网版技术参数.
wifi技术参数精选全文
精选全文完整版(可编辑修改)wifi技术参数WiFi技术参数一、频率范围WiFi技术采用的频率范围是2.4 GHz和5 GHz。
2.4 GHz频段有13个信道,每个信道之间相互干扰,所以选择无干扰的信道非常重要。
5 GHz频段则有更多的信道可供选择。
二、传输速率WiFi技术支持的传输速率有多种,例如802.11b标准下的11 Mbps、802.11g标准下的54 Mbps、802.11n标准下的300 Mbps以及802.11ac标准下的最高速率可达到1 Gbps。
传输速率的提高可以提供更快的网络连接速度,满足用户对高速网络的需求。
三、信道带宽WiFi技术中使用的信道带宽有20 MHz和40 MHz两种。
20 MHz 信道带宽适用于2.4 GHz频段,而40 MHz信道带宽适用于5 GHz 频段。
增加信道带宽可以提高数据传输速率,但同时也会增加信号干扰的可能性。
四、天线增益WiFi设备中的天线增益是指天线将电能转换为无线信号的能力。
天线增益越高,信号的传输距离越远。
一般来说,天线增益为2-3dBi的WiFi设备适用于室内使用,而天线增益为5-9 dBi的WiFi 设备适用于室外使用。
五、覆盖范围WiFi设备的覆盖范围取决于多种因素,包括信号强度、天线增益、信道带宽等。
一般而言,室内WiFi的覆盖范围为30-50米,室外WiFi的覆盖范围可达到100-200米。
六、安全性WiFi技术中的安全性主要包括加密和身份验证两个方面。
加密技术可以保护无线网络中传输的数据不被未经授权的人获取,常用的加密方式有WEP、WPA和WPA2。
身份验证则用于验证用户的身份,常见的身份验证方式有预共享密钥(PSK)和802.1x身份验证。
七、干扰问题WiFi技术在使用过程中可能会受到其他无线设备或物理障碍物的干扰。
常见的干扰源包括微波炉、蓝牙设备、无线电话等。
为了减少干扰,可以选择合适的信道、调整天线方向或使用信号增强器等方法。
印刷技术中网版印刷的工艺流程和要点解析

印刷技术中网版印刷的工艺流程和要点解析印刷技术在现代社会中发挥着重要作用,其中一种常见的印刷方式就是网版印刷。
网版印刷是利用网版的网孔形成图文,然后通过刮刀将油墨压入网孔,再通过压力将油墨转移到印刷材料上,实现印刷的过程。
本文将详细解析网版印刷的工艺流程和要点。
一、网版印刷的工艺流程网版印刷是一种先进的印刷技术,包括准备工作、设备调试、印版制作和印刷等环节。
1. 准备工作准备工作是网版印刷的第一步,主要任务是选择合适的网版、印刷机、油墨和印刷材料。
网版的选择应根据印刷品的特点和要求,一般有金属网版和合成纤维网版两种。
印刷机的选择要考虑到印刷品的尺寸、材质和成本等因素。
油墨的选择应与印刷品相匹配,包括颜色、粘度和耐久性等指标。
印刷材料的选择要考虑到纸张的质量、光泽度和耐久性等要求。
2. 设备调试设备调试是确保印刷质量的重要环节。
首先要对印刷机的各项参数进行检查和调整,确保各部件的正常运转。
然后要对刮刀的角度、压力和速度等因素进行调试,以确保油墨能够均匀地转移到印刷材料上。
最后要对印版和印刷材料进行适当的调整,确保印刷效果符合要求。
3. 印版制作网版是网版印刷的核心部分,印版的制作质量直接影响到印刷的效果。
印版制作主要包括选择、制版、显影和固化等步骤。
首先要选择适合的网版材料,然后根据印刷要求制作成所需的网版。
接下来要对印版进行显影处理,将图文部分浸泡在显影液中,使其显现出来。
最后要对印版进行固化处理,以增加印版的耐久性和稳定性。
4. 印刷印刷是整个网版印刷流程的关键步骤,涉及到油墨的转移和印刷材料的接受。
印刷过程中,首先要将制版放在印刷机上,并调整好印版和印刷材料的位置。
然后通过刮刀将油墨压入网孔,再通过压力将油墨转移到印刷材料上。
印刷时要注意刮刀的角度和压力,以确保油墨的均匀和适量。
完成印刷后,需要对印刷品进行检查和整理,确保印刷质量符合要求。
二、网版印刷的要点解析网版印刷作为一种先进的印刷技术,其要点主要涉及到网版的选择、印刷机的调试、印版的制作和印刷质量的控制等方面。
windows2012 server技术参数

windows2012 server技术参数
Windows Server 2012的技术参数主要包括以下几个方面:
1. 处理器:Windows Server 2012对处理器的最低要求为主频,建议配置更高主频的处理器,如Intel酷睿i5或更高版本的处理器。
2. 内存:最少要有512MB的内存,如果需要处理大量数据或高负载应用,建议配置更多内存。
3. 存储:需要至少32GB的磁盘空间,建议使用SSD或高性能机械硬盘来提高系统性能。
4. 网络:需要具备稳定的网络连接,建议配置千兆网卡以获得更好的网络性能。
5. 虚拟化:Windows Server 2012支持虚拟化技术,可以创建和管理虚拟机,以提高服务器的利用率和灵活性。
6. 安全:Windows Server 2012提供了多种安全功能,如防火墙、入侵检测和修复、加密等,以保护服务器的安全。
7. 管理:Windows Server 2012提供了强大的管理工具,如Server Manager、PowerShell等,可以帮助管理员方便地管理服务器。
这些技术参数是Windows Server 2012的基本要求和性能指标,根据实际需求和业务规模,可能需要进行相应的调整和优化。
电池片丝网印刷简介[优质文档]
![电池片丝网印刷简介[优质文档]](https://img.taocdn.com/s3/m/997a49d725c52cc58bd6bec3.png)
® © 2020 HS Corporation
®
三、印刷的原理
1.印刷目的 是在pn结的两面印刷正负电极和背场。印刷最基本的要求便是保证印刷 图形的完整和对称。
2.丝网印刷原理 实际丝网印刷时,印刷头组件将进行溢流行程和印刷行程两个操作。 溢流行程中,溢流板推动浆料在整个丝网印刷面积上扩展开成为均匀的一层。在溢流 行程时,溢流板与丝网的间距、溢流板运行速度要适当。溢流板位置过低时会与丝网接 触并产生印刷效果,甚至会损坏丝网;位置过高、速度不合适则不能均匀展开浆料。 印刷行程中,刮板叶片以一定的速度和角度向前移动,对浆料产生一定的压力,推动 浆料前进在刮板前滚动,产生将浆料注入网孔的压力。由于浆料是触变流体,浆料中的 粘性摩擦力使其层流之间产生切变。在再刮板凸缘附近与丝网接触处,浆料切变速率最 大,这一方面产生了浆料注入网孔所需的压力,另外切变速率的提高也使浆料的粘度下 降,有利于注入网孔。因此,当刮板角度、速度适当时,浆料会顺利地进入丝网网孔。 当刮板完成压印动作后,丝网回弹离开基片表面,在基片上产生一低压区,由于丝网上 方的大气压与这一低压区存在压差,所以浆料就被从网孔中推向基片,形成印刷的浆料 图形。如果不形成低压区,浆料仍留在网孔中,就不能形成基片上的印刷图形。
© 2020 HS Corporation
五、刮条
刮胶对印刷质量的影响 1.刮胶的硬度 2.刮胶的长度 3.浆料接触面的平整度 4.刮胶的形状和角度
® © 2020 HS Corporation
六、回料版的作用和影响
1.作用 •返回浆料 •均匀的回墨有利于提高印刷的均一性 • 防止丝网表面干燥 •增加浆料的透过性 2.影响 •过度下压 •回料版本身的瑕疵 •回料版不到位 •与刮胶的间隔过小或是浆料过多,促使刮胶不能正常的回转浆料
产品技术参数(心理测评系统—大学生 V9.0 BS网络版)
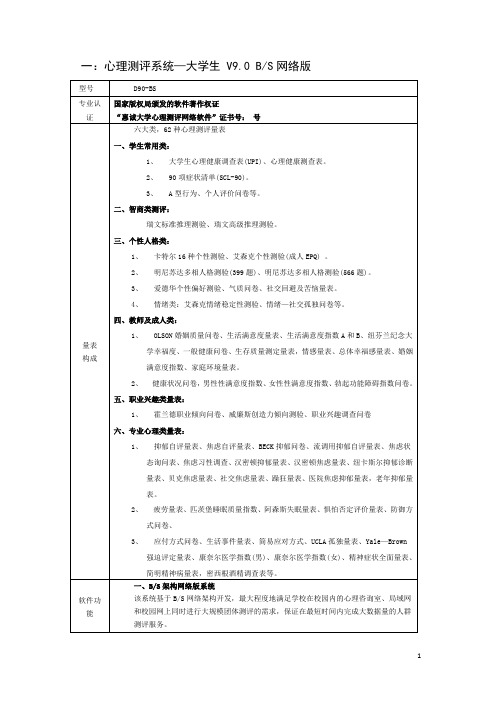
一:心理测评系统—大学生 V9.0 B/S网络版型号D90-BS专业认证国家版权局颁发的软件著作权证“惠诚大学心理测评网络软件”证书号:号量表构成六大类,62种心理测评量表一、学生常用类:1、大学生心理健康调查表(UPI)、心理健康测查表。
2、 90项症状清单(SCL-90)。
3、 A型行为、个人评价问卷等。
二、智商类测评:瑞文标准推理测验、瑞文高级推理测验。
三、个性人格类:1、卡特尔16种个性测验、艾森克个性测验(成人EPQ) 。
2、明尼苏达多相人格测验(399题)、明尼苏达多相人格测验(566题)。
3、爱德华个性偏好测验、气质问卷、社交回避及苦恼量表。
4、情绪类:艾森克情绪稳定性测验、情绪—社交孤独问卷等。
四、教师及成人类:1、 OLSON婚姻质量问卷、生活满意度量表、生活满意度指数A和B、纽芬兰纪念大学幸福度、一般健康问卷、生存质量测定量表,情感量表、总体幸福感量表、婚姻满意度指数、家庭环境量表。
2、健康状况问卷,男性性满意度指数、女性性满意度指数、勃起功能障碍指数问卷。
五、职业兴趣类量表:1、霍兰德职业倾向问卷、威廉斯创造力倾向测验、职业兴趣调查问卷六、专业心理类量表:1、抑郁自评量表、焦虑自评量表、BECK抑郁问卷、流调用抑郁自评量表、焦虑状态询问表、焦虑习性调查、汉密顿抑郁量表、汉密顿焦虑量表、纽卡斯尔抑郁诊断量表、贝克焦虑量表、社交焦虑量表、躁狂量表、医院焦虑抑郁量表,老年抑郁量表。
2、疲劳量表、匹茨堡睡眠质量指数、阿森斯失眠量表、惧怕否定评价量表、防御方式问卷、3、应付方式问卷、生活事件量表、简易应对方式、UCLA孤独量表、Yale—Brown强迫评定量表、康奈尔医学指数(男)、康奈尔医学指数(女)、精神症状全面量表、简明精神病量表,密西根酒精调查表等。
软件功能一、B/S架构网络版系统该系统基于B/S网络架构开发,最大程度地满足学校在校园内的心理咨询室、局域网和校园网上同时进行大规模团体测评的需求,保证在最短时间内完成大数据量的人群测评服务。
网版技术参数
六、尼龙丝网
尼龙丝网:由化学合成纤维制作而成,属于聚酰胺系。尼龙丝网具有很高的强度,耐磨 性、耐化学药品性、耐水性、弹性都比较好,由于丝径均匀,表面光滑,故油墨的通过性 也极好。其不足是尼龙丝网的拉伸性较大。这种丝网在绷网后的一段时间内,张力有所降 低,使丝网印版松弛,精度下降。因此,不适宜印制尺寸精度要求很高的线路板等。
感光胶是用于直接法制版的丝印制版感光材料,还可分为单液型和双液型。单液型感光胶 在生产时已将感光剂加入乳胶中,使用时不需配制即可涂布;双液型感光胶在使用前要先将感 光剂按配方说明溶释,然后再分散混合于乳胶中,消泡后方可涂布。
感光胶的型号、品种繁多,生产厂家的配方也不尽一致,选用时可根据承印物要求,参照 产品说明书适当选择。
注意:曝光不足会降低网版的耐印次数,曝光过量会影响图像的清晰度。
显 影:用清水将曝光后的网版两面浸透或放置于水槽中1〜2分钟,取出后用高压水枪水
雾状冲洗网版(受到紫外线照射的部分有感光胶硬化在丝网上,没有受到紫外线照射的部分溶 解于水中),直至所有图纹显影清晰为止,除去多余的水份用加压气枪、鸡皮布等去除。
氮系),双液型感光乳剂涂布前需敏化,重氮光敏剂完全溶解后与乳剂混合均匀、脱泡后才可 使用。单液型感光胶,轻轻搅拌均匀之后即可使用。涂布时应避免刮斗带进气泡,干燥温度在30〜40C。膜厚依印刷物的要求而定,可通过涂布工程的次数控制膜厚。
干 燥:在40C以下温风干燥。
曝 光:将菲林底片粘贴在网版P面,在紫外线下曝光,紫外线照射过的部分失去水溶性, 根据感光胶,曝光时间不同。请参考各页曝光时间表,并确定最佳暴光时间后曝光。
使用方法
绷 网:选配所需丝网,按张力、角度等要求张网,粘接在铝质等材质的网框上。用机械 在铝网框上,按规定的张力张贴丝网,丝网有聚脂、尼龙、不锈钢等材质,染色的聚脂、尼龙 丝网可防止乱反射。
包装印刷丝网印刷各参数及其对印刷质量的影响
2.2.1 线径(d)
线径是指网丝的直径。不锈钢丝线的线径 一般在20- 100 m范围,而通常聚酯或尼龙丝 线的线径在30 -130 m之间。由于不锈钢丝的 线径细,故能编织出精细且目数很高的丝 网。
3.6 刮胶硬度的影响
刮胶材料一般为聚胺脂或氟化橡胶,硬度 60-90A。
刮胶硬度越大,印刷的图形越精确,原图 的重现性越好。因此,正面栅线的印刷就 需要选用硬度较高刮胶。
刮胶硬度小,其他参数不变的情况下湿重 就大,线高增加,线宽变大。
3.7 刮胶角度的影响
刮胶角度的调节范围为45-75度。 实际的刮胶角度与浆料有关,浆料黏度越高,流动性越差,
3.8 浆料黏度的影响
印刷时浆料黏度的变化(触 变性)如右图所示:
浆料的黏度与流动性呈反比, 黏度越低,流动性越大,可 在一定程度保证印刷的质量。
浆料黏度过大,透墨性差, 印刷时易产生桔皮、小孔。
浆料黏度过小,印刷的图形 易扩大(栅线膨胀),产生 气泡、毛边。
3.9 纱厚、膜厚的影响
一般情况下,丝网目数越低,线径越粗, 印刷后的浆料层越高,因此丝网目数较高 时,印刷后浆料层就低一些。
3.5 丝网间隙的影响
在其他条件一定的情况下, 丝网间隙与湿重大致有如右 图的关系:最初两者几乎呈 比例上升,之后丝网间隙加 大,湿重降低,最后突然变 为零。
丝网印刷时使用的是曲线的 前半段(即呈比例上升段)。 由此可知,丝网间隙加大, 下墨量多,湿重增大。
丝网间隙过大,易使印刷图 形失真;过小,容易粘网。
印刷台的重复定位精度:太阳能电池片印 刷台的重复定位精度需达到0.01mm。
lte cat1技术参数

lte cat1技术参数(原创实用版)目录1.LTE Cat1 技术简介2.LTE Cat1 技术参数详解2.1 下行链路参数2.2 上行链路参数2.3 系统参数2.4 信道参数2.5 调制与解调方式2.6 编码与解码方式2.7 传输速率与延迟正文LTE Cat1 技术,全称为 Long Term Evolution Category 1,是我国移动通信网络中的一种重要技术,主要用于无线数据传输。
该技术拥有较高的传输速度和较低的延迟,广泛应用于智能手机、平板电脑等移动设备。
接下来,我们将详细解析 LTE Cat1 的技术参数。
1.LTE Cat1 技术简介LTE Cat1 技术是基于 3GPP(第三代合作伙伴计划)制定的 LTE 标准,属于 LTE 网络中的中低速类别。
相较于高速率的 LTE Cat3、Cat4 等技术,LTE Cat1 在传输速率和延迟方面具有较好的平衡。
它适用于对数据传输速率要求不高,但对延迟敏感的应用场景,如物联网、智能家居、工业自动化等领域。
2.LTE Cat1 技术参数详解2.1 下行链路参数LTE Cat1 的下行链路参数主要包括峰值下载速率、信道带宽和符号数。
其中,峰值下载速率可达 100Mbps,信道带宽为 1.4MHz,符号数为 12。
2.2 上行链路参数LTE Cat1 的上行链路参数主要包括峰值上传速率、信道带宽和符号数。
其中,峰值上传速率可达 50Mbps,信道带宽为 1.4MHz,符号数为 6。
2.3 系统参数LTE Cat1 的系统参数包括时隙结构、帧结构、子帧长度等。
它采用TDD(时分双工)模式,时隙结构为 10ms,帧结构为 Type 1,子帧长度为 1ms。
2.4 信道参数LTE Cat1 的信道参数主要包括信道编码率、调制方式、解调方式等。
信道编码率为 1/3,调制方式为 QPSK(四相位调制),解调方式为 BPSK (二相位调制)。
2.5 调制与解调方式LTE Cat1 的调制与解调方式包括调制方式和解调方式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
网纱基础知识一、丝网印刷行业中,晒网版需用到网纱,根据印刷物的要求来选择网纱的目数。
“目数”是丝网的规格单位,是指1英寸(25.4毫米)的长度上,有多少个孔目。
而毫米就是一个简单的长度单位。
二、由于丝网制作有相应的技术标准,不同大小的目数的丝网有规定的丝的直径,所以简单的说出不同目数的丝网,每一个孔不算丝的实际丝径。
三、网纱分这两种纺织法,PW代表平织 TW代表斜织分为白色和黄色两种:W=白色 Y=黄色四、目前广泛应用于丝网印刷行业的网纱多采用瑞士SEFAR,意大利的沙帝,日本的NBC、丝马特,国产的比如:鹤煌。
单纱绦纶网纱五、单纱绦纶网纱:适用于一般走台丝印厂、制衣印花厂、手袋丝印、有机玻璃、塑胶面板等丝印。
涤纶丝网也是由化学合成纤维制作而成的,属于聚酯系。
涤纶丝网具有耐溶剂性、耐高温、耐水性、耐化学药品性的优点,涤纶丝网在受外界压力较大时,其物理性能稳定,拉伸性小。
其不足之处是与尼龙丝网相比较耐磨性较差。
涤纶丝网除有尼龙丝网印刷的优势以外,还适于印刷尺寸精度要求高的印刷线路板等。
六、尼龙丝网尼龙丝网:由化学合成纤维制作而成,属于聚酰胺系。
尼龙丝网具有很高的强度,耐磨性、耐化学药品性、耐水性、弹性都比较好,由于丝径均匀,表面光滑,故油墨的通过性也极好。
其不足是尼龙丝网的拉伸性较大。
这种丝网在绷网后的一段时间内,张力有所降低,使丝网印版松弛,精度下降。
因此,不适宜印制尺寸精度要求很高的线路板等。
七、不锈钢丝网不锈钢丝网:由不锈钢材料制作而成。
不锈钢丝网的特点是耐磨性好、强度高,技伸性小;由于丝径精细,油墨的通过性能好;丝网的机械性能、化学性能稳定,尺寸精度稳定。
其不足是弹性差,价格较贵。
丝网伸张后,不能恢复原状。
不锈钢丝网适于线路板和集成电路等高精度的印刷。
感光胶感光胶又称感光乳胶,它和感光膜(又称菲林膜)都是当前普遍使用的感光材料。
感光胶用于直接法制版,一般分为单液型和双液型两种,单液型感光胶在生产时已将光敏剂混入乳胶中,使用时不需配制即可使用,双液型感光胶在使用前要首先将光敏剂按配方放入水中溶解,然后混溶在乳胶中充分搅拌并放置于1-2小时后,待气泡完全消失方可使用。
感光胶一般可分为耐溶剂型和耐水型两种。
耐溶剂型感光胶,可耐各种有机溶剂,适用于油性油墨的印刷;耐水型感光胶,适用于水性油墨(水溶性印刷涂料,如纺织品印花色浆)的印刷,前者网版可以脱膜回收;后者一般不能脱膜回收。
专用耐水性感光胶有尼龙感光胶和重氮感光胶等。
用户必须根据承印对象,参照有关说明书选择使用适当的感光胶。
感光胶是用于直接法制版的丝印制版感光材料,还可分为单液型和双液型。
单液型感光胶在生产时已将感光剂加入乳胶中,使用时不需配制即可涂布;双液型感光胶在使用前要先将感光剂按配方说明溶释,然后再分散混合于乳胶中,消泡后方可涂布。
感光胶的型号、品种繁多,生产厂家的配方也不尽一致,选用时可根据承印物要求,参照产品说明书适当选择。
使用方法绷网:选配所需丝网,按张力、角度等要求张网,粘接在铝质等材质的网框上。
用机械在铝网框上,按规定的张力张贴丝网,丝网有聚脂、尼龙、不锈钢等材质,染色的聚脂、尼龙丝网可防止乱反射。
洗版:专用丝网清洗剂清洗、脱脂。
涂布:张好、洗净的网版使用手涂或涂布机涂布。
乳剂分单液型(SBQ系)和双液型(重氮系),双液型感光乳剂涂布前需敏化,重氮光敏剂完全溶解后与乳剂混合均匀、脱泡后才可使用。
单液型感光胶,轻轻搅拌均匀之后即可使用。
涂布时应避免刮斗带进气泡,干燥温度在30~40℃。
膜厚依印刷物的要求而定,可通过涂布工程的次数控制膜厚。
干燥:在40℃以下温风干燥。
曝光:将菲林底片粘贴在网版P面,在紫外线下曝光,紫外线照射过的部分失去水溶性,根据感光胶,曝光时间不同。
请参考各页曝光时间表,并确定最佳暴光时间后曝光。
注意:曝光不足会降低网版的耐印次数,曝光过量会影响图像的清晰度。
显影:用清水将曝光后的网版两面浸透或放置于水槽中1~2分钟,取出后用高压水枪水雾状冲洗网版(受到紫外线照射的部分有感光胶硬化在丝网上,没有受到紫外线照射的部分溶解于水中),直至所有图纹显影清晰为止,除去多余的水份用加压气枪、鸡皮布等去除。
干燥:在30~40℃条件下干燥。
检版:干燥检查。
修正网版,针孔处加以修补。
二次曝光:补边剂干燥之后,从刮斗面开始进行二次曝光,二次曝光的时间与主曝光时间一样。
二次曝光可提高网版的耐印性。
硬膜处理:水性网版还可通过硬膜处理大幅度提高耐水性和耐印率。
圆网制版感光胶 9806、9806A(常用型)适用范围:用于圆网印花制版。
特性:蓝色或白色乳液,胶体粘度适中,适用于中目数常规制网.(9806A型为浅蓝色乳液,固化后呈黄棕色。
此型号性能相当于荷兰施托克公司STORK SCR100 感光胶)制版精度优良,对细线条和网点的解像力高。
对镍网有极好的附着性能,耐酸、碱(适合各种染料色浆),适用于圆网刮刀、磁棒印花,耐印率高。
制版速度快,适应快速制网需要。
能适应数字化制网技术,符合业界成像技术最新发展。
包装:10Kg专用塑料桶,每箱为20Kg。
复网:拆箱后取出圆网,在圆网两端内壁支撑张力环后,放入150℃烘箱中,时间60分钟进行复网(圆)。
洗网:上胶前,镍网必须清洗干净。
清洗时,使用镍网洗网液,将网坯浸在液中,放置10分钟后取出,用净水冲洗干净,放在干燥箱内低温干燥,同时要避免网坯让污渍沾污。
配胶:在操作室采用黄色的漫射光,不能在无遮光的环境下操作,避免曝露在日光灯,石英灯下。
取1Kg感光胶加圆网光敏剂40-50ml,顺时针搅拌均匀,搅拌后的感光胶液需在低温暗室中放置1-2小时消泡。
配制好的感光胶液应放在5-15℃恒温贮存箱内(感光胶液的贮存器要封盖,以避免因受空气影响表面结皮)。
上胶:使用圆网涂布设备。
将配制好的感光胶倒入洁净的刮环套内,匀速地在镍网网体表面由上向下涂布胶液,若采用单面刮刀从上到下的方法上胶,建议上胶速度10-12cm/分钟。
然后将网体放入恒温干燥箱内,温度35-40℃,相对湿度60%,干燥时间30分钟左右(以干透为准),干燥箱内应开循环排气风扇,上下温度差异不能大于±2℃。
曝光:把涂有感光胶膜的网体固定在圆网感光机上,将底稿膜面紧密地附合在感光胶膜的圆周面上,在往复式或遮覆式感光机上曝光,不同感光机的曝光效果有差异,曝光时间需试用后确定。
参考的曝光时间:往复式为5-8次,遮覆式为1-3min。
当采用的涂布方式不同时,要根据乳胶的厚度调整曝光时间。
显影:曝光后的花网应及时显影,放入5-30℃的水槽中浸泡3-5分钟,未曝光的网体表面胶膜有明显的花形呈现并呈云雾状脱落,放在圆网冲洗机上冲洗至花型轮廓清晰,再用低压力水管在圆网内壁将渗漏胶液冲洗干净,放入恒温干燥箱干燥。
无论何种情况,都要保证网版洗涤充分。
回收:在高温烘烤聚合反应之前,可用我厂生产的圆网脱膜液脱除感光胶。
在高温聚合后,也可用我厂研发的圆网修复再利用系统进行修复还原再利用。
修版:将干燥后的圆网放在检查架上,仔细检查网体膜面,如出现砂眼可用已加入光敏剂的感光胶或修版液(补网胶)修补,使花网在上机印花前无质量问题。
在印花时出现砂眼用修版液(补网胶)修补。
固化:修版后的花网,要进行固化处理,将花网放入恒温干燥箱内升温至180℃,焙烘60-90分钟固化,使胶膜表面呈金黄色,取出冷却后接闷头。
1. 感光胶的配制:黄色灯下操作,用50毫升蒸馏水或清水将光敏剂充分溶解,加入胶中搅拌均匀后静置,待气泡消失即可使用。
(一般隔天配好)配制工具不要使用金属制品,以免影响稳定性,感光胶应低温避光存放,储存温度:5℃-25℃。
2.制网版前处理:将绷好的网版用弱碱性水溶液进行脱脂去污处理(如:丝网清洗剂、磨网膏、脱脂剂、洗洁剂等,因品种不同,效果也不同。
)洗净。
干燥后即可上胶。
3.网版上胶:黄色灯下操作,采用刮斗上胶,一般上胶正反面各两次,第一次涂布后版面不粘手即可上第二次,干燥速度不宜太快,干燥温度应控制在低于35℃以下,采用电吹风或烘箱烘干,彻底干燥后即可曝光。
4.曝光:黄色灯下操作,将网版、底片在曝光箱上定就序后曝光,采用光源及曝光时间参考下表:光源功率(W)距离(M)曝光时间(分)金属卤素灯(碘镓灯3000 0.80 1-1.5重氮灯管(日光灯型)200 0.30 2-5普通日光灯 400-800 0.30 6-105.显影:将曝光后的网版浸入水中1-2分钟(注意避光),未曝光部分吸水澎润后用强水压细水流冲洗,水压的大小视曝光程度,图案精细度而定,最好采用雾状水流即可显影。
冲洗池避免日光直射。
6.修版:可用感光胶或封网胶修补砂眼及其它不应有的透漏部位。
7.硬化处理:为了使版膜固化,提高耐印率,可用阳光直晒1-2小时或用晒版机再次曝光10分钟,进行硬化处理。
(也可上硬化剂,增加耐印率,但上了梗化剂的网版不易脱膜再用。
)8. 网版脱膜再用:将用过印版上的印料清洗干净,然后用纱布或海绵蘸取膜液,在印版的两面均匀涂抹,待其反应3分钟左右,再反复涂抹一次脱膜液,最后用纱布或海棉涂擦,即可脱膜。
脱膜后网版清洗净可再用。
(网版上出现不能洗净的污渍和鬼影,可使用除鬼影膏,以减少鬼影出现的程度)张网角度制网工艺一、丝网1、尼龙*点:表面光滑,油墨透性好、丝网厚度薄、弹性好可使粘度大及颗粒大的油墨通过,耐摩擦性好,寿命长。
2、聚脂*点:拉力伸度小,弹性强、丝网厚度厚、网丝粗细适合用于薄膜电路。
3、丝网目数指的是每平方厘米丝网所具有的网孔数目(孔/厘米)4、网版与承印物表面之间距一般以2—5mm为宜。
二、张网工艺1、张网的过程:首先要选好相应的网框,把网框与丝网粘合的一面清洗干净。
如果是第一次的新网框。
需要用细砂纸轻摩擦。
使网框表面粗糙,这样易于提高网框与丝网的粘结力。
如果是使用过的网框,用溶济擦洗干净,去掉残留的胶及其它物质。
清洗后网框在张网前,先在与丝网接触的面预涂一遍强力胶并晾干。
1.1脱脂或表面处理:根据丝网的材质不同进行脱脂或表面处理。
①尼龙和涤纶网脱脂处理方法:将丝网用自来水浸湿,用海绵蘸脱脂液在丝网两面反复擦拭,放置2分钟,注意不要让它干燥,然后用自来水冲洗网版正反两面,再用高压冲洗枪对网版进行彻底冲洗,并再次用自来水冲净,检查丝网有无伤痕及异物,用空*冲跑网版上的水珠,用软布或无尘布擦干网版架,放入烘箱中60℃下进行烘干。
②尼龙、不锈钢表面处理法:与上面所述脱脂处理方法相同,只是将脱脂剂换成了表面处理剂。
表面处理法就是我们俗称的打毛处理,因为尼龙丝网和不锈钢丝网表面非常平滑,感光材料涂布后不容易附着其上,经过打毛后,表面有了伤痕,扩大了密着面积,感光材料就容易附着了。
用前处理剂打毛,有一个问题要考虑到,那就是印刷图形问题,由于丝网打毛后出现伤痕,漏印面积可能受到影响,尤其是网印透明墨,印刷出来后可能出现斑点,颜色深浅不一致,所以打毛时要轻重适宜。