裁线剥皮打端机01款说明书
剥线机操作规程
剥线机操作规程一、引言剥线机是一种常用的电线加工设备,用于去除电线外皮以便于接线或者连接。
为了确保操作人员的安全和设备的正常运行,制定本操作规程。
二、适合范围本操作规程适合于所有使用剥线机进行电线剥皮操作的人员。
三、操作前准备1. 确保操作人员已经接受过相关的培训,熟悉剥线机的结构和操作方法。
2. 检查剥线机的电源线是否正常,电源插座是否接地良好。
3. 检查剥线机的刀具是否锋利,并进行必要的更换或者磨削。
4. 确保操作区域干燥、整洁,并清除可能影响操作安全的障碍物。
四、操作步骤1. 将待剥皮的电线插入剥线机的夹持装置中,确保夹持坚固。
2. 调整剥线机的剥皮深度,根据电线外皮的厚度和所需剥皮长度进行设置。
3. 打开剥线机的电源开关,确保剥线机正常运转。
4. 按下剥线机手柄上的启动按钮,剥线机开始工作。
5. 观察剥皮过程,确保剥皮刀具正切当割电线外皮,并不损伤内部导线。
6. 完成剥皮后,释放夹持装置,取出剥好皮的电线。
7. 关闭剥线机的电源开关,确保设备住手运行。
五、操作注意事项1. 操作人员应佩戴适当的个人防护装备,如安全眼镜、防护手套等。
2. 在操作过程中,不得将手指或者其他物体挨近剥线机的刀具部份,以免发生意外伤害。
3. 禁止在剥线机运行时对设备进行维修或者调整,必要时应住手设备并断开电源。
4. 避免将湿手或者带有金属物质的手接触剥线机,以免发生触电事故。
5. 在操作结束后,及时清理剥线机,保持设备的清洁和正常运行。
六、常见故障处理1. 剥皮不彻底或者不均匀:检查刀具是否需要更换或者磨削,调整剥皮深度。
2. 剥皮过程中电线损坏:检查夹持装置是否坚固,调整剥皮深度。
3. 剥线机无法启动:检查电源线是否正常连接,电源插座是否通电。
七、紧急情况处理1. 发生设备故障或者操作意外时,即将住手剥线机的运行,并断开电源。
2. 如有人员受伤,应即将进行急救处理,并及时报告相关负责人。
八、操作记录每次使用剥线机进行操作时,应记录操作人员、操作时间、操作内容等相关信息,以便于追溯和检查。
裁线剥皮打端机01款说明书
全自動單頭端子壓着機使用說明書六、保修卡用戶公司行號:用戶公司地址:機器型號: 機器編號:1 . 通過我公司或其代理店購買的機器者用於一般用途以外所發生的問題我公司不予負責.2 . 保證期間為從購買日起1年,以發票日期為准.本促證只對原購買者適用,不對其後的購買者(二手)適用.3 . 保證期內對於所發生的零件更換和修理一概免費,交換的舊零件屬我公司所有.4 . 不是在我公司或其代理店購買的機器,不適用本保證,本促證內容由於以下原因發生問題不予負責.(a).事故及誤用/濫用(b).不按說時書記載的內容啟動(c).不是我公司制造及銷售的零件(d).機器的變更(e).接受不是我公認同的服務機構的第三者的服務.前言感謝貴司選擇了本公司的產品,本公司不僅給貴公司提供質量優良的產品,而且將提供可靠的售後服務。
為確保使用人員之人身安全及機器的完好性,在使用本機器前請詳細閱讀此使用說明書,確實留意其使用上的注意事項。
本使用說明書詳細介紹了此機器的構造,操作規範,保養,墾故障的情形及排除方法等內容。
如仍有不解之處,請與本公司業務代表聯系,我們將竭誠為您服務。
特別聲明:本使用說明書不能作為向本公司提出任何要求的依據本使用說明書最終解釋權屬於本公司。
目錄前言 (2)一、產品外形 (3)二、電腦屏幕操作介紹 (5)(1)首頁畫面 (5)(2)操作畫面 (5)(3)功能设置畫面 (7)(4)手动调试畫面 (8)112三、出現故障的解決方法 (9)四、注意事項 (10)五、用戶須知 (11)六、保證卡 (12)五、用戶須知一、由購機之日起保修一年,消耗品不在保修之內,消耗品包括:(電器、碰傷零件等)二、下列情況不在保修範圍內1.因錯誤操作,疏忽使用,自然災害引起的機器損壞。
2.因操作不正常導致機失靈。
3.曾被非本公司技術人員拆開或修理的機器。
4.使用非本公司消耗品或配件而引起的損壞。
5使用非本公司規定電壓之範圍而引起的損壞。
全自动电脑剥线机使用说明书

全自动电脑剥线机使用说明书适用范围全自动电脑剥线机适用于单股、多股导线的切断、剥头、剥尾、中间剥的加工,加工最大截面积0.1-4.5mm 2,切断最大长度为9999mm,剥头35mm,剥尾15mm。
主要适用于电子、电器、玩具、汽摩配等行业的线束加工。
重量:31KG外形尺寸:390mm×350mm×255mm功率:120 – 200W显示方式:LCD液晶显示屏切割长度:1mm – 9999mm切割公差:0.002×L以内(L =切割长度)剥离长度:0 – 35mm切割线芯截面积:0.1 – 4.5mm2导管最大直径:¢8中间剥皮:10处剥刀具材料:优质钨钢剥线速度:2000 – 80000根/小时驱动方式:两轮调节速度:0最慢,9最快安全使用注意事项首先非常感谢您购买SWT系列全自动电脑剥线机!为了确保您能安全与正确地使用该机器,请在使用之前详细阅读本使用说明书。
一、为了使机器工作电压稳定,敬请用户选配电源稳压器,以避免电压过高而烧坏该机器。
二、使用时该机器应放置于平坦稳固的表面上操作,以免掉落损坏机器。
三、请勿在靠近电磁场较强的区域内使用该机器,以免对该机器产生干扰。
四、使用时不得在该机器上面放置任何物品,不得接近腐蚀性的化学物品,务必保持工作环境干燥、通风、无灰尘,工作室温:0–35℃。
五、使用时该机器如果出现不理想的剥线效果或不同程度的故障,敬请阅读本使用说明书中的故障及排除方法,如果仍无法解决,请拨打我们的技术服务电话咨询检修的方法,为了您的安全起见,请勿自行拆卸该机器进行检修。
目录一、剥线机的主要结构二、快速操作方法三、机械部分工作原理四、面板操作与参数设定五、刀口位置调整六、参数名词说明七、售后服务承诺八、故障及排除方法二、快速操作方法与维护1、开机后按↑或↓移动光标选择一个程序。
(01 – 89为常规程序,90 – 99为超短线程序)2、在线长里设定剥线长度(单位:毫米)。
剥带打端子机操作说明书

剥带打端子机操作说明书
生效日期
2013-9-10 编 号 SOP-EN-1654
版本/次
A/1
核准: 审核: 制定:梁恩超2013.09.08 1、目的:
为正确指导员工操作,提高工作效率,加强产品品质,规范现场管理。
2、范围:
生产车间的全体管理干部,技术员及操作员。
3、定义:
3.1 无
4、职责:
4.1课长:对设备的日常维护监督。
4.2组长:对设备的日常点检确认。
4.3 技术员/作业员:对设备的日常操作/维护和点检。
5、操作方法:
3.1开机前先用同等规格线材确认剥皮状态:
3.1.1.打开剥皮段开关,点亮马达和剥皮指示灯(注意不要打开自动开关).此时定位指示灯应为亮的.如果不亮,请按定位键回原点;b.将线材放入切刀座顶住定位挡块踩脚踏板开关去皮,确认剥皮是否会断芯线.脱皮不净.夹伤线皮等不良.排除后进行下一步作业.
3.2确认端子压着状态:
3.2.1.铆压前应先由生技人员对刀模进行调整,品管人员依SOP 和兰图要求确认端子高.
宽度和磅力.
3.2.2.用去尺寸OK 的线材铆压2-3个端子确认压着是否会打包不良,端子变形.规格变异等状况.(正常生产时两小时至少由品管人员确认一次)OK 后正常生产.
6. 注意事项:
6.1.机台故障时应立即知会生技人员.严禁操作员私自维修,每次维修后应由品管确认后再
生产.
6.2.每日下班应按正常的日保养对机台进行清洁处理.严禁私拆机台防护罩等安全相关配
件.
6.3.机台搬运应由两个以上人员陪同护送,严禁私自移位.。
剥线机操作规程
剥线机操作规程一、引言剥线机是一种用于去除电线绝缘层的设备,广泛应用于电子创造、电气工程等领域。
为了保证操作人员的安全和设备的正常运行,制定本操作规程。
二、适合范围本操作规程适合于所有使用剥线机进行电线剥离操作的人员。
三、安全注意事项1. 在操作剥线机之前,必须佩戴个人防护设备,包括安全帽、防护眼镜、防护手套等。
2. 确保剥线机处于稳定的工作状态,机器底座应坚固固定。
3. 操作人员应熟悉剥线机的工作原理和操作方法,严禁未经培训人员进行操作。
4. 在操作过程中,禁止将手指、手部或者其他物品放入剥线机的工作区域。
5. 当剥线机浮现故障或者异常情况时,应即将住手使用并及时报修。
四、操作步骤1. 准备工作a. 确保剥线机已连接到稳定的电源,并检查电源线是否完好。
b. 检查剥线机的刀片是否锋利,并及时更换损坏的刀片。
c. 检查剥线机的各个部件是否处于正常工作状态。
2. 调整剥线机a. 根据电线的规格选择合适的剥线刀具,并安装到剥线机上。
b. 调整剥线机的剥线深度,确保剥离电线绝缘层的深度符合要求。
c. 根据需要调整剥线机的剥线速度和剥线长度。
3. 进行剥线操作a. 将待剥离的电线插入剥线机的进线口,并确保电线坚固固定。
b. 按下启动按钮,剥线机开始自动剥离电线绝缘层。
c. 观察剥离效果,确保剥离的电线绝缘层完整且不损坏。
d. 完成剥线后,剥离的电线应顺利地从剥线机的出线口排出。
4. 清理工作a. 在剥线机住手运行后,切断电源并等待机器彻底住手。
b. 清理剥线机的工作区域,清除剥离的绝缘层碎片和其他杂物。
c. 检查剥线机的各个部件是否干净,并进行必要的维护保养。
五、故障处理1. 如果剥线机浮现故障或者异常情况,操作人员应即将住手使用,并按照设备维修流程进行处理。
2. 在维修过程中,严禁擅自拆卸剥线机或者进行其他未经授权的修理操作。
六、操作记录每次使用剥线机进行剥线操作时,应进行操作记录,包括日期、操作人员、剥线机型号、剥线规格、剥线长度等信息。
自动裁剥线机操作说明书
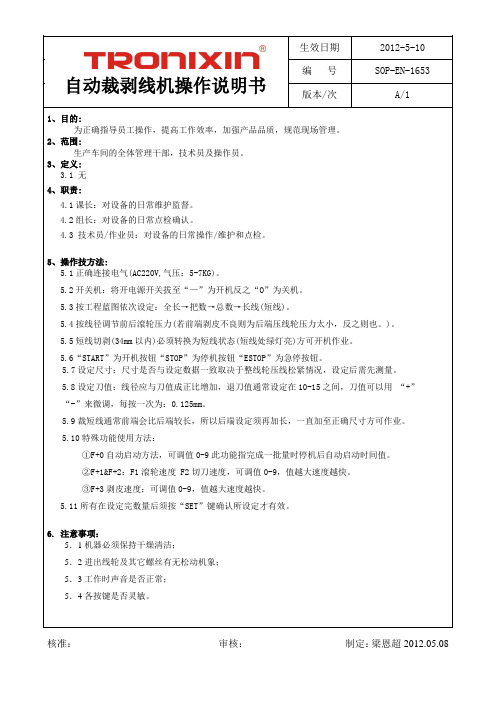
自动裁剥线机操作说明书生效日期2012-5-10 编 号 SOP-EN-1653版本/次A/1核准: 审核: 制定:梁恩超2012.05.08 1、目的:为正确指导员工操作,提高工作效率,加强产品品质,规范现场管理。
2、范围:生产车间的全体管理干部,技术员及操作员。
3、定义:3.1 无4、职责:4.1课长:对设备的日常维护监督。
4.2组长:对设备的日常点检确认。
4.3 技术员/作业员:对设备的日常操作/维护和点检。
5、操作技方法:5.1正确连接电气(AC220V,气压:5-7KG)。
5.2开关机:将开电源开关拔至“—”为开机反之“O ”为关机。
5.3按工程蓝图依次设定:全长→把数→总数→长线(短线)。
5.4按线径调节前后滾轮压力(若前端剥皮不良则为后端压线轮压力太小,反之则也。
)。
5.5短线切剥(34mm 以内)必须转换为短线状态(短线处绿灯亮)方可开机作业。
5.6“START ”为开机按钮“STOP ”为停机按钮“ESTOP ”为急停按钮。
5.7设定尺寸:尺寸是否与设定数据一致取决于整线轮压线松紧情况,设定后需先测量。
5.8设定刀值:线径应与刀值成正比增加,退刀值通常设定在10-15之间,刀值可以用 “+” “-”来微调,每按一次为:0.125mm 。
5.9裁短线通常前端会比后端较长,所以后端设定须再加长,一直加至正确尺寸方可作业。
5.10特殊功能使用方法:①F+0自动启动方法,可调值0-9此功能指完成一批量时停机后自动启动时间值。
②F+1&F+2:F1滾轮速度 F2切刀速度,可调值0-9,值越大速度越快。
③F+3剥皮速度:可调值0-9,值越大速度越快。
5.11所有在设定完数量后须按“SET ”键确认所设定才有效。
6. 注意事项:5.1机器必须保持干燥清洁;5.2进出线轮及其它螺丝有无松动机象;5.3工作时声音是否正常;5.4各按键是否灵敏。
SOP
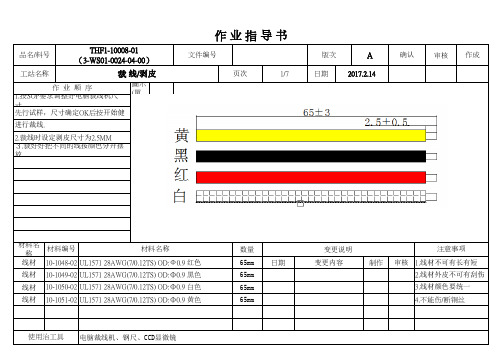
审核作成圖示(單位:mm)日期使用治工具电脑裁线机、钢尺、CCD显微镜3.线材颜色要统一线材10-1051-02UL1571 28AWG(7/0.12TS) OD:Φ0.9 黄色65mm 4.不能伤/断铜丝线材10-1050-02UL1571 28AWG(7/0.12TS) OD:Φ0.9 白色65mm审核 1.线材不可有长有短线材10-1049-02UL1571 28AWG(7/0.12TS) OD:Φ0.9 黑色65mm2.线材外皮不可有刮伤线材10-1048-02UL1571 28AWG(7/0.12TS) OD:Φ0.9 红色65mm变更内容制作材料名称材料编号材料名称数量变更说明注意事项2.裁线时设定剥皮尺寸为2.5MM3.裁好好把不同的线按颜色分开摆放先行试样,尺寸确定OK后按开始健进行裁线.作 业 顺 序1.按SOP要求调整好电脑裁线机尺寸,工站名称裁 线/剥皮页次1/7日期2017.2.14品名/料号THF1-10008-01(3-WS01-0024-04-00)文件编号版次A 确认审核作成圖示(單位:mm)日期使用治工具锡炉2.手不可触碰锡炉线材10-1051-02UL1571 28AWG(7/0.12TS) OD:Φ0.9 黄色65mm 线材10-1050-02UL1571 28AWG(7/0.12TS) OD:Φ0.9 白色65mm 审核 1.浸锡不可冒尖、大头、线材10-1049-02UL1571 28AWG(7/0.12TS) OD:Φ0.9 黑色65mm 散铜丝、连锡、烫伤胶皮线材10-1048-02UL1571 28AWG(7/0.12TS) OD:Φ0.9 红色65mm 变更内容制作材料名称材料编号材料名称数量变更说明注意事项助焊剂,再浸锡作 业 顺 序1.先将胶皮拔掉,把铜丝理直。
先浸确认工站名称浸锡页次2/7日期2017.2.14品名/料号THF1-10008-01(3-WS01-0024-04-00)文件编号版次A审核作成圖示(單位:mm)日期使用治工具半自动打端子机、CCD显微镜端子14-0007-01PH1.25磷青铜镀锡端子4PCS 2.线材不能破皮线材10-1051-02UL1571 28AWG(7/0.12TS) OD:Φ0.9 黄色65mm线材10-1050-02UL1571 28AWG(7/0.12TS) OD:Φ0.9 白色65mm审核 1.不能有飞丝,多胶,线材10-1049-02UL1571 28AWG(7/0.12TS) OD:Φ0.9 黑色65mm少胶、芯线过长或未露出线材10-1048-02UL1571 28AWG(7/0.12TS) OD:Φ0.9 红色65mm变更内容制作与端子≥2.0Kg材料名称材料编号材料名称数量变更说明注意事项8)或过短(图9)等不良。
剥线机中文说明书
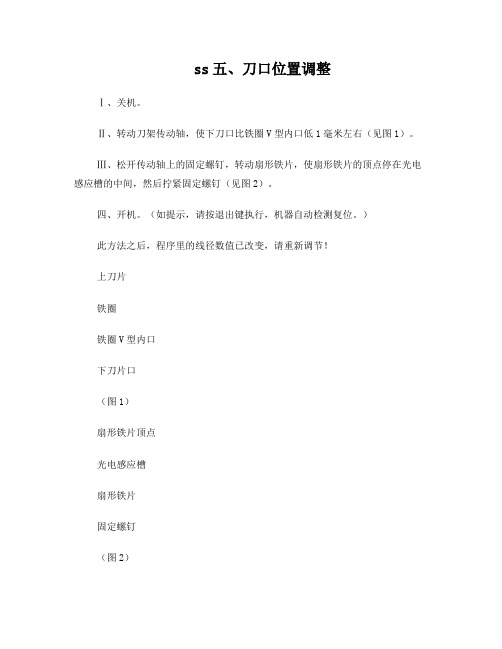
ss五、刀口位置调整Ⅰ、关机。
Ⅱ、转动刀架传动轴,使下刀口比铁圈V型内口低1毫米左右(见图1)。
Ⅲ、松开传动轴上的固定螺钉,转动扇形铁片,使扇形铁片的顶点停在光电感应槽的中间,然后拧紧固定螺钉(见图2)。
四、开机。
(如提示,请按退出键执行,机器自动检测复位。
)此方法之后,程序里的线径数值已改变,请重新调节!上刀片铁圈铁圈V型内口下刀片口(图1)扇形铁片顶点光电感应槽扇形铁片固定螺钉(图2)六、参数名词说明1、程序:程序是指线的规格和长短有多种,将每种规格和长短存储到指定的程序号中,程序号(01–99),(90–99为超短线),00程序为试机专用,没有记忆功能。
超短线线长限定为45mm 以下。
2、定量:是指所需要剥线的数量,生产到了所设定量后,给予报警并停机。
3、产量:检查生产情况,每到100根时电脑会自动报警,但是不会停机,在产量等于定量时,电脑会自动报警并停机。
4、线长:线长是指所需剥线的总长度,如图1和图2(包括线头、线尾长度)。
线头线长线尾(图1)线头剥头剥尾线尾(图2)5、线头:线头是指电线的首段需剥出的长度如图1和图2。
6、线尾:线尾是指电线的尾段需剥出的长度如图1和图2。
7、剥头:剥头是指电线的首段剥开的长度,如图2,如果剥头大于等于线头为全剥开,小于时为半剥开,(即剥头>=线头为全剥,剥头<线头为半剥),剥出的线皮须套住线头,以免在各工序中弄乱线芯。
8、剥尾:剥尾是指电线的尾段剥开的长度,如图2,如果剥尾大于等于线尾为全剥开,小于时为半剥开,(即剥尾>=线尾为全剥,剥尾<线尾为半剥),剥出的线皮须套住线头,以免在各工序中弄乱线芯。
9、线径:线径是指电线线芯的直径,显示的数据表示线径粗细的数值(并不是指线芯的直径大小),在机器运行中,如遇到线头剥不开,需调节线径值变小,如遇线头剥开将线芯切断数根,需调整线径值变大(一般为18–60,数值仅作为参考)。
10、速度:机器在运行中快慢,速度分为00–09档。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
全自動單頭端子壓着機
使
用
說
明
書
六、保修卡
用戶公司行號:
用戶公司地址:
機器型號: 機器編號:
1 . 通過我公司或其代理店購買的機器者用於一般用途以外所發生的問題我公司不予負責.
2 . 保證期間為從購買日起1年,以發票日期為准.本促證只對原購買者適用,不對其後的購買者(二手)適用.
3 . 保證期內對於所發生的零件更換和修理一概免費,交換的舊零件屬我公司所有.
4 . 不是在我公司或其代理店購買的機器,不適用本保證,本促證內容由於以
下原因發生問題不予負責.
(a).事故及誤用/濫用
(b).不按說時書記載的內容啟動
(c).不是我公司制造及銷售的零件
(d).機器的變更
(e).接受不是我公認同的服務機構的第三者的服務.
前言
感謝貴司選擇了本公司的產品,本公司不僅給貴公司提供質量優良的產品,而且將提供可靠的售後服務。
為確保使用人員之人身安全及機器的完好性,在使用本機器前請詳細閱讀此使用說明書,確實留意其使用上的注意事項。
本使用說明書詳細介紹了此機器的構造,操作規範,保養,墾故障的情形及排除方法等內容。
如仍有不解之處,請與本公司業務代表聯系,我們將竭誠為您服務。
特別聲明:
本使用說明書不能作為向本公司提出任何要求的依據
本使用說明書最終解釋權屬於本公司。
目錄
前言 (2)
一、產品外形 (3)
二、電腦屏幕操作介紹 (5)
(1)首頁畫面 (5)
(2)操作畫面 (5)
(3)功能设置畫面 (7)
(4)手动调试畫面 (8)
1
12
三、出現故障的解決方法 (9)
四、注意事項 (10)
五、用戶須知 (11)
六、保證卡 (12)
五、用戶須知
一、由購機之日起保修一年,消耗品不在保修之內,消耗品包括:(電器、
碰傷零件等)
二、下列情況不在保修範圍內
1.因錯誤操作,疏忽使用,自然災害引起的機器損壞。
2.因操作不正常導致機失靈。
3.曾被非本公司技術人員拆開或修理的機器。
4.使用非本公司消耗品或配件而引起的損壞。
5使用非本公司規定電壓之範圍而引起的損壞。
三除此保證外,其他任何商號及人士所發出有關保修卡,均不本公司認
可。
四、請保存此證及正式購貨收據,於修理時一並出示本公司售貨員查閱,
放可有效。
五、本證如沒有購買商號印章機構機日期,則自動失效
四注意事項
1.工作電源:AC220正負10%,50~60HZ。
如果電壓不穩定,為了機器能正常運行,用戶必須配備穩壓電源。
2.設備工作的周邊環境清絮,無粉壓、無腐、化學性藥品、無強電磁場幹擾,
2
設備切勿放置在極冷極熱的環境中,同時保持通風良好。
3.勿與頻繁使用續帶暖氣電磁鐵等工作的設備用同一組電源。
4..機器運行前需給的傳動部位(刀架部位)進行潤滑保護。
如果溫度低時,需使用防凍機油。
5. 設備使用過程中,切勿讓小孩或其他非操作人員接近,以免造成傷害。
一.產品外形
1.1 外形圖
2 部件說明
(1)整直器:線束的校正裝置,使線束垂直方向平直。
(2)進線輪壓力調節鈕:調節進線輪兩輪之間的壓力。
使用時,先拔出來,再朝順時針方向旋轉是加大壓力,逆時針方向旋轉是減小壓力。
(3)進線輪上升開關:逆時針旋轉抬起進線輪,順時針旋轉下降進線輪。
(4)進線輪間隙調節鈕:往上旋轉進線輪之間的間隙增大,往下旋轉間隙減小。
(5)刀架機構:切刀裝置,線束的外皮切開,切斷線由其完成。
(6)進線孔:線束經該孔穿入。
(7)進線輪:旋轉時使線材前進後退,配合刀架進行拉線頭外皮的動作。
(8)導管:線材進入刀架前起導引作用;剝線尾時,導管上升,使線與正在加工的線束錯位,以便去線尾外皮。
(9)出線輪上升開關:順時針旋轉抬起出線輪,逆時針旋轉下降出線輪。
(注意:其旋轉方向與進線輪上升開關的方向恰好相反)
(10)出線輪間隙調節鈕:往上旋轉出線輪之間的間隙增大,往下旋轉間隙減小。
(11)出線輪壓力調節鈕:調節出線輪兩輪之間的壓力。
使用時,先拔出來,再朝逆時針方向旋轉是加大壓力,順時針方向旋轉是減小壓力。
注意:(其旋轉方向與進線輪壓力調節鈕的方向恰好相反)
(12)偵測有無線材之指示燈:功能設定中如果斷線功能打開,無線材時該指示燈發光,正常則不發光。
(13)出線輪:配合刀架完成拉線尾外皮的動作,配合扭線機構完成扭線動作,加工好的線束飛出也由其完成。
(14)扭線機構:其正反轉時帶動出線輪進出運動,完成扭線動作。
(15)標尺:方便對加工好的線束進行測量。
(16)液晶:顯示需要加工線束的參數。
(17)按鍵:參數的輸入、手動工作及啟機停機由其完成(18)電源開關:設備電氣部分電源的總開關。
控制系統,
步進驅動器的電源均由其控制。
未斷電前,無論設備工作還是停止,都不能用手指靠近刀刃。
3
10
4
三出現故障解決方法
問題解決方法
線頭剝不開 1.檢查線頭的切割深度,如太淺,需增大線徑
2.進線上下兩輪間隙過大,調節變小
3.進線輪旋扭壓力不夠,需壓緊頭剝數據太小,需加大線尾剝不開 1.檢查線尾的切割深度,如太淺,需增大線徑或功能鍵
F3裹線尾深度加大資料
2.出線上下兩輪間隙過大,調節變小。
3.出線輪旋扭壓力不夠,需壓緊。
尾剝數據太小,需加大
線材表面壓紋太重1.先判斷壓紋是進線輪還是出線輪所壓造成。
2.如是進線輪,則將進線輪調節間隙變大。
3.如是出線輪,則將出線輪調節間隙變大。
如是出線輪,則將出線輪調節間隙變大
4.導管前端離刀口距離太遠,需調整變近
線尾剝開有斜導管沒有上下跳動,打開功能鍵F4裏面導管跳動開閉。
線頭線尾剝皮線
芯銅絲切斷幾根
線徑資料過大,減小線徑重試,直至不傷線芯銅絲。
線頭或線尾偶然被切斷1.刀口有線皮或其他贓物,需要清理。
2.刀架傳動皮帶太松,需要調緊。
(3)手動畫面
滾輪:〈〈〈為退出電線,〉〉〉手支送線。
刀座:〈〈〈為刀口閉合,〉〉〉手動刀口張開。
平移:〈〈〈為向右移動,〉〉〉手動向右平移。
端子機:〈〈〈手動端子機向上移動,〉〉〉手動端子機向下移動“取提輪:手
動開/ 關
扭線:手動開/ 關
吹氣:手動開/ 關
碎料:手動開/ 關
平移夾:手動開/ 關
取線夾:手動開/ 關
取線臂:手動開/ 關
8端子機:手動開/ 關
9
二、电脑操作介绍
本机采用触摸屏,操作直观方便
1、操作画面
1、前端剥皮:前端剥皮长度
2、前端半剥:前端半剥长度
3、全长:设定电线长度
4、后端剥皮:后端剥皮长度
5、送线速度:1%为最低速,99%为最高速。
6、切刀速度:1%为最低速,99%为最高速。
7、剥线速度:1%为最低速,99%为最高速
8、平移速度:1%为最低速,99%为最高速。
9、扭线功能:开/关
10、前端扭线:开/关
11、扭线方向:正向
12、扭线偏移:扭线的偏移
13、扭线时间:扭线所用时间
14、后端打端:开/关
15、打端偏移:剥线前后位置,用来调整打端线皮之深浅(数字越大包的越
浅,数字越小包的越深。
最大不可超过26)
16、打端位置:移线左右位置,用来调整打端左右之位.
17、打端时间:压接端子所用时间(0.20为基准)
18、设定总数:设定生产总数量
19、设定把数:设定每把数量
20、完成总数:生产总量计数
21.、完成把数:生产把数计数
22.、自动:按自动时机器有手动单步运行转化为自动运行
23 、运行:执行单步或开始工作
24 、停止:停止键
25、急停:立即停止,在紧急状况下(按第二次为复位)
5
6
(2) 功能画面
1、所有检测:开/关
2、把数暂停秒数:当设置把数完成后,暂停所设置时间,再继续工作,设置“1”为停机1秒,“9”为停机9秒。
3、刀座吹气计时:设置时间,根据不同的线村,设置所需用吹掉胶及所用
时间。
4、碎料间隔:是指切断带的个数,当设置为“20”时,就是压接20个端子,切断料带1次,设置为“0”无此功能。
5、滚轮脉冲量:校正送线长短之参数默认值为”4650“
6、剥线切断刀值:切刀切断电线之刀值
7、后端刀值补偿:后端刀值增加或者减小
7。