给系统数控毕业设计.

摘要本次毕业设计主要研究了X5032铣床进给系统数控改造,首先是在图书馆和网上查阅了大量的资料,对X5032铣床有了一个大概的了解,记录了相关的数据,也对要改造的部分改造后的尺寸数据有了一个大致的评估。
再是在改造设计的过程中,通过大量的资料,初定了部分参数,然后根据这些参数计算选用滚珠丝杠副和步进电机,而减速机构只进行了简单的设计。
最后在画图时,借助了CAD等软件工具,并且手绘了一张齿轮零件图。
X5032铣床进给系统改造前与改造后差别不是很大,主要改造的部分就是替换滚珠丝杠和步进电机。
滚珠丝杠部分根据动载荷选取,然后再进行校核,包括刚度和压杆稳定性校核;步进电机是根据初步计算的转矩选取,然后在进行转矩校核,解决频率问题。
至于减速齿轮,考虑到步进电机传动的转矩较小,故可以不进行减速齿轮和轴的校核。
通过进行进给系统的数控改造,使我较深入的了解了铣床进给系统的结构,以及数控方面的相关知识,也确实感受到了对普通机床进行数控改造带来的巨大经济效益。
AbstractThe graduation design mainly studies numerical control reform about feeding system of milling machine X5032.At first,I look up a large amount of material from the library and the Internet and it let me jeneral understanding to milling machine X5032. I write down some data of the machine and also take a rough evaluation of the size and data about the part which will be reformed to.At second,I Preliminarily determine some parameters in the reconstruction design process,then choose the ball screw assembly and stepping motor according to these parameters. And the reduction gear institutions made only simple design.At last,I not noly drawing some figure by the software tools such as CAD,but also hand draw a A1 drawings about reduction gear.There is not a very big difference between transformation of the former and after the transformation of the X5032 milling machine feeding system,and the main part of the reform is to replace the ball screw and stepping motor. The selection of ball screw according to the dynamic load, and then check out, including stiffness and push rod stability checking. Stepping motor is according to the torque of preliminary calculation selection, then check the torque and solving the problem about frequency. As for the reduction gear, considering drive torque of stepping motor is small, so checking for the reduction gear and axis is unnecessary.T hrough CNC transform of feeding system, make me a deep understanding of the structure about milling machine feeding system, also the knowledge about numerical control aspects.I indeed feel that numerical control transform to general-purpose machine tool take us great economic benefits.绪论 (5)1.课题目的与意义 (5)2.研究范围与主要解决问题 (7)1.X5032铣床基本介绍 (8)1.1 定义: (8)1.2 应用范围: (8)1.3 X5032立式铣床主要结构特点: (8)1.4 X5032立式铣床主要技术参数: (9)1.5 应用行业: (9)2.铣削力的计算 (10)2.1 改造后的相关参数 (10)F: (10)2.2计算铣削力c3.滚珠丝杠副设计 (11)3.1 概述 (11)3.1.1 简介 (11)3.1.2 滚珠丝杠副的特点及应用 (11)3.1.3 滚珠丝杠副的结构形式 (12)3.1.4 滚珠丝杠副的精度和性能 (13)3.1.5 滚珠丝杠副计算、选用的基本原则 (14)3.2 X向滚珠丝杠副的设计 (14)F的计算: (14)3.2.1 进给牵引力m3.2.2 最大动负载C的计算 (15)3.2.3 选取滚珠丝杠副 (16)3.2.4 滚珠丝杠副压杆稳定性校核 (16)3.2.5 滚珠丝杠副的临界转速校核 (17)3.2.6 滚珠丝杠副的刚度校核 (18)3.3 Y向滚珠丝杠副的设计 (19)3.3.1进给牵引力*mF的计算: (19)3.3.2 最大动负载*C的计算 (20)3.3.3 选取滚珠丝杠副 (21)3.3.4 滚珠丝杠副压杆稳定性校核 (21)3.3.5 滚珠丝杠副的临界转速校核 (22)3.3.6 滚珠丝杠副的刚度校核 (23)4. 齿轮减速器设计 (25)4.1 概述 (25)4.1.1 齿轮传动优缺点 (25)4.1.2 齿轮传动的分类 (25)4.1.3 齿轮失效形式的介绍 (26)4.1.4 齿轮设计准则 (28)4.1.5 齿轮的材料及其选择原则 (29)4.2 齿轮减速器传动比计算 (31)4.2.1 传动比设计的注意事项 (31)4.2.2 X向齿轮减速器传动比计算 (33)4.2.3 Y向齿轮减速器传动比计算 (36)5 步进电机的计算与选择 (38)5.1 概述 (38)5.1.1 步进电机的特点与种类介绍 (38)5.1.2 步进电机的工作原理 (39)5.1.3应用步进电机时应注意的事项: (41)5.2 X向步进电机的计算与选择 (42)5.2.1 初选步进电机 (42)5.2.2 校核步进电机转矩 (43)5.3 Y向步进电机的计算与选择 (48)5.3.1 初选步进电机 (48)5.3.2 校核步进电机转矩 (50)结论 (56)谢辞 (57)绪论1.课题目的与意义制造业是国民经济和国防建设的基础性产业,先进制造技术是振兴传统制造业的技术支撑和发展趋势,而数控技术是先进制造技术的基础技术和共性技术。
XK5040数控铣床主轴箱进给机构及控制系统设计
XK5040数控铣床主轴箱进给机构及控制系统设计XK5040数控铣床是一种高精度的数控加工设备,其主轴箱、进给机构及控制系统的设计对整个机床的性能与精度至关重要。
首先,我们来看主轴箱的设计。
主轴箱是整个数控铣床的核心部件,负责转动刀具进行加工。
在设计主轴箱时,需考虑以下几个关键因素:主轴转速范围、刚性和稳定性、换刀系统和冷却系统。
对于主轴转速范围,需要根据实际加工要求和材料特性来确定。
主轴转速的选择要考虑到加工效率和加工质量。
另外,还需考虑主轴的刚性和稳定性,以确保在高速转动时不产生振动和弯曲。
此外,还需设计一个高效的换刀系统,实现自动化的换刀操作,以提高生产效率。
冷却系统的设计也很重要,可通过冷却液使主轴和刀具保持适宜的温度,确保长时间连续运行时不会过热。
接下来是进给机构的设计。
进给机构是用来控制工件在坐标轴方向上的运动,使刀具能够按照预定的路径进行加工。
在设计进给机构时,需考虑以下几个因素:进给速度、精度、刚性和传动方式。
进给速度的确定需要结合加工要求和材料特性,确保在一定的时间内完成加工任务。
精度是指进给机构能够按照预定的路径进行精确的移动,需考虑进给机构的定位精度和反复定位精度。
为了保证加工质量,进给机构的刚性也很重要,可以通过选用合适的材料和结构来提高刚性。
传动方式的选择要考虑到进给的平滑性和稳定性,常见的传动方式有滚珠丝杠和直线导轨等。
最后是控制系统的设计。
控制系统是整个数控铣床的大脑,负责对机床各个部件进行协调和控制。
在控制系统的设计中,需考虑以下几个方面:控制方式、控制精度、编程方式和人机界面。
综上所述,XK5040数控铣床的主轴箱、进给机构及控制系统设计是一个复杂的过程,需要考虑多个因素。
合理的设计将直接影响到机床的性能和加工效率。
因此,在设计过程中需要充分考虑实际需求和技术限制,确保设计出符合要求的数控铣床。
X7132数控铣床进给传动系统设计

润滑油常见问题1、粘度是不是越大越好?不对。
第一、发动机有个很重要的要求——抗磨性,而其中冷起动的磨损占70%,所以恰恰相反,只要满足汽柴油机润滑性、冷动性要求,粘度越薄越好,粘度越大,磨擦阻力也随之增加。
机油油膜厚度的保持不仅仅依靠油品自身的粘度还要靠抗磨添加剂聚合物的支撑作用,粘度过大,车辆在启动时低温状况下油料流速缓慢,当磨擦表面残存的机油挤出后不能及时得到补充,会使机件成倍地增加局面磨损。
适当降低粘度等级有利于减少磨擦阻力,提高车速节省能源,所以国际主流汽车润滑油都是高粘度指数而低粘度的。
第二、粘度是与环境温度相关的,温度越高,粘度越低。
2、汽车换油时倒出的油发“黑”?好的机油应尽量减少积碳的生成,在同等情况,同等周期,换出的油会明亮一点,但不可一概而论,因为:a)有的新机油本身就黑,是因为深褐色的清净分散剂量高造成的,所以偏重柴油机油的配方较偏重汽油机油的配方颜色深,偏日本配方的比通用配方的颜色深。
b)是清净分散剂起的作用,造成换入的机油把以前的油泥、积碳都洗下来了。
3、汽油机油中的SC、SD、SE、SF、SG、SH、SI、SJ有何意义,柴油机油中的CC、CD、CE、CF有何意义?SC、SD、SE、SF、SG、SH、SI、SJ,是美国石油学会(API)关于汽油机油的质量等级的分类。
CC、CD、CE、CF,是美国石油学会(API)关于柴油机油的质量等级分类,这几个级别的使用性能和质量等级分类,这几个级别的使用性能和质量档次依次升高。
4、什么是多级内燃机油,有何优良性能?为何推荐使用多级机油?多级内燃机油的油品规定了低温及高温区两个粘度范围,可在一定地区冬夏通用,是一年四季都可使用的油品,如15W/40、10W/30。
与单粘度机油相比,多粘度机油有以下优势性。
(1)全年使用;(2)良好的低温冷启动性能(减少起动磨损),气温较低时可满足适宜的流动性和泵送性;(3)提高燃油经济性;(4)降低润滑油消耗;(5)大多数重负荷发动机制造商推荐使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
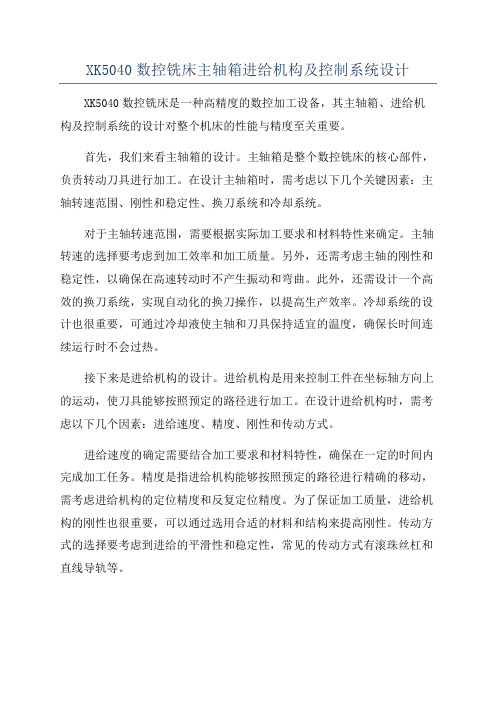
— 187 —ຫໍສະໝຸດ 上的经过淬硬和精密磨削加工而成的四条滚道滚 动, 在滑块端部钢球又通过返向装置 ( 返向器 ) 进入 返向孔后再进入滚道, 钢球就这样周而复始地进行
可有效 滚动运动。返向器两端装有防尘密封端盖, 、 。 地防止灰尘 屑末进入滑块内部
图1
滚动直线寻轨副
( 1 ) 滚动直线导轨副是在滑块与导轨之间放入 使滑块与导轨之间的滑动摩擦变为滚 适当的钢球, 动摩擦, 大大降低二者之间的运动摩擦阻力 , 从而获 得以下效果。 ①动、 静摩擦力之差很小, 随动性极好, 即驱动 信号与机械动作滞后的时间间隔极短, 有益于提高 数控系统的响应速度和灵敏度。 ②驱动功率大幅度下降, 只相当于普通机械的 十分之一。 ③与 V 型十字交叉滚子导轨相比, 摩擦阻力可 下降约 40 倍。 ④适应高速直线运动, 其瞬时速度比滑动导轨 提高约 10 倍。 ⑤能实现高定位精度和重复定位精度 。 ( 2 ) 能实现无间隙运动, 提高机械系统的运动 刚度。 ( 3 ) 成对使用导轨副时, “误差均化效应 ” , 具有 从而降低基础件( 导轨安装面 ) 的加工精度要求, 降 低基础件的机械制造成本与难度 。 ( 4 ) 导轨副滚道截面采用合理比值的圆弧沟槽, 接触应力小, 承接能力及刚度比平面与钢球点接触时 滚动摩擦力比双圆弧滚道有明显降低。 大大提高, ( 5 ) 导轨采用表面硬化处理, 使导轨具有良好 的可校性; 心部保持良好的机械性能。 ( 6 ) 简化了机械结构的设计和制造。 1. 2. 3 电动机的构造 电动机是一个圆柱体, 里面装有一对能产生磁 场的固定电磁极叫定子 ( 永久式和电磁式的区别就 永久式的定子是一对永久磁铁, 电磁式的定 在这里, 子是一对电磁线圈 ) 装在钉子中间的是一个能转动 又叫转子。 转子是由特种材料作 的电磁体叫电枢, 成的圆柱体, 套在电动机轴上。 电动机的工作原理 是在转子的纵向凹槽里嵌入有绝缘铜丝饶成的转子 — 188 —
i = 1, 电动机与丝杠直联, 丝杠的最高转速为 n max = 1500r / min, 根据公式 Ph = V max i·n max
计算出丝杠导程 P h = 4mm 2. 2 滚珠丝杠的选择 丝杠的最大载荷, 为切削时的最大进给力加摩
其摩擦力矩可忽视不计, 丝杠与伺服电 支端不预紧, F max P h + T η + T f2 , 机直联, 故 i = 1 。带入公式 T l = 最 2 πη 6300 × 0 . 01 Tl = + 0. 3 + 0. 2 = 大切削负载转矩为, 2π × 0. 9 11. 64N·m。 ( 2 ) 惯量匹配 负载惯量按下列次序计算, 工件及工作台的最 大质量为 800kg, 折算到电动机轴, 其惯量 J1 按公式 J1 = m v w
文章编号:1009 - 2552 ( 2012 ) 03 - 0187 - 03
中图分类号:TP311
文献标识码:A
数 控 铣 床 进 给 系 统 设 计
郭 倩
( 西安航空职业技术学院 ,西安 710089 )
摘
要: 数控机床的伺服进给系统由伺服驱动电路 , 伺服驱动装置, 机械传动机构及执行部件 组成。通过介绍数控铣床进给系统关键部件的设计 ,掌握数控机床进给系统的设计方法 。
4000N。 查滚珠丝杠样本, 选择内循环 FFZD2004 - 3 - 1 丝杠, 额定动载荷为 C a = 7. 3kNC a > C m , 符合要求。 丝杠直径为 20mm, 钢球直径为 3mm, 导程为 4mm, 浮动返回器式内循环, 每个螺母滚珠有 3 列, 双螺母 垫片式预警。 预加载荷为 C a /4 , 即 1825N, 远大于 1 /4 , P1 , 最大 载 荷 的 丝杠副精度为 级 刚度为 519N / m。 2. 3 选择丝杠轴承 丝杠采用一端轴向固定, 一端简支的方式。 固 定端采用一对推力角接触球轴承, 面对面配对。 型 号为 7202 , 额定动载荷为 8. 68kN, 预加载荷为 F0 = 660N, 平 均 载 荷 为 1500N, 轴 承 寿 命 为 L = 21. 4 ( 10 6 h) , h = 1336h, h= L × 10 6 21 . 4 × 10 6 = h = 1336h 60 n 60 × 267
收稿日期: 2011 - 10 - 08 作者 简 介: 郭 倩 ( 1984 - ) , 女, 助 教, 研究方向为机械制造与自 动化。
数控机床的伺服进给系统由伺服驱动电路 、 伺 服驱动装置、 机械传动机构及执行部件组成。 它的 作用是接受数控系统发出的进给速度和位移指令信 号, 由伺服驱动电路作转换和放大后 , 经伺服驱动装 驱动机床的工作台, 主轴头架等 置和机械传动机构, 执行部件实现工作进给和快速运动 。数控机床的伺 服进给系统与一般机床伺服进给系统有本质上的差 别, 它能根据指令信号精确地控制执行部件的运动 以及几个执行部件按一定规律运动所 速度和位置, 合成的运动轨迹。 1. 2 1. 2. 1 关键部件介绍 滚珠丝杠副的结构 滚珠丝杠副是由丝杠、 螺母、 滚珠等零件组成的
1
1. 1
总体设计
数控机床的伺服进给系统的组成
极大的推动了机床行业的数控化发展 。 广泛运用, 这些都取决于其具有以下几个方面的优良特性 : 传 动效率高、 定位精度高、 传动可逆性、 使用寿命长、 同 步性能好。 滚珠丝杆螺母机构是回转运动与直线运动相互 转换的传动装置, 是数控机床伺服进给系统中使用 最为广泛的传动装置。在滚珠丝杆和螺母上分别加 工出圆弧形螺旋槽, 这两个圆弧形槽和起来便形成 了螺旋滚道, 在滚道内装入滚珠, 当滚珠丝杆相对螺 母旋转时, 滚珠在螺旋滚道内滚动, 迫使二者发生轴 向相对位移。为了防止滚珠从螺母中滚出来, 在螺 母的螺旋槽两端设有回程引导装置, 使滚珠能返回 丝杆螺母之间构成一个闭合回路 , 由于滚珠的存在, 丝杠与螺母之间是滚动摩擦, 仅在滚珠之间存在滑 动摩擦。 1. 2. 2 滚动直线导轨副 滚动直线导轨副是由导轨、 滑块、 钢球、 返向器、 保持架、 密封端盖及挡板等组成, 具体结构如图 1 所 示。当导轨与滑块作相对运动时, 钢球就沿着导轨
2
擦力。最大进给力为 F f = 5000N。 作粗略的估计, 最大切削力取为 F c = 2F f = 10000N, 最大背向力 F p = F f / 2 = 2500N, 根据公式 F max = kF f + ( F c + F p + G ) , 得到 F max = 6300N, 丝杠的最小载荷为摩擦力 F min = fG = 0. 04 × ( 500 + 300 ) × 9. 8N = 314N, 平均载荷为 2 F max + F min Fm = = 4300N, 最大进给时, 丝杠的转速 3 为 400 r / min,最小进给时, 丝杠的转速为 1r / min, 故 平均转速为 n av = 2 × 400 + 1 = 267r / min 3
2
2. 1
关键部件校核计算
丝杠导程
伺服系统选择半闭环还是全闭环选择应根据要 求的定位精度进行, 本系统为 ± 0. 012 /300mm。 查 1 级 ( P1 ) 滚珠丝杠样本, 任意 300mm 内导程允差, 2 级为 0. 008mm。因此, 丝杠为 0. 006mm, 可以考虑 采用半闭环, 滚珠丝杠精度取为 P1 级。 伺服电动机的最高转速 n min = 1500r / min, 如使
2 联轴器的惯量可直接查出 J3 = 0. 0006kg·m J2 与 J3 和电动机直接叠加, 负载惯量
J L = J1 + J2 + J3 = 0. 00032 + 0. 000075 + 0. 006 = 0. 000455kg·m2 电动 机 惯 量 J M 应 符 合 条 件 J L < J M < 4J L , 即 0. 000455 < J M < 0. 00182 根据上述计算, 可初选伺服 可选用 FB - 15 型, 电动机。如选用直流伺服电动机, 它的额度转矩为 17. 6N ·m, 大于最大切削负载转矩 Tl = 11. 64N·m; 它的转子惯量 J M = 0. 019 kg·m2 , 满 足匹配要求。 ( 3 ) 空载加速转矩 T max FB - 15 型直流伺服电动机的最大输出转矩为 = 154N·m, 这个输出转矩发生在阶跃指令加速 2 πn max 60T max
( ) ( ) ( )= 0 . 01 800 × ( = 0 . 00032kg · m , J = 0. 00032kg · 2π )
=m
2
nP h nP h =m 2 πn 2π
2
2
1
m
2
丝杠直径 d = 20mm = 0. 02m, 在结构设计中, 决 l = 0. 6m , 定长度为 J2 = π 4 2 ρd lJ2 = 0. 000075kg / m 32
f a = 1, f w = 1. 5, L= 丝杠的工作寿命取为 15000h, 60n av h 60 × 267 × 1500 = = 240 × 106 h, 代入公式 C m = 106 106
3 Fm 槡 Lf w 4300 × 槡 240 × 1. 5 = 得 当 量 动 载 荷 Cm = fa 1 3
绕组, 电流通过电刷和换向器导入转子绕组就能产 生电磁场。 1. 3 伺服进给系统的工作情况 Y, Z 轴) 相同的伺服进给系统。 机床有三套( X ,
下面介绍工作台的纵向 ( X 向 ) 伺服进给系统, 该系 采用无键连接方式用锁紧环将 统由伺服电机驱动, 运动传到扰性联轴器的左连接件, 联轴器的右连接 件与滚珠丝杆用键连接, 由滚珠丝杆螺母驱动工作 台移动。滚珠丝杆由左螺母和右螺母组成, 并固定 靠 在工作台上。扰性联轴器的左连接件与电机轴, 锥形锁紧环摩擦连接, 锥形锁紧环每套两环, 内环为 , , 内柱外锥 外环为外柱内锥 此处共用了两套。采用 这种连接方法不用开键槽, 没有间隙。 电动轴与丝 杆可相对转任意角。横向( Y 轴) 伺服进给系统与纵 向伺服进给系统结构相同。 滚珠丝杆直径 20mm, 导程为 4mm, 左支承为成 对的推力角接触球轴承, 背靠背安装, 承受径向载 荷, 右支承为深沟球轴承, 滚珠丝杆升温后可向右伸 长。这种结构比较简单, 但轴向刚度比两端轴向固 定方式低。 滚珠丝杆的螺母座固定在工作台上下 侧, 螺母座中安装两个滚珠螺母, 两个螺母用连接键 固定它们之间的周向位置, 一螺母固定在螺母座上, 另一螺母可轴向调整位置。在两个螺母间安装两个 适当厚度的半圆垫圈, 以消除滚珠丝杆螺母间的间 隙, 并适当地预紧, 以提高传动刚度。