注塑产品QC工程图
合集下载
注塑质量控制QC工程图

附着力不合格
841温控器
外观和控制供应商的变 更,现用进口德国,附着力
附着力不合格
附着力不合格
附着力不合格
附着力试验产生偏差
176藏下饰条 /186藏下饰条 /525C冻上饰 条/双色饰条
产生烫印颗粒
不良品记录 不合格品控制程序
1下件工位光照强度是否达标(2盏40W灯泡) 2包装工位专用号与实际包装相符,数量无差 异,标识明确
检验记录
按检验与试验状态控制 检验工位按企标要求试验附着力、耐擦拭、耐
程序
水试验、耐汽油。
1.首件检验做好印刷版面的比对
IPQC检验日报表 、IPQC检验报表 、品质异常联络 书
1现场6S 2烘干工艺
每班
每班 每班 每班 每班
14 下件包装 周转车
15 检验
N/A
1、检验员对 首喷产品按照 标准检验
1现场6S 2下件区包装
2、现场环境卫
工艺
外观、附着力 外观检验标 、耐溶剂性 准、
每班
每200PCS 产品中抽 检20PCS
丝印产品检
卡尺、 尺寸、外观、 验指导书、
每200PCS
16
印刷
丝印机 色卡、 附着力、耐溶 塑胶壳类检
IPQC 产品中抽
千分尺 剂性
验标准、外
检20PCS
观检验标准
17
烘烤
烤箱
色卡、 外观、附着力 温度计 、耐溶剂性、 、酒精 温度
丝印产品检 验作业指导 书、塑胶壳 类检验标准
IPQC
每200PCS 产品中抽 检20PCS
18
外观全检 N/A
目测
外观
外观检验标
查看是否打开过 求在适当范围内
QC工程图
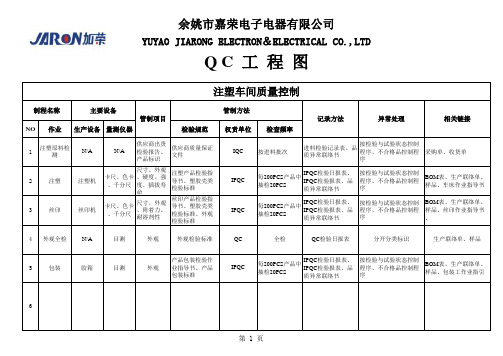
NO作业生产设备量测仪器检验规范权责单位检查频率YUYAO JIARONG ELECTRON&ELECTRICAL CO.,LTDQ C 工 程 图外观产品包装检验作业指导书、产品包装标准IPQC包装胶箱QC BOM 表、生产联络单、样品、包装工作业指引生产联络单、样品QC 检验日报表分开分类标识按检验与试验状态控制程序、不合格品控制程序IPQC 检验日报表、IPQC 检验报表、品质异常联络书每200PCS 产品中抽检20PCS全检丝印产品检验指导书、塑胶壳类检验标准、外观检验标准IPQC目测65外观检验标准3丝印丝印机卡尺、色卡、千分尺外观尺寸、外观、附着力、耐溶剂性4外观全检N/A 目测注塑产品检验指导书、塑胶壳类检验标准IPQC每200PCS 产品中抽检20PCS按检验与试验状态控制程序、不合格品控制程序BOM 表、生产联络单、样品、丝印作业指导书、IPQC 检验日报表、IPQC 检验报表、品质异常联络书按检验与试验状态控制程序、不合格品控制程序BOM 表、生产联络单、样品、车床作业指导书每200PCS 产品中抽检20PCSIPQC 检验日报表、IPQC 检验报表、品质异常联络书IQC按进料批次进料检验记录表、品质异常联络书按检验与试验状态控制程序、不合格品控制程序采购单、收货单2注塑注塑机卡尺、色卡、千分尺尺寸、外观、硬度、强度、插拔寿命1注塑原料检测N/AN/A供应商出货检验报告、产品标识供应商质量保证文件注塑车间质量控制制程名称主要设备管制项目管制方法记录方法异常处理相关链接余姚市嘉荣电子电器有限公司成品组装质量控制成品组装质量控制。
塑胶制品QC工程图

次/2H 20PCS/次
/量治具
/※
※
《首件检查报告》
※ 《注塑射出成型参数表》
※ 《塑胶制程检验报告》
6
丝印
/
外观/尺寸
《进料检验规范》/工程图纸
抽检
MIL-STD- 目视/样板 105E 单次II /量治具
/
※
/
《进料检验报告》 外发加工
首检
1PC
※※ ※
《首件检查报告》
7
组装
/
外观/尺寸/跌落
东莞市XXXX有限公司
塑胶制品QC工程表
产品(零件)名称: 塑胶制品
制作单位: 工程部
制作:
文件编号: WI-PD-01
制作日期: 2020/1/6
版本: A/0
核准:
生产管理
质量管理
责任人
流程图
1
2 3
流程名称
领料 配料混料
烘料
使用设备 管制项目
检验要求参照文件 管制方式 检验频率
叉车 拌料机 烘料机
※
/
※
《成品检验报告》
注:1)QA针对特殊关键工序做首检及巡检,首检时机一般为:新模新材料、修模、转换model或停产已久的旧产品模具; 2)所有测量尺寸参照工程图纸要求或试装配为依据,只针对其装配尺寸做监控测量,其中不方便测量之尺寸可用配合零件试装;
第1頁,共1頁
先进先出 物料品质状态标识 UV粉/色粉与胶料掺 和比例原料与水口
掺和比例
《产品防护与仓储管制程序 》 《生管管制程序》
BOM/作业指导书
温度/时间
《塑料件成型条件表》
自检 自检 自检
100% 100% 100%
注塑件QC工程表(模板)

目视 目视
作业员 巡检员
不合格品处 理流程
仓管员
物料标识卡 入库单 发货单
《AQL抽样计划 》抽样
目视
OQC 业务员
成品记录检验表
不合格品处 理流程
③包装盒
√√
①产品标识
产品规格型号数量状态标识
14
入库 出入仓库管理程序
②库位
按照指定库位放置
√
③产品防护
搬运及存储时防止产品受损/受潮而引起品质变异
பைடு நூலகம்
①产品检验与不合格品管
①产品外观、型号
15
出货检验 理程序 OQC ②抽样计划
②标识
符合工程规格要求(参照样品)
③检验要领书
③包装
件QC工程表
类物料
生效日期: 首自 检检
IQC抽检
√ √
√√
①外观尺寸
符合工程规格尺寸和外观要求(参照样品)
①工艺卡片
5
抛光
抛光机 ②作业方法
按照操作要领书规定作业步骤进行作业
√√
②作业要领书(SOP)
③作业技能
能够熟练掌握生产合格品的作业方法
①样品
①外观尺寸
符合工程规格尺寸和外观要求(参照样品)
6
外观检验 ②检验要领书(SOP)
①外观 ②性能
符合工程规格尺寸、性能、外观要求
③尺寸
12
试水
试水机
√√
④数量
生产数量,不良数量,不良项目记录
②产品工艺卡片
⑤设备参数
符合产品要求的参数(水压)
⑥检验技能
能够熟练掌握对良品与不良品的判定方法
①样品
①产品外观
13
包装 ②作业要领书(SOP)
QC 工程图(模版)
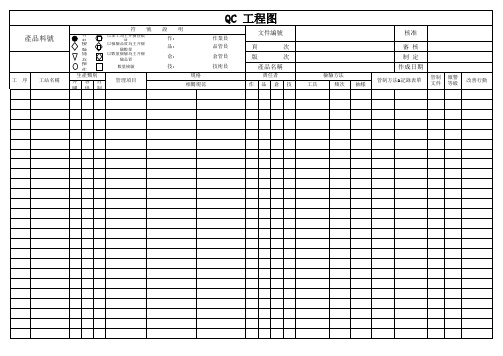
產品料號
工 序 工站名稱
材 料檢 驗儲 存操 作 生產類別 外客自 購供制
符號
以加工為主并檢查數 量
以檢驗品質為主并檢 驗數量
以數量檢驗為主并檢 驗品質
數量檢驗
管理項目
QC 工程图
說明 作: 品:
作業員 品管員
文件編號
頁
次
倉:
倉管員
版
次
技:
技術員
規格
相關規范
產品名稱
責任者 作品倉技
核准ห้องสมุดไป่ตู้
審核
制定
作成日期
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
工 序 工站名稱
生產類別 外客自
購供制
管理項目
規格 相關規范
責任者 作品倉技
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
CTQ
備 注:報警等級 1-通知主管﹐ 2-通知IPQC﹐工程師﹐生
產經理﹐3-通知總經理或總監
文
件
修
訂
履
歷
版本 1.0
修訂內容 新版發行
修訂者
日期
工 序 工站名稱
材 料檢 驗儲 存操 作 生產類別 外客自 購供制
符號
以加工為主并檢查數 量
以檢驗品質為主并檢 驗數量
以數量檢驗為主并檢 驗品質
數量檢驗
管理項目
QC 工程图
說明 作: 品:
作業員 品管員
文件編號
頁
次
倉:
倉管員
版
次
技:
技術員
規格
相關規范
產品名稱
責任者 作品倉技
核准ห้องสมุดไป่ตู้
審核
制定
作成日期
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
工 序 工站名稱
生產類別 外客自
購供制
管理項目
規格 相關規范
責任者 作品倉技
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
CTQ
備 注:報警等級 1-通知主管﹐ 2-通知IPQC﹐工程師﹐生
產經理﹐3-通知總經理或總監
文
件
修
訂
履
歷
版本 1.0
修訂內容 新版發行
修訂者
日期
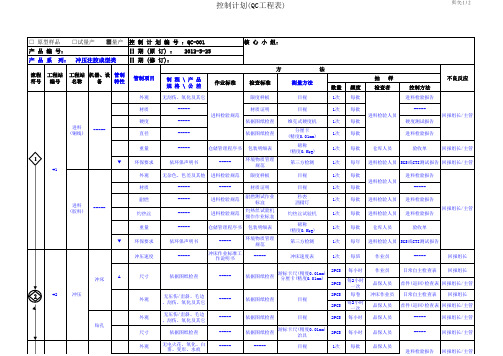
冲压注胶成型类----控制计划(QC工程图)
目视 目视
1次 每批
仓库人员
验收单
回报组长/主管
1次 每年 进料检验人员 SGS或CTI测试报告 回报组长/主管
1次 每批
进料检验报告
进料检验人员
1次 每批
-----
进料 (胶料)
-----
耐燃 灼热丝 重量
-------------
进料检验规范 进料检验规范
耐燃测试作业 标准
灼热丝试验机 操作作业标准
-----
冲床作业标准工 作说明书
-----
冲床速度表
1次 每班
作业员
-----
回报组长
43
冲床
A
562
#2
冲压
466
钻孔
尺寸
依据图纸检查
外观 外观 尺寸
无压伤/歪斜、毛边 、刮伤、氧化及其它
无压伤/歪斜、毛边 、刮伤、氧化及其它
依据图纸检查
-----
-------------
依据图纸检查
游标卡尺(精度0.01mm) 分厘卡(精度0.01mm)
塑料原料除湿干 燥机作业标准
------
目视
1次 每批 1次 每天
作业人员 技术人员
塑胶烘干记录表 回报组长/主管
140
#4
成型
注塑 成型机
成型参数 外观
依塑料模射出成型参 塑料成型作业标
数设定
准
无毛边、夹伤、缺胶
、孔塞、氧化、包胶
-----
、碰伤
-----限度样板
目视 目视
1次
每日至 少一次
每模穴
每模穴
每2小时 一次
品保人员
首件(巡回)检查表 回报组长/主管
1次 每批
仓库人员
验收单
回报组长/主管
1次 每年 进料检验人员 SGS或CTI测试报告 回报组长/主管
1次 每批
进料检验报告
进料检验人员
1次 每批
-----
进料 (胶料)
-----
耐燃 灼热丝 重量
-------------
进料检验规范 进料检验规范
耐燃测试作业 标准
灼热丝试验机 操作作业标准
-----
冲床作业标准工 作说明书
-----
冲床速度表
1次 每班
作业员
-----
回报组长
43
冲床
A
562
#2
冲压
466
钻孔
尺寸
依据图纸检查
外观 外观 尺寸
无压伤/歪斜、毛边 、刮伤、氧化及其它
无压伤/歪斜、毛边 、刮伤、氧化及其它
依据图纸检查
-----
-------------
依据图纸检查
游标卡尺(精度0.01mm) 分厘卡(精度0.01mm)
塑料原料除湿干 燥机作业标准
------
目视
1次 每批 1次 每天
作业人员 技术人员
塑胶烘干记录表 回报组长/主管
140
#4
成型
注塑 成型机
成型参数 外观
依塑料模射出成型参 塑料成型作业标
数设定
准
无毛边、夹伤、缺胶
、孔塞、氧化、包胶
-----
、碰伤
-----限度样板
目视 目视
1次
每日至 少一次
每模穴
每模穴
每2小时 一次
品保人员
首件(巡回)检查表 回报组长/主管
QC工程图-质量控制计划(Quality Control Plan)范本
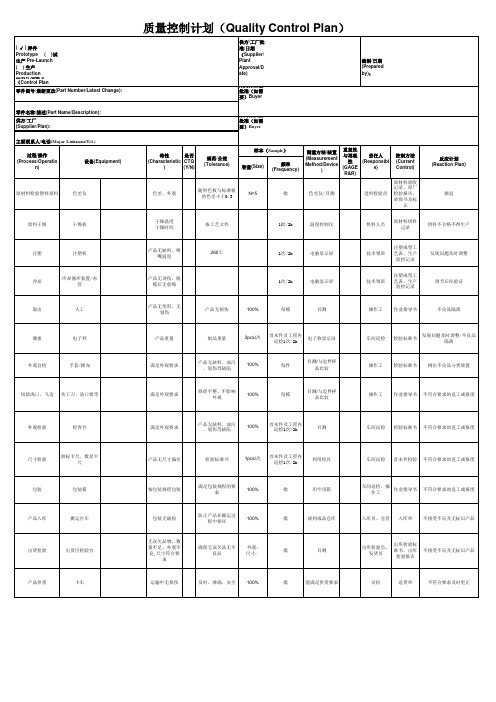
过程操作processoperation设备equipment特性characteristic是否ctq规范公差tolerance样本sample测量方法装置measurementmethoddevice重复性与再现性gagerr责任人responsible控制方法currentcontrol反应计划reactionplan容量size频率frequency随料色板与标准板的色差小于03色差仪目测原材料验收记录原厂检验报告质保书及标识干燥温度干燥时间1批2h产品无缺料喷嘴温2601次2h注塑成型工艺表生产监控记录冷却循环装置水管产品无顶伤脱模后无收缩1次2h注塑成型工艺表生产监控记录2pcs次首末件及工程内巡检1次2h发现问题及时调整不良品隔离手套棉布产品无缺料油污划伤等缺陷目测与边界样品比较目测与边界样品比较产品无缺料油污划伤等缺陷首末件及工程内巡检1次2h尺寸检验游标卡尺数显卡尺产品无尺寸偏差检验标准书利用检具车间巡检首末件检验不符合要求的返工或报废包装包装箱按包装规程包装满足包装规程的要求100用专用箱作业指导书不符合要求的返工或报废产品入库搬运台车包装无破损100放到成品仓库入库员仓管入库单不接受不良及无标识产品出货检验出货区检验台目测不接受不良及无标识产品产品供货卡车运输中无损伤及时准确安全100能满足供货要求司机送货单不符合要求及时更正1pcs次首末件及工程内巡检1次2h车间巡检操作无误欠品物数量不足外观不良尺寸符合要求确保无误欠品无不良品外观
检验标准书
外观自检
手套/棉布
满足外观要求
产品无缺料、油污、 划伤等缺陷
100%
每件
目测/与边界样品 比较
操作工
检验标准书
切除浇口、飞边
美工刀、浇口钳等
满足外观要求
修理平整、不影响外 观
检验标准书
外观自检
手套/棉布
满足外观要求
产品无缺料、油污、 划伤等缺陷
100%
每件
目测/与边界样品 比较
操作工
检验标准书
切除浇口、飞边
美工刀、浇口钳等
满足外观要求
修理平整、不影响外 观
注塑生产工艺文件、QC工程图

生效日期 方法 抽样 数量 1次 1次 转机种 生产 频率 责任 部门
控制方法
反应措施/计划
《首件送检记录表》
通知技术员、注塑 工程师调整
2 70 首件确认
尺寸
3 4 5
组装 性能 标识 ` 外观 尺寸 组装 性能 环保检查 成型参数记 录 数量、标示 环保标示 HSF HSF 有害物质防 HSF 护 外观
注塑生产工艺文件
样件 客 户: 产品/部品名称:此客户所有系列 过程 过程名称/过程描述 号 生产的机 器/设备/ NO 编 工装 号 1 2 3 10 进料检验 4 5 6 1 20 储存 货架 2 3 1 30 领料 平台车 2 1 40 拌料 拌料机 2 1 50 烘料 烘料机 2 注塑机/模 具 1 2 烘料温度 速度 压力 《注塑烘干作业指导书》 《注塑打样总结表》 《注塑制程控制记录表》 目视检查 标识 拌料时间 烘料时间 《注塑烘干作业指导书》 追溯性 拌料配重比 《拌料作业指导书》 《真机物料需求计划表》 目视检查 电子称配比 目视检查 记时器检测 记时器检测 100% 每批次 100% 每批次 料斗警示 线 1次/2H 1次 目视检查 1次 转机种 生产 《首件送检记录表》 每批次 每桶次 每批次 每桶次 连续 连续 《注塑生产记录管控表》 通知加料员、技术 生产/品 《注塑IPQC巡检日报表》 员调整 质 通知技术员、注塑 工程师调整 生产 PMC部 《注塑原料配比记录表》 隔离,标识,通知组 长处理 生产 试生产 生产 核心小组成员 : 审核: 批准: 特性 产品 材质证明 原料尺寸 原料外观 原料流动性 有害物质含 量 原料标识 材料存储 储存环境 有害物质防 HSF 护 原料防护 HSF HSF 过程 特殊 特性 分类 产品/过程/规范/公差 《IQC来料检验规程》 《IQC来料检验规程》 《IQC来料检验规程》 《IQC来料检验规程》 《熔融指数测试仪规程》 Rosh&REACH&WEEE 《HSF管控标准》 《IQC来料检验规程》 /环保标识 《仓库管理制度》 《仓库管理制度》 环保与非环保管理区分 无原料受损 评估/测量技术 目视检查 卡尺,投影仪/目视 检查 目视检查 熔融指数测试仪 委外检测 HS测试仪 目视检查 目视检查 温湿计 目视检查 目视检查 日期: 日期: 文件编号 版 本 初版日期 升版日期 页 次
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
换料或增加水口料
1.对作业员进行教育训练
2..落实作业规范
3.首检或巡回出现不合规格时,应通知注塑课主管停机
4..待确认OK后方可生产
2.设备/模具是否需再调整
作业员
3.成型条件确认
IPQC
IPQC
每2H/次
4.外观
包装作业
1.确认包QC
每批
2.成型标示单
作业员
作业完成
(入库检验)
目视
IPQC巡检报告表
首件检查报告
品质异常处理单
注塑技术员
换料或增加
水口料
1.作业员进行教育训练
2.落实作业规范
2.模面目视检查
3.顶出机构确认
作业员
4.射出/速度/压力/时间/温度
IPQC
首检
品质确认作业及生产作业
1.工程尺寸(依规范)
依检验规范
注塑机
目视
试装件
IPQC巡检报告表
品质异常处理单
注塑技术员
立文塑胶电子制品有限公司
RINWOOD PLASTIC ELECTRONIC PRODUCTS CO.,LTD
注塑产品QC工程图
工序编号
工序名称
控制重点
判定基准
相关设备/工具
测量仪器
相关记录
责任人
频 率
备 注
塑料粒进料
1.重量包装
依检验规范
电子称
进料检验报告表
供应商来料月统计表
品质异常处理单
IQC
2包/每批
IPQC
表单编号:FM-B-011/A
核准:制订:日期:页次:1 of2
立
RIN WOOD PLASTIC PRODUCT ELECTRIC PARTS CO,LTD
注塑产品QC工程图
工序编号
工序名称
控制重点
判定基准
相关设备/工具
测量仪器
相关记录
责任人
频 率
备 注
生产调机作业
1.供料确认
依检验规范
注塑机
1.对作业员进行教育训练
2.落实作业规范
1.机台选定
2.确认开机条件
作业:
1.温机10分钟以上
2.面板仪表确认
3.开冷却水/循环水
架模调机作业
设备:
依检验规范
注塑机
目视
注塑技术员
初件
1.模具确认
作业:
1.模具定位确认
2.确认架模作业
送料作业
1.干燥温度
依检验规范
干燥机
目视
注塑技术员
初件/换料
2.干燥时间
核对入库数量
依检验规范
目视
IPQC巡检报告表
品质异常处理单
IPQC
每批
1.制程中停机检讨找出变异﹐改善模具精度.
2..IPQC入库检验发现异常注塑课.
1.标示
2.包装
3.外观
4.尺寸
表单编号:FM-B-011/A
核准:制订:日期:页次:2of2
进料检验出现异常时, FAX检验报告通知供货商,根据异常性质决定发出品质异常处理单要求供货商提出改善及预放措施,并由IQC追踪改善效果.
2.材质
材质证明
3.颜色
样板/色板
5.耐温性
明火
6.防火性
7.外观﹕
目视
磁铁
a金属杂质
b颗粒大小是否均匀
c污染
开机作业
设备:
依检验规范
干燥机
注塑机
目视
注塑技术员
初件/换料
1.对作业员进行教育训练
2..落实作业规范
3.首检或巡回出现不合规格时,应通知注塑课主管停机
4..待确认OK后方可生产
2.设备/模具是否需再调整
作业员
3.成型条件确认
IPQC
IPQC
每2H/次
4.外观
包装作业
1.确认包QC
每批
2.成型标示单
作业员
作业完成
(入库检验)
目视
IPQC巡检报告表
首件检查报告
品质异常处理单
注塑技术员
换料或增加
水口料
1.作业员进行教育训练
2.落实作业规范
2.模面目视检查
3.顶出机构确认
作业员
4.射出/速度/压力/时间/温度
IPQC
首检
品质确认作业及生产作业
1.工程尺寸(依规范)
依检验规范
注塑机
目视
试装件
IPQC巡检报告表
品质异常处理单
注塑技术员
立文塑胶电子制品有限公司
RINWOOD PLASTIC ELECTRONIC PRODUCTS CO.,LTD
注塑产品QC工程图
工序编号
工序名称
控制重点
判定基准
相关设备/工具
测量仪器
相关记录
责任人
频 率
备 注
塑料粒进料
1.重量包装
依检验规范
电子称
进料检验报告表
供应商来料月统计表
品质异常处理单
IQC
2包/每批
IPQC
表单编号:FM-B-011/A
核准:制订:日期:页次:1 of2
立
RIN WOOD PLASTIC PRODUCT ELECTRIC PARTS CO,LTD
注塑产品QC工程图
工序编号
工序名称
控制重点
判定基准
相关设备/工具
测量仪器
相关记录
责任人
频 率
备 注
生产调机作业
1.供料确认
依检验规范
注塑机
1.对作业员进行教育训练
2.落实作业规范
1.机台选定
2.确认开机条件
作业:
1.温机10分钟以上
2.面板仪表确认
3.开冷却水/循环水
架模调机作业
设备:
依检验规范
注塑机
目视
注塑技术员
初件
1.模具确认
作业:
1.模具定位确认
2.确认架模作业
送料作业
1.干燥温度
依检验规范
干燥机
目视
注塑技术员
初件/换料
2.干燥时间
核对入库数量
依检验规范
目视
IPQC巡检报告表
品质异常处理单
IPQC
每批
1.制程中停机检讨找出变异﹐改善模具精度.
2..IPQC入库检验发现异常注塑课.
1.标示
2.包装
3.外观
4.尺寸
表单编号:FM-B-011/A
核准:制订:日期:页次:2of2
进料检验出现异常时, FAX检验报告通知供货商,根据异常性质决定发出品质异常处理单要求供货商提出改善及预放措施,并由IQC追踪改善效果.
2.材质
材质证明
3.颜色
样板/色板
5.耐温性
明火
6.防火性
7.外观﹕
目视
磁铁
a金属杂质
b颗粒大小是否均匀
c污染
开机作业
设备:
依检验规范
干燥机
注塑机
目视
注塑技术员
初件/换料