钢筋电渣压力焊接头检验报告汇总表
钢筋电渣压力焊接头复检不合格的技术处理方案

钢筋电渣压力焊接头复检不合格的技术处理方案
一、接头部位与复检结论
3#楼二层(4.200层)KZ3,3-1轴交3-C轴、3-D轴;3-11轴交3-C轴、3-D轴,电渣压力焊接接头,根据《钢筋焊接接头复检报告,报告编号为023Q310001700192》中的检测结论为:经双倍复检,所检钢筋焊接接头不符合JGJ18-2012标准中HRB400E的技术要求,需进行技术处理,满足结构安全要求。
二、设计概况
3#楼二层KZ3,截面尺寸为700mm*400mm,纵向受力筋为14C18,柱砼强度等级为C35,具体纵向受力钢筋布置见图一KZ3截面配筋图。
三、技术处理方案
在砼柱立面钢筋接头位置,四周分别采用700mm*400mm*5mm;400mm*400mm*5m的钢板,用建筑结构胶将钢板牢固的粘贴在纵向受力钢筋接头位置的柱面上,再用电弧焊将钢板四角焊满,使钢板形成整体受力,达到处理效果,满足相关要求。
具体处理方案见《图二钢板布置示意图;图三处理方案截面示意图》。
此技术方案是否可行,请相关单位审核作出客观判定。
四川大航建设工程有限公司
2017年1月10日。
钢筋焊接汇总表
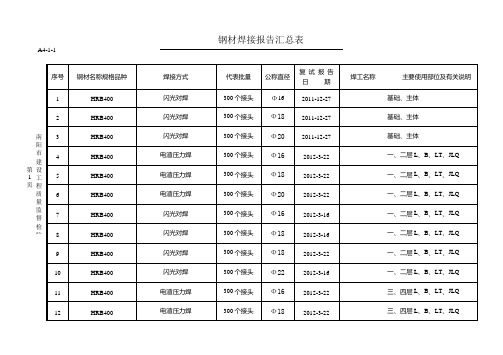
A4-1-1序号 钢材名称规格品种焊接方式 代表批量 公称直径 复 试 报 告 日 期 焊工名称 主要使用部位及有关说明1 HRB400 闪光对焊 300个接头 Ф16 2011-12-27 基础、主体 2HRB400 闪光对焊 300个接头 Ф18 2011-12-27 基础、主体 3 HRB400 闪光对焊 300个接头 Ф20 2011-12-27 基础、主体4 HRB400 电渣压力焊 300个接头 Ф16 2012-3-22 一、二层L 、B 、LT 、JLQ5 HRB400 电渣压力焊 300个接头 Ф18 2012-3-22 一、二层L 、B 、LT 、JLQ6 HRB400 电渣压力焊 300个接头 Ф20 2012-3-22 一、二层L 、B 、LT 、JLQ7 HRB400 闪光对焊 300个接头 Ф16 2012-3-16 一、二层L 、B 、LT 、JLQ8 HRB400 闪光对焊 300个接头 Ф18 2012-3-16 一、二层L 、B 、LT 、JLQ9 HRB400 闪光对焊 300个接头 Ф18 2012-3-22 一、二层L 、B 、LT 、JLQ 10 HRB400 闪光对焊 300个接头 Ф22 2012-3-16 一、二层L 、B 、LT 、JLQ 11 HRB400 电渣压力焊 300个接头 Ф16 2012-3-22 三、四层L 、B 、LT 、JLQ 12HRB400电渣压力焊300个接头Ф182012-3-22三、四层L 、B 、LT 、JLQ南阳市建设工程质量监督检验第 1 页A4-1-1序号 钢材名称规格品种焊接方式 代表批量 公称直径 复 试 报 告 日 期 焊工名称 主要使用部位及有关说明1 HRB400电渣压力焊300个接头Ф202012-3-22三、四层L 、B 、LT 、JLQ 23 HRB400 电渣压力焊 300个接头 Ф20 2012-5-4 二层L 、B 、LT 、JLQ 4 HRB400 电渣压力焊 300个接头 Ф16 2012-5-4 三层L 、B 、LT 、JLQ5 HRB400 电渣压力焊 300个接头 Ф20 2012-5-4 三层L 、B 、LT 、JLQ6 HRB400 电渣压力焊 300个接头 Ф16 2012-5-4 四层L 、B 、LT 、JLQ7 HRB400电渣压力焊300个接头Ф182012-5-4四层L 、B 、LT 、JLQ8 910 11 12南阳市建设工程质量监督检验第 1 页。
钢筋焊接分项工程质量验收记录表

-2
-4
-3
5
2
1
4
2
5
2
4
骨架的长度
±10
-8
-4
-6
5
7
2
6
3
4
-8
5
受力钢筋
间距
±10
-2
-8
-4
5
3
7
2
5
6
2
排距
±5
-2
-4
-6
-2
4
2
1
5
4
2
6
箍筋、构造筋间距
±10
-3
-4
-2
5
3
-6
-4
8
5
4
7
钢筋弯起点位移
8
焊接预埋件
中心线位移
5
2
4
1
3
5
4
2
4
2
5
水平高差
+3—0
1
3
2
1
1
2
2
钢筋焊接接头、焊接制品的机械性能必须符合焊接规定
符合设计要求及施工质量验收规范的规定
基本项目
项目
质量情况
等级
1
钢筋网和骨架焊接
1
2
3
4
5
6
7
8
9
10
合格
2
钢筋焊接接头
点焊焊点
/
对焊接头
经检验,闪光对焊接头合格,报告编号10010060。
电弧焊接头
经检验,电弧单面搭接焊焊接头合格,报告编号10010059。
实测110点,其中合格105点,合格率95%
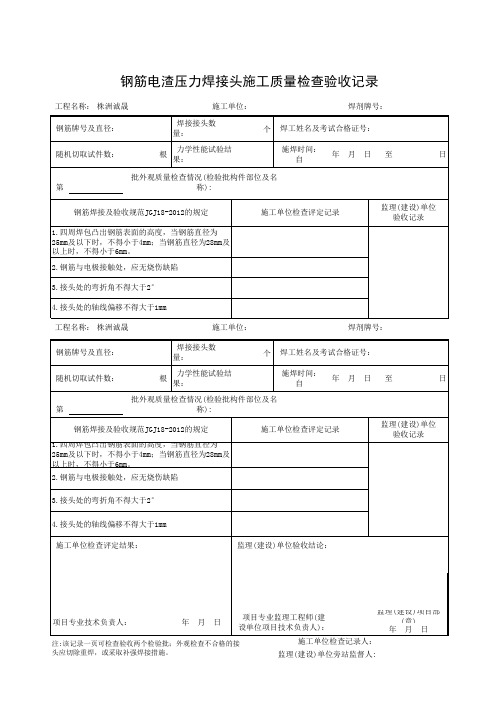
钢筋电渣压力焊接头施工质量检查验收记录
至
日
批外观质量检查情况(检验批构件部位及名
第
称):
钢筋焊接及验收规范JGJ18-2012的规定
1.四周焊包凸出钢筋表面的高度,当钢筋直径为 25mm及以下时,不得小于4mm;当钢筋直径为28mm及 以上时,不得小于6mm。
2.钢筋与电极接触处,应无烧伤缺陷
施工单位检查评定记录
监理(建设)单位 验收记录
2.钢
监理(建设)单位 验收记录
3.接头处的弯折角不得大于2°
4.接头处的轴线偏移不得大于1mm
工程名称: 株洲诚晟
施工单位:
焊剂牌号:
钢筋牌号及直径:
焊接接头数 量:
个 焊工姓名及考试合格证号:
随机切取试件数:
根
力学性能试验结 果:
施焊时间: 自
年月日
钢筋电渣压力焊接头施工质量检查验收记录
工程名称: 株洲诚晟
施工单位:
焊剂牌号:
钢筋牌号及直径:
焊接接头数 量:
个 焊工姓名及考试合格证号:
随机切取试件数:
根
力学性能试验结 果:
施焊时间: 自
年月日
至
日
批外观质量检查情况(检验批构件部位及名
第
称):
钢筋焊接及验收规范JGJ18-2012的规定
1.四周焊包凸出钢筋表面的高度,当钢筋直径为 25mm及以下时,不得小于4mm;当钢筋直径为28mm及 以上时,不得小于6mm。
施工单位检查记录人: 监理(建设)单位旁站监督人:
3.接头处的弯折角不得大于2°
4.接头处的轴线偏移不得大于1mm 施工单位检查评定结果:
监理(建设)单位验收结论:
项目专业技术负责人:
年月日
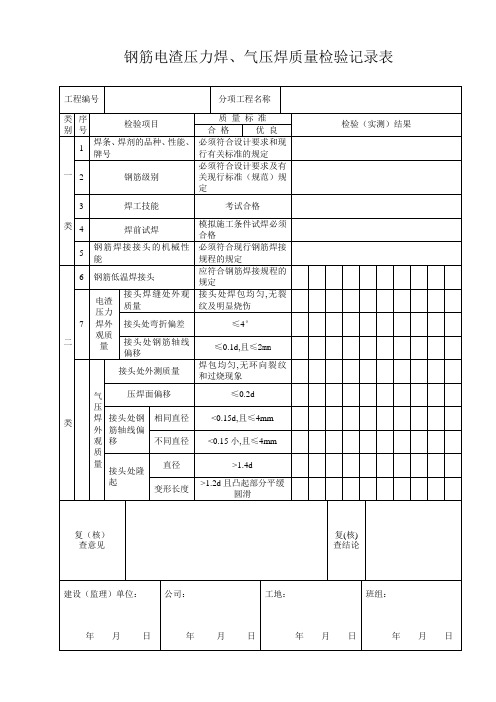
钢筋电渣压力焊气压焊质量检验记录表
二
类
6
钢筋低温焊接头
应符合钢筋焊接规程的规定
7
电渣压力焊外观质量
接头焊缝处外观质量
接头处焊包均匀,无裂纹及明显烧伤
接头处弯折偏差
≤4°
接头处钢筋轴线偏移
≤0.1d,且≤2mm
气压焊外观质量
接头处外测质量
焊包均匀,无环向裂纹和过烧现象
压焊面偏移
≤0.2d
接头处钢筋轴线偏移
相同直径
<0.15d,且≤4mm
不同直径
<0.15小,且≤4mm
接头处隆起
直径
>1.4d
变形长度
>1.2d且凸起部分平缓圆滑
复(核)
查意见
复(核)查结论
建设(监理)单位:
年月日
公司:
年月日
工地:
年月日
班组:
年月日
钢筋电渣压力焊、气压焊质量检验记录表
工程编号
分项工程名称
类别Βιβλιοθήκη 序号检验项目
质量标准
检验(实测)结果
合格
优良
一
类
1
焊条、焊剂的品种、性能、牌号
必须符合设计要求和现行有关标准的规定
2
钢筋级别
必须符合设计要求及有关现行标准(规范)规定
3
焊工技能
考试合格
4
焊前试焊
模拟施工条件试焊必须合格
5
钢筋焊接接头的机械性能
钢筋电弧焊、电渣压力焊检验报告

样品编号
公称直径(㎜)
母材检验 报告编号 RZ11001103
焊点(点95
2 3 1
300
/
/
≥ /
≥ /
2 3
检验依据
JGJ18-2003 编号
《钢筋焊接及验收规程》JGJ/T27-2001 《钢筋焊接头试验方法标准》 试样 依据标准所检项目符合指标要求 试样 /
2009137003R 有效期至:2012-7-30 工程名称
委托单位 施工单位 结构部位 见证单位 抗拉强度 标准值 (Mpa)
钢筋电弧焊、电渣压力焊检验报告
(第1页 共1页) 报告编号 RZ61000485 焊接种类 操 作 人 钢筋级别 见证人 1.1倍的 抗拉强度 标准值 (Mpa) 拉伸试验 序号 1 抗拉强度 (Mpa) 650 650 645 / / / 破坏部位 距焊缝41㎜ 距焊缝52㎜ 距焊缝36㎜ / / / 破坏状态 延性断裂 延性断裂 延性断裂 / / / 仪器名称:WE-1000万能试验机 主要 型号规格:WE-1000 仪器 设备 仪器名称:/ 型号规格:/ 管理编号:YJYQ-021 有效期至:2011-06-22 管理编号:/ 有效期至:/ / / 焊接类型 操作证号 委托编号 证书编号 工程编号 70917829 / 委托日期 检验日期 报告日期 检验性质 委托检验
地 址
地址: 邮编: 电话:
批准:
审核:
校核:
检验:
Z31006367 /
结论 编号 备注 /
声明
1、报告未盖检测单位“检测业务章”无效、报告涂改无效。 2、有关检测检验数据未经本检测机构或有关行政主管部门允许,任何单位不得擅自向社会发布信息。 3、对客户送样的委托检验,检测结果仅对本次被检样品有效。 4、部分复制报告无效。为了您的利益,若对检测结果有异议,请及时向检测单位提出。
钢筋连接检验批质量验收记录表

/
3
箍筋直径、横向、纵向受力钢筋间距符合设计及规范要求
施工单位
检查结果
经检查,主控项目合格,一般项目符合设计及规范要求,评定合格。
专业工长:
质量员:
年月日
监理单位
验收结论
监理工程师:
年月日
江苏省建设工程质量监督总站监制
验收项目
设计要求及
规范规定
最小/实际
检查数量
检查记录
检查
结果
主
控
项ห้องสมุดไป่ตู้
目
1
钢筋的连接方式
设计的钢筋连接方式:电渣压力焊
全数
/
全数
钢筋连接方式为:电渣压力焊
2
接头的力学性能、弯曲性能
钢筋机械连接接头、焊接接头的力学性能、弯曲性能应符合国家现行相关标准的规定。
/
检测合格
3
螺纹接头的拧紧扭矩值
螺纹接头应检验拧紧扭矩值,挤压接头应量测压痕直径,检验结果应符合现行行业标准《钢筋机械连接技术规程》JGJ 107的相关规定。
6
/
6
钢筋焊接接头的外观质量符合现行行业标准和《钢筋焊接及验收规程》JGJ 18的规定
3
钢筋的接头面积百分率
纵向受力钢筋机械连接接头或焊接接头时,同一连接区段内纵向受力钢筋的接头面积百分率设计要求为:
当设计无具体要求时,应符合5.4.6条规定。
3
/
3
同一连接区段内,纵向受拉钢筋的接头面积百分率50%。
钢筋连接检验批质量验收记录
苏TJ5.1.2.2
工程名称
分部(子分部)工程名称
混凝土结构
分项工程名称
钢筋连接
施工单位
电渣压力焊工艺评定
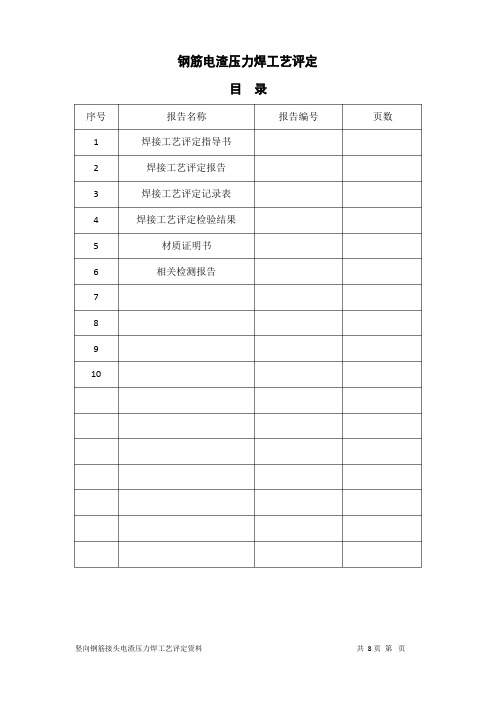
钢筋电渣压力焊工艺评定目录序号报告名称报告编号页数1 焊接工艺评定指导书2 焊接工艺评定报告3 焊接工艺评定记录表4 焊接工艺评定检验结果5 材质证明书6 相关检测报告78910一、焊接工艺评定指导书1、编制目的明确钢筋电渣压力焊的施工工艺,确保施工工艺评定满足设计和施工标准规定的要求,验证设计和施工标准的可操作性与可执行性,同时用以指导现场施工。
2、适用范围适用于现浇钢筋砼构造中竖向直径为14~32mm 的热轧带肋钢筋〔简称HRB〕以及直径为14~22㎜热轧光圆钢筋〔简称HPB〕,竖向直径为12mm的HRB或HPB钢筋应承受小型焊接机具,上下对正,并多做工艺试验;钢筋必需为竖向或者竖向倾斜度不大于10°;不适用于热轧带肋细晶粒钢筋〔简称HRBF〕以及余热处理钢筋〔简称RRB〕竖向接头连接。
〔注:余热处理钢筋仅适用于无抗震设防要求的构造或构件中〕电渣压力焊接头连接区段长度为35d〔d为较大钢筋直径值〕,同一构件内接头应相互错开,同一连接区段内的接头面积百分率不宜大于50%;有抗震设防要求的框架柱端箍筋加密区不宜设置电渣压力焊接头;直接承受动力荷载的竖向构件中不宜承受电渣压力焊接头。
3、编制依据《混凝土构造工程施工质量验收标准》GB50204;《混凝土构造设计标准》GB50010;《建筑抗震设计标准》GB50011;《混凝土构造工程施工标准》GB50666;《钢筋焊接及验收规程》JGJ 18-2023;《钢筋混凝土用钢第 1 局部:热轧光圆钢筋》GB1499.1;《钢筋混凝土用钢第 2 局部:热轧带肋钢筋》GB1499.2;设计图纸及相关要求。
4、工艺评定根本条件4.1材料预备4.1.1钢筋的品种、规格、性能须满足设计要求,有产品合格证、出厂检验报告和进场复试报告,并满足电渣压力焊适用范围要求。
4.1.2焊剂:焊剂应有出厂合格证。
最常承受HJ431 焊剂,其性能应符合GB5293 碳素钢埋弧焊用焊剂的规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
地梁
HRB400 22
电弧焊-单面搭接焊
2013.8.15
HJ13080127
9
10
11
12
13
14
15
16
17
18
19
20
21
钢筋焊接接头检验报告汇总表
工程名称:无锡甘露学校教学用房/翻建
施工单位:无锡享利富建设发展有限公司
序号
使用部位
规格型号
焊接方式
送检日期
检验报告编号
1
主体一层柱
HRB400 20
HJ13080025
4
地梁
HRB400 22
闪光对焊
2013.8.5
HJ13080026
5
地梁
HRB400 25
闪光对焊
2013.8.5
HJ13080027
6
地梁
HRB400 18
电弧焊-单面搭接焊
2013.8.15
HJ13080125
7
地梁
HRB400 20
电弧焊-单面搭接焊
2013.8.15
HJ13080126
B00610221406771
5
主体三层柱
HRB400 20
电渣压力焊
2014-11-12
B00610221407079
6
主体三层柱
HRB400 22
电渣压力焊
2014-11-12
B00610221407079
7
主体四层柱
HRB400 20
电渣压力焊
2014-11-28
B00610221407576
8
主体四层柱
HRB400 22
电渣压力焊
2014-11-28
B00610221407576
91011ຫໍສະໝຸດ 121314
15
16
17
18
19
20
21
钢筋焊接接头检验报告汇总表
工程名称:
施工单位:四川恒亿达建设工程有限公司
序号
使用部位
规格型号
焊接方式
送检日期
检验报告编号
1
地梁
HRB400 16
闪光对焊
2013.8.5
HJ13080023
2
地梁
HRB400 18
闪光对焊
2013.8.5
HJ13080024
3
地梁
HRB400 20
闪光对焊
2013.8.5
电渣压力焊
2014-10-14
B00610221406198
2
主体一层柱
HRB400 22
电渣压力焊
2014-10-14
B00610221406198
3
主体二层柱
HRB400 20
电渣压力焊
2014-10-27
B00610221406771
4
主体二层柱
HRB400 22
电渣压力焊
2014-10-27