fanuc 0imf介绍
FANUC 0i-MF伺服调整相关参数推荐设置 (1)
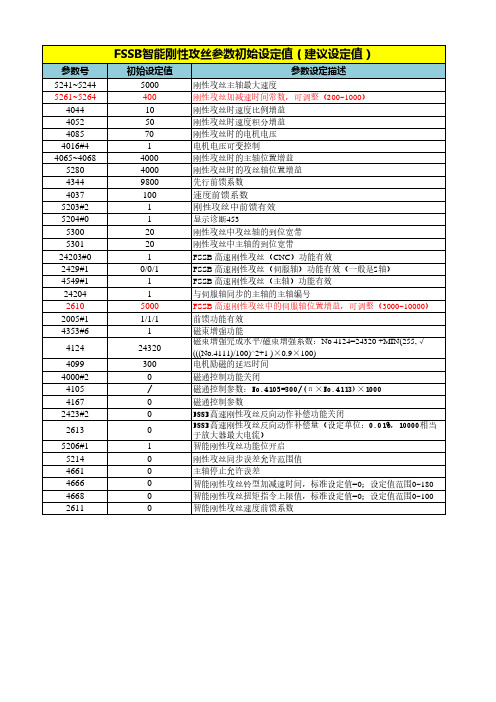
伺服调整相关参数初始设定值(建议设定值)
初始设定值
参数设定描述
伺服刚性相关参数初始设定值
5000 100000011
伺服位置增益 HRV2控制有效
1
速度环PI控制有效
1
速度反馈的取入 1ms 有效
1
HRV3电流控制有效
1
HRV+控制有效
1
停止时比例增益可变功能有效
1
速度环路比例项高速处理功能有效
0
负载惯量比(速度环增益)
0
TCMD滤波器
150
切削时速度环路增益倍率
2(1um检测单位) 停止时比例增益可变功能:停止判断水平 20(0.1um检测单位) (设定值取决于检测单位)
5000
伺服位置增益(快移用)
1
切削/快移速度环增益切换功能有效
1
电流环1/2 PI控制功能有效
1
切削/快移位置环环增益切换功能有效
1
切削时高速HRV(HRV3)电流控制有效
100
基于圆弧插补下的加速度的减速功能的下限速度
525
基于圆弧插补下的加速度的减速功能中的各轴的允许加速度
525
AI 轮廓控制的加速度的减速功能中的各轴的允许加速度
100
AI 轮廓控制的加速度的减速功能的下限速度
12
插补前加/减速方式中的切削进给插补后加/减速的时间常数
48
插补前铃型加/减速的加速度变化时间
150
电流增益倍率
200
速度增益倍率
减少轮廓误差和循环时间相关参数的初始设定值
1
插补前加/减速方式中的插补后加/减速为铃型加/减速
1
插补前加/减速方式中的插补后加/减速为直线型加/减速
fanuc series 0i-mf 参数说明书
fanuc series 0i-mf 参数说明书Fanuc 0i-MF是Fanuc公司的最新一代数控系统,具有功能强大、操作简便、稳定可靠的特点。
下面将对Fanuc 0i-MF的参数进行说明。
1.硬件参数Fanuc 0i-MF采用高性能的工控机作为控制器,具有以下硬件参数:-主处理器:采用高性能多核处理器,保证了系统的高效稳定运行;-存储器:内置大容量存储器,可存储大量的加工程序和参数设置;-显示器:高分辨率彩色触摸屏显示器,操作界面友好,操作简便;- I/O接口:提供多个数字输入输出和模拟输入输出接口,可连接多种外部设备。
2.轴控制参数Fanuc 0i-MF支持多轴同时控制,具有以下参数设置:-轴数:最多可控制32个轴,可根据加工需求进行灵活配置;-运动控制方式:支持点位控制、直线插补、圆弧插补等多种运动方式;-轴速度:可根据加工需求设置轴的最大速度和加速度;-轴精度:可根据精度要求设置轴的回零精度和运动精度。
3.运动控制参数Fanuc 0i-MF具有强大的运动控制功能,可以精确控制加工过程,具有以下参数设置:-插补周期:可根据加工要求设置插补周期,确保运动平滑;-进给速度:可根据加工物料和加工工艺设置进给速度;-快速移动速度:支持设置快速移动速度,提高加工效率;-加工时间:可根据加工过程的复杂程度设置加工时间。
4.输入输出参数Fanuc 0i-MF支持多种输入输出设备和接口,可以满足不同的外部连接需求,具有以下参数设置:-数字输入输出:支持设置多个数字输入输出和开关量输入输出;-模拟输入输出:支持设置多个模拟输入输出和模拟量输入输出;-通信接口:支持以太网、RS232、USB等多种通信接口,方便与外部设备进行数据交互。
5.用户界面参数Fanuc 0i-MF操作界面简单直观,友好易用,可自定义设置,具有以下参数设置:-显示语言:支持多种语言选择,适应不同国家和地区的操作需求;-操作方式:支持手动操作和自动操作两种模式,方便操作人员操作;-图形界面:支持显示加工路径、示教示意图、参数设置等图形化界面。
FAUNC 0i 基本参数表
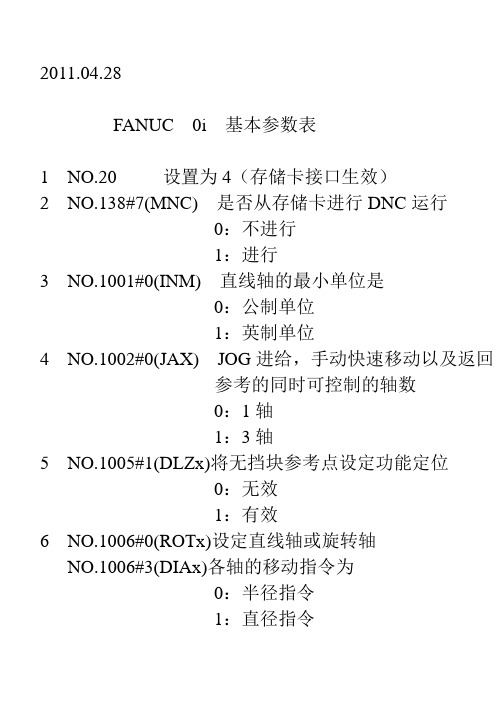
2011.04.28FANUC 0i 基本参数表1 NO.20 设置为4(存储卡接口生效)2 NO.138#7(MNC) 是否从存储卡进行DNC运行0:不进行1:进行3 NO.1001#0(INM) 直线轴的最小单位是0:公制单位1:英制单位4 NO.1002#0(JAX) JOG进给,手动快速移动以及返回参考的同时可控制的轴数0:1轴1:3轴5 NO.1005#1(DLZx)将无挡块参考点设定功能定位0:无效1:有效6 NO.1006#0(ROTx)设定直线轴或旋转轴NO.1006#3(DIAx)各轴的移动指令为0:半径指令1:直径指令NO.1006#5(ZMIx)手动参考点返回方向为0:正方向1:负方向7 NO.1008#0(ROAx)将旋转轴的循环功能设定为0:无效1:有效注释:ROAx仅对旋转轴(参数ROAx NO.1006#0=1)有效8 NO.1020 各轴的程序名称输入类型:参数输入数据类型:字节轴型数据范围:65~67 85~89轴名称:可以从A B C U V W X Y Z中任意(但T系列中代码体系A的情形下不可使用U V W)选择轴名称X Y Z A B C U V W设定值88 89 90 65 6 67 85 86 879 NO.1022 设定各轴为基本坐标系中的哪个轴输入类型:参数输入数据类型:字节轴型数据范围:0~7 圆弧插补刀具半径刀尖半径补偿等的平面G17:XY 平面G18:ZX 平面G19:YZ 平面设定各控制轴为基本坐标系的基本3轴X Y Z的哪个轴,或哪个所属平行轴。
基本3轴的设定,仅可针对其中的一个控制轴。
可以将2个或更多个控制轴作为相同基本轴的平行轴予以设定设定值含义0 旋转轴非基本3轴也非平行轴1 基本3轴的X轴2 基本3轴的Y轴3 基本3轴的Z轴5 X轴的平行轴6 Y轴的平行轴7 Z轴的平行轴9 NO.1023 各轴的伺服轴号输入类型:参数输入数据类型:字节轴型数据范围:0~控制轴数次参数设定各控制轴与第几号伺服轴对应。
FANUC数控系统0i系列产品介绍

FANUC的CNC系统0i-C/0i Mate-C是高可靠性、高性价比、高集成度的小型化系统。
该系统是基于16i/18i-B的技术设计的,代表了目前常用CNC的最高水平,于2004年4月在中国大陆市场推出。
系统使用了高速串行伺服总线(用光缆连接)和串行I/O数据口,有以太网口。
用该系统的机床可以单机运行,也可以方便地入网用于柔性加工生产线。
和0i-B一样,有提高精度的先行控制功能((305和G08),因此,非常适合于模具加工机床使用。
一、 CNC单元的结构与系统的配置CNC单元的结构图如图1所示,由图1可见,CNC的印刷板置于显示器的后面,体积非常小。
系统的配置如图2所示。
在图2中画出了0i-C的主要配置。
现分别叙述如下:(1)显示器与MDl键盘系统的显示器只用LCD(液晶显示器),可以是单色也可是彩色。
在显示器的右面或下面有MDl键盘。
(2)进给伺服与0i-B一样,经FANUC串行伺服总线FSSB,用一条光缆与多个进给伺服放大器(αi系列)相连。
进给伺服电动机使用αis系列,最多可接4个进给轴电动机。
伺服电动机上装有脉冲编码器,标配为1,000,000脉冲/转。
编码器既用做速度反馈,又用做位置反馈。
系统支持半闭环控制和使用直线尺的全闭环控制。
检测器的接口有并行口(A/B相脉冲)和串行口两种。
位置检测器可用增量式或绝对式。
(3)主轴电机控制主轴电机控制有模拟接口(输出0~10V模拟电压)和串行口(二进制数据串行传送)两种。
串行口只能用FANUC主轴驱动器和主轴电动机,用αi系列。
(4)机床强电的I/O点接口0i-C取消了内置的I/O卡,只用如图2中所示的I/O模块或I/O单元,最多可连1024个输入点和1024个输出点。
FANUC有标准的机床操作面板(如图2所示),用户可以选用。
(5)I/O Link B伺服与0i-B一样,可以使用经I/O Link口连接的p伺服放大器驱动的βis电动机,用于驱动外部机械(如换刀、交换工作台、上下料装置等),最多可接7个。
FANUC 0i常用参数及pmc诊断信号地址
1020
1022 1023 1320 1321 1401#0 1410 1420 1422
PM-O
0000#1
1
103,113
10
20 0为232口,4为存储卡
138
1可选DNC文件
1005#0
调试时为1
1006#0
旋转轴为1
1006#3
车床的X轴
1006#5 1020
0:+,1:88(X),89(Y), 90(Z),65(A),
工件号检: PN1,PN2,PN4,PN8,PN16
16/18/21/0i/PM
T
M
G4/3
G4/3
G5/6
G5/6
G6/2
G6/2
G6/4
G6/4
G7/1
/
G7/2
G7/2
G7/5
G7/5
G8/0
G8/0
G8/4
G8/4
G8/5
G8/5
G8/7
G8/7
G9/0-4 G9/0-4
进给倍率: *OV1,*OV2,*OV4,*OV8
快移时间常数 切削时间常数 分离型位置检测器 电机绝对编码器 各轴位置环增益 各轴到位宽度 各轴移动位置偏差极限 各轴停止位置偏差极限 各轴反向间隙 P-I控制方式 单脉冲消除功能 虚拟串行反馈功能
电机代码 负载惯量比 电机旋转方向 速度反馈脉冲数
1620 1622 1815#1 1815#5 1825 1826 1828 1829 1851 2003#3 2003#4 2009#0 2020 2021 2022 2023
电机最大值/减速比
使用1
CNC控制轴数
FANUC_系统参数解释
O
O
3743
第三挡主轴最高速度
O
O
3744
第四挡主轴最高速度
O
3751
第一至第二挡的切换速度
O
3752
第二至第三挡的切换速度
O
3771
G96的最低主轴速度
O
O
3772
最高主轴速度
O
O
4019/7
主轴电机初始化
O
O
4133
主轴电机代码
O
O
12.其它
6510
图形显示的绘图坐标系
O
7110
O
O
3122
操作履历画面上的时间间隔
O
O
3203/7
MCL
MDI方式编辑的程序是否能保留
O
O
3290/0
WOF
用MDI键输入刀偏量
O
O
3290/2
MCV
用MDI键输入宏程序变量
O
O
3290/3
WZO
用MDI键输入工件零点偏移量
O
O
3290/4
IWZ
用MDI键输入工件零点偏移量(自动方式)
O
3290/7
手摇脉冲发生器的个数
O
O
7113
手脉的倍比m
O
O
7114
手脉的倍比n
O
O
13.0i系统的有关参数
8130
总控制轴数
O
O
8131/0
HPG
使用手摇脉冲发生器
O
O
8132/0
TLF
刀具寿命管理功能
O
O
8132/3
FANUC 0i系统的输入输出信号控制有两种形式
FANUC 0i系统的输入输出信号控制有两种形式FANUC 0i系统的输入/输出信号控制有两种形式,一种是来自系统内装I/O卡的输入/输出信号,其地址是固定的;另一种是来自外装I/O卡(I/O Link)的输入/输出信号,其地址是有数控厂家在编制顺序程序时设定的,连同顺序程序存储到系统的FROM中,写入FROM中的地址是不能更改的。
如果内装I/O卡控制信号与I/O Link控制信号同时作用,内装I/O卡信号有效。
FANUC 0iA系统的PMC多采用SA3型。
1、机床到PMC的输入信号地址(MT?PMC)如果采用I/O Link时机床到PMC的输入信号的地址号为X0~X127;如果采用内装I/O卡时FANUC 0iA系统的信号输入地址为X1000~X1011(96点输入)。
有些输入信号不需要通过PMC而直接由CNC监控。
这些信号的输入地址是固定的,CNC运行时直接引用这些地址信号。
FANUC 0i系统的固定输入地址及信号功能见表4-4。
2、 PMC到机床的输出信号地址(PMC?MT)如果采用I/O Link时PMC到机床的输出信号地址号为Y0~Y127,如果采用内装I/O卡时FANUC 0iA系统的输出信号地址为Y1000~Y1008(72点输出)。
3、 PMC到CNC的信号地址(PMC?CNC)PMC到CNC的信号的地址号为G0~G255这些信号的功能是固定的,用户通过程序(梯形图)实现CNC各种功能的控制。
如系统急停控制信号为G8.4启动信号为G7.2暂停信号为G8.5、空运转信号为G46.7、外部复位信号为G8.7、程序保钥匙信号为G46.3~G46.6、CNC系统状态信号为G43.0、G43.1、G43.2 G43.5、G43.7等。
4、 CNC到PMC的信号地址(CNC?PMC)CNC到PMC的信号的地址号为F0~F255,些信号的功能也是固定的,用户通过顺序程序(梯形图)确定CNC系统的状态。
0i-F新功能使用技巧
42
© BEIJING-FANUC MECHATRONICS CO., LTD.
您身边的数控专家
5.3 Function Block——操作步骤
3.3、添加FB模块
添加FB模块: 名称、备注、 版本号等便 于记忆和查 找的信息。
43
© BEIJING-FANUC MECHATRONICS CO., LTD.
您身边的数控专家
4.2 0i F自劢分中功能——操作步骤
2.2 输入刀具直径和测量方向
① 刀具直径:输入0 ② 测量方向:按X
28
© BEIJING-FANUC MECHATRONICS CO., LTD.
您身边的数控专家
4.2 0i F自劢分中功能——操作步骤
2.3 第一测量点
① 第一测量点方向:按+X
按
6
© BEIJING-FANUC MECHATRONICS CO., LTD.
您身边的数控专家
1.2 0i-F 传输—USB传输至CF卡操作步骤
7
© BEIJING-FANUC MECHATRONICS CO., LTD.
您身边的数控专家
1.2 0i-F 传输—USB传输至CF卡操作步骤
8
© BEIJING-FANUC MECHATRONICS CO., LTD.
Part 2 0i-F CF卡在线编辑
存储卡在线编辑功能介绍
CNC内存512KB,1M或更大的程序,肿么办?
程序拷入 CF卡,通过 DNC在线运行
0i-D
0i-F
程序拷入CF卡,直接在 自动运行方式下运行
想要查看和编辑CF卡中的程序,肿么办?
FANUC Series 0i F 系统车床系统加工中心系统通用参数说明书B-64610CM_01.PDF
B-63943EN-2 B-66263EN B-63943EN-3
PMC PMC PROGRAMMING MANUAL(PMC 编程说明书) 网络相关说明书
B-64513EN
PROFIBUS-DP Board CONNECTION MANUAL(PROFIBUS-DP 板连接说明书) Fast Ethernet / Fast Data Server 操作说明书 DeviceNet Board CONNECTION MANUAL(DeviceNet 板连接说明书) FL-net Board CONNECTION MANUAL(FL-net 板连接说明书) CC-Link Board CONNECTION MANUAL(CC-Link 板连接说明书) 操作指南功能相关说明书 MANUAL GUIDE i (车床系统/加工中心系统通用)操作说明书 MANUAL GUIDE i (加工中心系统)操作说明书 MANUAL GUIDE i 作业准备支援功能 操作说明书 MANUAL GUIDE 0i 操作说明书 TURN MATE i 操作说明书
B-63993EN B-64014CM B-64043EN B-64163EN B-64463EN
B-63874CM B-63874CM-2 B-63874CM-1 B-64434CM B-64254CM
Dual Check Safety Dual Check Safety CONNECTION MANUAL(连接说明书)
机型名称
FANUC Series 0i–TF FA–TF 0i –MF
简称 Series 0i–F
Series 0i
注释
1 为了便于说明,有的情况下按照如下方式的记述来说明各机型。 ·0i –TF: 车床系统(T 系列) ·0i –MF: 加工中心系统(M 系列)
发那科 0i-F功能使用技巧
0i-F 新功能及使用技巧目录 Contents 0i-F 传输功能0i-F CF 卡在线编辑功能0i-F 数据自动备份功能 0i-F 自动分中功能0i- F Function Block 功能Part 1 Part 2 Part 3 Part 4 Part 5 0i- F FSSB 智能刚性攻丝Part 6 Servo Guide 伺服调试方法Part 7Part 1 0i-F传输USBPC 互传✓实现CF 卡与USB 程序互传 ✓实现CF 卡与PC 程序互传✓实现PC 的程序传输至USB只需四步即可实现程序互传✓设备选择选择程序传出设备(M-卡、USB内存、内嵌)✓复制复制所要传输的程序✓设备选择选择程序传入设备(M-卡、USB内存、内嵌)✓粘贴粘贴所复制的程序,完成程序传输。
注:编辑模式下进行复制、粘贴操作。
按注:当参数REP(No.3201#2)=1时,传输相同文件名至CNC系统内存时,将覆盖原来的程序。
Step1 修改I/O 通道号I/O 通道号设定值 CF 卡4 USB17 内嵌网(PC ) 9急停或MDI 模式 按 按Step2 以CF卡与CNC内存互传为例编辑模式按按按按按按方法一方法二方法一:复制、粘贴,与前面叙述的CF卡/USB互传的复制、粘贴方法一致。
注:PC的文件不能通过复制、粘贴方法传输至CNC内存,PC传输至 CNC只能使用方法二。
方法二:读入、输出程序,此处讲解方法二的操作步骤。
推荐使用方法二。
0i-F 传输—CF卡/USB/PC与CNC内存互传1.3Step2 以CF卡与CNC内存互传为例方法二完成CF卡中的程序,<SAMPLE>传输至CNC。
CNC内存传输至CF卡的方法一样。
0i-F 传输—程序传入CNC内存的格式要求1.41、通过复制、粘贴将程序传输至CNC系统内存,程序需要严格的格式要求。
否则会出现“指定数据错误”报警。
检查程序格式:%<文件名> ……..程序内容………% 注:检查程序开头、结尾是否有%,程序名称是否在<>里面。