案例七 切断刀和切槽刀几何角度
切断刀(共22张PPT)
(b)、( c ) 的原因?
车槽刀 在车较窄的外沟槽时,车槽刀的主切削刃宽度应与槽宽度相等,刀体长度要略大于槽深。
1、高速钢切断刀的几何角度
2022/10/14
5
切断刀的特点
2022/10/14
6
特点
切断以横向 进给为主, 前端的切削 刃为主切削 刃,两侧的 切削刃为副 切削刃。
切断刀的主切 削刃较窄,刀 体较长,因此 刀体强度较差
C为:了前排面屑两磨顺得利副低,偏或可磨角把成主对阶切称台削形。刃,两.这边种倒刀角切或削磨不成顺人利字,排形屑。困难,切削负荷大增,刀头容易折断。
= 4~4.
切断刀的特点
2022/10/14
20
刀尖高于、低于工件中心出现的问题
2022/10/14
21
谢 谢!
2022/10/14
22
d 刃磨前刀面同时磨出前角。
2022/10/14
16
前角的要求
a: 正确 b:卷屑槽磨得过深,前角过大,其刀头强度差,容易折断。
C:前面磨得低或磨成阶台形,这种刀切削不顺利,排屑困难,切削负荷 大增,刀头容易折断。
2022/10/14
17
刃磨两副后角正确与错误的示例
2022/10/14
(b)、( c ) 的原因?
(b)、( c ) 的原因?
的种类 b:卷屑槽磨得过深,前角过大,其刀头强度差,容易折断。
反切刀
在车较窄的外沟槽时,车槽刀的主切削刃宽度应与槽宽度相等,刀体长度要略大于槽深。
三、切断刀和车槽刀的刃磨方法
切断刀的特点
d 刃磨前刀面同时磨出前角。 切断刀有两个对称的副后角а′。
弹性切断刀
C:前面磨得低或磨成阶台形,这种刀切削不顺利,排屑困难,切削负荷大增,刀头容易折断。
车刀的几何角度及其测量实验报告
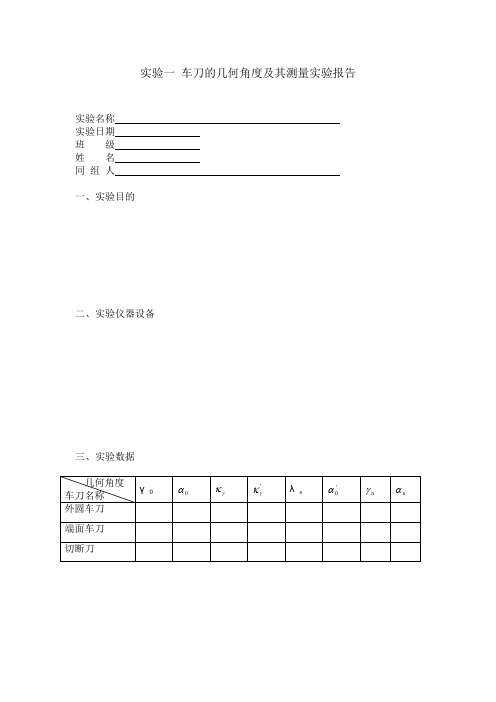
实验一车刀的几何角度及其测量实验报告实验名称实验日期班级姓名同组人一、实验目的二、实验仪器设备三、实验数据四、按测得的数据绘制外圆车刀的工作图(按实验指导书要求进行绘制)五、讨论和分析实验二车削力的测量实验报告实验名称实验日期班级姓名同组人一、实验目的二、实验仪器设备三、实验原理四、实验数据记录与处理(1)数据记录ƒ = mm/转a p = mm(2)数据处理1)图解法将表二,表三数据画在双对数坐标中log F zlog a pC 1==z F XC 2==z F Y221C C C z F +==zF z F z Y X pF z faC F ==log ƒlog F z2)一元线性回归法= mm/= mmp五、讨论分析实验三加工误差统计分析实验报告实验名称实验日期班级姓名同组人一﹑实验目的二﹑实验仪器设备三﹑实验原理四﹑实验数据记录与处理1. 实验原始数据表一测量数据表2. 绘制实际分布图(1)剔除异常数据==∑=ni i x n x 11=--=∑=n i ix x n 12)(11σ 若σ3>-x x k ,认为k x 为异常数据,应剔除。
(2)确定尺寸间距和分组数(3)制作频率分布表(4)绘制实际分布图(5)加工误差统计分析(误差性质、改进措施、工序能力、合格品率等)ƒ 频数x (直径)X 图3. 制作R(1)取小样本容量n(2)数据处理①计算各样组的平均值X和极差R,填入表三。
表三样组的均值X和方差R②计算X和R的平均值X和RX-图控制线。
③计算RX-控制图(3)绘制RX-控制图(工艺过程稳定性、误差性质、改进措施等)(1)分析R五﹑讨论分析实验四切削温度的测量实验报告实验名称实验日期班级姓名同组人一实验目的二实验仪器及设备三实验原理和方法四实验数据记录及处理1.进给量对切削温度的影响(1)填写数据记录:(2)在双对数坐标纸上绘出曲线(3)计算2.吃刀深度对切削温度的影响(1)填写数据记录:(2)在双对数坐标纸上绘出曲线(3)计算3.速度对切削温度的影响(1)填写数据记录(2)在双对数坐标纸上绘出曲线(3)计算4.求出经验公式5.分析各因素对切削温度的影响。
任务3 车槽和切断

κr=90°
知识准备
角度
作用和要求
车槽刀的两个副偏角必 副偏角 须对称,它们的作用是减
( κr ′) 少副切削刃和工件已加工
表面间的摩擦
主切削刃宽 度(a)
车狭窄的外沟槽时,一 般将车槽刀的主切削刃宽 度刃磨成与工件槽宽相等
刀头 长度 (L)
刀头长度要适中。刀头太 长容易引起振动甚至会使 刀头折断
精车槽深 和槽宽
任务实施
车削较宽的矩形沟槽时,可用多次直进法 切割,并在槽壁两侧留有精车余量,然后根 据槽深和槽宽精车至尺寸要求。
任务实施 5、沟槽的检测
检测沟槽直径
任务实施
检测沟槽宽度
操作提示
1)为了使切削顺利,在切断刀的弧形前面上 磨出卷屑槽,卷屑槽的长度应超过切入深度。 但卷屑槽不可过深,一般槽深为0.75 ~1.5 mm ,否则会削弱刀头强度。
知识准备 5、硬质合金可转位车刀
知识准备
二、车槽(切断)时切削用量的选择原则
1、背吃刀量ap 车槽为横向进给车削,背吃
刀量等于车槽刀主切削刃宽度。
2、进给量f
刀具材料
高速钢车槽刀
硬质合金车槽刀
工件材料
钢料
铸铁
钢料
铸铁
进给量f(mm/ r) 0.05~0.1 0.1~0.2 0.1~0.2 0.15~0.25
得出的答案
任务延伸与拓展 高效切断刀
凹弧刃起导向和排屑作 用,并使切削稳定,排
屑顺利。
切削用量可取vc=120 mm/min,
f =0.3~0.4 mm/r。
任务巩固与提高
1.画出高速钢切断刀的简图,并注上所有几 何参数。
刀具应用几何角度的分析及.
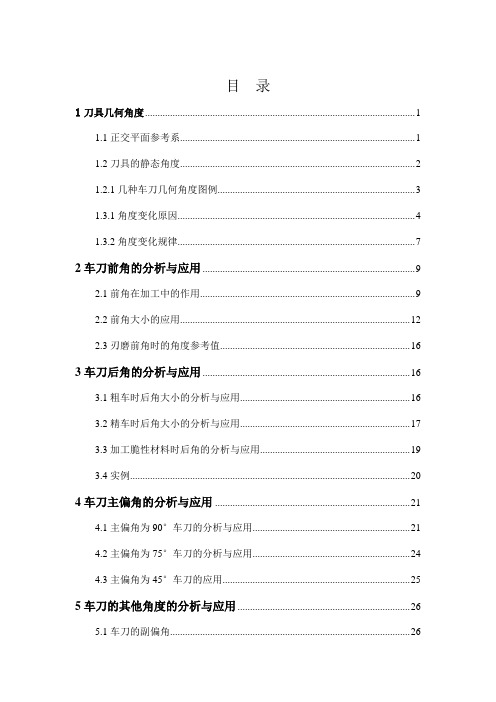
目录1刀具几何角度 (1)1.1正交平面参考系 (1)1.2刀具的静态角度 (2)1.2.1几种车刀几何角度图例 (3)1.3.1角度变化原因 (4)1.3.2角度变化规律 (7)2车刀前角的分析与应用 (9)2.1前角在加工中的作用 (9)2.2前角大小的应用 (12)2.3刃磨前角时的角度参考值 (16)3车刀后角的分析与应用 (16)3.1粗车时后角大小的分析与应用 (16)3.2精车时后角大小的分析与应用 (17)3.3加工脆性材料时后角的分析与应用 (19)3.4实例 (20)4车刀主偏角的分析与应用 (21)4.1主偏角为90°车刀的分析与应用 (21)4.2主偏角为75°车刀的分析与应用 (24)4.3主偏角为45°车刀的应用 (25)5车刀的其他角度的分析与应用 (26)5.1车刀的副偏角 (26)5.2刃倾角的分析与应用 (27)结论 (29)致谢 (30)参考文献 (31)摘要在机械加工中,金属切削刀具的几何参数的合理选择直接影响到机械加工的质量、刀具耐用度、生产效率和加工成本。
因此,机械加工中,正确选用刀具角度以及如何获得所选刀具角度的大小,尤其显得重要。
俗话说:“三分工艺,七分刀具”,这充分说明刀具角度在机械加工中的突出地位。
一把刀具切削性能的好坏主要取决与制造刀具的材料、刀具的结构、刀具切削部分的几何参数。
其中刀具材料固然重要,但刀具材料和刀具结构确定之后,刀具切削部分的几何参数对切削性能的影响就成为十分重要的因素。
这些几何角度对车削过程影响很大,其中尤其是以前角、后角、主偏角、刃倾角、副偏角κ'r影响更为重要,科学合理的选择车刀的几何角度,对车削工艺的顺利实施,保证工件的加工质量起着决定性的作用。
下面就着手分析刀具的几何角度及在加工中的应用。
关键词:前角;后角;主偏角;刃倾角;副偏角1刀具几何角度车刀是车工的主要切削刀具,但它也可以用于其他的切削加工,如镗削加工、铣削加工、刨削加工、钻削加工等。
案例七切断刀和切槽刀几何角度

切断刀和切槽刀几何角度
前角切断中碳钢у0 =200-300 切断铸铁у0 = 0-100 主后角α0=6-8
主偏角切断刀以横向进给为主 k=900
副偏 k/=10-1.30
副后角α0/=10-30
刀头宽度刀头不能磨的太宽,不但浪费工件材料而且会使刀具强度降低引起刀头宽度与工件直径有关,一般按经验公式计算a=(0.5-0.6)√D
a为刀头宽度,单位:毫米
D 工件直径单位;毫米
刀头长度;刀头长度L不宜过长易引振动和刀头折断,刀头长度L可按下式计L=H+(2+3)
L;刀头长度,单位:毫米
H;切入深度,切断实心工件时,切入深度等于工件的半径。
切断空心工件时,切入深度等于工件的壁厚
5、容易产生的问题和注意事项
1 被切工件的平面产生凹凸其原因是
(1)切断刀两侧的刀尖刃磨或磨损不一致造成让刀,因而使工件平面产生凹凸。
(2)窄切断刀的主刀刃与工件轴心线有较大的夹角,左侧刀尖有磨损现象进给时在侧向切削力的作用下刀头易产生偏斜,势必产生工件平面内凹。
(3)主轴轴向串动。
(4)车刀安装歪斜或副刀刃没磨直。
2 切断时产生震动
(1)主轴和轴承之间间隙过大。
(2)切断的棒料过大在离心力的作用下产生震动。
(3)切断刀远离支撑点。
(4)工件细长切断刀刃口太宽。
(5)切断是转速过高进给量过小。
(6)切断刀伸出过长。
友情提示:本资料代表个人观点,如有帮助请下载,谢谢您的浏览!。
刀具几何角度及切削要素 PPT

2、法剖面参考系里得标注角度 ( Pr---Ps---Pn )
① 法前角γn ② 法后角αn
3、进给,切深剖面参考系里得标注角度 (Pr---Pp---Pf)
① γf αf ② γp αp
P-P γp
O’-O’ α0´ S
αp
R
F-F
γf
P0 F Kr
P0-P0 αf Aα
P Ps α0 O’
③主剖面 Po 过切削刃某点,垂直与基面与切削平面得平面、
④法剖面 Pn 过切削刃某点,垂直与切削刃得平面、
⑤进给剖面 Pf 与切深剖面 Pp
Ps
Pr Pr⊥Vc Ps⊥Pr
2、刀具得标注角度参考 系 1) 主剖面参考系 :
Pr---Ps---Po
2) 法剖面参考系 :
Pr---Ps---Pn
re r re ' r '
oe 0
oe 0
tg
fቤተ መጻሕፍቲ ባይዱ
d
二、 刀刃上选定点安装高低对工作角度得影响
oe 0 oe 0 sin 2h
d
三、 刀柄中心线与进给方向不垂直时工作角度得变形
re r re ' r '
第五节 切削层与切削方式
1、切削层
非自由切削:曲线形切削刃或主,副切削刃参加切削工作得切削、
7、正切屑与倒切 屑
正切屑: f×sinκr<ap/sinκr 倒切屑: f×sinκr>ap/sinκr (=:对等屑)
8、实际前角γη sin sin n cos2 s sin 2 s
流屑角:λη
习题二:
2、确定前刀面空间几何位置得角度有哪些? 确定后刀面空间几何位置得角度有哪些?
切削刀具的几何角度

班级:过073 姓名:谢若思学号:070342切削刀具的几何角度在金属切削加工中,刀具的完善程度,对切削效率、加工质量和产品成本有很大的影响。
为完善的改革金切刀具,研究刀具的几何参数是很重要的;刀具几何参数、刀具材料和刀具结构是研究金切工具的三项基本内容。
一、刀具合理的几何参数在保证加工质量和刀具经济耐用度的前提下,能够满足提高生产效率、降低成本的刀具几何参数,称为刀具的合理几何参数。
它包括:①切削刃的形状:如直线刃、折线刃、圆弧刃、月牙弧刃、波形刃等,刀尖(及过渡刃)的形状也属于刃形问题。
②切削区的剖面型式及参数:切削刃的剖面型式,又简称为刃区型式。
常用的是锋刃,也可以在切削刃区磨出负倒棱、消振棱等。
③刀面型式及参数:如前刀面上磨出断屑槽、卷屑槽,后刀面上双重刃磨或铲背等。
④刀具的切削角度:即前角γ0、后角α0、主偏角κr、副偏角κr’、刃倾角λs等。
二、选择刀具合理几何参数的一般性原则1.要考虑工件的实际情况选择刀具合理的几何参数,要考虑工件的实际情况,主要是工件材料的化学成分、制造方法、热处理状态、力学与物理性能(包括硬度、抗拉强度、延伸率、冲击韧性、导热系数、熔点等),还有毛坯表层情况、工件的形状、尺寸、精度和表面质量要求等。
2.要考虑刀具材料和刀具结构选择刀具合理几何参数时,主要是考虑刀具材料的化学成分、力学与纹理性能(包括硬度、抗弯强度、冲击值、耐磨性、热硬性和导热系数),还有刀具的结构型式,是整体式、焊接式或机夹式等。
3.要注意各个几何参数之间的联系刀具的刃形、刃区、刀面和角度之间是相互联系的,应该综合起来考虑它们之间的作用与影响,分别确定其合理数值。
例如,选择前角γ0时,要考虑卷屑槽型、有无倒棱及刃倾角的正负大小等,联系这些情况,优选合理的前角值,不要割裂它们之间的内在联系,孤立地选择某一参数。
4.要考虑具体的加工条件选择合理几何参数,也要考虑加工条件,这就是机床、夹具的情况,系统刚度及功率大小,切削用量和切削液性能等。
案例七切断刀和切槽刀几何角度

切断刀和切槽刀几何角度
Z-
前角切断中碳钢y 0 =200 —300切断铸铁y 0 = 0-100 主后角a 0=6-8
主偏角切断刀以横向进给为主k=900
副偏k /=10— 1.30
副后角a 0/=10—30
刀头宽度刀头不能磨的太宽,不但浪费工件材料而且会使刀具强度降低引起刀头宽度与工件直径有关,一般按经验公式计算a= (0.5 —0.6 )V D
a为刀头宽度,单位:毫米
D工件直径单位;毫米
刀头长度;刀头长度L不宜过长易引振动和刀头折断,刀头长度L可按下式计
L=H+ (2+3)
L ;刀头长度,单位:毫米
H ;切入深度,切断实心工件时,切入深度等于工件的半径。
切断空心工件时,切入深度等于工件的壁厚
5、容易产生的问题和注意事项
1被切工件的平面产生凹凸其原因是
(1)切断刀两侧的刀尖刃磨或磨损不一致造成让刀,因而使工件平面产生凹凸。
(2) 窄切断刀的主刀刃与工件轴心线有较大的夹角,左侧刀尖有磨损现象进给时在侧向切削力的作用下刀头易产生偏斜,势必产生工件平面内凹。
(3)主轴轴向串动。
(4)车刀安装歪斜或副刀刃没磨直
2切断时产生震动
(1) 主轴和轴承之间间隙过大。
(2) 切断的棒料过大在离心力的作用下产生震动
(3) 切断刀远离支撑点。
(4) 工件细长切断刀刃口太宽。
(5) 切断是转速过高进给量过小。
(6) 切断刀伸出过长。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
切断刀和切槽刀几何角度
前角切断中碳钢у0 =200-300 切断铸铁у0 = 0-100 主后角α0=6-8
主偏角切断刀以横向进给为主k=900
副偏k/=10-1.30
副后角α0/=10-30
刀头宽度刀头不能磨的太宽,不但浪费工件材料而且会使刀具强度降低引起刀头宽度与工件直径有关,一般按经验公式计算a=(0.5-0.6)√D
a为刀头宽度,单位:毫米
D 工件直径单位;毫米
刀头长度;刀头长度L不宜过长易引振动和刀头折断,刀头长度L可按下式计L=H+(2+3)
L;刀头长度,单位:毫米
H;切入深度,切断实心工件时,切入深度等于工件的半径。
切断空心工件时,切入深度等于工件的壁厚
5、容易产生的问题和注意事项
1 被切工件的平面产生凹凸其原因是
(1)切断刀两侧的刀尖刃磨或磨损不一致造成让刀,因而使工件平面产生凹凸。
(2)窄切断刀的主刀刃与工件轴心线有较大的夹角,左侧刀尖有磨损现象进给时在侧向切削力的作用下刀头易产生偏斜,势必产生工件平面内凹。
(3)主轴轴向串动。
(4)车刀安装歪斜或副刀刃没磨直。
2 切断时产生震动
(1)主轴和轴承之间间隙过大。
(2)切断的棒料过大在离心力的作用下产生震动。
(3)切断刀远离支撑点。
(4)工件细长切断刀刃口太宽。
(5)切断是转速过高进给量过小。
(6)切断刀伸出过长。