钢筋电渣压力焊接头检验批质量验收记录(最新模板)
钢筋电渣压力焊接头检验批质量验收记录
项目专业质量检查员:
年月日
监理(建设)单位验收结论
监理工程师:
(建设单位项目技术负责人):
年月日
注:1、一般项目各小项检查评定不合格时,在小格内打X号;
2、本表由施工单位项目专业检查员填写,监理工程师(建设单位项目专业技术负责人)组织项目专业质量检查员等进行验收。
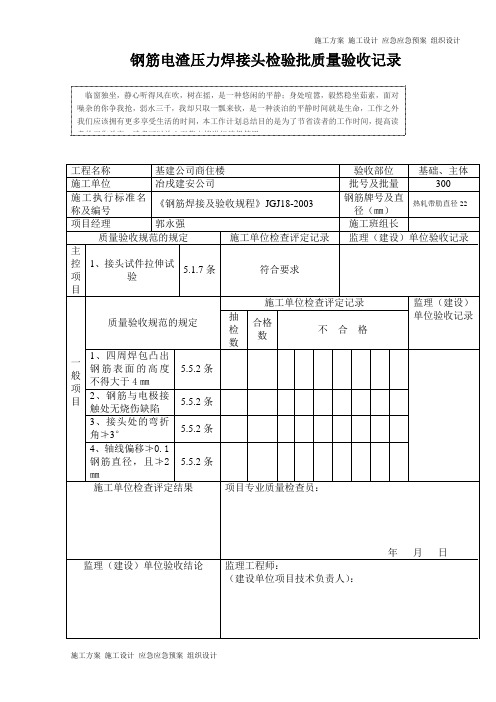
钢筋电渣压力焊接头检验批质量验收记录
工程名称
基建公司商住楼
验收部位
基础、主体
施工单位
冶戌建安公司
批号及批量
300
施工执行标准名称及编号
《钢筋焊接及验收规程》JGJ18-2003
钢筋牌号及直径(㎜)
热轧带肋直径22
项目经理
郭永强
施工班组长
质量验收规范的规定
施工单位检查评定记录
监理(建设)单位验收记录
主控项目
1、接头试件拉伸试验
5.1.7条
符合要求
一般项
目
质量验收规范的规定
施工单位检查评定记录
监理(建设)单位验收记录
抽检数
合格数
不合格
1、四周焊包凸出钢筋表面的高度不得大缺陷
5.5.2条
3、接头处的弯折角≯3°
5.5.2条
4、轴线偏移≯0.1钢筋直径,且≯2㎜
5.5.2条
钢筋焊接分项工程质量验收记录表(模板)
﹪
等级 8 9 10
检 查 结 专业项目技术负责人 论
验 收 结 2020年11月14日 论
监理工程师
2020年11月14日
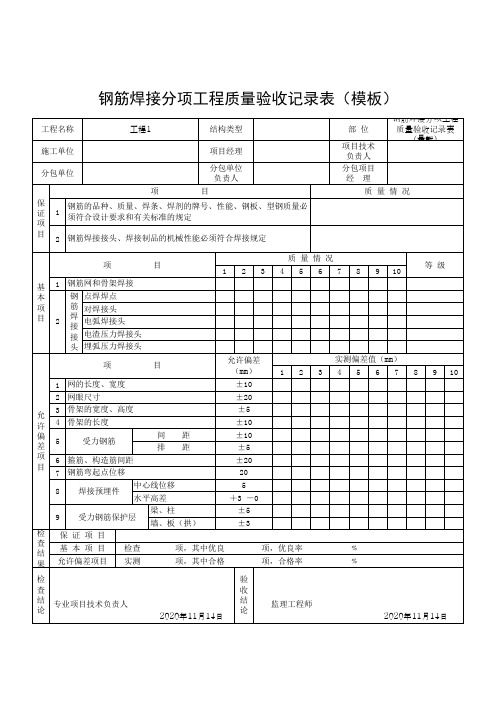
钢筋焊接分项工程质量验收记录表(模板)
工程名称
工程1
结构类型
施工单位
项目经理
分包单位
分包单位 负责人
项
目
保 证
1
钢筋的品种、质量、焊条、焊剂的牌号、性能、钢板、型钢质量必 须符合设计要求和有关标准的规定
项
目 2 钢筋焊接接头、焊接制品的机械性能必须符合焊接规定
部位
项目技术 负责人
钢筋焊接分项工程 质量验收记录表 (最新)
分包项目 经理
质量情况
项
目
质量情况 1 2 3 4 5 6 7 8 9 10
基 1 钢筋网和骨架焊接
本
钢 点焊焊点
项
筋 对焊接头
目
2
焊 接
电弧焊接头
接 电渣压力焊接头
头 埋弧压力焊接头
项
目
允许偏差 (mm)
实测偏差值(mm) 1234567
1 网的长度、宽度
±10
2 网眼尺寸
±20
允 3 骨架的宽度、高度 许 4 骨架的长度
偏 差
5
受力钢筋
项 6 箍筋、构造筋间距 目 7 钢筋弯起点位移
间距 排距
±5 ±10 ±10 ±5 ±20 20
中心线位移 8 焊接预埋件
水平高差
5 +3 -0
梁、柱
±5
9 受力钢筋保护层
墙、板(拱)
±3
检 保证项目
查 结
基本项目
检查
项,其中优良
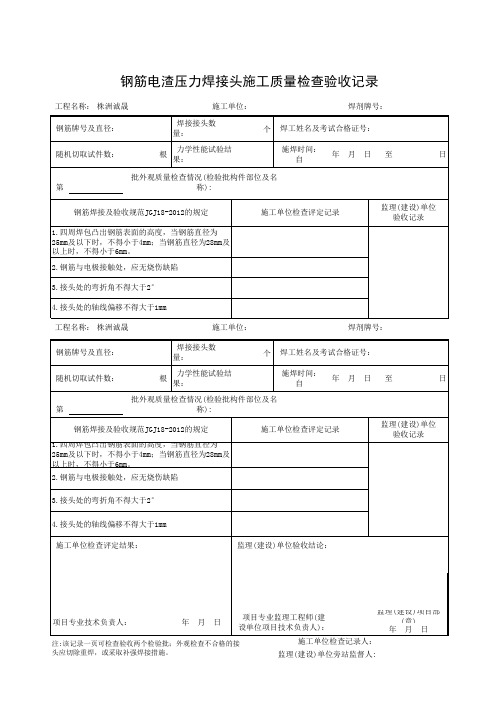
钢筋电渣压力焊接头施工质量检查验收记录
至
日
批外观质量检查情况(检验批构件部位及名
第
称):
钢筋焊接及验收规范JGJ18-2012的规定
1.四周焊包凸出钢筋表面的高度,当钢筋直径为 25mm及以下时,不得小于4mm;当钢筋直径为28mm及 以上时,不得小于6mm。
2.钢筋与电极接触处,应无烧伤缺陷
施工单位检查评定记录
监理(建设)单位 验收记录
2.钢
监理(建设)单位 验收记录
3.接头处的弯折角不得大于2°
4.接头处的轴线偏移不得大于1mm
工程名称: 株洲诚晟
施工单位:
焊剂牌号:
钢筋牌号及直径:
焊接接头数 量:
个 焊工姓名及考试合格证号:
随机切取试件数:
根
力学性能试验结 果:
施焊时间: 自
年月日
钢筋电渣压力焊接头施工质量检查验收记录
工程名称: 株洲诚晟
施工单位:
焊剂牌号:
钢筋牌号及直径:
焊接接头数 量:
个 焊工姓名及考试合格证号:
随机切取试件数:
根
力学性能试验结 果:
施焊时间: 自
年月日
至
日
批外观质量检查情况(检验批构件部位及名
第
称):
钢筋焊接及验收规范JGJ18-2012的规定
1.四周焊包凸出钢筋表面的高度,当钢筋直径为 25mm及以下时,不得小于4mm;当钢筋直径为28mm及 以上时,不得小于6mm。
施工单位检查记录人: 监理(建设)单位旁站监督人:
3.接头处的弯折角不得大于2°
4.接头处的轴线偏移不得大于1mm 施工单位检查评定结果:
监理(建设)单位验收结论:
项目专业技术负责人:
年月日
钢筋焊接工程检验批质量验收记录

8
焊缝宽度
mm
9
焊缝长度
mm
10
横向咬边深度
mm
11
在长2d焊缝表面
上的气孔夹渣
数量
个
12
面积
mm2
13
在全部焊缝表面
上的气孔及夹渣
数量
个
14
面积
mm2
施工单位检
查评定结果
项目专业质量检查员:
年月日
监理(建设)单位
验收结论
监理工程师:
(建设单位项目专业技术负责人)
年月日
项目
施工单位检查记录
合
格
率
%
监理(建设)单位验收记录
1
焊接表面应平整,不得有凹陷或焊瘤
2Байду номын сангаас
焊接接头区域不得有裂纹
3
坡口焊、熔槽帮条焊、窄间隙接头的焊缝余高不得大于3mm
电弧焊接头偏差及缺陷允许值
实测偏差
名称
单位
接头型法
4
帮条沿接头中心线
的纵向编移
5
接头处钢筋轴线的偏移
度
6
接头处钢筋轴线的偏移
mm
7
焊缝厚度
DB21/1232003
钢筋焊接工程(电弧焊接头)检验批质量验收记录
表L.1.7-1-2
工程名称
验收部位
施工单位
项目经理
专业
工长
施工标准及编号
见证检
测报告
项目
施工单位检查记录
监理(建设)单位
验收记录
主
控
项
目
1
钢筋等母材质量必须符合有关标准规定
2
焊接材料质量必须符合有关标准规定
钢筋电渣压力焊接头施工质量检查验收记录
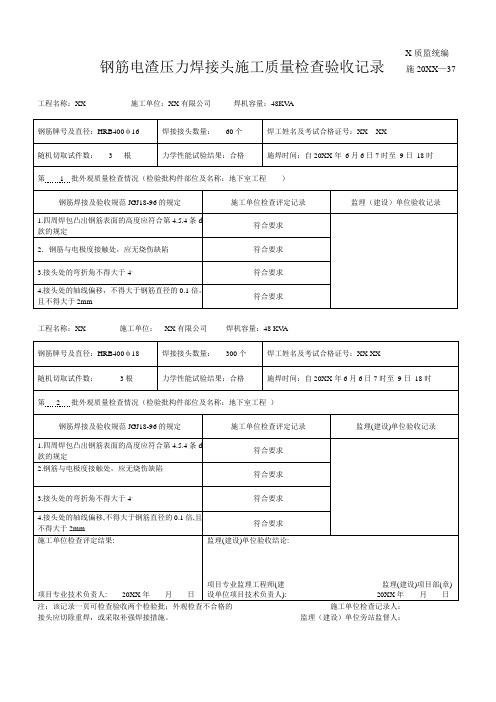
工程名称:XX 施工单位:XX有限公司焊机容量:48KV A
工程名称:XX 施工单位:XX有限公司焊机容量:48 KV A
注:该记录一页可检查验收两个检验批;外观检查不合格的施工单位检查记录人:接头应切除重焊,或采取补强焊接措施。
监理(建设)单位旁站监督人:
工程名称:XX 施工单位:XX有限公司焊机容量:48KV A
工程名称:XX 施工单位:XX有限公司焊机容量:48 KV A
注:该记录一页可检查验收两个检验批;外观检查不合格的施工单位检查记录人:接头应切除重焊,或采取补强焊接措施。
监理(建设)单位旁站监督人:
工程名称:XX 施工单位:XX有限公司焊机容量:48KV A
注:该记录一页可检查验收两个检验批;外观检查不合格的施工单位检查记录人:接头应切除重焊,或采取补强焊接措施。
监理(建设)单位旁站监督人:
工程名称:XX 施工单位:XX有限公司焊机容量:48KV A
工程名称:XX 施工单位:XX有限公司焊机容量:48 KV A
注:该记录一页可检查验收两个检验批;外观检查不合格的施工单位检查记录人:接头应切除重焊,或采取补强焊接措施。
监理(建设)单位旁站监督人:。
钢筋电渣压力焊接头检验批

1 一 般 项 目
272
342
2
272
342
272
342
3
4
直径且≯2mm
272
342主控项目全部合格、一般项 Nhomakorabea满足规范规定
施工单位检查评定结果 项目专业质量检查员: 年 月 日
监理(建设)单位验收结论 监理工程师(建设单位项目专业技术负责人): 年 月 日
电渣压力焊焊接头检测 接头试件拉伸试验 5.1.7条 合格,报告编号为: D00310221500659-60 质量验收规程的规定 当钢筋直径小于或 等于25mm时,焊包 高度不得小于4mm, 5.6.2条 当钢筋直径小于或 等于28mm时,焊包 高度不得小于6mm, 钢筋与电极接触处 5.6.2条 无烧伤缺陷 接头处的弯折角度 5.6.2条 不得大于2 轴线偏移≯0.1钢筋 5.6.2条 施工单位检查评定记录 抽检数 合格数 监理(建设)单位 验收记录 不合格数
钢筋电渣压力焊接头检验批质量验收记录
工程名称 施工单位 雷诺4S店 江苏圣丰建设有限公司 验收部位 批号及批量 一层框架柱 342个
施工执行名 钢筋焊接及验收标准JGJ18钢筋牌号及直径(mm) HRB400E: Φ 18、20、22、25 称及编号 2012 项目经理 主 控 项 目 王艮健 质量验收规程的规定 1 施工班组长 施工单位自评 邵金贤 监理(建设)单位验收记录
钢筋电渣压力焊接头检验批质量验收记录
钢筋电渣压力焊接头检验批质量验收记录一、前言钢筋电渣压力焊接头是钢筋连接的一种常用方式,在建筑、桥梁、隧道、水利等行业中广泛应用。
焊接工艺的好坏直接影响钢筋连接的安全可靠性,因此对焊接工艺和焊接接头的质量进行检验和验收,对于施工质量的保障至关重要。
本文档旨在总结钢筋电渣压力焊接头检验批的质量验收记录,以便于工程管理实践中的规范化要求。
二、检验批范围本文档适用于钢筋电渣压力焊接头检验批的质量验收记录工作。
三、质量验收内容(一)焊接焊缝外观质量焊接焊缝外观质量检验是对焊接工艺的直接检验,外观质量不良的焊接接头往往不具备保护钢筋的功能。
因此,焊接焊缝外观质量的检验是质量验收的重要环节。
(二)焊接接头尺寸钢筋电渣压力焊接头的尺寸应符合设计要求,尤其是焊接头的长度、宽度、高度、间距等尺寸应符合规范的要求,确保焊接头的力学性能达到标准要求。
因此,检验焊接接头尺寸的合格率也是质量验收的重要方面。
(三)焊接接头机械性能钢筋电渣压力焊接头的机械性能对拼接的钢筋有着重要的保护作用,因此焊接接头机械性能的检验也非常重要。
验收时需要检测焊接接头的强度和韧性等力学性能参数,并进行拉伸、扭曲、冲击等试验,确保焊接接头的机械性能与要求相符合。
四、检验依据钢筋电渣压力焊接头的检验依据是相关行业标准。
主要有:GB/T17219-1998《钢筋电渣焊接工艺规程》、GB/T1499.1-2018《混凝土用钢筋标准》等。
在验收检验时,需要根据标准明确检验方法和验收标准。
五、检验记录检验记录是质量验收的重要环节,它记录了焊接接头检验中的重要信息,也是评判焊接质量是否合格的依据。
检验记录应当包含以下信息:(一)项目和部位名称:记录钢筋电渣压力焊接头所在的建筑项目及部位。
(二)焊接接头编号:焊接接头应分别进行编号,以便于记录和管理。
(三)焊接工艺参数:记录焊接工艺参数,如电压、电流、焊接时间、电极间距、焊接线性速度等。
(四)焊接缺陷情况:在检验中发现的焊接缺陷应当详细记录。
[精编]钢筋电渣压力焊接头检验批质量验收记录
![[精编]钢筋电渣压力焊接头检验批质量验收记录](https://img.taocdn.com/s3/m/d0139268700abb68a982fba3.png)
钢筋电渣压力焊接头检验批质量验收记录
钢筋电渣压力焊接头检验批质量验收记录
钢筋电渣压力焊接头检验批质量验收记录
钢筋电渣压力焊接头检验批质量验收记录
钢筋电渣压力焊接头检验批质量验收记录
钢筋电渣压力焊接头检验批质量验收记录
钢筋电渣压力焊接头检验批质量验收记录
钢筋电渣压力焊接头检验批质量验收记录
钢筋电渣压力焊接头检验批质量验收记录
钢筋电渣压力焊接头检验批质量验收记录
钢筋电渣压力焊接头检验批质量验收记录。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
质量验收规程的规定
当钢筋直径小于或等于
25mm
1 时,焊包高度不得小于4mm
一
当钢筋直径大于或等于
与电极接触处无烧伤 缺陷
5.6.2条
接头处的弯折角度不得大 目3
于2°
5.6.2条
施工班组组长 施工单位检查评定记录
监理(建设)单位 验收记录
施工单位检查评定记录
抽查数 合格数
表A.0.4 钢筋电渣压力焊接头检验批质量验收记录(最新模板)
工程名称
工程1
验收部位
钢筋电渣压力焊接头检验批质量 验收记录(最新)
施工单位
批号及批量
施工执行标准 名称及编号
《钢筋焊接及验收规程》 JGJ 18-2012
钢筋牌号及直径 (mm)
项目经理
主
控
项 目
1
质量验收规程的规定
接头试件拉伸试验
5.1.7条
专业质量检查员等进行验收。
不合格
监理(建设) 单位验收记录
4 轴线偏移不得大于1mm
5.6.2条
施工单位检查 评定结果
项目专业质量检查员:
年月日
监理(建设)单位 验收结论
监理工程师
(建设单位项目专业技术负责人):
年月日
注: 1、一般项目各小项检查评定不合格时,在小格内打×号; 2、本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织 项目