职业技能操作考试机械类-钳工操作考试评分标准
机修钳工技能考试评分标准

1、工种项目:机修钳工
2、时间:1小时
三、裁判长:彭俊杰
副裁判长:李彦辉孙进伟李国军
裁判员:张荣举徐犇汪洪洋谢靖波胡鑫
四、评分标准(满分100分):
姓名
工件编号
年月日
序号
项目
内容
扣分
得分
1
实
际
操
作
10分
规定用时:1小时
开始时间:
结束时间:
实际用时:
每超3分钟扣1分。
80分
8、粗糙度,每一处,每降低一个等级扣1分。
2
安全生产
5分
1、使用锤头松动的手锤扣5分。
。
2、工作结束后,未清理工位扣3分。
4
总得分:
五、如果现场出现突发状况,例如:工件原材料不符合加工要求、机器设备出现故障等,请在第一时间联系裁判员,由裁判员处理突发状况。参加考试人员必须在本考试机床旁边等候,时间顺延。
1、20mm尺寸,每超差0.01mm,扣1分。
2、10mm尺寸,每超差0.01mm,扣1分。
3、30mm尺寸,每超差0.01mm,扣1分。
4、40mm尺寸,每超差0.01mm,扣1分。
5、70mm尺寸,每超差0.01mm,扣1分。
6、90°±10′角度,每超差1′扣1分。
7、平行度,每超差0.01mm,扣1分。
钳工评分标准
外径千分尺
75-100
0.01
1
5
杠杆百分表
0-0.8
0.01
1
6
万能角度尺
0-320
2′
1
7
R规
15-25
1
8
刀口尺
125
1级
1
9
刀口角尺
自定
1级
1
10
塞尺
0.02-1
1
11
芯棒
φ10×15H7
1
12
磁性表座
1
13
划线工具
1套
14
钳工锉
自定
15
什锦锉
自定
1套
16
直柄麻花钻
自定
17
绞刀
φ10
手用或机用
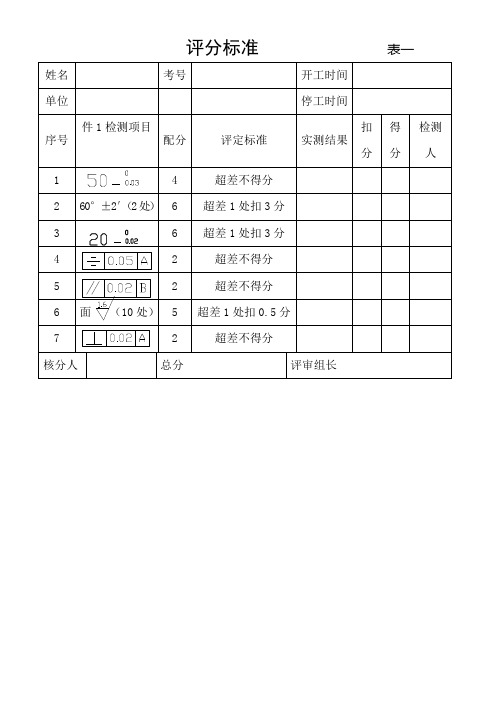
评分标准表一
姓名
考号
开工时间
单位
停工时间
序号
件1检测项目
配分
评定标准
实测结果
扣分
得分
检测人
1
4
超差不得分
2
60°±2′(2处)
6
超差1处扣3分
3
6
超差1处扣3分
4
2
超差不得分
5
2
超差不得分
6
面(10处)
5
超差1处扣0.5分
7
2
超差不得分
核分人
总分
评审组长
评分标准表二
姓名
考号
开工时间
单位
停工时间
序号
件2检测项目
配分
评定标准
实测结果
扣分
得分
检测人
1
2
超差不得分
《钳工》(五级)评价方案

《钳工》(五级)评价方案一.评价方式钳工(五级)的评价方式分为理论知识考试和操作技能评价。
理论知识考试采用闭卷计算机机考方式,操作技能评价采用现场实际操作方式。
理论知识考试和操作技能评价均实行百分制,成绩皆达60分及以上者为合格。
理论知识或操作技能不及格者可按规定分别补考。
二.理论知识考试方案(考试时间90分钟)题型、题量题型考试方式分值(分/题评价题量)配分(分)判断题6闭卷机考00.530单选题70170小计-130-100三.操作技能评价方案考核项目表职业(工种)名称钳工等级五级职业代码序号单元编项目名称号考核方单元内容式选考方法考核时间(分钟)配分(分)1零件加工1加工件一 1.1.1操作抽一3001002加工件二 1.1.23加工件三 1.1.34加工件四 1.1.45加工件五 1.1.5加工件6六 1.1.67加工件七 1.1.78加工件八1.1.8合计300100备注采用八种不同形状的图形进行零件加工,包含五级钳工所需掌握的技能操作知识。
序评价项目名称评价单元内容1 1.1.零件加工1120°凹件锉削2 1.1.260°凸件锉削3 1.1.3120°凸件锉削41.1.460°凹件锉削5 1.1.5外园弧锉削6 1.1.6内园弧锉削7 1.1.7外直角锉削81.1.8内直角锉削四.组卷理论知识评价组卷:题型、题量题型考试方式题库量分值(分/题)配分(分评价题量)判断题40闭卷机考0600.53040单选题070170小计80-13010-操作技能评价组卷:题库参数项目名称考核方式题库量评价题量考核时间(分钟配分(分))零件加工操作81100300合计-81100300。
钳工评分细则
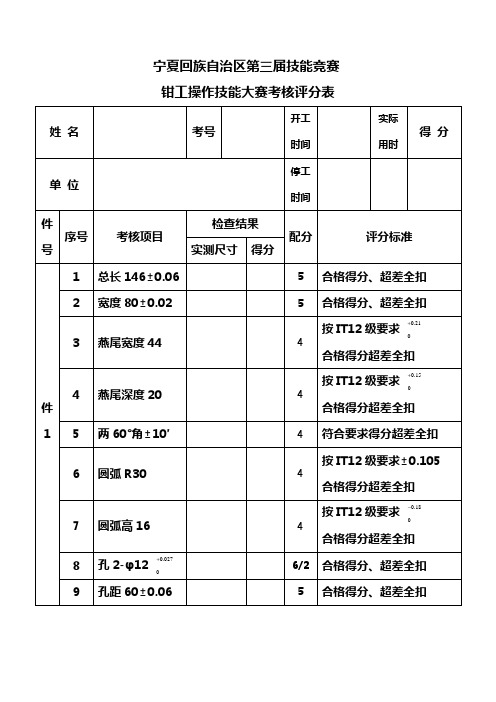
7
圆弧高 16
+0.027
4
合格得分超差全扣 8 9 孔 2-φ12
0
6/2 5
合格得分、 合格得分、超差全扣 合格得分、超差全扣 合格得分、 级要求± 按 IT12 级要求±0.15
孔距 60±0.06 60±
10
50±0.15 孔距 50±0.15
4
合格得分超差全扣
燕尾壹面不达标扣 1 分 圆弧不符合要求扣 2 分 11 粗糙度
6
四直边壹边不符扣 1 分 大面不合格扣 4 分 12 13 14 15 线轮廓度 对称度 60± 60±0.023 80± 80±0.023 5 5 5 6 合格得分、 合格得分、超差全扣 合格得分、 合格得分、超差全扣 合格得分、 合格得分、超差全扣 合格得分、 合格得分、超差全扣 燕尾壹面不符扣 1 分 圆弧不符合要求扣 2 分 件 2 大面不合格扣 2 分 燕尾配合间隙 17 <0.04 圆弧配合间隙 18 <0.04 19 20 说明: 说明: 1.两次检验每次不合格扣 全合格得分 1.两次检验每次不合格扣 3 分、全合格得分 2、不合格项最多扣完本项分数 3、自由公差要求尺寸按 IT12 级加工 配合直线度 0.06 锐边倒圆 R0.3 8/2 4 合格得分、 合格得分、超差全扣 没倒全扣、 没倒全扣、部分不符酌扣 4 合格得分、 合格得分、超差全扣 6/2 分别检测不合格扣 分别检测不合格扣 3 分 符合得分、 不符全扣; 每面 符合得分、 不符全扣; 16 粗糙度 6 四直边壹边不符扣 1 分
按 IT12 级要求
0
3
燕尾宽度 44
4
合格得分超差全扣
+0.15
按 IT12 级要求
0
钳工实践考试评分标准
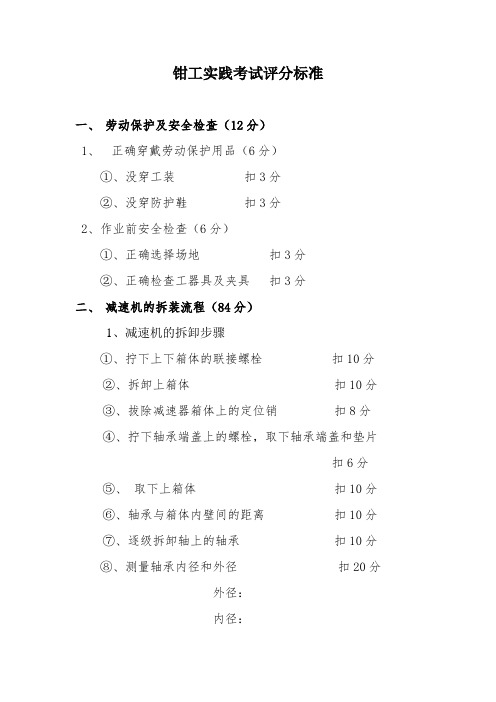
钳工实践考试评分标准
一、劳动保护及安全检查(12分)
1、正确穿戴劳动保护用品(6分)
①、没穿工装扣3分
②、没穿防护鞋扣3分
2、作业前安全检查(6分)
①、正确选择场地扣3分
②、正确检查工器具及夹具扣3分
二、减速机的拆装流程(84分)
1、减速机的拆卸步骤
①、拧下上下箱体的联接螺栓扣10分
②、拆卸上箱体扣10分
③、拔除减速器箱体上的定位销扣8分
④、拧下轴承端盖上的螺栓,取下轴承端盖和垫片
扣6分
⑤、取下上箱体扣10分
⑥、轴承与箱体内壁间的距离扣10分
⑦、逐级拆卸轴上的轴承扣10分
⑧、测量轴承内径和外径扣20分
外径:
内径:
三、维修现场清理(4分)
1、清理维修现场杂物(2分)
2、整理工器具、清理现场卫生(2分)。
钳工中级实操考核工件及评分表

9
∥
B
4
超差不得分
10
⊥
B
4
超差不得分
11
∥
A
4
超差不得分
12
表面粗糙度2处
4
升高一级不得分
13
表面粗糙度4处
8
升高一级不得分
14
配合间隙≤
12
超差不得分
安全文明生产
10
违者不得分
合 计
100
现场记录:
评分人: 年 月 ห้องสมุดไป่ตู้ 核分人: 年 月 日
工量具清单
序号
名 称
规 格/mm
数 量
备 注
1
手锯、锯条
300
各1套
高度游卡尺
0~200
1把
2
游标卡尺
0~150
1把
3
万能角度尺
0°~320°
1把
4
千分尺
50~75、75~100
各1把
5
塞尺
~
1把
6
锤子
~
1把
7
划规、样冲、划针
自选
各1件
8
钢板尺
0~150
1把
9
刀口角尺
10063
1把
10
软钳口
2~4
1把
11
锉刀
扁锉、三角锉、整形锉
各1套
12
锉刀刷
中号
1把
13
扁錾
1把
14
职业技能鉴定题库统一试卷
钳工中级技能操作考核试卷
考件编号:考生姓名:考生单位:
考核要求:
1.本题分值:100分
机械类专业技能考试标准(参考)
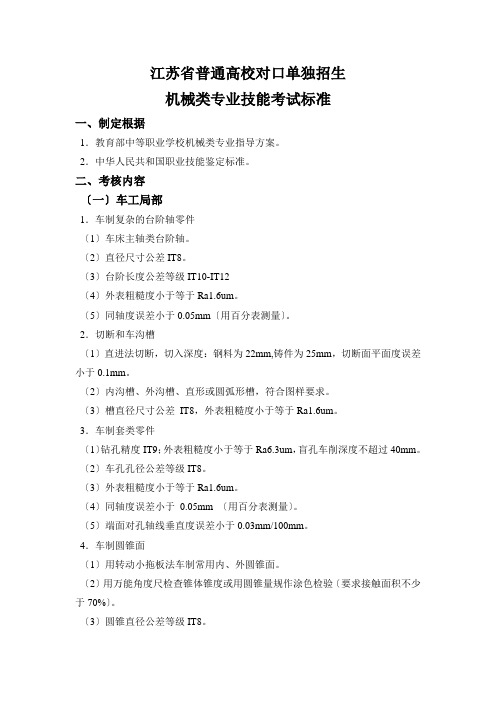
江苏省普通高校对口单独招生机械类专业技能考试标准一、制定根据1.教育部中等职业学校机械类专业指导方案。
2.中华人民共和国职业技能鉴定标准。
二、考核内容〔一〕车工局部1.车制复杂的台阶轴零件〔1〕车床主轴类台阶轴。
〔2〕直径尺寸公差IT8。
〔3〕台阶长度公差等级IT10-IT12〔4〕外表粗糙度小于等于Ra1.6um。
〔5〕同轴度误差小于0.05mm〔用百分表测量〕。
2.切断和车沟槽〔1〕直进法切断,切入深度:钢料为22mm,铸件为25mm,切断面平面度误差小于0.1mm。
〔2〕内沟槽、外沟槽、直形或圆弧形槽,符合图样要求。
〔3〕槽直径尺寸公差IT8,外表粗糙度小于等于Ra1.6um。
3.车制套类零件〔1〕钻孔精度IT9;外表粗糙度小于等于Ra6.3um,盲孔车削深度不超过40mm。
〔2〕车孔孔径公差等级IT8。
〔3〕外表粗糙度小于等于Ra1.6um。
〔4〕同轴度误差小于0.05mm 〔用百分表测量〕。
〔5〕端面对孔轴线垂直度误差小于0.03mm/100mm。
4.车制圆锥面〔1〕用转动小拖板法车制常用内、外圆锥面。
〔2〕用万能角度尺检查锥体锥度或用圆锥量规作涂色检验〔要求接触面积不少于70%〕。
〔3〕圆锥直径公差等级IT8。
〔4〕外表粗糙度小于等于Ra1.6um。
〔5〕圆锥公差等级为IT9(GB11334-89)。
〔6〕锥面对测量轴线的跳动度误差小于0.05mm。
5.车制成形面〔1〕凹凸圆弧、单球手柄。
〔2〕外表粗糙度小于等于Ra3.2um。
〔3〕圆度误差不超过±0.2mm。
〔4〕球的直径公差不超过±0.15mm。
〔5〕不得用锉刀、砂布。
6.车制螺纹〔单线〕〔1〕普通三角形螺纹〔螺距不大于3.0mm〕A.普通螺纹精度8级〔GB197-81〕,用螺纹量规或螺纹千分尺检查合格。
B.外表粗糙度小于等于Ra1.6um。
〔2〕梯形螺纹A.短丝杠〔长度不大于60mm,螺距不大于6mm〕B.用三针测量到达图纸要求或用螺纹量规检查合格。
工具钳工实操考核方案和评分标准
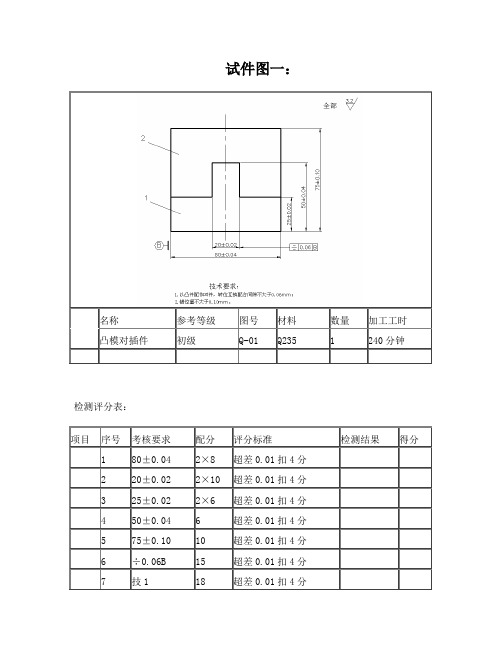
试件图一:名称参考等级图号材料数量加工工时凸模对插件初级Q-01 Q235 1 240分钟检测评分表:项目序号考核要求配分评分标准检测结果得分1 80±0.042×8超差0.01扣4分2 20±0.022×10超差0.01扣4分3 25±0.022×6超差0.01扣4分4 50±0.04 6 超差0.01扣4分5 75±0.1010 超差0.01扣4分6 ÷0.06B15 超差0.01扣4分7 技1 18 超差0.01扣4分试件图二:名称参考等级图号材料数量加工工时燕尾配合件初级Q-02 Q235 1 270分钟检测评分表:项目序号考核要求配分评分标准检测结果得分1 20±0.048 超差0.01扣2分2 40±0.048 超差0.01扣2分3 18±0.210 超差0.01扣2分4 60°±4′8 超差1′扣2分5 60±0.048 超差0.01扣2分6 ÷0.10A10 超差0.01扣4分7 技1 20 超差0.01扣4分试件图三:名称参考等级图号材料数量加工工时直角斜边配合副初级Q-03 Q235 1 300分钟检测评分表:项目序号考核要求配分评分标准检测结果得分凸件1 42±0.02 6 超差全扣2 230-0.052 6 超差全扣3 58±0.023 6 超差全扣4 12±0.0356 超差全扣5 18±0.14 3 超差全扣6 135°±6′ 5 超差全扣试件图四:名称参考等级图号材料数量加工工时单燕尾凸形镶配初级Q-04 Q235 1 300分钟检测评分表:项目序号考核要求配分评分标准检测结果得分凸件1 260-0.033 8 超差全扣2 200-0.033 8 超差1处扣4分3 440-0.039 5 超差全扣4 18±0.0556 超差全扣5 60°±4′ 4 超差全扣6 ÷0.05A 5 超差全扣7 Ra≦3.2um(7处) 3.5 超差1处扣0.5分试件图五:名称参考等级图号材料数量加工工时单斜配合副初级Q-05 Q235 1 300分钟检测评分表:项目序号考核要求配分评分标准检测结果得分凸件1 40±0.0317 超差全扣2 250-0.052 4 超差全扣3 150-0.0434 超差全扣4 150+0.0435 超差全扣5 120°±6′ 4 超差全扣6 Ra≦3.2um(6处) 6 超差1处扣1分7 M10 (2处) 4 超差全扣8 22±0.28 超差全扣试件图六:名称参考等级图号材料数量加工工时R对配初级Q-06 Q235 1 360分钟检测评分表:项目序号考核要求配分评分标准检测结果得分件1 1 63±0.02310 超差1处扣5分2 150-0.027 10 超差1处扣5分3 200-0.052 5 超差全扣4 ⌒0.067.5 超差全扣5 45°±4′(2处)6 超差1处扣3分6Ra≦1.6um面(9处)4.5 超差1处扣0.5分7 15±0.1(2处) 4 超差1处扣2分试件图七:名称参考等级图号材料数量加工工时三件镶配中级Q-07 Q235 1 330分钟检测评分表:项目序号考核要求配分评分标准检测结果得分件1 1 360-0.037 5 超差全扣2 27±0.1 4 超差全扣3 120°±5′4 超差全扣4 Ra≦3.2um(5处) 2.5 超差1处扣0.5分5 ¢8H7 2 超差全扣6 12±0.15 4 超差全扣7 ÷0.15A 5 超差全扣8 Ra≦1.6um 2 超差全扣件9 360-0.037 5 超差全扣2 10 Ra≦3.2um(5处) 2.5 超差1处扣0.5分11 ¢8H7 2 超差全扣12 Ra≦1.6um 2 超差全扣件3 13 77±0.023 4 超差全扣14 ⊥0.03B 3 超差全扣15 Ra≦3.2um(6处) 3 超差1处扣0.5分配合16 25±0.2 (2处) 10 超差1处扣5分17 48±0.08 (2处) 8 超差1处扣4分18间隙≦0.04(16处)32 超差1处扣2分其他19 安全文明生产违者酌情扣1-10分备注姓名工号日期教师总分试件图八:检测评分表:备注姓名工号日期教师总分试件图九:名称参考等级图号材料数量加工工时角度样板中级Q-09 60x40x10mm 2 600分钟检测评分表:项目序号考核要求配分评分标准检测结果得分试件图十:名称参考等级图号材料数量加工工时鸭嘴锤头中级Q-10 Q235 1 960分钟检测评分表:项目序号考核要求配分评分标准检测结果得分1 20±0.05 (2处) 8 不合格1处扣4分2 ∥0.05 (2处) 6 不合格1处扣3分3 ⊥0.03 (4处) 8 不合格1处扣2分4 C3.5倒角正确8 不合格1处扣2分5 R3.5圆弧连接圆滑(4处)8 不合格1处扣2分6 R12和R8圆弧连接圆滑12 酌情扣分7 斜面平直度0.03 10 超差全扣8 腰孔长20±0.210 超差全扣9 腰形孔对称度0.2mm 8 酌情扣分继续阅读。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
职业技能操作考试机械类-钳工操作考试评分标准
机械类-钳工操作考试是对钳工技能的评估和测验,以确定其
在实践中的实际能力。
评分标准是根据考试内容和要求制定的。
下面是一份钳工操作考试评分标准的示例:
1. 安全操作 (20分)
- 严格遵守安全操作规程和要求
- 戴好个人防护装备,例如安全眼镜和手套
- 检查并确保工作区域安全和整洁
- 遵守机械设备的操作规程和安全要求
2. 工具使用 (20分)
- 正确选择和使用钳工工具
- 熟练掌握常见钳工工具,例如锤子、钳子、扳手等
- 使用正确的动作和力度,避免工具的损坏或者安全事故
- 维护好工具,保持其良好的工作状态
3. 测量和检验 (20分)
- 准确进行尺寸测量,使用正确的测量工具
- 判断零件相对位置和对称性
- 进行必要的检验,例如角度、平行度和垂直度等
- 辨别和记录不合格件,提出改进建议
4. 钣金加工 (20分)
- 熟练使用钣金工具进行加工,例如剪切和弯曲
- 根据图纸或要求正确进行布局和测量
- 能够准确地按照要求制作各种形状的钣金件
- 工艺齐全,操作流畅,且无误操作
5. 组装和拆卸 (20分)
- 熟练掌握组装和拆卸工具和技术
- 按照要求和指示正确组装和拆卸零件
- 注意原件的保护,避免磨损或损坏
- 组装和拆卸作业流程顺利,无故障和错误
根据以上评分标准,考生的每个操作都会根据其正确性、效率性、安全性和技术性进行评分。
评分标准可以根据需要进行调整和修改,以确保评分体系的公正性和准确性。
最终评分将根据考生在每个评分指标上的综合表现来确定其钳工技能的水平。
钳工是一项需要一定技能和经验的职业,钳工操作考试评分标准的设计对于判断钳工的实际能力是至关重要的。
以下是钳工操作考试评分标准的详细解释,以及为什么这些指标是重要的。
1. 安全操作:作为一名钳工,安全是最重要的。
在考试中,评分标准会关注考生是否遵守安全操作规程和要求。
这包括佩戴个人防护装备,如安全眼镜和手套,并确保工作区域的安全和整洁。
这些措施的目的是保护钳工的个人安全,并避免潜在的事故发生。
2. 工具使用:正确选择和使用钳工工具是钳工技能的基础之一。
在考试中,评分标准将考察考生是否熟练掌握各种钳工工具的使用方法,并能够根据需求选择合适的工具。
此外,评分标准还会关注考生使用工具的动作和力度是否正确,以避免工具的损坏或危险的操作。
3. 测量和检验:钳工在工作中需要进行精确的尺寸测量和检验。
评分标准将检查考生是否能够准确测量尺寸,并使用正确的测量工具。
此外,考生也需要判断零件相对位置和对称性,并进行必要的检验,如角度、平行度和垂直度等。
这些能力对于保证加工件的质量和符合要求的标准至关重要。
4. 钣金加工:钣金加工是钳工的重要技能之一,通过熟练使用钣金工具,可以制作出各种形状的钣金件。
评分标准将检查考生是否熟练掌握钣金工具的使用方法,并能够根据图纸或要求进行布局和测量。
此外,评分标准还将关注考生是否能够按照要求制作出符合要求的钣金件,并且能够保持工艺的连贯性,且没有误操作。
5. 组装和拆卸:评分标准将考察考生在组装和拆卸方面的能力。
钳工需要熟练掌握组装和拆卸工具和技术,并按照要求和指示正确进行组装和拆卸零件。
评分标准也会注意考生保护原件,避免磨损或损坏。
此外,考生在组装和拆卸作业中,需要保证流程的顺利进行,没有故障和错误。
通过以上的评分标准,可以更好地评估钳工的实际能力并判断其技能水平。
这些评分标准是基于对钳工工作的了解和专业知识的基础上制定的,以确保评分的公正性和准确性。
评分标准不仅可用于钳工操作考试,还可以作为培训和提高钳工技能的参考依据。
钳工是一项需要经验和技能的职业,只有持续学习和提高才能不断发展钳工的技能水平。