激光雕刻工艺标准书(1)
《激光标刻工艺实践》课程大纲

《激光标刻工艺实践》课程大纲一、课程性质专业主干课二、课程定位作为光机电应用技术专业的主干课,本课程主要围绕激光打标、激光雕刻、激光内雕、激光飞行打标等技术,选取通用性的激光设备及代表性软件,开展设备装调、操作和维修、图形图像处理、工艺参数优化等方面的学习和实训。
三、课程目标通过本课程的学习,使学生了解激光打标机、激光雕刻机、激光内雕机、激光飞行打标机的基本结构并能够熟练操作,对各种文字、图形图像处理方法能够灵活运用,能够进行各种标刻工艺参数优化,掌握激光标刻设备常见故障的排查和维修方法,培养其设计、动手、动脑等各方面的专业综合素质,为后续从事激光标刻工艺的设备操作和维护、产品设计、工艺研发、生产技术管理等相关工作奠定坚实的基础。
四、课程基本内容(1)第一单元激光标刻设备基础项目一标刻设备整体结构辨识与维修保养项目描述:掌握激光打标机的种类及结构、开关机流程;能够熟练进行激光打标机的操作、水循环系统的装配维修及参数设置。
模块1(基本知识)任务1激光标刻设备的总体结构知识点1:激光标刻机的分类知识点2:激光标刻机的总体结构模块2(实训内容)任务2激光标刻机冷却系统安装和调试知识点3:激光标刻机冷却系统的种类及结构知识点4:激光标刻水冷机(一体式)的安装知识点5:激光标刻水冷机的调试知识点6:激光标刻水冷机的维护任务3激光标刻机的使用和维修保养知识点7:灯泵浦激光标刻机的开关机操作知识点8:光纤激光标刻机的操作过程激光雕切机雕刻操作过程知识点9:CO2知识点10:脚踏开关不起作用故障排查与维修知识点11:激光标刻机的维护保养项目二激光标刻机谐振腔及光路传输系统装调项目描述:掌握激光标刻机谐振腔(内部)、光路传输系统结构及各组成元件的作用;能够熟练进行谐振腔的装调、光路传输系统装调和振镜系统维修。
模块1(基本知识)任务1掌握谐振腔及光路传输系统的基本知识知识点12:Nd:YAG激光标刻机谐振腔的结构激光标刻机谐振腔结构知识点13:CO2知识点14:光纤激光标刻机谐振腔结构知识点15:激光标刻机光路传输系统的组成模块2(实训内容)任务2激光谐振腔和激光光路传输系统装调知识点16:Nd:YAG激光标刻机晶体、泵浦灯、聚光腔的装配知识点17:灯泵浦Nd:YAG激光标刻机谐振腔光路的调试知识点18:半导体泵浦Nd:YAG激光标刻机谐振腔光路的调试知识点19:激光标刻机准直扩束镜的装调知识点20:激光标刻机振镜的装调知识点21:X—Y扫描式激光雕切机的光路调整任务3振镜系统常见故障分析及维修知识点22:激光标刻机激光无输出故障的排查与维修知识点23:激光标刻时输出激光很弱故障的排查与维修知识点24:激光标刻时振镜不动作故障的排查与维修知识点25:激光沿Y轴方向的一条线标刻故障的排查与维修知识点26:激光标刻机振镜系统常见故障及维修项目三激光标刻机电控盒装配调试项目描述:掌握激光标刻机的电气控制原理;按照电路图完成激光打标机电控盒的电气安装和调试。
镭雕工艺管理规范

修订历史
版本
日期
修改记录
拟制
V1.0
2014.9.16
1.初次发布
梁宏盈
是否需会签不需会签 ■需会签
会签部门/
分发范围
■总经理办公室■研发中心■营运部
市场营销部■生产部■品质部
人力行政部文控中心财务部
制定
梁宏盈
审核
董辉
批准
1目的
通过镭雕技术的应用取代现有公司产品上的移印或者丝印工艺,制造出低能耗、低排放、无污染的环保产品。
5.3.1黒雕金助剂:在黑色塑胶表面标记出金色图文。主要适用于PA6、PA66、PC、PCABS、ABS、PS、PBT、PET等等。通常添加量为0.5-1wt%,根据标记深浅情况酌情添加。
5.3.2黒雕白助剂:在黑色塑胶表面标记出白色图文。主要适用于PP、PE、PA6、PA66、PS、PBT、PET、PVC、POM、SEBS、TPU、TPE和TPV等。注:透明ABS为纯白色。通常添加量为0.5-1wt%,根据标记深浅情况酌情添加。
默认值:100us.
E.拐弯延时:
太大:振镜已充分转到,并停留一段时间后PC才处理画的下一线段,拐弯点会形成重点,增加打标时间;太小:振镜还未充分椟到,PC就开始处理笔画的下一线段,拐弯的地方会出现圆弧。
默认值:50us.
备注:该参数一般不作调整。
F.频率:
太大:聚能时间短,能量弱,雕刻出的点致密;太小:聚能时间长,能量强,雕刻出的点稀疏。
在产品结构设计时在镭雕处高光处理。若表面晒纹,无明显阻感及表面电镀可进行实际镭雕打样确认。但对表面进行UV油及光油处理,镭雕效果将会不良。
5.3镭雕助剂的对应及控制
镭雕助剂作用是:激光器发出高能量的脉冲镭射激光光束。当镭射光束作用于需标记的材料时,在激光标记添加剂的作用下将光能转换为热能,致使材料表面熔融、发泡、变色甚至气化,从而形成图文。
镭雕管理规范

镭雕管理规范一、引言镭雕技术是一种利用激光进行雕刻的技术,广泛应用于工艺品、装饰品、礼品等领域。
为了确保镭雕工艺的质量和安全性,制定镭雕管理规范是必要的。
本文将详细介绍镭雕管理规范的相关要求和标准。
二、设备标准1. 镭雕设备应具备合法的生产许可证,并经过相关部门的检测和验收。
2. 镭雕设备应具备安全防护装置,包括防护罩、紧急停机按钮等,以确保操作人员的安全。
3. 镭雕设备应定期进行维护和保养,确保设备的正常运行。
三、操作规范1. 操作人员应经过专业培训,并持有相应的操作证书。
2. 操作人员应佩戴个人防护装备,包括防护眼镜、耳塞等。
3. 操作人员应在操作区域内进行操作,禁止在无关人员接近的情况下进行操作。
4. 操作人员应按照产品要求进行雕刻,确保雕刻质量和效果。
5. 操作人员应定期检查镭雕设备的工作状态,如发现异常应及时报修或更换设备。
四、材料选择1. 镭雕材料应符合国家标准,确保无毒、无害、无污染。
2. 镭雕材料应具备良好的耐磨性和耐腐蚀性,以确保雕刻效果的持久性。
3. 镭雕材料应经过质量检测,确保材料的质量符合要求。
五、质量控制1. 镭雕产品应经过严格的质量检验,包括外观检查、尺寸检查等。
2. 镭雕产品应按照客户要求进行包装,并确保包装的完好性。
3. 镭雕产品应按照合同约定的交货日期进行交付。
六、环境保护1. 镭雕过程中产生的废气、废水等应按照国家环保标准进行处理,禁止随意排放。
2. 镭雕过程中产生的废弃物应按照国家相关法规进行分类和处理。
七、安全管理1. 镭雕作业场所应具备消防设施,并定期进行消防检查和演练。
2. 镭雕作业场所应保持整洁,禁止堆放易燃、易爆物品。
3. 镭雕作业场所应定期进行安全检查,如发现安全隐患应及时整改。
4. 镭雕作业场所应设置明显的安全警示标识,提醒人员注意安全。
八、员工培训1. 镭雕企业应定期组织员工进行安全生产培训,提高员工的安全意识和应急处理能力。
2. 镭雕企业应定期组织员工进行技术培训,提高员工的技能水平和工作效率。
激光切割机工艺设计手册范本
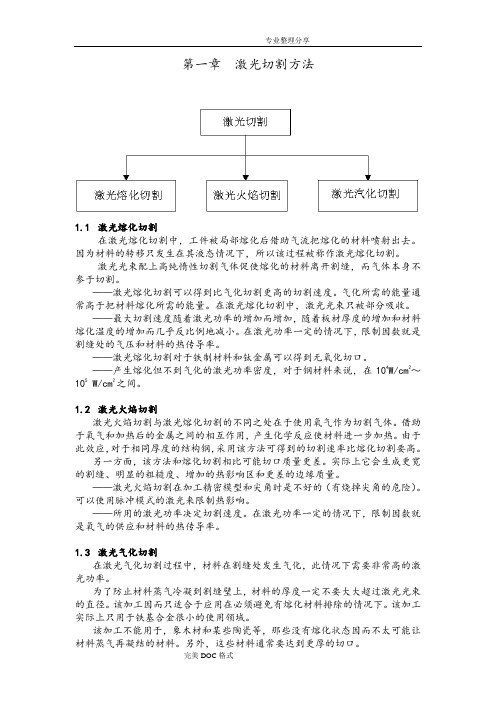
第一章激光切割方法1.1 激光熔化切割在激光熔化切割中,工件被局部熔化后借助气流把熔化的材料喷射出去。
因为材料的转移只发生在其液态情况下,所以该过程被称作激光熔化切割。
激光光束配上高纯惰性切割气体促使熔化的材料离开割缝,而气体本身不参于切割。
——激光熔化切割可以得到比气化切割更高的切割速度。
气化所需的能量通常高于把材料熔化所需的能量。
在激光熔化切割中,激光光束只被部分吸收。
——最大切割速度随着激光功率的增加而增加,随着板材厚度的增加和材料熔化温度的增加而几乎反比例地减小。
在激光功率一定的情况下,限制因数就是割缝处的气压和材料的热传导率。
——激光熔化切割对于铁制材料和钛金属可以得到无氧化切口。
——产生熔化但不到气化的激光功率密度,对于钢材料来说,在104W/cm2~105 W/cm2之间。
1.2 激光火焰切割激光火焰切割与激光熔化切割的不同之处在于使用氧气作为切割气体。
借助于氧气和加热后的金属之间的相互作用,产生化学反应使材料进一步加热。
由于此效应,对于相同厚度的结构钢,采用该方法可得到的切割速率比熔化切割要高。
另一方面,该方法和熔化切割相比可能切口质量更差。
实际上它会生成更宽的割缝、明显的粗糙度、增加的热影响区和更差的边缘质量。
——激光火焰切割在加工精密模型和尖角时是不好的(有烧掉尖角的危险)。
可以使用脉冲模式的激光来限制热影响。
——所用的激光功率决定切割速度。
在激光功率一定的情况下,限制因数就是氧气的供应和材料的热传导率。
1.3 激光气化切割在激光气化切割过程中,材料在割缝处发生气化,此情况下需要非常高的激光功率。
为了防止材料蒸气冷凝到割缝壁上,材料的厚度一定不要大大超过激光光束的直径。
该加工因而只适合于应用在必须避免有熔化材料排除的情况下。
该加工实际上只用于铁基合金很小的使用领域。
该加工不能用于,象木材和某些陶瓷等,那些没有熔化状态因而不太可能让材料蒸气再凝结的材料。
另外,这些材料通常要达到更厚的切口。
镭雕工艺管理规范
修订历史
版本
日期
修改记录
拟制
V1.0
2014.9.16
1.初次发布
梁宏盈
是否需会签不需会签 ■需会签
会签部门/
分发范围
■总经理办公室■研发中心■营运部
市场营销部■生产部■品质部
人力行政部文控中心财务部
制定
梁宏盈
审核
董辉
批准
1目的
通过镭雕技术的应用取代现有公司产品上的移印或者丝印工艺,制造出低能耗、低பைடு நூலகம்放、无污染的环保产品。
默认值:100us.
E.拐弯延时:
太大:振镜已充分转到,并停留一段时间后PC才处理画的下一线段,拐弯点会形成重点,增加打标时间;太小:振镜还未充分椟到,PC就开始处理笔画的下一线段,拐弯的地方会出现圆弧。
默认值:50us.
备注:该参数一般不作调整。
F.频率:
太大:聚能时间短,能量弱,雕刻出的点致密;太小:聚能时间长,能量强,雕刻出的点稀疏。
5.1.2焦距
A.焦距的定义:激光发光镜头与被雕刻面之间的垂直距离,一般为17.8-18cm之间。
B.被雕刻面离焦点近,激光能量大、雕刻深度深、字体线条细;
C.被雕刻面离焦点远,激光能量小、雕刻深度浅,字体线条粗;
D.雕刻金属材料时,一般离焦点要近6mm
F.雕刻非金属材料时,一般可偏离焦点,尢其是雕刻透光按键时,一定要偏离焦点3-5mm 。
S.I.P
生产工程
5.1.3参数
A.线距
太大:雕刻出的笔画不够精细、稀疏、无深度、雕刻速度度快;
太小:雕刻出的笔画精细、致密、有深度、雕刻速度慢;
默认值:0.01mm.
备注:调整该参数可以明显改变雕刻的速度、精度和深度。
激光雕刻机行业标准最新修改
Q/0012JN ******设备有限公司企业标准Q/0012JJN002-2014激光雕刻机2014-XX-XX发布2014-XX-XX 实施******设备有限公司发布前言本标准按照GB/T1.1-2009给出的规则起草。
本标准自发布之日起有效期三年,到时复审。
本标准由******设备有限公司提出。
本标准起草单位:******设备有限公司。
本标准主要起草人:***。
激光雕刻机1范围本标准规定了激光雕刻机的型号、参数、要求、试验方法、检验规则、标志、包装、运输与贮存。
本标准适用于本公司生产的激光雕刻机(以下简称雕刻机)。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191 包装储运图示标志GB 2894 安全标志及其使用导则GB 4943.1 信息技术设备安全第1部分:通用要求GB 5226.1 机械电气安全机械电气设备第1部分:通用技术条件GB/T 9969 工业产品使用说明书总则GB/T 13306 标牌GB/T 13384 机电产品包装通用技术条件JB/T 8832 机床数控系统通用技术条件3 型号和参数3.1型号3.1.1 雕刻机的型号由生产企业产品商标代号和主参数组成。
主参数:最大加工尺寸(即X轴行程和Y轴行程),加工尺寸超过1000mm时,以mm计算后按折算系数百分之一表示;加工尺寸小于1000mm时,以mm计算后按折算系数十分之一表示。
**(商标)激光雕刻机3.1.2 型号示例:JN6040——******设备有限公司生产的最大加工尺寸为600mm×400mm激光雕刻机3.2 基本参数3.2.1 雕刻机的参数和尺寸必须与产品图样及技术文件相一致。
3.2.2 雕刻机的主参数为最大加工尺寸。
3.2.3 雕刻机的基本参数见表1。
表1 激光雕刻机的基本参数4要求4.1一般要求4.1.1雕刻机在以下工作条件下应能正常工作:a) 工作环境温度:0℃~45℃;b) 工作环境湿度:<50%;c) 电源电压:(110±11)V a.c /(220±22)V a.c;d) 电源频率:(50±2)Hz /(60±2)Hz;e) 电源畸变: <5%;f) 电源瞬停: ≤3ms。
激光刻字的粗糙度标准

激光刻字的粗糙度标准英文回答。
Laser Engraving Surface Roughness Standards.Laser engraving is a versatile process that can be used to create intricate designs and patterns on a variety of materials. The surface roughness of a laser-engraved surface is an important factor that affects the appearance and durability of the finished product.The surface roughness of a laser-engraved surface is typically measured in micrometers (µm) using a profilometer. The profilometer measures the height of the peaks and valleys on the surface of the material. The average surface roughness (Ra) is calculated by taking the average of the absolute values of the height deviations from the mean surface height.The surface roughness of a laser-engraved surface canbe affected by a number of factors, including the type of laser used, the laser power, the scan speed, and the material being engraved.Type of laser: Different types of lasers havedifferent wavelengths and beam profiles, which can affect the surface roughness of the engraved surface. For example, CO2 lasers typically produce smoother surfaces than Nd:YAG lasers.Laser power: The laser power affects the depth of the engraving and the amount of material that is removed. Higher laser power typically results in rougher surfaces.Scan speed: The scan speed affects the time that the laser spends on each point of the surface. Slower scan speeds typically result in smoother surfaces.Material: The material being engraved also affects the surface roughness. Harder materials typically produce smoother surfaces than softer materials.The surface roughness of a laser-engraved surface can be classified into three main categories:Smooth: Surfaces with an Ra value of less than 1 µm are considered smooth. Smooth surfaces are typically used for applications where appearance is important, such as jewelry and medical devices.Medium: Surfaces with an Ra value between 1 µm and 10 µm are considered medium. Medium surfaces are typically used for applications where both appearance and durability are important, such as automotive parts and consumer electronics.Rough: Surfaces with an Ra value greater than 10 µm are considered rough. Rough surfaces are typically used for applications where durability is more important than appearance, such as industrial equipment and tools.The surface roughness of a laser-engraved surface can be controlled by adjusting the laser parameters and the material being engraved. By carefully selecting the laserparameters and the material, it is possible to achieve the desired surface roughness for a specific application.中文回答。
镭雕相关
/?url=/ShowTopic.aspx ?id=14990镭雕工艺镭雕是表面处理一种工艺,和网印移印相似,都是在产品上印字或图案之类的,工艺不同,价格有异,在此我说说镭雕的原理和注意事项镭雕也叫激光雕刻,是一种用光学原理进行表面处理的工艺,手机和电子词典的按键上用的多,我以前做过的产品有用过,简单一点的讲是这样的:比如说我要做一个键盘,他上面有字,字有蓝色,绿色,红色和灰色,键体是白色,激光雕刻时,先喷油,蓝字,绿字,红字,灰字各喷相应的颜色,注意不要喷到别的键上,这样看上去就有蓝键,绿键等键了,再整体喷一层白色,这样就是一整块白键盘了,各蓝绿都被包在下面了。
此时就可以进行激光雕刻了,利用激光技术和ID出的按键图做成的菲林,雕掉上面白色油,比如加工字母"A",雕掉笔划上的白色,则下的或蓝或绿就露出来了,这样就形了各种颜色的字母按键了同时如果要透光的,就用PC或PMMA,喷一层油,雕掉字体部分,则下面有光的话就透出来了,只不过这时要考虑各种油的粘附性能,不要油喷上去一刮就掉了,那可就太丢咋中国人的脸了!因为各颜色键要喷不同的油,所以做结构时要考虑到这一点,各键要分开点,以免喷到不必要的地方,也有损耗大的地方不如做两个或多个,这样可以有多个可以配套。
各颜色的色差要大一点,最大的比如说黑白,这样机器容易分辨,也雕得干净,以免雕而不净,影响外观品质,还有各不同色的字体不要靠的太近,因为要喷不同颜色的,你红色和绿色靠的那么近我怎么喷油,神以也难办!镭雕是指激光雕刻,是通过激光束的光能导致表层物质的化学物理变化而刻出痕迹,或者是通过光能烧掉部分物质,显出所需刻蚀的图形、文字;按照雕刻方式不同可以分为点阵雕刻和矢量切割。
点阵雕刻―――酷似高清晰度的点阵打印;激光头左右摆动,每次雕刻出一条由一系列点组成的一条线,然后激光头同时上下移动雕刻出多条线,最后构成整版的图象或文字;其扫描的图形、文字及矢量化图文都可以使用点阵雕刻。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
激光线路
①绑定区域切割线需超出银线至少2mm,其他区域至少0.5mm ②激光蚀刻线宽为0.04mm,故相邻两条激光线距必须大于0.09~0.15mm ③整个路径线条应使用直线合并而成。 ④银浆边缘较厚,可在引脚或出口处增加双激光线以提高良率 ⑤相邻两激光线形状应保持一致,包括转角处。 ⑥在转角处,优先使用直角,其次使用圆角,最好不用倒斜角。 ⑦最边缘激光线距银浆边缘应大于0.15mm,防止激光刻出边缘。
RL-1309C-LD-2A 激光银浆 (临时) ITOG:160℃*60min
固化温度
ITOF:130℃*40min
使用方法
储存条件
有效期
用塑料搅油刀轻轻搅 5℃~10℃,不要令油墨冻结(使用 最佳使用期限 拌(不可用金属搅油 前解冻不低于3小时),不用时应盖 是原罐出厂后 刀,以防割破胶罐产 紧,放在通风阴凉处。 6个月。 生杂质)
工具
检查方法
责任人
首检
断路
将万用表打至200兆欧档,用表笔逐个轻轻接 触相邻两条银线,若数字显示为“1”即为OK 量程为200 品,否则为不良品。 兆欧万用表 将万用表打至200欧档,用表笔逐个轻轻接触 相邻两条银线,若数字显示小于200即为OK 品,否则为不良品。 放大镜 将放大镜调至2.0倍,逐个检查每条线路进行 确认。 同上
2600~2800
雕刻次数
3~5
雕刻功率
45%~55%
雕刻频率
215
雕刻重合长度
0.3~0.5mm
4.3.2激光雕刻线路设计 激光靶标
①靶标设计成直径为1~2mm实心圆。 ②在15mm范围内不可有两个相同靶标 ③靶标底层或背面不可有保护胶或其他图案 ④在ITO膜或ITOG四角内分别设计四个测试方块 ⑤相邻两模产品可共用一个靶标
IPQC
烧边等 抽检 每雕刻一筐 ≥1张 (约25张)
5.作业记录表格 《IPQC巡检报表》 6. 附录 文件会签栏 生产部
工程部
PMC
采购部
品质部
总经办
第 2 页,共 2 页
4.2激光银浆丝印 丝印厚度 丝印网目 丝印整版精度 丝印外观效果 注意事项
丝印完毕产品距激光雕刻时间不得 超24H,否则需附上防静电保护膜, 防止受潮或氧化影响性能及附着力 。
6~10μ m
165T(420目)
0.20mm以内
无针孔、无锯齿、无凸点等
4.3激光银浆雕刻 4.3.1激光雕刻参数 雕刻速度
·
文件名称
工序名称
激光雕刻
文件编号 版本/次 A/2.0 工程部 1/1 适用工段 激光雕刻 产品编号
通用
工艺标准书
工序号 客户
通用
产品名称
通用
编制部门 页 次 制定日期 生效日期 修订人 制 定 审 核 批 准
修订记录 修订日期 修订内容 版本/版次
1.目的 规范产品在生产线作业的工艺参数 2.范围 适用触摸屏各型号水胶固化作业 3.权责 3.1 作业员:按照本文件要求设定作业的工艺参数 3.2 生产管理者/IPQC:监控作业员按照本文件要求设定作业的工艺参数 3.3 技术人员(工艺技术员或工艺工程师):制定工艺参数 4.作业基本要求 4.1激光银浆 银浆类型 银浆型号
第 1 页,共 2 页
·文件名称工序名称激光雕刻文件编号 版本/次 A/2.0 工程部 1/1 适用工段 激光雕刻 产品编号
通用
工艺标准书
工序号 客户
通用
产品名称
通用
编制部门 页 次 制定日期 生效日期
4.3.3激光品质检查 检查名称 检查频率 检查 检查 内 数量 容
短路 作业前或调 ≥2张 机后