环形加热炉设计浅析
平均直径18m的管坯环形加热炉设计

()炉顶 。炉 顶砌 筑从 炉 内向炉外 依 次为 :低 2
水 泥浇 注 料 ( 度 2 0 mm) 厚 3 ,轻 质浇 注 料 ( 度 7 厚 0 a ,磷 酸盐珍 珠岩 砖 ( rm) 厚度 6 m) 0r 。 a
De a l d i h r i l st e d sg ft e f r a e i v l i g t u n c o y t e c mb s i n s s e , t e me t ie n t e a t e i h e i n o u n c , n o v n hef r a e b d , h o u to y t m c h h — c a i a q i me t a d t e a t ma i n r l t d t h l c rc la d i sr me t ls s e .T e o e a i n o h h n c le u p n , n h u o to e a e o t e e e ti a n n t u n a y t ms h p r t ft e o
4 7
烧 嘴 的加热 一段 、加热二 段 和均 热段 几部 分组 成 。 平 均 直径 1 的管 坯 环形 加 热 炉 的供 热 能 力 m 8 和各段 热 量分 配情 况 见 表 1 ,加 热炉 的平焰 烧 嘴 的 设 置见 表 2 。
1 )天然气平焰烧嘴分配 该环 形加 热炉 的供 热 由不设烧 嘴 的预 热段 ,设
10 ) .5
最大烟气量
空气 预热 温度
2 4 /( 气 过 量 系 数 54 0m3 空 h
o 1 5 t . ) = 0
4 ~50 50 0
环形加热炉炉底机械设计
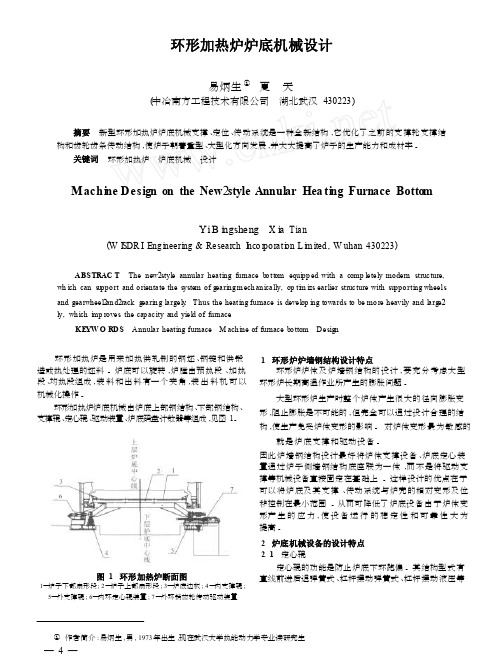
环形加热炉炉底机械设计易炳生 ① 夏 天(中冶南方工程技术有限公司 湖北武汉 430223 )摘要 新型环形加热炉炉底机械支撑 、定位 、传动系统是一种全新结构 ,它优化了之前的支撑轮支撑结 构和齿轮齿条传动结构 ,使炉子朝着重型 、大型化方向发展 ,并大大提高了炉子的生产能力和成材率 。
关键词 环形加热炉 炉底机械 设计M ach i ne D esign on the New 2style Annular Hea ti ng Furnace Botto mYi B i ngsheng X i a Tian(W I SDR I Engi nee r i ng & R e s ea r ch I nco r po r a t i o n L i m ited, W uhan 430223 )A B STRAC T The new 2style annu l a r hea t ing fu r nace b o t tom equ i pp e d w i th a comp le t e l y mode r n struc t u r e, wh ich can su ppo r t and o r ien t a t e the system of g ea r ing m e ch an i ca l ly, op ti m izs ea r lie r struc t u r e w i th su ppo r ting whee l s and gea r whee l 2an d 2rack g ea r in g la r ge l y . Thu s the hea t ing fu r nace is deve l op ing towa r d s to be mo r e heavily and la r g e 2 ly, wh i ch i m p rove s the cap a c i ty and yie l d of fu r nace .KE YW O RD S A n nu l a r hea t ing fu r nace M ach i ne of fu r nace b o t tom D e s ig n环形加热炉是用来加热供轧制的钢坯 、钢锭和供锻造或热处理的坯料 。
毕业设计---加热炉推料机构设计

X X学院毕业设计说明书课题加热炉推料机构设计子课题同课题学生专业姓名班级学号指导教师完成日期摘要加热炉种类的繁多而又复杂,想要全部分析、设计、研究有些困难,所以本文为大家简单的介绍下加热炉的各种结构与性能,选择性的选取步进式加热炉进行研究,设计出一套简单的转底环形加热炉推料机构,从而代替人工加料,减少可能因为工人的失误而造成的危险。
减小因为工业的生产而造成人员的伤亡!我们将对转底环形加热炉推料机构进行系统的研究,(因为它是代替人工加料的核心部分!)转底环形加热炉燃烧系统的工作原理,论述转底环形加热炉燃烧控制系统的构成与功能设计贯穿钢铁生产的全部工序。
转底环形加热炉是连续式燃烧炉,在轧钢生产线中广泛应用,是轧钢工艺的前部工序。
钢坯从入炉侧装入,经过预热、加热、均热等燃烧区域达到控制温度后,从出炉侧出炉。
我们将要对各个环节展开认真,积极的研究与探讨,加深对加热炉推料机构的认识,从而达到对加热炉推料系统的研究与完善。
- 2 -毕业设计论文目录绪论: .............................................................................................................................. - 4 -一、加热炉的简述 ........................................................................................................ - 5 -1. 加热炉的概念........................................................................................................ - 5 -2. 加热炉的种类及特点 ............................................................................................ - 5 -3. 加热炉的一般结构 ................................................................................................ - 5 -4. 加热炉的结构特点 ............................................................................................... - 6 -二、加热炉的结构与设计.......................................................................................... - 8 -1. 加热炉推料机的结构 ......................................................................................... - 8 -2. 加热炉的运行参数.............................................................................................. - 9 -3. 加热炉的炉子改进............................................................................................ - 10 -三、加热炉推料机构的设计.................................................................................... - 10 -1. 加热炉推料机结构的设计方案与比较 .......................................................... - 10 -2. 机构运动方案设计的一半原则 ........................................................................ - 11 -3. 机械运动方案的评价 ........................................................................................ - 11 -5. 推料及的工作原理与技术改进 ........................................................................ - 11 -四、加热炉推料机构的安装.................................................................................... - 13 -1. 加热炉推料机构整体的发展方向 .................................................................... - 13 -2. 推料及的主要构件............................................................................................ - 13 -3. 装配的基础知识 ............................................................................................. - 14 -4. 推料机装配的工艺原则 ................................................................................... - 14 -5. 推料及的装配过程: ....................................................................................... - 15 -6. 加热炉推料机构的工作原理 ........................................................................... - 15 -五、加热炉的工作原理与主要技术参数......................................................... - 17 -1. 加热炉工作原理.................................................................................................. - 17 -2. 加热炉的运行参数................................................................................................ - 17 - 结束语:........................................................................................................... - 19 -致谢 .......................................................................................................................... - 20 - 参考文献: .................................................................................................................... - 21 -- 3 -绪论加热炉是利用燃料燃烧时所产生的热能对被加热体进行加热的设备。
《基于PLC的环形炉温度控制系统设计与应用》范文

《基于PLC的环形炉温度控制系统设计与应用》篇一一、引言随着工业自动化技术的不断发展,温度控制系统的设计与应用在工业生产中显得尤为重要。
环形炉作为许多工业生产过程中的关键设备,其温度控制系统的稳定性和精确性直接影响到产品的质量和生产效率。
因此,基于PLC的环形炉温度控制系统应运而生,本文将介绍其设计思路和应用效果。
二、系统设计1. 系统构成基于PLC的环形炉温度控制系统主要由PLC控制器、温度传感器、执行机构、人机界面等部分组成。
其中,PLC控制器作为系统的核心,负责接收温度传感器的信号,根据设定的控制算法输出控制信号,驱动执行机构进行温度调节。
2. PLC控制器设计PLC控制器是整个系统的“大脑”,其设计应考虑到系统的实时性、稳定性和可扩展性。
首先,应选择合适的PLC型号,根据环形炉的规模和工艺要求,确定I/O点的数量和类型。
其次,编写控制程序,实现温度的实时监测、报警、自动调节等功能。
此外,还应考虑到系统的故障诊断和保护功能,确保系统的稳定运行。
3. 温度传感器和执行机构的选择温度传感器是测量环形炉温度的关键部件,应选择具有高精度、高稳定性的传感器。
执行机构则是根据PLC控制器的指令进行温度调节的部件,常见的有电动调节阀、电动执行器等。
在选择时,应考虑到其响应速度、调节精度和可靠性等因素。
4. 人机界面设计人机界面是操作人员与系统进行交互的界面,应设计得简洁、直观、易操作。
通过人机界面,操作人员可以实时监测环形炉的温度、设定温度目标值、查看报警信息等。
此外,还应具备历史数据查询、报表生成等功能,方便操作人员进行生产管理和数据分析。
三、系统应用基于PLC的环形炉温度控制系统在实际应用中取得了显著的效果。
首先,该系统具有较高的控制精度和稳定性,能够实时监测环形炉的温度,并根据设定的控制算法自动调节执行机构,使温度保持在设定范围内。
其次,该系统具有丰富的功能,如温度报警、历史数据查询、报表生成等,方便操作人员进行生产管理和数据分析。
环形炉工艺参数

环形加热炉工艺要求
1.环形加热炉一座
用于管坯轧制前加热
管坯外径:∅155、∅215、∅230 mm
管坯定尺长度:1200~4200 mm
定尺管坯重量:max. 1350kg
生产能力:最大150 t/h(最大出钢节奏:150 p/h);平均140t/h。
布料形式:单排布料和双排布料
出炉温度:1280︒C
管坯断面温差:±10℃
燃料:混合煤气(高炉煤气+焦炉煤气+转炉煤气);发热值:1400kcal/ Nm3
注:(1)该生产线设计能力为40万吨/年,投产后实际生产能力可达60万吨/年,年需加热管坯量约70万t。
(2)同时考虑余热锅炉一座与溴化锂制冷设备联合,为车间操作室、办公室、设备等提供冷气,作为余热综合利用。
(3)利用烟气对空(煤气)预热。
入炉温度:500~900︒C
出炉温度:920~1050︒C
在线常化工艺:入炉600︒C,加热至要求温度后保温~5分钟
燃料:混合煤气(高炉煤气+焦炉煤气+转炉煤气),发热值:1400kcal/ Nm3
2.140项目产品大纲
140项目产品大纲(初步)。
环形加热炉的设计优化

Vol. 30 Nபைடு நூலகம். 2
冶金能源
Mar. 2011
ENERGY FOR METALLURGICAL INDUSTRY
37
段、加热段和均热段。一般各段温度控制为预热 段 800 ~ 950℃ ,加 热 段 1100 ~ 1260℃ ,均 热 段 1280℃ ,排烟温度为 800 ~ 850℃ 。 1. 3 机械设备
( 2) 烧嘴的布置 一般环形加热炉的烧嘴均安装在炉子的内外 墙和炉顶上,且都垂直于炉墙表面布置,其目的 是保证炉膛各段温度均匀。顶燃烧嘴对炉顶整体 性产生一定的影响。尤其当燃气压力波动时,在 烧嘴附近产生局部高温,严重影响炉顶寿命。 通过多年从事环形加热炉调试的实践,提出 燃烧器布置及供热负荷分配的原则。即烧嘴的单 个供热能力不要过大,应采用小烧嘴多点布置, 这样可使炉内各段的温度场均匀,钢坯断面温差 小,有利于提高钢坯的加热质量; 切忌烧嘴能力 过大、安装集中,造成预热段过长、温度较低而 起不到很好的预热作用; 而且钢坯到了加热带集 中加热,不但容易造成钢坯内外温度不均匀,还 容易使钢坯表面产生过热或过烧,产生较多的烧 损。在设置烧嘴的数量上,既要考虑到炉内温度 场均匀性,又要考虑清理和检修方便。对于炉膛 宽度小于 4m 的炉子,顶燃烧嘴的作用就比较小
2016全新精品资料全新公文范文全程指导写作独家原创15环形加热炉的设计优化36金能源energyformetallurgicalindustryvol30no2mar2011环形加热炉的设计优化辽宁科技大学2016全新精品资料全新公文范文全程指导写作独家原创15多年从事环形炉的设计监造施工调试对原有环形加热炉存在的设计缺陷及使用中的不足之处有了深入了解并对其进行了探讨和研究
《2024年基于PLC的环形炉温度控制系统设计与应用》范文

《基于PLC的环形炉温度控制系统设计与应用》篇一一、引言随着工业自动化技术的不断发展,温度控制系统的设计与应用在工业生产中显得尤为重要。
环形炉作为许多工业生产过程中的关键设备,其温度控制系统的稳定性和精确性直接影响到产品的质量和生产效率。
本文将介绍一种基于PLC的环形炉温度控制系统,探讨其设计原理、系统架构和应用实例,以期为相关领域的研究和应用提供参考。
二、系统设计1. 设计原理基于PLC的环形炉温度控制系统采用先进的控制算法和传感器技术,实现对环形炉内温度的实时监测和精确控制。
系统通过PLC控制器采集温度传感器的数据,根据预设的控制策略调整加热元件的功率,从而实现对环形炉内温度的精确控制。
2. 系统架构系统架构主要包括PLC控制器、温度传感器、加热元件、执行机构和人机界面等部分。
其中,PLC控制器作为核心部件,负责采集温度传感器的数据、执行控制策略、输出控制信号等工作。
温度传感器用于实时监测环形炉内的温度,将温度信号转换为电信号传输给PLC控制器。
加热元件根据PLC控制器的指令调整功率,以实现对环形炉内温度的调节。
执行机构包括电机、阀门等,用于实现系统的自动化控制。
人机界面用于显示系统的工作状态、温度值、控制参数等,方便操作人员进行监控和调整。
三、控制策略系统的控制策略采用先进的PID控制算法,通过对温度传感器的实时数据进行采集和处理,计算出实际的温度值与设定值之间的偏差,然后根据偏差大小调整加热元件的功率,以实现对环形炉内温度的精确控制。
此外,系统还具有自动调节、手动调节和故障诊断等功能,以满足不同生产需求和应对突发情况的能力。
四、应用实例以某钢铁企业的环形炉为例,该企业采用基于PLC的环形炉温度控制系统对环形炉进行温度控制。
系统通过实时监测环形炉内的温度,根据预设的控制策略调整加热元件的功率,以实现对环形炉内温度的精确控制。
在应用过程中,系统表现出了良好的稳定性和精确性,有效提高了产品的质量和生产效率。
180t/h环形加热炉的特点及应用

形炉 内一共有 3 3 2个 料槽 。另外 ,此环 形加 热炉
采用基 于 P I D算法 的双 交叉 限 幅控制 系统 ,空燃
比控制 精确 ,空气 和燃 料 的跟 随作用 迅速 ,具有
良 好的系统动态性能 ,降低 了燃料消耗量 ,达到 了节 能 的 目的 。
2 主要 结构特 点
好 、生产节奏快 、产量高、资源消耗低、环境污 染小的理念设计 、制造的。为公司其他轧管厂后 续环形炉 的建造和使用提供 了宝贵 的经验。
摘 要 重点介绍了公司 1 8 0 t / h环形加热炉结 构特点和技术特点 ,以及新 技术 和新方法 的应 环形炉 结构 技术 节能
用。
关键词
Ap p l i c a t i o n a n d c h a r a c t e r i s t i c s o f 1 8 0 t / h a n n u l a r f u r n a c e
冶
金
能
源
V0 1 . 3 2 No . 2 Ma r . 2 01 3
E NE RGY F OR ME T A LUJ R GI C AL I ND US T R Y
1 8 0 t / h环 形 加 热 炉 的特 点及 应 用
刘国诗 白 涛
( 天津 钢管集 团股 份有 限公 司)
流向与炉底的运动方向相反。物料依次经过预热
段、加热段 、均热段达到轧制温度和要求 ,由出
料夹钳夹出。为了节能降耗 , 在炉尾设置 了空气 预热器 、余热锅炉等设备进行热量回收利用。管
坯在炉内以辐射状单排或交错布料 ,每根管坯对 应一个料槽 ,有效地防止了粘钢的情况发生 ,环
收稿 日期 : 2 0 1 2— 0 9—1 0 刘 国诗( 1 9 8 6一 ) , 助理工程师 ; 3 0 0 3 0 1 天津市 东丽区。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
环形加热炉设计浅析
杨永清
【摘要】环形加热炉在钢管生产中起看重要的作用,其设计是否合理,将直接影响钢管产品的质量和钢管轧制生产节奏。
介绍了如何合理确定环形加热炉的设计参数和布料角,以及炉底砌筑结构设计、炉底与炉膛中心差值的选取方法等,并提出了新的环形加热炉烘炉方案。
实际应用表明,所设计的平均直径24 m 环形加热炉运行工况良好。
【期刊名称】钢管
【年(卷),期】2011(040)003
【总页数】4
【关键词】环形加热炉;设计;布料角;炉底砌筑;烘炉
环形加热炉是一种技术成熟的连续式加热炉型,广泛用于轧管生产线,也常用
于其他金属制品如异形件的加热和热处理[1 ],如马钢集团车轮轮毂生产线的
环形加热炉、武汉钢铁(集团)公司钢卷高遍退火环形加热炉等。
本文将重点介绍用于钢管坯料高温加热的环形加热炉设计。
1基本设计参数的确定
环形加热炉的基本设计计算是根据轧钢工艺提供的产品大纲、轧机最大产量和最快轧制节奏确定环形加热炉的平均直径、装出料炉门夹角、坯料布料角、炉底宽度等。
以笔者参与的一项钢管生产线的环形加热炉工程为例,其生产线工艺参数要求如下:管坯直径 190,215 Z 270 mm。