RCCM2级热交换器用不锈钢传热管预制批的实施研究
大亚湾核电厂辅助给水系统RCC-M2级疏水管道的改进
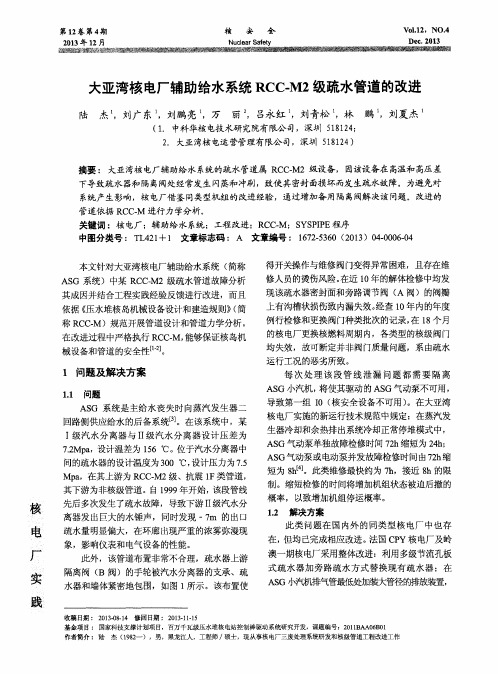
隔离 阀 ( B 阀)的手轮被汽水分离器的支承、疏 水器和墙体紧密地包围,如图 1 所示。该布置使
收稿 日期 : 2 0 1 3 . 0 8 . 1 4 修 回 日期 ; 2 0 1 3 — 1 1 - 1 5
基金项目 :国家科技支撑计划项 目,百万千瓦级压水堆核电站控制棒驱动系统研究开发,课题编号:2 0 1 1 B A A0 6 B 0 1 作者简介 :陆 杰 ( 1 9 8 2 一),男,黑龙江人,工程师 /硕士,现从事核电厂三废处理系统研发和核级管道工程改进工作
第1 2 卷第4 期
2 0 1 3年 1 2月
核
安
全
、 1 . 1 2 ,NO. 4
De c . 2 0 1 3
大亚湾核 电厂辅助给水系统 R C C . M2 级疏水管道的改进
陆 杰 1 ,刘广 东 1 ,刘鹏 亮 ,万 丽 ,吕永红 ,刘青松 ,林
( 1 .中科华核电技术研究院有限公司,深圳 5 1 8 1 2 4 ; 2 .大亚湾核 电运营管理有限公司,深圳 5 1 8 1 2 4 ) 摘要 : 大亚湾核电厂辅助给水系统的疏水管道属 R C C . M2级设备,因该设备在 高温和高压差 下导致疏水器和隔离阀处经常发生闪蒸和冲刷,致使其密封面损坏而发生疏水故障。为避免对
养和维修。
2 改进过程 置上 略 有 差异 ,本文仅 以 1号机 组进 行论述 。这种 改进 在 岭澳核 电厂二 期工程建 设 中 已经被采用 ,但与 其相 比,在役核 电厂改进 过程 的特殊性表 现在 以
系统产生影响,核 电厂借鉴同类型机组的改进经验,通过增加备用隔离阀解决该问题 。改进的 管道依据 R C C — M 进行力学分析。 关键词 :核电厂;辅助给水系统;工程改进;R C C . M;S Y S P I P E程序 中图分类号 :T L 4 2 1 +1 文章标志码 :A 文章编号 : 1 6 7 2 — 5 3 6 0( 2 0 1 3 )0 4 - 0 0 0 6 — 0 4 本文针对大亚湾核 电厂辅助给水系统 ( 简称 A S G 系统)中某 R C C . M2级疏水管道故障分析
RCCM 材料篇复习题
RCC-M 材料篇考试题一、选择题1、法国材料牌号Z2CN18-10,其中“C”代表()元素。
A.Cr; B. C; C. Cu; D. Ni; E. Mo。
2、RCC-M 第Ⅱ卷中,专门规定部件或制品采购技术规范应遵守的“总则”的篇章是()。
A.M1000; B. M2000; C. M000; D. M5000; E. M6000。
3、RCC-M 规定:用于焊接制品的材料,硼含量不应超过()。
A.0.1%; B. 0.01%; C. 0.005%; D. 0.0018%; E. 0.001%。
4、RCC-M 规定:热交换器传热管预制批的数量应不少于()根。
A.10; B. 50; C. 150; D. 80; E. 150。
5、RCC-M 规定:当首要考虑耐腐蚀性要求时,应规定()元素的最高含量。
A.硫、磷; B. 铬; C. 镍; D. 钼; E. 铌。
二、填空题1、新材料的应用必须建立符合规定的材料评定报告。
2、可焊用不锈钢的抗拉强度不得超过MPa;其他钢种不得超过MPa。
3、即使是对厚度小于25mm的材料,在执行模拟消应力热处理时,在温度≥400℃时的加热或冷却速度也不应不大于℃/h。
4、锻造比是锻件与在平行于锻造的方向上测得的金属件长度之比。
5、RCC-M第Ⅱ卷中规定的加速晶间腐蚀试验的试样敏化处理方法有处理、处理和处理。
三、简答题请叙述供应商可以不制造样件(原型件)的条件。
参考答案:一、选择题1、A;2、C;3、D;4、B;5、A。
二、填空题1、M140;2、800,700;3、220;4、锻造前,锻造后;5、A,B,C。
三、简答题如果供应商过去在车间内制造过同样的部件,且其制造方法也相同,无损检验或破坏性试验又能查明零件各部位都能满足要求时,则供应商可建议不制造样件。
对不受M140限制的少量铸件订货,供应商可不生产样件,但在按合同验收阶段,除按采购技术规范规定检验外,要对设计零件(按M163准则)进行100%射线检查。
rccm-2000管材部分
RCC M ——1993目录M100 总则M110 第Ⅱ卷总体编排及其适用范围M120 力学性能M130 残留元素M140 制品和车间的技术鉴定M150 热处理M160 样件M200 钢和合金M220 奥氏体不锈钢M300 制品和零件M310 引言M320轧制或锻造棒材M330板材M340管材M350锻钢件M360铸钢件M370基本金属见证件M380锻造比M1000 碳钢M1110铸件类M1111 压水堆蒸汽发生器一回路侧封头用碳钢铸件M1112 1、2、3级设备用承压碳钢铸件M1114 压水堆用碳钢铸造的隔离阀阀体M1115 压水堆冷却剂泵电动机基座用的碳钢或合金钢铸件M1120 锻件类M1121 2、3级管板用碳钢锻件M1122 1、2、3级设备碳钢锻件和冲压件M 1123 用于2、3级辅助泵轴的碳钢锻件M 1130 钢板类M1131 用于1、2、3级设备的碳钢钢板M1132 1、2、3级设备碳钢制冲压件M1133 用于2、3级辅助管路的用填充金属焊接的冷加工或热加工碳钢接管M1134 通用结构用的S1级和S2级钢板梁和商品级棒材M 1140 钢管类M1141 TU42C和TU48C型碳钢制2级无缝钢管M1142 用于3级管路、不用填充金属焊接的TS E220和TS E250型碳钢卷焊管M1143 TS E220和TS E250型3级碳钢无缝钢管M1144 直径大于450mm经锻、挤或拉制的TU42C和TU48C型2、3级碳钢无缝钢管M1145 用于2、3级辅助管路具有填充金属焊接的冷轧或热轧碳钢卷焊管M1146 用于S1级和S2级支撑件的碳钢无缝钢管M1147 用于2、3级热交换器的无缝碳钢拉拔管M1148 用于2级管路、无填充金属焊接的TU42C和TU48C型热轧或冷轧碳钢管M1149 用于2级管路的冷或热加工碳钢焊接管件M1150 钢管类(续)M1151 用于3级管路冷或热成形的碳钢焊接管件M2000合金钢M2100 Mn-Ni-Mo钢M2110锻件类M2111 承受强辐照的反应堆压力容器筒节用的Mn-Ni-Mo合金钢锻件M2111’承受强辐照的反应堆压力容器筒节用的空心坯料Mn-Ni-Mo合金钢锻件M2112 不承受强辐照的反应堆压力容器筒节用的可焊Mn-Ni-Mo合金钢锻件M2112’不承受强辐照的反应堆压力容器筒节用的可焊Mn-Ni-Mo合金钢锻件M2113 压水堆压力容器过渡段和法兰用的Mn-Ni-Mo合金钢锻件M2114 压水堆压力容器管嘴用的Mn-Ni-Mo合金钢锻件M2115 压水堆蒸汽发生器管板用的18MND5 Mn-Ni-Mo合金钢锻件M2116 压水堆蒸汽发生器支撑环用的Mn-Ni-Mo合金钢锻件M2117 压水堆冷却泵主法兰用的Mn-Ni-Mo合金钢锻件M2119 压水堆蒸汽发生器用的18MND5 Mn-Ni-Mo合金钢锻件M2120 钢板类M2121 压水堆压力容器制封头用的Mn-Ni-Mo合金厚钢板M2122 用于压水堆压力容器的Mn-Ni-Mo合金钢压制封头M2125 压水堆稳压器和蒸汽发生器支撑构件用厚度为30~110mm的18MND5Mn-Ni-Mo合金钢钢板M2126 压水堆承压边界用的18MND5 Mn-Ni-Mo合金钢钢板M2127 压水堆承压边界用的18MND5 Mn-Ni-Mo合金钢热成形压制封头M2128 压水堆压力容器承压边界用的18MND5 Mn-Ni-Mo合金钢制两板对焊经热成形的封头M2130 锻件类M2131 压水堆压力容器封头用Mn-Ni-Mo合金钢锻件M2132 压水堆冷却剂泵轴组件用Mn-Ni-Mo合金钢锻件M2133 压水堆蒸汽发生器壳体用18MND5 Mn-Ni-Mo合金钢锻件M2134 压水堆蒸汽发生器底封头用18MND5 Mn-Ni-Mo合金钢椭圆形锻件M2140 其它类M2141 压水堆蒸汽发生器锻造底封头用Mn-Ni-Mo合金厚钢板M2142 用Mn-Ni-Mo合金钢板压制并用顶出管嘴法制造的压水堆蒸汽发生器锻造底封头M2143 压水堆蒸汽发生器管板用的18MND5 Mn-Ni-Mo合金钢锻件M2300 Ni-Cr-Mo钢M2310 螺栓类M2311 制造压水堆压力容器螺栓用的Ni-Cr-Mo-V合金钢锻造棒材M2312 制造压水堆压力容器和反应堆冷却剂泵螺栓紧固件的含钒或不含钒的Ni-Cr-Mo合金钢锻造棒材M2320 钢板类M2321 制造压水堆冷却剂泵飞轮用的Ni-Cr-Mo合金钢钢板M4108 产品采购技术规范热挤压镍——铬——铁合金(NC30Fe)钢管0 适用范围本规范适用于热挤压NC30Fe合金钢管。
国家标准《热交换器用铜合金无缝管》(送审稿)

国家标准《热交换器用铜合金无缝管》(送审稿)编制说明一、工作简况现行的-《热交换器用铜合金无缝管》国家标准,是参照日本工业标准—《铜及铜合金无缝管》进行的修订,而该日本标准适用于所有的铜管,没有针对性,专用性不强。
随着电力、船舶、石油化工等工业部门的高速发展,作为热交换器和冷却器用铜管被大量应用于大容量电站和核电站的建设,并随之对铜管提出了新的更高要求。
为了满足市场的对热交换器及冷凝器用铜管的要求,应及时修订现行的国家标准。
根据国家标准化管理委员会批准的有色金属国家标准清理评价结果,全国有色金属标准化技术委员会以有色标委()第号文件《关于下达~年有色金属国家标准修订计划的通知》下达了标准修订任务,其中附件《~年有色金属国家标准修订计划项目表》序号第项《热交换器用铜合金无缝管》国家标准由中铝洛阳铜业有限公司负责起草修订。
标准修订计划任务正式下达后,洛铜集团随即成立了标准起草小组,进行了任务落实,拟定该标准修订的工作计划、进度和要求。
经过标准编制组及有关人员的共同努力,通过对国内外现状及发展趋势的分析,并结合国内的实际情况,参照国外先进的标准,在国家标准-《热交换器用铜合金无缝管》的基础上,修改采用了欧共体:《铜及铜合金——热交换器用无缝圆形管》标准,并结合市场需求和电力行业客户的特殊要求编制了本标准送审稿及其编制说明。
二、编制原则铜及铜合金由于具有高耐蚀性、良好的工艺性能等特性,作为热交换器管或冷却管被广泛地应用于发电、船舶、石油化工等工业部门,电力行业在-《火力发电厂冷凝器管选材导则》中,把铜合金管作为凝汽器用管材的首选,不但我国制定有国家标准,国外的一些国家和组织也制定有相应的技术标准。
如国际标准化组织的-《加工铜及铜合金无缝管——第部分:冷凝器和热交换器用管材的供货技术条件》、美国的《铜及铜合金无缝冷凝管和管口密套件》以及欧盟的:《铜及铜合金——一般用途的无缝圆形管》标准等。
通过分析、对比,就综合指标而言,欧盟的标准更趋合理、适用,可操作性强。
RCC-M 2007:S 3800 热交换器管子与管板的焊接
(译文仅供参考翻译:刘晓多审核:陈娟)S3800 热交换器管子与管板的焊接蒸汽发生器列入热交换器范畴。
根据标准NF EN ISO 15614-8的要求评定带余隙的管板与管子的焊接组合。
根据以下要求评定不带余隙的管板与管子的焊接组合。
S3810 评定的有效范围下述要求是关于不锈钢管板,或在碳钢或低合金钢上用奥氏体-铁素体不锈钢或用高镍基合金堆焊而成的管板与奥氏体或铁素体不锈钢管子或镍基合金管子,以及碳钢或低合金钢管子的焊接。
S3811 车间评定试验应与产品焊缝在同一车间进行,该车间应符合S6000的规定。
S3812 母材:牌号a)这里所指的“母材”是管子焊接相应的影响区,即:- 管子材料;- 管板材料或受管子焊接影响的管板堆焊层材料。
焊接工艺评定只对具有相同规定化学成分的“母材”有效。
但是,所有非稳定型并满足晶间腐蚀*要求的奥氏体和奥氏体-铁素体不锈钢应视作等效,但要考虑到下列限制:在用18-10型(不含Mo)填充材料和用同类“母材”焊接评定试件的情况下,其评定不能扩大到18-10-2型(含Mo)钢的焊接。
由不同的熔炼方法、成型或堆焊方法制成的母材之间是允许等效的。
﹡按照附录SI的规定。
b)当两种不等效的母材相焊时,应针对这两种母材的组合进行焊接工艺评定,并且该评定只对这类组合焊接有效。
S3813 母材:形状,尺寸a)当管子的公称直径或名义厚度的变化不超过评定试件所用管子尺寸的±10%时,焊接工艺评定是有效的。
b)对蒸汽发生器而言,焊接工艺评定只有在当该评定所采用的管子尺寸(直径和壁厚)在制造公差范围内时才是有效的。
c)当规定的孔之间的孔带宽度小于下列较大值时:10mm或管子名义壁厚的三倍,如果这个宽度减少10%或10%以上,则该焊接工艺应重新评定。
S3814 焊接方法焊接方法的增加、取消或改变,或操作方式的变化(手工焊、半自动焊或自动焊),应重新进行工艺评定。
S3815 焊接填充材料和保护气体a)评定试件所采用的焊接填充材料应符合评定所涉及的实际产品焊缝用的填充材料验收技术条件规定,并具有相同的几何特性和化学成分。
轧制核级换热器传热管的预制批评定
t y p e b a t c h; p r o d u c t q u a l i t y ;d e f e c t s
Z HA N G S h a o j u n ,HU A N G D a p e n g ,Wu H o n g ( S u z h o u N u c l e a r P o w e r R e s e a r c h I n s t i t u t e C o . ,L t d . ,S u z h o u 2 1 5 0 0 4 ,C h i n a)
轧制核 级换热器传热管 的预 制批评 定
张绍军 ,黄大鹏 ,吴 洪
( 苏州热工研究院有 限公 司 ,江苏 苏州 2 1 5 0 0 4)
摘 要 :根据 法 国 R C C — M《 压水堆 核岛机械设备设计 和建造规则 》 对核级换 热器传热管制造开展 预制批评定 的要求 ,通过对实际换热器传热管 的制造条件 、工艺过程 和工 艺参 数的研究和验证 ,建立了工业化批量生产换热
核2、3级承压设备制造过程中的成型工艺评定——RCCM标准和ASME规范的应用体会
同 的 成 型 过 程 和 成 及 成 型 后 所 经 历 的 所 有 热
2 RCC 标 准 和 AS E 规 范 对 成 型 评 M M
形 后 的热 处 理 。
处理 ; 也 可 以 直 接 拉 伸 试 ( 样 , 模 拟表 面最 大应 变, 来
NC421 . ( ) 3 2 d )。
3 p e s r q i me ta d t ee a u t n o o mi g t c n lg r s u ee u p n n h v l a i ff r n e h o o y,wh c u d g v o n ih e me ta d r f r n e o ih wo l i e s me e l t n n n ee e c g
sa d r sl tdi h a e a e n tec mp r o e we nt o et tn ad u igt efb iaino ls & tn a d i e t ep p rb s do h o a i n b t e h s wosa d r sd r h a rc t fca s2 s n s n o
按 AS E NC 4 1 . ) 范 要 求 的 检 验 项 目 : M ( - 3 2 规 2
( ) 型 温 度 > l0 (, ( ) 计 规 格 书 要 求 该 1成 5 、 1设 ( ) 钢 或 合 金 钢 应 变 零 件 材 料 作 冲 击 试 验 , 2碳 要 求 评 定 的 范 围 > 5 , %
强化换热管的研究方法和研究现状
热交换器原理与设计大作业学号:1108180132 姓名:邱杰课程老师:李佳玉1.强化换热管的研究方法和研究现状摘要:粗糙强化管的传热机理是通过不同工艺,在管壁上形成凸,或沿轴向制成波纹或螺旋凹槽,形成扰动来增大传热系数。
分别论述了螺旋槽管、横纹管、缩放管等各种结构的高效异形强化管的研究现状及粗糙强化管未来的发展方向。
对各种不同管的实验研究,得到各种管的换热性能。
关键词:强化传热粗糙管研究进展脉动热管换热性能前言:工业上为了强化流体之间的换热通常采用提高流速和改变换热表面的形状来实现换热的强化,该种做法就是强化换热。
我们现在研究的是管内的强化换热,在热交换管之中,管壳式的用的比较普遍。
管壳式换热器广泛应用于化工、石油、制冷、核能和动力等工业。
由于可靠性高和适应性强,目前工业装置中管壳式换热器的用量仍占据主要地位。
其中粗糙管换热技术在提高管壳式换热器换热效率方面表现出了优越性,由于不用添加扰流原件又应用较为方便,近年来其开发和应用已得到广泛的发展。
因此新型的粗糙管的应用,将对提高管壳式换热器的换热效率和节能减排具有重要的意义。
我们了解的粗糙异形换热管是非常有必要的,在所写的文章之中主要是介绍性的,包括现状。
一、缩放管和波纹管缩放管是由收缩管和扩张管交替链接而组成的波纹形管道。
在扩张部分中因流体的速度矢量变化而产生剧烈的旋涡,并在收缩部分中得到有效的利用,通过旋涡来冲刷流体壁面边界层。
在阻力损失相等时,缩放管的传热能力比光滑管提高70%。
缩放管可以应用于空气预热器或者废热锅炉等。
波纹管类似于缩放管,但其表面是圆滑波纹凸起。
沈阳市广厦热力设备开发公司开发了超薄壁不锈钢换热器,其水一水传热系数可达2000—3500w/(m2·k),传热系数较光滑管提高2—3倍。
波纹管的不足:流动阻力较大;采用薄壁管,其承压能力有限.力口工工艺复杂;极易被损坏,安全性较差。
实验定性研究:定性研究了地源热泵地埋管管内强化传热方式,针对缩放管和波纹管为研究对象并以光滑管作参照,建立了以水为传热介质的强化传热模型,利用Fluent软件,采用simplec算法和标准k—e模型,分析了不同的管内结构对管内传热过程的影响,并探讨其强化传热机理。
A5氏体不锈钢卷焊管RCCM中文版法国民用核电标准
A5氏体不锈钢卷焊管RCCM中文版法国民用核电标准用于1、2、3级设备的不用填充金属焊接和其后进行拉拔的奥氏体不锈钢卷焊管(热交换器管除外)0 适用范畴本规范适用于辅助管路或其它用途的管路壁厚为0.7—6.0mm、不用填充金属焊接和其后进行拉拔的奥氏体不锈钢卷焊管1 熔炼必须采纳电炉或其它相当的熔炼工艺熔炼。
2 化学成分要求2.1 规定值熔炼分析和成品分析所确定的化学成分必须符合I规定的要求。
2.2 化学分析钢厂须提供熔炼分析化学成分单,该单由厂长或厂长正式委派的代表签证。
成品检验在每批的一根钢管上进行这种分析。
一样情形下,仅检验C、Cr和Ni的含量,如果化学成分要求中对Mo、N的含量作出规定,也应对它们进行检验。
必须按MC1000的要求进行这些分析。
按照B2400、C2400和D2400的规定,有关Co含量的要求应在设备技术规格书或其它合同文件中规定。
2.3 晶间腐蚀试验晶间腐蚀试验必须按B2300、C2300和D2300的规定进行。
试验按MC1000要求在浇注时制成的试验锭块上进行。
如果该试验不能在试验锭块上进行,那么必须在每批的一根钢管上进行。
表I给出了不同钢号的敏化处理条件,采纳的加热温度如下:A处理:——不含钼钢为:650±10℃;——含钼钢为:675±10℃。
腐蚀试验后,如果试样在声响中发出清脆的金属声,在弯曲试验中无裂纹和开裂现象,则该腐蚀试验合格。
若有疑点,可用金相法予以判定是否存在晶间腐蚀。
3 制造3.1 制造程序在开始制造前,钢管厂须制订制造程序。
该程序按时刻先后顺序列出不同的制造过程,所有的中间热处理、最终热处理、精加工和无损检验都应包括在制造程序中。
3.2 钢管的制造3.2.1 焊接工艺合格评定所采纳的焊接工艺事先必须按所制定的专门程序进行合格评定。
3.2.2 卷焊管管子必须经卷和焊(不用填充金属)而成,并加工到标定的尺寸。
管子必须由冷精整板制造。
在未倒角的边缘沿着母线进行焊接。
双相不锈钢换热管在工程中的应用
- 63 -第7期双相不锈钢换热管在工程中的应用睢浩,王香梅,刘德军,赖祥凤(新疆寰球工程公司, 新疆 独山子 838600)[摘 要] 本文结合某加氢装置冷却器管程腐蚀泄漏严重的工程实况,对其腐蚀机理进行了分析与研究,并重新选择换热管材料,使用双相不锈钢来满足现在的工况。
文章重点介绍了双相钢换热管的材料选择和焊接工艺。
[关键词] 换热器;腐蚀;双相不锈钢;焊接工艺作者简介:睢浩(1990—),男,江苏徐州人,2013年毕业于辽宁石油化工大学过程装备与控制工程专业,学士,工程师。
现从事非标设备的设计工作。
表1 设计参数双相不锈钢是由奥氏体和铁素体两种金相组织组成的中合金型不锈钢,其中铁素体与奥氏体各约占50%,一般较少相的含量最少也要达到30%的不锈钢。
由于双相不锈钢兼有奥氏体和铁素体不锈钢的特点,与铁素体相比,塑性、韧性更高,无室温脆性,耐晶间腐蚀性能和焊接性能均有显著提高,同时还保持着铁素体不锈钢的475℃脆性以及导热系数高、具有超塑性等特点。
双相不锈钢与奥氏体不锈钢相比,强度高且耐晶间腐蚀和耐氯化物应力腐蚀有明显提高。
这些性能特点使其得到了广泛应用,尤其在石化行业,应用于氯化物、硫化物等强腐蚀性介质存在的环境中,双相不锈钢与奥氏体不锈钢相比,表现出了优良的抗应力腐蚀开裂能力。
本文对某加氢装置冷却器在使用过程中频繁出现换热管局部腐蚀内漏问题进了详细的研究,并重新选择双相不锈钢管替换。
可为工程中更合理地使用双相不锈钢换热管提供一些帮助。
1 原换热管腐蚀状况冷却器结构形式为钩圈式浮头换热器,其原材料、设计参数及工艺参数见表1及表2。
名称设计压力MPa 设计温度℃壳体材料管板材料管箱材料换热管材料壳程 3.7/-0.1-19.9/20020R SA-266 GR.220R10#管程2.9-19.9/200名称介质腐蚀介质含量进/出口操作压力MPa 进/出口操作温度℃壳程C 5~C 8馏分H 55.18% (摩尔比) H 2S 0.15%(摩尔比)进2.66 /出2.64进115.8 /出40管程冷却水Cl - 246.6mg/L(最高) 167.4mg/L(平均)进0.45 /出0.4进28 /出38表2 工艺参数1.1 腐蚀状态冷却器A/B 从2009年开工投用以来,冷却器A 先后在2014年和2015年内漏3次,2015年检修期间对冷却器A 的管程进行了更换,运行不到两年因腐蚀严重再次于2017年4月出现内漏,堵管39根;冷却器B 先后在2015年和2017年出现2次内漏,堵管23根,特别是在2017年底冷却器B 又出现内漏,堵管378根,通过对冷却器A/B 换热管束进行涡流检测,检测结果表明换热管束腐蚀减薄非常严重,换热器在检修投用后仍存在短期内出现腐蚀泄漏的风险,且内漏频率会随着换热器运行时间的增加而增加。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文献标识码:A
Discussion
on
the Execution of Prototype Series of
Stainless Steel Tubes for RCC—M Class 2 Heat Exchangers
GU Zhouzhoul。ZHANG (1.Shanghai
Jigel,CHEN Chunxion92
such
as
documents preparation,procedure control and final appraisal. Key words:nuclear power equipment;heat exchanger;stainless steel;heat transfer tube;prototype series;execution
RCC—M 2、3级热交换器不锈钢传热管的国产化试
电站辅机总第112期(2010
No.1)
最终热处理、打磨、弯管、抛光、清理和各项检验(包 括采购技术规范要求的验收试验和针对预制批认为 必要的附加试验)及取样位置。 所有文件在采购方批准后才可生效。
3.2过程控制
预制批制造的过程控制,主要是针对每批预制 批编制的质量计划和各项检验记录进行控制。 质量计划是依据制造程序和检验要求按顺序编 制的,其中包括主要加工工序和各项检验工序。采
随着国家核电发展计划的制定,我国核电市场 进入了一个快速上升的通道,近期和将来要建造多 座以RCC-M标准设计、制造的CPRl000为代表的 核电站。同时,以APl000和EPR为代表的第三代 核电站也已进入建造阶段。这些核电中有相当数量 的核2、3级热交换器,因此,需使用大量的核2、3级
收稿日期:2009—07—01修回日期:2010—01—27
第31卷第1期
电
站
辅
机
V01.31 No.1
2010年3月Power Station Auxiliary Equipment
Mar.2010
文章编号:1672—0210【2010)01—0008—03
RCC—M 2级热交换器用不锈钢传热管
预制批的实施研究
顾诌宙1,张继革1,陈春雄2
(1.上海交通大学,上海200030;2.上海电气电站设备有限公司电站辅机厂,上海200090) 摘 要:RCC—M是一种核电技术规范的简称,核电机组内1、2、3级热交换器所用传热管,均需按RCC—M技术规范
can
must be fabricated with
prototype
RCC—M specifications.
be used in the production only after appraising the quality of the prototype.The execution and control
RCC—M 2级热交换器传热管预制批的实施研
究,为核级换热器的产品质量提供了保障,加快了核 电传热管国产化的进程,为今后实施核级原材料的 国产化积累了经验。
最终鉴定
参考文献:
[1]RCC—M M3303.热交换管预制批Is].2007. [2]RCC—M M1 70.1,2,3级热交换器用冷精整奥氏体无缝不锈钢管 采购技术规范[S].2007.
超声波检验 弯制
去应力退火,退
符合《超声波检验规程》 参数符合《弯管操作规
程》
6
W
7
火时管内通氲气 进行保护
W
参数符合《消应力热处理 操作规程》
8 9 10 1l 12 13
水压试验
取样
H
符合《水压试验规程》 符合《制造程序》 符合《传热管技术条件》 符合《传热管技术条件》 符合《制造程序》 符合《制造程序》 符合《表面和尺寸检查规
了RCC—M 2、3级热交换器用不锈钢传热管直管的
Hale Waihona Puke 研制工作,通过了专家组对RCC—M 2级安全壳喷淋 热交换器不锈钢热交换直管(019.05×1.375
mm)
的预制批技术鉴定。该传热管已应用于岭澳二期和 秦山二期扩建工程中安全壳喷淋热交换器设备上, 是国内首次按RCC—M制造不锈钢传热管,填补了 国内核级传热管制造的空白,打破了由国外公司完 全垄断的局面。
l
l l §
;应的电。目前,柬埔寨政府正寻求低成本电力,包括鼓励投资水电、煤电建设项目及从邻国进1:1电
l
力等。但电力进El仅为暂时之举,最终还是要大力发展柬埔寨国内的电力生产。
摘自上海电气电站设备有限公司电站辅机厂技术部《信息简讯》第136期 l簟林声乍声t声■矛’‘寿蕾矛■;*考蕾矛+【窃.‘声’【辨疗’(a’‘寿’‘窃+‘寿+【方蕾净.‘净■:》■=》蕾净■8.【窃+‘;沣痨蕾;》■声.‘)》■考蕾专+‘矛蕾净■;沣;》+‘声睾专■磅■寿+‘净蕾窃簟窃乍磅+‘8簟声簟
验。 根据RCC—M规范要求,供应商第一次按照 RCC-M要求进行某规格材料的核级热交换器传热 管制造前,或在原有生产使用的制造程序中主要参 数进行修改时,必须先进行预制批的制造。在预制 批的管材论证鉴定通过后,方可进行产品管的批量 制造,故需对预制批管材的制造,实施进行严格的流 程控制,以验证制造程序和检验规程的合理可行,进 而保证产品管的质量。 2
规程》 最终光亮热处理
4
(016×1)
5
W
W
参数符合《光亮热处理操
作规程》
3预制批的实施和控制
对预制批的实施和控制可分为前期文件准备、 过程控制和最终鉴定三个阶段。 3.1前期文件准备 在预制批实施前,要求制造商针对其车间的技 术能力和所制造传热管的匹配能力编制车间评定报 告。车间评定报告中,需包括用于制造和检验传热 管的所有设备编号、参数和在车间的位置,还需包括 制造商参加传热管制造的相关操作人员和检验人员 的名单和资质证书,并描述制造商的相关业绩和产 能。车间评定报告在制造商技术和装备的改进或业 绩增加后进行修订升版。 在预制批实施前,需编制制造程序、质量计划、 半成品采购技术规范和无损检验规程。其中制造程 序需详细描述熔炼工艺、铸锭的重量和形式、铸锭头 尾切除百分比、加工过程中每道变形的参数、中间和
进行预制批制造,在试样管的质量鉴定通过后,才能进行产品管的制造。预制批的实施和控制应在RCC—M技术规 范要求的基础上,结合实际产品要求和工厂现场操作流程进行制订,可分为前期文件准备、过程控制和最终鉴定三 个阶段进行。 关键词:核电设备;热交换器;不锈钢;传热管;预制批;实施
中图分类号:TL353+13
Jiaotong University,Shanghai,200030,China;2.The Power Station Auxiliary Equip.
Plant.Shanghai Electric Power Generation Equipment Co.,Ltd.,Shanghai,200090,China)
购方按质量计划上所列工序设置见证点,对预制批 制造和检验进行监控。 以RCC—M2级设备用奥氏体不锈无缝传热管
D16x 1U型管为例,采购方对预制批的见证设置如
表1中所示。
表1预制批的见证设置
见证
序号
操作描述 方式
文件审查、开工
见证内容
预制批的定义和目的
按标准,预制批的管材试制数量,要求不少于
1
H前期文件编制、现场 设备和人员配备情况
R
准备
2
50根,按规定的制造条件和参数进行制造,按制订 的传热管无损检测方法进行全数检验。 预制批是为了验证制造商按照预先制定的制造 工艺制造能够满足传热管的设计要求和制造质量要 求的能力,包括传热管的整体质量和内在质量。
原料检验
原材料检验符合《管坯采
购技术条件》
3
冷轧至D16×l
R
加工参数符合《冷轧操作
Abstract:RCC—M iS
a
short form for nuclear specification.A1I heat
transfer tubes used in Class I,II and III heat series in accordance with
exchangers for nuclear power units The tubes of
程》
W
R
理化试验 弯管段试验 附加试验取样
附加试验 表面和尺寸检查 缺陷分析 预制批评定报告 检查
W W
W W
R
14
15
符合RCC—M M170 符合RCC—M M170
16
W
万方数据
电站辅机总第112期(2010 No.1)
在制造和检验过程中,还需记录达到质量要求 所遇到的任何困难,对产生的缺陷进行记录,形成缺 陷一览表。 缺陷一览表主要记录在表面检查和无损检验中 发现的缺陷,对此类缺陷须进一步检测以确定缺陷 性质及尺寸,尤其对于在验收准则附近的缺陷,且每 个缺陷记录须包括可见缺陷的照片、具放大缺陷痕 迹的宏观或微观断面照片、缺陷性质和长度,对于超 声波或涡流检验的缺陷,需注明缺陷类型及标定方 式和信号记录。 根据缺陷一览表中超声波或涡流检验的缺陷。 制造商需确定适用于批量生产的超声波或涡流检验 的选择准则。 针对制造和检验过程中发现的缺陷进行分析, 查明原因,确定是否需对原制造程序进行修改,若需 修改制造程序中参数,则必须由采购方确认是否需 重新进行预制批的制造。 因制造商的钢坯采用连铸坯,须保证连铸坯的 头尾得到充分切除,且各坯段的化分性能均匀。故 要求制造商的预制批用钢坯段需包括连铸坯头段、 尾段和中间其它段,并作全程的跟踪记录。在预制 批成品管完成后,在连铸坯头段出的第1根管和尾 段出的最后1根管,以及其它段中任取3根管进行 全部解剖,并需进行各项检验。
3.3
采购方进行鉴定,该传热管预制批质量是否满足 RCC—M标准和相关技术规范的要求,该批传热管生 产工艺流程是否合理,质保体系是否符合核电产品 要求,是否可进行传热管批量生产。 4