CAK36_40系列数控车床 电路图册及参数表(GSK980TDi)2016.09
CAK4085数控车床_加装液压卡盘电路GSK980TDi 2020.10
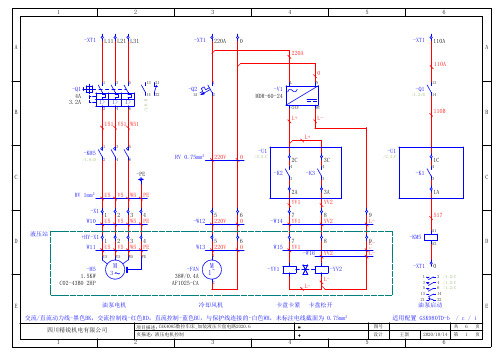
去液压站脚踏开关X1 接线端子适用配置 GSK980TD-b / c / iP E U 5V 5W 5220V 0Y V 1Y V 2L -C H K +24VU 5/V 5/W 5/P E /220V /0/Y V 1/Y V 2/L -/C H K /+24V/A B C D EABCDE功能文本线号线号目标代号目标代号短连接短连接内部目标外部目标放置=+-X1+HY-X1:1U51油泵电机U5-KM5:2/1.2:C+HY-X1:2V52=V5-KM5:4/1.2:C+HY-X1:3W53=W5-KM5:6/1.2:C+HY-X1:4PE4=PE-PE/1.2:C+HY-X1:5220V5冷却风机220V-Q2:2/1.3:B+HY-X1:606=0-XT1:0/1.6:D0-V1:N/1.4:B+HY-X1:7YV17卡盘卡紧+HY-X1:8YV28卡盘松开+HY-X1:9L-9=L--V1:0V/1.4:B-S1:NO CHK10脚踏开关-S1:COM+24V11=+24V-FX-G(980TDb36)-XT4:+24V/2.1:B+24V-U1:COM/2.5:C适用配置 GSK980TD-b / c / iA B C D EABCDE功能文本线号线号目标代号目标代号短连接短连接内部目标外部目标放置=+HY-X1-M5:U5U51油泵电机U5-X1:1+/1.2:D-M5:V5V52=V5-X1:2+/1.2:D-M5:W5W53=W5-X1:3+/1.2:D-M5:PE PE4=PE-X1:4+/1.2:D-FAN:1220V5冷却风机220V-X1:5+/1.3:D-FAN:206=0-X1:6+/1.3:D-YV1YV17卡盘卡紧YV1-X1:7+/1.4:D-YV2YV28卡盘松开YV2-X1:8+/1.4:D-YV2L-9=L--X1:9+/1.5:D适用配置 GSK980TD-b / c / iA B C D EABCDE 元件汇总表元件代号型号描述制造商数量1交流接触器,9A/4KW/3P+1NO+1NC,线圈110VAC;CJX2s-0911F德力西-KM51电动机保护器,3P+1NO+1NC,2.5~4ADZ108-20/4-11德力西-Q11小型断路器,1P,1A;DZ47sN1D1德力西-Q2ENCHI1加厚铝合金防护,式脚踏开关,NO+NC,15A/250V。
CAK16n_36n_40n 系列数控车床电路图及参数表(GSK980TD)2007
CAK16n系列数控车床CAK32n系列数控车床CAK36n系列数控车床CAK40n系列数控车床机床控制参数表GSK 980TD沈阳机床(集团)有限责任公司沈阳第一机床厂CAK16_32_36_40n 系列 机床控制参数表沈阳第一机床厂 1 / 8参数号 参数值 标记 调整值001 00011001# 002 00100000 003 00011000 004 01001000 005 00010011 006 00000000 007 00000000 # 008 00000100 # 009 00100011 # 010 ******** 011 10010000 012 10101111 013 00000000 014 00000111015 1 016 1 017 1 018 1 019 5 020 0 021 0 # 022 4000 # 023 8000 # 024 50 # 025 50 # 026 200 # 027 8000 # 028 500 # 029 70 # 030 10 031 0 032 400 033 200 034 0 035 0 036 0 # 037 3000 # 038 10 # 039 10 # 040 10 # 041 200 042 10参数号 参数值 标记 调整值043 99 044 11520 045 +99999999 # 046 +99999999 # 047 -99999999 # 048 -99999999# 049 0 050 0 051 3500 052 500 053 1500 054 2500 055 3 056 500 057 1 058 0 059 0 060 0 061 0 062 0 063 0 064 0 065 0 066 1000 067 1000 068 0 069 0 070 1024 071 32 076 1000 077 0 078 15000 079 0 080 500 081 500 082 0 083 500 084 4 # 085 1000 086 0 087 50 088 0CAK16_32_36_40n 系列 机床控制参数表沈阳第一机床厂 2 / 8参数号 参数值 标记 调整值 089 50090 0 094 0 095 0 096 0 097 0 098 0 099 10 100 0 101 0 102 30000 103 20000 104 0 105 0 106 0 107 0 108 3000 109 40 110 1 111 1 112 0 119 3 164 11100110 168 00000000 172 00000100 # 173 ******** # 177 ********# 125 10 126 10 127 10 128 30 129 30 130 10参数号 参数值标记调整值诊断号DT00201500 DT0021 6000 DT0025 6000 DT0027 6000 DC00254800伺服参数 参数号 X 轴 Z 轴 12 5 5 13 4 3 *15 0 0注:1. 设曾参数时先将系统设定参数开关为开。
《数控车床》电气控制原理图、电气柜安装照片
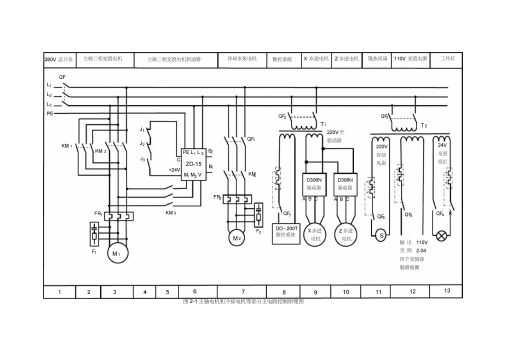
图2-1 主轴电机和冷却电机等部分主电路控制原理图
来自图2-33变压器 主轴电机正反转控制
主轴电机 冷却电机正 数控系统 数控系统控制主 数控系统控制 数控系统控制 T2输出的交流110V
制动控制 转及其制动 直流24V 轴电机正转反转
主轴电机制动
冷却电机制动
14
15
16
17
18
19
20 21 22
23
图2-1
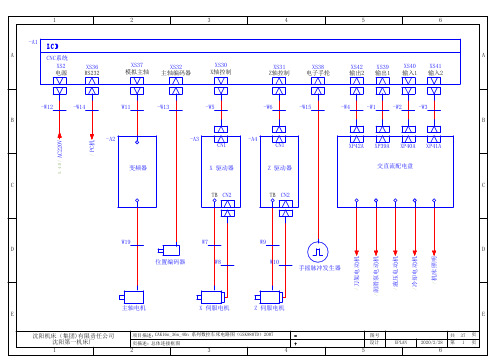
数控系统接口与控制电路图
(a)来自图2-26的数控系统主轴及润滑控制接口电路 (b) 控制电路图
08
M
05
M
04
03
M
J 3 J i J 2 J3
15 4 16
4 4 15
18
F
6
X X
X X
X X
X
(a)
K
M
M X K55 5
XXMMTT
K
M 5 2 M X K --------
卜
二 二
KM
6 T — M X K —
J 4
4
V
1
X
丁
X
4 I M X
日
Eb
K M
(d
)
图2-2 电气控制柜组装步骤
(a)在电气柜安装板上合理布局电气元件(b)固定导轨线槽,用螺丝固定四件电器(c)按照原理图、接口与控制电路图接线(d)电器柜组装完成后加线槽盖板即成
图2-3 CA6140普通车床数控改造后的CK6140B型数控车床图。
980TDi与总线连接说明
980TDi总线连接说明4、980TDi调试步骤注:下面用到的按键中,【】表示系统面板按键;[ ]表示屏幕下方的软功能按键;()表示屏幕右边的软功能按键。
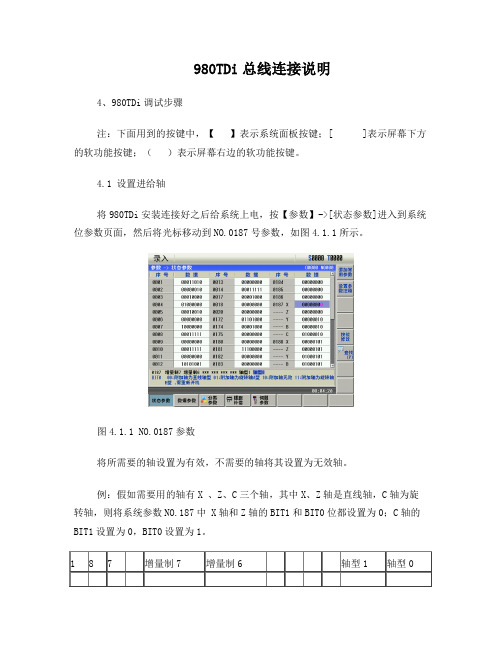
4.1 设置进给轴将980TDi安装连接好之后给系统上电,按【参数】->[状态参数]进入到系统位参数页面,然后将光标移动到NO.0187号参数,如图4.1.1所示。
图4.1.1 NO.0187参数将所需要的轴设置为有效,不需要的轴将其设置为无效轴。
例:假如需要用的轴有X 、Z、C三个轴,其中X、Z轴是直线轴,C轴为旋转轴,则将系统参数NO.187中 X轴和Z轴的BIT1和BIT0位都设置为0;C轴的BIT1设置为0,BIT0设置为1。
1 8 7 增量制7 增量制6 轴型1 轴型0Bit1、Bit0 : 00设定附加轴为直线轴,01设定附加轴为旋转轴(A型),11设定附加轴为旋转轴(B型),10设定附加轴无效。
4.2 设置主轴将光标移动到NO.0195号参数,如图4.2.1所示:图4.2.1 NO.0195参数第1/2/3主轴分别在NO.0195号参数的S1/S2/S3中设置;如果系统配总线伺服主轴,则将bit7位设置为1,bit6位设置为0,如果配普通伺服或变频器则将bit6位设置为1,bit7位设置为0;不需要的主轴,将bit6和bit7位都设置为0。
1 9 5 串行主轴PLC主轴主轴定位伺服电机主轴CS回零CS功能Bit7 :串行主轴控制功能 0:无效 1:有效Bit6 : 各主轴的PLC控制主轴转速功能 0:无效 1:有效4.3 GSKLink设置(系统与伺服通讯设置)方法一:4.1和4.2步骤设置好之后系统重新上电,并将系统权限设置到2级权限,然后按【设置】->[GSKLink]进入下图4.3.1所示的页面:4.3.1 GSKLink调试页面页面中的连接序号代表着系统连接伺服或IO单元等设备的顺序(CNC的CN5->设备1->设备2->设备3->CNC的CN4,在连接时需记住各个设备连接顺序),如果连接的第一台作为X轴的伺服,则将光标移动到第一台设备显示的位置,然后输入X或按系统右列软功能按键的(设置)按键,则弹出已设置有效的轴的提示框。
GSK数控模拟软件(980TDa)使用说明书
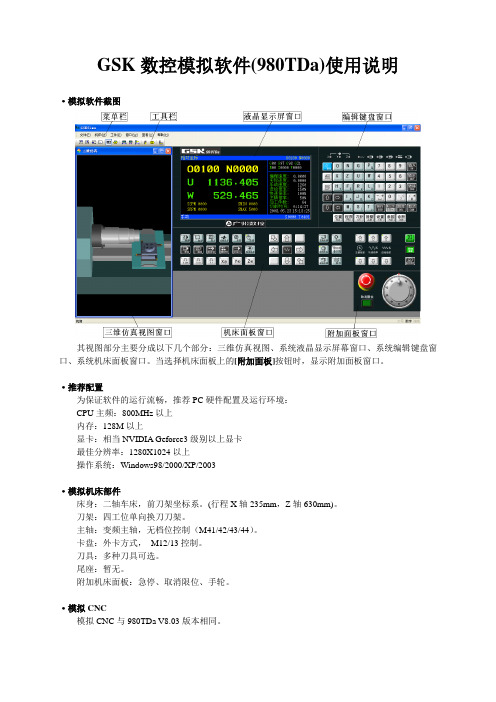
GSK数控模拟软件(980TDa)使用说明·模拟软件截图其视图部分主要分成以下几个部分:三维仿真视图、系统液晶显示屏幕窗口、系统编辑键盘窗口、系统机床面板窗口。
当选择机床面板上的[附加面板]按钮时,显示附加面板窗口。
·推荐配置为保证软件的运行流畅,推荐PC硬件配置及运行环境:CPU主频:800MHz以上内存:128M以上显卡:相当NVIDIA Geforce3级别以上显卡最佳分辨率:1280X1024以上操作系统:Windows98/2000/XP/2003·模拟机床部件床身:二轴车床,前刀架坐标系。
(行程X轴235mm,Z轴630mm)。
刀架:四工位单向换刀刀架。
主轴:变频主轴,无档位控制(M41/42/43/44)。
卡盘:外卡方式,M12/13控制。
刀具:多种刀具可选。
尾座:暂无。
附加机床面板:急停、取消限位、手轮。
·模拟CNC模拟CNC与980TDa V8.03版本相同。
第一章菜单栏该模拟软件中菜单栏如下图所示:1.1 文件菜单选择菜单栏中[文件]菜单项时,显示文件子菜单,如下图所示:1、保存零件选择文件子菜单下[保存零件]菜单项时,弹出另存为对话框,如下图所示:在此输入文件名,可以保存当前的零件模型数据到磁盘中。
2、载入零件选择文件子菜单下[载入零件]菜单项时,弹出打开对话框,如下图所示:在此对话框中选择要打开的零件模型数据文件,可以将该文件中保存的零件模型加载到软件的三维仿真图中。
3、退出选择文件子菜单下[退出]菜单项时,可以退出关闭软件,停止仿真。
1.2 机床菜单选择菜单栏中[机床]菜单项时,显示机床子菜单,如下图所示:当选择[选择刀具]菜单项时,弹出选择刀具对话框,如下图所示:可以在此设置刀架上各号刀的类型,详细设置见第三章3.3节。
1.3 工件菜单选择菜单栏中的[工件]菜单项时,显示工件子菜单,如下图所示:1、拆除工件选择工件子菜单项中的[拆除工件]菜单项时,可以拆除三维仿真图形中的工件。
基于广数980td系统的数控车床电路设计
毕业设计论文题目:基于广数980TD系统的数控车床电路设计系别:机械工程系班别:机电一体化专业指导老师:秦晓阳组成员:姚龙华、梁耀祖、蔡子婧学号:130405239、130405222、130405201摘要数控机床综合运用了微电子、计算机、自动控制、精密测量、液压与气动、机械设计与制造等技术的最新成果,随着我国企业的生产技术进步和数控设备的更新换代,对各层次的数控技术人才提出了新的更高要求。
数控系统是数控机床的核心技术,数控系统全面、系统地讲述数控系统的基本组成、各部分的主要功能和特点、工作原理等。
重点在数控的应用上,着重介绍了发那科(FANUC)公司、四门子(SIEMENS)公司、发格(FAGOR)公司以及国内华中数控集团等企业研制的数控系统的功能、特点及典型应用。
广数980TD系统数控车床就是典型的现代化设备,它的出现是机械加工设备的新突破。
随着科学技术和市场经济的不断发展,人们对机械产品的质量、生产率和新产品开发的周期提出了越来越高的要求,所以新一代的数控车床便应运而生。
广数980TD系统的数控车床是基于广州数控仿FANUC系统的数控车床、进给驱动系统、主轴驱动系统、强电控制柜等组成,因此每个电气元件及连接线路都会影响到机床的运行,引起机床的故障。
该设计主要介绍数控车床电气的元气件;机床电器元器件的计算以及选择;控制电路的电路图分析;数控系统连接图的接口分析和元件连接等内容。
目录第一章:数控机床的概述第一节:数控机床的产生与发展趋势 (4)第二节:数控机床的组成以及分类 (6)第二章:数控系统第一节:数控系统的总体结构 (11)第二节:数控系统的组成以及功能 (12)第三节:数控系统的分类 (13)第四节:伺服驱动系统........................................................................13.第五节;进给驱动系统 (14)第三章:数控机床电气元件第一节:元器件的介绍 (15)第二节:电气元器件的选择 (22)第四章:数控机床的电路分析第一节:机床电路原理图 (25)第二节:数控系统连接图的了解 (26)总结 (39)参考文献 (41)致谢 (42)附录:电路图,电气材料清单 (43)第一章数控机床的概述1.1 .1数控机床的产生与发展趋势随着科学技术的发展,机械产品的结构越来越合理,它们的性能、精度和效率日趋提高,更新换代频繁,产生类型从大批大量生产向多品种小批量生产转化。
GSK980TDa车床CNC使用手册_01

2.3.1 刀具控制.............................................................Ⅱ-9
编
2.3.2 刀具寿命管理........................................................Ⅱ-12
程
2.4 进给功能..................................................................Ⅱ-21
■接 线
参加接线与检查的人员必须是具有相应能力的专业人员 产品必须可靠接地,接地电阻应小于4 欧姆,不能使用中性线(零线)代替地线 接线必须正确、牢固,以免导致产品故障或意想不到的后果 与产品连接的浪涌吸收二极管必须按规定方向连接,否则会损坏产品 插拔插头或打开产品机箱前,必须切断产品电源
■检 修
检修或更换元器件前必须切断电源 发生短路或过载时应检查故障,故障排除后方可重新启动 不可对产品频繁通断电,断电后若须重新通电,相隔时间至少1分钟
1.3.4 工件坐标系和程序零点 ............................................... Ⅰ-10
1.3.5 插补功能 ........................................................... Ⅰ-10
1.3.6 绝对坐标编程和相对坐标编程 ......................................... Ⅰ-11
第
第一篇
一 篇
编
程
说
编程说明
明
目录
第一篇 编程说明
第
第一章 编程基础 .................................................................... Ⅰ-1
CAK50_61系列数控车床 电路图册及参数表(GSK980TDi)2017.6
CAK50系列数控车床CAK61系列数控车床机床控制参数表GSK 980TDi沈阳机床股份有限公司沈一车床厂CAK50/61系列 机床控制参数表沈阳机床股份有限公司 1 / 5参数号 参数值 备注001 00011010 Bit4=1模拟电压控制 002 00000010 Bit1=1刀尖半径补偿有效003 00110000 004 01000000 Bit=0 公制005 00010010 006 00000000 007 10000000 008 00011100 010 ******** 012 10101001015 1 X 齿轮比分子 016 1 Z 齿轮比分子 017 1 X 齿轮比分母 018 1 Z 齿轮比分母019 5 020 0 021 -80 022 6000 X 快移速度 12000 Z 快移速度026 100027 8000 切削进给上限速度028 200 029 100 030 200 031 1260032 200 F0时X 快移速度 200 F0时Z 快移速度 033 100 X 回零速度 200 Z 回零速度 034 0 X 反向间隙补偿 0 Z 反向间隙补偿036 0037 240 主轴1档最高速度 038 720 主轴2档最高速度 039 2200 主轴3档最高速度 040 9999 主轴4档最高速度041 100042 10 插入段号增量值 043 99 G96恒线速主轴最低转速044 115200 波特率 045+1600000 X 正向软限位 +3500000Z 正向软限位参数号 参数值 备注 046 -3400000 X 负向软限位 -5000000Z 负向软限位 047 0 各轴返回机床零点后绝对坐标的设置值0 048 0 049 0 050 0051 1 G71、G72时的单次进刀量 052 0 G71、G72时的单次退刀量 053 0 G73时,X 轴的退刀量 054 0 G73时,Z 轴的退刀量 055 1 G73循环车削的切削次数056 0057 1 G76的重复次数058 0 059 0 060 0 061 1 062 1 063 0 064 0 065 0 066 0067 200 S1轴换挡输出电压S2/S2=100 068 0 手动/手轮方式下S1速度 069 1 液压压力低检测时间ms070 1024 主轴编码器线数071 32 072 3000073 65535 S1最大转速钳制 074 0 S1最小转速钳制 084 4 刀架总刀位数 109 40 主轴点动速度 110 1 S1轴对应参数 111 1 S1轴对应参数 113 3800 X 轴对应参数 7600 Z 轴对应参数119 3 140 1000 174 0000100017500000000Bit6=1检查主轴转速到达CAK50/61系列 机床控制参数表沈阳机床股份有限公司 2 / 5参数号 参数值 备注181 ******** 不检查/检查主轴速度18400000000Bit6=0中文DT 时间参数 参数号 数值 备注DT002 2000 压力低报警检查时ms DT004 20000 换刀时间上限ms DT005 100 M 代码执行持续时间ms DT007 50 刀架从正转停止到反转延迟时间msDT008 1500 刀架锁紧检测时间ms DT009 1500 刀架反转锁紧时间ms DT010 50 M05与制动延迟时间ms DT011 50 主轴制动时间ms DT012 2000 主轴点动时间ms DT013 36000 手动润滑开启时间ms DT014 0 卡盘夹紧时间ms DT015 0 卡盘松开时间ms DT016 1800000 自动润滑间隔时间ms DT017 15000 自动润滑输出时间ms DT024 2000 卡盘压力低检测时间ms DT025 2000 尾台压力低检测时间ms DT028 3000 延时关闭防护门时间ms DT030 500 主轴换挡延迟开始时间 DT031 1000 主轴运行时掉档检测时间 DT032 100 主轴换挡时YC1延时关闭时间DT033 300 主轴换挡时YC2延时关闭时间DT034 400 主轴换挡到位后,延迟停止时间msK 参数 参数号 数值 备注 K011.0 0 换刀方式00方式B/01方式AK011.1 0 K011.2 0 刀位信号低电平/高电平有效K011.3 1 检测/不检测 刀架锁紧信号 K011.41刀架锁紧信号 高电平/低电平有效参数号 数值备注 K011.5 1 换刀结束时检测/不检查刀位信号K011.6 0 非换刀过程检测/不检查锁紧信号K011.7 0 非换刀过程检测/不检查刀位信号 K012.4 0 卡盘压力检测有效/无效K012.5 0 卡盘压力低检测 低电平/高电平K013.4 0 尾台压力检测有效/无效K013.5 0 尾台压力低检测 低电平/高电平 K014.0 0 液压压力检测功能有效/无效K014.1 0 液压压力检测信号低电平/高电平时关闭防护门K014.2 0 防护门功能 有效/无效K014.3 0 防护门信号高电平/低电平时关闭防护门 K014.4 0 防护门锁/防护门开关 K014.5 0 防护门开时倍率,冷却限制/不限制K014.6 0 防护门打开,手动下主轴转速限制/不限制 K014.7 0 液压控制功能 有效/无效 K015.0 1 主轴换挡功能 有效/无效 K015.1 1 模拟主轴自动换挡/手动换挡 K015.20 挡位主轴手动调整有效/无效 K016.2 1 自动润滑开机时 是/否输出润滑 K016.3 0 润滑油位低 检测/不检测 K016.4 0 润滑油位高电平/低电平报警 K016.7 0 手轮/单步方式 x1000档无效/有效 K017.0主轴伺服/主轴变频器控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CAK36系列数控车床
CAK40系列数控车床
机床控制参数表
GSK 980TDi
沈阳机床股份有限公司
沈一车床厂
CAK36/40系列 机床控制参数表
沈阳机床股份有限公司 1 / 5
参数号 参数值 备注 001
00011010
Bit4=1模拟电压控制 002 00000010 Bit1=1刀尖半径补偿有效
003 00110000
004 01000000
Bit=0 公制 005 00010010
006 00000000
007 10000000
008 00011100
010 ********
012 10101001
015 1
X 齿轮比分子 016 1
Z 齿轮比分子 017 1
X 齿轮比分母 018 1
Z 齿轮比分母 019 5
020 0
021 -390
022 4000
X 快移速度 8000
Z 快移速度 026 100
027 8000
切削进给上限速度 028 200
029 100
030 200
031 1260
032 200
F0时X 快移速度 400
F0时Z 快移速度 033 100
X 回零速度 200
Z 回零速度 034 0
X 反向间隙补偿 0
Z 反向间隙补偿 036 0
037 3000
主轴1档最高速度 038 3000
主轴2档最高速度 039 3000
主轴3档最高速度 040 3000
主轴4档最高速度 041 100
042 10
插入段号增量值 043 99
G96恒线速主轴最低转速 044 115200
波特率 045
+99999999
X 正向软限位 +99999999
Z 正向软限位 参数号 参数值 备注 046 -99999999 X 负向软限位 -99999999
Z 负向软限位 047 0 各轴返回机床零点后绝对
坐标的设置值
0 048
0 049 0 050 0
051 2500 G71、G72时的单次进刀量 052 5000 G71、G72时的单次退刀量 053 15000 G73时,X 轴的退刀量 054 -25000 G73时,Z 轴的退刀量 055 3 G73循环车削的切削次数
056 5000
057 1 G76的重复次数
058 0 059 0 060 0 061 0 062 0 063 0 064 0 065 0 066 0
067 100 S1轴换挡输出电压 068 0 手动/手轮方式下S1速度 069 0 液压压力低检测时间ms
070 1024 主轴编码器线数
071 32 072 50
073 4095 S1最大转速钳制 074 0 S1最小转速钳制 084 4 刀架总刀位数 109 40 主轴点动速度 110 1 S1轴对应参数 111 1 S1轴对应参数 113 3800 X 轴对应参数 7600 Z 轴对应参数
119 3 140 1000 174 00001000
175 ******** Bit6=1检查主轴转速到达 181
11100000
不检查/检查主轴速度
CAK36/40系列 机床控制参数表
沈阳机床股份有限公司 2 / 5
参数号 参数值 备注 184
00000000
Bit6=0中文
DT 时间参数 参数号 数值 备注
DT002 2000 压力低报警检查时ms DT009 1500 刀架反转锁紧时间ms DT012 3000 主轴点动时间ms DT013 0 手动润滑开启时间ms DT014 1500 卡盘夹紧时间ms DT015 1500 卡盘松开时间ms DT016 1800000 自动润滑间隔时间ms DT017 10000 自动润滑输出时间ms
K 参数 参数号 数值 备注 K011.0 换刀方式
00方式B/01方式A
K011.1 K011.2 1/0 刀位信号
低电平/高电平有效
K011.3 1/0 检测/不检测 刀架锁紧信号 K011.4 1/0 刀架锁紧信号 高电平/低电平有效
K011.5 1/0 换刀结束时
检测/不检查刀位信号
K011.6 1/0 非换刀过程
检测/不检查锁紧信号
K011.7 1/0 非换刀过程
检测/不检查刀位信号 K014.0 1/0 液压压力检测功能
有效/无效
K014.1 1/0 液压压力检测信号低电平/高电平时关闭防护门
K014.2 1/0 防护门功能 有效/无效
K014.3 1/0 防护门信号高电平/低电平
时关闭防护门 K014.4 1/0 防护门锁/防护门开关 K014.5 1/0 防护门开时倍率,冷却限制
/不限制
K014.6
1/0
防护门打开,手动下主轴转
速限制/不限制
参数号 数值 备注
K014.7 1/0 液压控制功能 有效/无效 K016.2 1/0 自动润滑开机时 是/否输出润滑 K016.3 1/0 润滑油位低 检测/不检测 K016.4 1/0 润滑油位
高电平/低电平报警 K016.7 1/0 手轮/单步方式 x1000档无效/有效 K017.0 1/0 主轴伺服/主轴变频器控制
K017.1 1/0 主轴风扇异常 检测/不检测 K017.2 1/0 主轴转速到达信号 低电平/高电平有效
K017.3 1/0 主轴停止时
关闭/不关闭模拟电压 K017.4
1/0
主轴低电平/高电平
异常报警
DC 参数 参数号 数值 备注 DC000 10 主轴零速输出范围r/min DC010 200000000 行程润滑距离
伺服参数 参数号 X 轴 Z 轴 0 315 315 1 122 146 29 1024 4096 30 625 1875
CAK36/40系列机床控制参数表蓝海华腾V系列驱动器参数
参数参数值参数含义备注标记F03.030 无编码器矢量控制
F04.00 1端子控制
F04.02 3 模拟量给定
F04.045260 最高转速
F04.11 3 加速时间
F04.12 3 减速时间
F04,14 1 使用能耗制动
F04.15 680 制动电压
F05.00 3 X1端子,正转
F05.012X2端子,反转
F05.0236X3端子,准停定位
F05.0334 X4端子,刚性攻丝
F05.0466X5端子,零伺服使能端子
F05.1214继电器1端子,驱动器故障
F05.13 32继电器2端子,准停到位输出
F06.00 4044 模拟量曲线输入修正
F06.01 0 曲线输入修正A0
L0.00380电机额定电压V
L0.01 50电机额定频率Hz
L0.054电机极数
L0.06 1500 额定转速
L0.07 7.5 电机额定功率KW
L0.08 17 电机额定电流A
沈阳机床股份有限公司 3 / 5
CAK36/40系列机床控制参数表欧瑞SD20系列驱动器参数
参数参数值参数含义备注标记Po0023100 最高转速限制36/40单轴
Po010 2 刚性设置36/40单轴
Po101200 比例增益36/40单轴
Po1022500 积分增益36/40单轴
Po10920 加速时间36/40单轴
Po11030 减速时间36/40单轴
Po4003000 电机转速,小于Po00236/40单轴
Po0022500 最高转速限制40变档
Po010 5 刚性设置40变档
Po101500 比例增益40变档
Po1021000 积分增益40变档
Po10950 加速时间40变档
Po110100 减速时间40变档
Po4001800 电机转速,小于Po00240变档
刚性设定:
运转过程中若出现电机抖动、主轴振动情况时,将Po010刚性降低至振动消失,可以步进为1进行调整,若振动较大,可以步进为2进行调整。
沈阳机床股份有限公司 2 / 5。