铸钢配料计算表
铸件成本核算方法(清晰整齐)
铸件成本核算方法一,冲天炉熔化:1,灰铸铁(HT150 HT200 HT250)配料:新生铁75%,废钢25% 硅铁0.6% 锰铁1.3% 焦铁比1:7 新生铁,废钢按10%消耗。
(1),吨铁水熔化材料成本:新生铁=2240X1.1X75% =1837元废钢=2000X1.1X25% =550 元硅铁=4700X1.1X0.6% =31 元锰铁=4950X1.1X1.3% =71 元焦炭=1170X1.1X14.3% =184 元吨铁水熔化材料成本=1837+550+31+71+184=2673 元(2),吨铁水熔化成本:含修炉材料,电费,木柴,焦炭,工人工资,硅铁,锰铁。
吨铁水熔化成本=130+184+15X5+71+31= 491元2,球墨铸铁(QT400-15 QT400-18 QT450-10 QT500-7)配料:新生铁95%,废钢5% 硅铁1.6% 锰铁0.3% 焦铁比1:7 球化合金1.6% 新生铁,废钢按10%消耗。
(1),吨铁水熔化材料成本:新生铁=2330X1.1X95% =2435元废钢=2000X1.1X5% =110 元硅铁=4700X1.1X1.6% =83 元锰铁=4950X1.1X0.3% =17 元焦炭=1170X1.1X14.3% =184 元球化合金=7300X1.1X1.6% =128.5元吨铁水熔化材料成本=2435+110+83+17+184+128.5=2957.5 元(2),吨铁水熔化成本:含修炉材料,电费,木柴,焦炭,工人工资,硅铁,锰铁,球化合金。
吨铁水熔化成本=130+184+15X5+83+17+128.5= 617.5元二,电炉熔化:1,灰铸铁(HT150 HT200 HT250)配料:新生铁80%,废钢20% 硅铁0.5% 锰铁1.3%新生铁,废钢按10%消耗。
(1),吨铁水熔化材料成本:新生铁=2240X1.1X80% =1971.2元废钢=2000X1.1X20% =440 元硅铁=4700X1.1X0.5% =25.85 元锰铁=4950X1.1X1.3% =71 元电费=吨铁水熔化材料成本=1837+550+31+71+184=2673 元(2),吨铁水熔化成本:含修炉材料,电费,木柴,焦炭,工人工资,硅铁,锰铁。
铸造配料计算
铸造实验报告一、铸造方法:湿型砂型铸造,手工造型。
二、造型材料的配方:由查《铸造技术数据手册》中的湿型砂配比表可得 1、背砂:新砂5%、旧砂94%、膨润土1%。
2、面砂:新砂40.4%、旧砂50%、膨润土4.5%、煤粉4%、重油1%、碳酸钠0.1%。
3、芯砂:新砂52%、旧砂40%、粘土6%、糖浆2%。
四、确定炉料配比 1、新生铁:根据感应电炉熔炼铸铁的特性,为保证显微组织正常,炉料中生铁锭的用量不能超过20%。
故选择新生铁的配比为20%,则新生铁的加入量:150公斤⨯20%=30公斤2、废钢为了使炉料含碳量足够,废钢的配比为23%,则废钢的加入量为:150公斤⨯23%=34.5公斤3、回炉料回炉料的加入量为:150公斤-30公斤-34.5公斤=85.5公斤 五、计算炉料中各元素的应有含量 1、炉料应含碳量铁水所需的平均含碳量(铁水C )应等于毛坯所需的含碳量(1C ),即铁水C =1C ,碳熔炼烧损为1%,则炉料C =铁水C /(1-0.01)=1C /0.99因为毛坯所需的含碳量1C 已知为3.3%,所以炉料C =铁水C /1-0.01=1C /0.99=3.3/0.99=3.33%验算炉料实际含碳量:新生铁带进的碳量:2C =4.0⨯20%=0.8% 回炉料带进的碳量:3C =4.15⨯57%=2.37% 废钢带进的碳量:4C =1.0⨯23%=0.23%所以炉料实际含碳量C=2C +3C +4C =0.8%+2.37%+0.23%=3.4%2、炉料应含硅量:铁水所需的平均含硅量(铁水Si )应等于毛坯所需的含硅量(1Si ),即铁水Si =1Si ,硅熔炼烧损为6%,则炉料Si =铁水Si /(1-0.06)=1Si /0.94因为毛坯所需的含硅量1Si 已知为1.95%,所以炉料Si =铁水Si /(1-0.06)=1Si /0.94=1.95/0.94=2.07%验算炉料实际含硅量:新生铁带进的含硅量:2Si =1.85%⨯20%=0.37% 回炉料带进的含硅量:3Si =1.5%⨯57%=0.855% 废钢带进的含硅量:4Si =0.26%⨯23%=0.05%所以炉料实际含硅量Si =2Si +3Si +4Si =0.37%+0.855%+0.06%=1.285% 炉料中尚缺硅量=炉料应含硅量-炉料中实际含硅量=2.07%-1.285%=0.785% 3、炉料应含锰量铁水所需的平均含锰量(铁水Mn )应等于毛坯所需的含锰量(1Mn ),即铁水Mn =1Mn ,锰熔炼烧损为8%,则因为毛坯所需的含锰量1Mn 已知为0.8%,所以炉料Mn =铁水Mn /(1-0.08)=0.8//0.92=0.87%验算炉料实际含锰量:新生铁带进的锰量:2Mn =0.03%⨯20%=0.006% 回炉料带进的锰量:3Mn =0.7%⨯57%=0.399% 废钢带进的锰量:4Mn =0.25%⨯23%=0.058%所以炉料中实际含锰量Mn =2Mn +3Mn +4Mn =0.006%+0.399%+0.058%=0.463%炉料中尚缺锰量=炉料应含锰量-炉料实际含锰量=0.87%-0.463%=0.407% 六、计算铁合金加入量 1、硅铁加入量补加含硅75%的硅铁的百分数=炉料中尚缺的硅量(%)/硅铁的含硅量(%)=0.785/75%=1.05% 即每100公斤炉料补加1.05公斤含硅75%的硅铁 则150公斤炉料补加含硅75%的硅铁量为: 1.5⨯1.05公斤=1.57公斤2、锰铁加入量补加含锰65%的锰铁的百分数=炉料中尚缺的锰铁(%)/锰铁的含量(%)=0.407%/65%=0.626%即每100公斤炉料补加0.626公斤含锰65%锰铁则则150公斤炉料补加含锰65的锰铁量为:1.5 0.626公斤=0.939公斤七、配料单炉料名称加入量(公斤)新生铁30废钢34.5回炉料85.5Si75(75硅铁) 1.57Mn2(65锰铁)0.939。
不锈钢配料计算
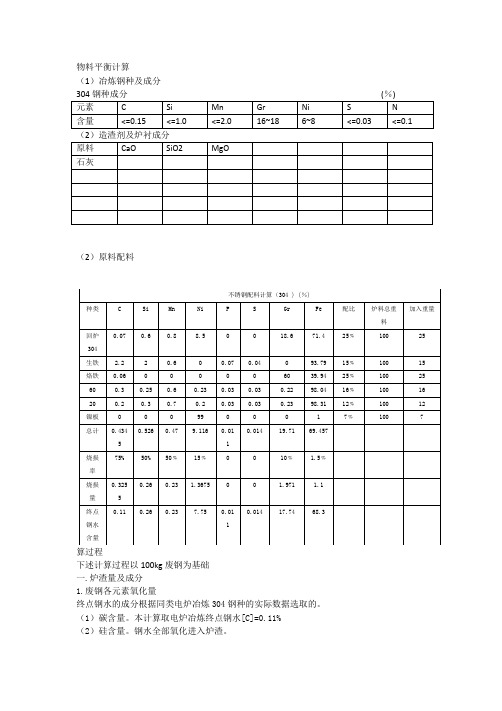
物料平衡计算
(1)冶炼钢种及成分
(2)造渣剂及炉衬成分
(2)原料配料
算过程
下述计算过程以100kg废钢为基础
一.炉渣量及成分
1.废钢各元素氧化量
终点钢水的成分根据同类电炉冶炼304钢种的实际数据选取的。
(1)碳含量。
本计算取电炉冶炼终点钢水[C]=0.11%
(2)硅含量。
钢水全部氧化进入炉渣。
(3)锰含量。
终点钢水残猛量一般含原料的50%到60%,本计算取50%。
(4)磷含量。
取脱磷为零。
(5)硫含量。
取脱硫为零。
(6)镍含量。
本计算取15%。
(7)Gr含量。
计算取10%。
(8)铁含量。
烧损量为1.5%。
3.造渣剂加入量及其各组元质量
(1)矿石、铁矾土、炉衬带入炉渣各组元质量。
终渣量及成分。
铸造用配料单

0.021 0.03 0.011 0.07 0.011 0.07
0.045 0.3 0.045 0.3
1045 编制
941
1150Biblioteka 1254 审核增碳剂固定碳含量 增碳剂吸收率 批准
95 0.9
配料单
材质 元素名称 目标成分 化验成分 配入成分 生铁 废钢 回炉料 灰铁屑 杂铁豆 钢屑 硅铁 高碳锰 铁 高碳铬 铁 球化剂 瞬时孕 育剂 硫化亚 铁 增碳剂 铜 锡 钼铁 镍 熔炼量 生铁 废钢 回炉料 灰铁屑 端板屑 杂铁豆 硅铁 高碳锰 高碳铬 球化剂 P孕育剂 FeS 增碳剂 铜线 锡 钼铁 镍 钒铁 合计 0.00 70.00 15.00 15.00 0.00 0.00 1.48 0.00 0.00 0.000 0.150 0.13 2.78 0.00 0.000 0.00 0.00 104.54 1000 0.0 700.0 150.0 150.0 0.0 0.0 14.80 0.00 0.00 0.00 1.50 1.30 27.80 0.00 0.00 0.00 0.00 C 900 0.0 630.0 135.0 135.0 0.0 0.0 13.32 0.00 0.00 0.00 1.35 1.17 25.02 0.00 0.00 0.00 0.00 Si 1100 0.0 770.0 165.0 165 0 0 16.28 0.00 0.00 0.00 1.65 1.43 30.58 0.00 0.00 0.00 0.00 Mn 1200 0.0 840.0 180.0 180.0 0.0 0.0 17.76 0.00 0.00 0.00 1.80 1.56 33.36 0.00 0.00 0.00 0.00 P S 原材料批次 Ti N Cu Cr Sn Mo 备注: 1、炉前Si:1.1-1.4%; 2、碳在炉前调整合格后出炉,锰铁铬铁根据工厂控制 要求在出炉前调整加入。 3、出炉完毕到浇注结束时间≤10分钟。 2.377 85.5 0.105 70 0.052 40 0.000 7.2 0.000 1.9 1.072 72.4 0.000 60.25 0.000 60.09 合格 C 3.40 3.50 3.47 3.472 0.000 4.13 0.105 0.15 0.495 3.3 0.495 3.3 产品 合格 Si 1.65 1.90 1.80 1.897 0.000 1.17 0.210 0.3 0.255 1.7 0.255 1.7 合格 Mn 0.60 0.80 0.70 0.700 0.000 0.28 0.490 0.7 0.105 0.7 0.105 0.7 P 0.00 0.050 合格 S 0.07 0.100 0.073 0.073 Ti 0.000 0.040 N 0.000 0.000 编号 Cu 0.00 0.00 合格 Cr 0.00 0.35 0.09 0.090 Sn 0.000 0.000 Mo 0.000 0.000
铸铁件配料方法

铸铁件配料方法,及锰铁铬铁加入量配比HT250是珠光体灰铸铁。
化学成分:碳C :3.16~3.30硅Si:1.79~1.93锰Mn:0.89~1.04硫S :0.094~0.125磷P :0.120~0.170根据化学成分考虑原料的成分及烧损就可以知道配料了影响铸铁、铸钢件组织和性能的因素,有化学成分、孕育(变质)处理、冷却速度、炉料的“遗传性”、铁水过热温度等,在这几个因素中,化学成分含量的高低对铸件物理性能的影响相对更大些,而且是第一因素。
所以在生产过程中,根据铸件物理性能的要求,正确的配料或调料,严格控制材质的各化学成分含量尤为重要。
在生产实践中,作为冶炼技术人员和炉工来说,配料和调料应该是熟练掌握的一般性技术问题。
但是对予刚毕业的学生和大多数炉工来说,欲能系统、灵活的掌握,也确非易事。
要想控制铸件的化学成分与配料,必须事先了解以下几下问题:1、铸件的目标化学成分。
2、库存各种金属炉料的化学成分。
3、各种炉料在冶炼过程中化学成分的增减变化率。
4、配料方法。
一、目标化学成分现在大部分铸件,根据其牌号要求的不同,国标中已做出了相应的要求,从铸造手册中即可查到。
但是随着科技的进步,根据铸件的服役状况,市场需要更多物理性能各不相同的铸件,并对铸件的综合性能质量提出了更高的要求,科研单位也不断研究出新材质而取代旧材质,例如某水泥研究设计院研究的“中碳多元合金钢”,成功的代替了原需进口的球磨机衬板,代替了高锰钢,用该材质生产直径φ2.4甚至直径φ4.2的中大型球磨机衬板上,降低了生产成本,取得了良好的经济效益。
另外,如某厂生产出口国外石油钻井用的泥浆泵高铬双金属缸套及采石场600×900破碎机用的锤头,都是超高铬铸铁,这些材质的详细化学成分要求,在铸造手册中是查不到的。
在接受生产绪如上述产品时,如果自己没有完全掌握铸件化学成分要求,以及没有详细了解铸件的服役状况时,应让用户提供尽可能详细的化学成分要求范围及热处理工艺。
常用铸钢成份性能表
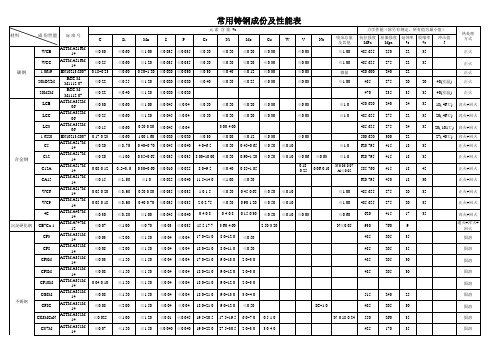
620-795
415
0.2-0.5 0.30~0.60 ≤0.010 ≤0.025 8.0~9.5
≤0.40 0.85~1.05
0.180.25
0.06-0.10
N 0.03-0.07 Al≤0.02
585-760
415
≤1.50
≤1.0 ≤0.025 ≤0.040 11.5~14.0 ≤1.00 ≤0.50
CF3
ASTM A351M14
ASTM A351MCF8
14
CF3M
ASTM A351M14
CF8M
ASTM A351M14
CF10M
ASTM A351M14
CG8M
ASTM A351M14
CF8C
ASTM A351M14
CK3MCuN ASTM A351M14
CN7M
ASTM A351M14
≤0.30 ≤0.25 0.18~0.23 ≤0.22 ≤0.22 ≤0.30 ≤0.25 ≤0.15 0.17-0.23 ≤0.20 ≤0.20 0.08-0.12 ≤0.15 0.05-0.20 0.05-0.18 ≤0.30 ≤0.07 ≤0.03 ≤0.08 ≤0.03 ≤0.08 0.04-0.10 ≤0.08 ≤0.08 ≤0.025 ≤0.07
≤1.00
485-655
275
20
35
正火+回火
≤0.80 ≤1.00 ≤2.00
≤1.00 ≤0.045 ≤0.040 0.4-0.8
0.4-0.8 0.15-0.30 ≤0.50 ≤0.10 ≤0.03
≤0.70 ≤0.03 ≤0.035 15.5-17.7 3.60-4.60
—吨合格铸件成本核算

考虑铁水 利用后的 铁水成本
工艺出品率
项
目
单位 新砂 树脂 乌洛托品 硬脂酸钙 505胶水 石墨粉 煤
kg kg kg kg kg kg kg
单耗 数量
材料单价 (不含税)
单位成本
辅助材料 造型、砂 处理成本
辅助小计
地模 新砂 陶土 煤粉
kg kg kg
模具费
辅助小计 模具
制芯 设备用油
维修材料
电耗 人工成本 造型后的 铸件成本 小计
铁水辅材小计
化验费用 炉体维修材料费用
铁水低值 铁水包维修材料费用 材料 浇包维修材料费用
设备维修材料费用
铁水低值材料小计
铁水电耗
电耗小计
直接看炉人工工资 炉前吊铁水工人工资 称料人员工资 工人保险等费用
kwh
铁水人工小计
熔炼(铁水)成本合计
铁水平均利用率(材料氧化和铁水飞溅)
考虑铁水 利用后的 铁水成本
人工成本 电耗 合计
小计 电耗小计
kwh
铸造报价计算表
单耗
项
废钢 铁销
目
配料比例(%) 单位
kg kg kg kg kg
数量
材料单价 (不含税)
单位成本
铁水主材
回炉料 生铁(18#) 75#硅铁
铁水主材小计
除渣剂(珍珠岩) 增碳剂 硫铁 磷铁
kg kg kg kg 个 kg kg 个
铁水辅料 快速热电偶
75SiFe孕育剂 SiBaCa孕育剂 定碳杯
低值材料小计 电耗小计
造型人员工资 保险等费用
kwh
人工小计
单位成本
产品合格率
造型后考虑了合格率的半成品成 本
铸钢配料计算表

铸钢配料 计算
名称
201 430 A3 304 回炉料2 纯铁 增碳剂 炉料合计 收得率% 钢水炉料合计 硅铁 锰铁 钼铁 低碳铬铁 镍 铜 氮化铬铁 合金1 合金2 合金3 合金合计 合金收得率% 合 钢金水收成得份合比计例 (Kg)
0.370055 0.09 2.4973 28.48 19.9 0 0 0 0
0.369685 0.0899 2.4948 28.46 19.9 0 0 0 0
使用方法: 1.在炉料行输入 各种炉料的化学 成份。 2.收得率行输入 各种元素收得率 。如果不清楚, 就用现生产的品 种核算一下。 3.在加入量(%) 输入列中输入各 种炉料加入量。
钢水成份(%)
化学成份(%)
C
Si
Mn Cr Ni Mo Cu Ti W
0.1 0.5 6.5 14 4.5
0.8
0.1 0.5
1 17 0.5
0.2 0.3
1
0.05
1.5 17.5 7.5
0 90 0.1105 97 0.107185 0.2 4
0.3
0
0 0 0 0 000
0 0.615 7.175 3.08 0 0 0 0
4.看钢水成份比 例行是否附合工 艺要求,如不附 合则修改加入量 输入列中炉料加 入量,直到附合 5.输入熔炼重 量,则得到配料 6.千万注意表中 红色字不能改 动,易碎!将文 件多作个备份。
份(%)
熔炼重量
(Kg)
100
加入量(Kg)
VN
P
S
输入列
配料单
0.2
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0 0.5873 6.996 3.08 0 0 0 0
80 0.4
2.5
50
50
58
99
58
0.276.8 0 0 0 0
90 95.5 97.5 100 100 100
0.26287 0.09 1.91 21.49 16.8 0 0 0 0
0.370055 0.09 2.4973 28.48 19.9 0 0 0 0
0.1 0.5 6.5 14 4.5
0.8
0.1 0.5
1 17 0.5
0.2 0.3
1
0.05
1.5 17.5 7.5
0 90 0.1105 97 0.107185 0.2 4
0.3
0
0 0 0 0 000
0 0.615 7.175 3.08 0 0 0 0
90 95.5 97.5 100 100 100
铸钢配料 计算
名称
201 430 A3 304 回炉料2 纯铁 增碳剂 炉料合计 收得率% 钢水炉料合计 硅铁 锰铁 钼铁 低碳铬铁 镍 铜 氮化铬铁 合金1 合金2 合金3 合金合计 合金收得率% 合 钢金水收成得份合比计例 (Kg)
钢水成份(%)
化学成份(%)
C
Si
Mn Cr Ni Mo Cu Ti W
0.00002 0 0
8
0 0.08 0 0 0.008
0
85
100
100
0.00
4
4.00
0.00
37
36.96
17
16.98
0.00
1
1.00
0.00
0.00
0.00
0 0.07 0 0 0.008
0
0 0.07 0 0 0.00804
0.00002
0 0.07 0 0 0.008 1.998E-05
0.369685 0.0899 2.4948 28.46 19.9 0 0 0 0
使用方法: 1.在炉料行输入 各种炉料的化学 成份。 2.收得率行输入 各种元素收得率 。如果不清楚, 就用现生产的品 种核算一下。 3.在加入量(%) 输入列中输入各 种炉料加入量。
4.看钢水成份比 例行是否附合工 艺要求,如不附 合则修改加入量 输入列中炉料加 入量,直到附合 5.输入熔炼重 量,则得到配料 6.千万注意表中 红色字不能改 动,易碎!将文 件多作个备份。
份(%)
熔炼重量
(Kg)
100
加入量(Kg)
VN
P
S
输入列
配料单
0.2
0.05
0.02
0.00
0.03
0.02
0.00
0.04
0.04
0.00
41
40.96
0.00
00
0
0
0
0.00
0.04
0.02
0.1
0.10
0 0 0 0 0.00004
0.00002
85
100
100
0 0 0 0 0.00004 0.04 0.2
100.1