纸杯成型作业指导书
印刷包装制程检验作业指导书(纸杯类)
印刷包装制程检验作业指导书(纸杯类)本作业指导书旨在为印刷包装制程检验提供指引,特别适用于纸杯类产品。
以下是执行印刷包装制程检验的步骤和注意事项。
步骤一:材料准备1. 准备所需的检验设备和工具,包括显微镜、测量尺和其他相关仪器。
2. 确保所使用的纸杯样品符合检验要求,包括质量标准和规格。
步骤二:外观检验1. 使用显微镜对纸杯外观进行仔细观察,注意以下方面:- 纸杯表面是否平整,有无明显凹凸或划痕。
- 纸杯边缘是否整齐,有无破损或毛边。
- 纸杯印刷是否清晰可辨,有无模糊或擦拭痕迹。
步骤三:印刷质量检验1. 对纸杯印刷质量进行评估,包括:- 印刷颜色是否与规定一致。
- 印刷图案是否清晰,有无缺失或模糊。
- 是否有印刷偏移或重叠。
步骤四:尺寸和容量检验1. 使用测量尺对纸杯的尺寸和容量进行测量,确保符合规定的标准值。
2. 注意检查以下方面:- 纸杯的高度、直径、底部直径等尺寸是否符合要求。
- 容量是否与标称值一致。
步骤五:包装检验1. 检查纸杯的包装是否完好,有无破损或变形。
2. 检查包装标识是否清晰可见,有无缺失或错误。
步骤六:记录检验结果1. 对每次检验进行记录,包括样品编号、检验日期和检验人员等信息。
2. 详细记录每个检验步骤的结果和发现的问题。
3. 如发现问题,及时采取纠正措施,并记录采取的措施。
以上是印刷包装制程检验作业指导书(纸杯类)的主要内容。
在执行检验过程中,请确保按照指导书的要求进行操作,以确保最终产品的质量和符合要求。
> 注意:本指导书仅供参考,具体检验内容和步骤可根据实际情况进行调整和补充。
成型作业指导书

成型作业指导书
1.目的:为规范成型操作,确保本工序产品符合要求。
2.范围:适应本公司裁断,成型工序。
3.职责:在生产技术厂长领导下,成型车间负责本过程的控制,操
作工人按操作规程严格工艺操作。
4.裁断:质量标准
裁断公差宽度为5mm,角度为0.5度。
帘布必须摆放平整,无折子、无杂质、无劈缝,无胶豆等质量问题。
操作工必须按照施工标准严格操作角度宽度要符合施工标准。
5.成型:
(1)工艺条件:风压0.4-0.8Mpa
(2)质量标准:成型筒宽度,项点周长务必正确,内面胶贴附不得折皱,对正中心,帘子线贴符对齐标线,确保帘线无折子,
无漏白,无杂物,无断线,无胶豆等问题,各层方向相反,
接头无脱开,接头压线为5-7根,钢丝圈放上下左右必须对
正并压实,帘线接头一定要错开。
胎面胶贴符对正中心线。
胎面接头要接平不要过大或过小并压实,把成好的胎胚挂在
架车上不得落地。
纸杯成型机操作规程及示意图
纸张、内杯、包装袋及包装规格 胶水下滑时能连线
所对应的温控仪点亮
/ 1次/2 小时
/
/ 目视
/
试机
生 产 首件确认
批量生产
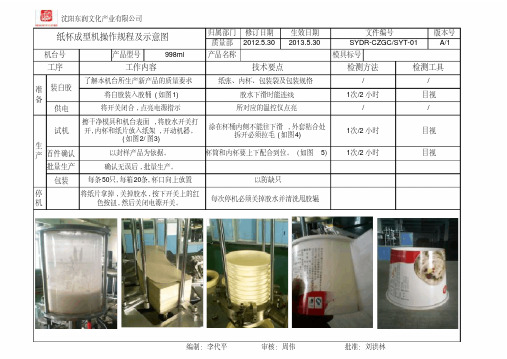
擦干净模具和机台表面 , 将胶水开关打 开, 内杯和纸片放入纸架 , 开动机器。
( 如图 2/ 图3)
以封样产品为依据。
确认无误后 , 批量生产。
涂在杯桶内侧不能往下滑 , 外套粘合处 拆开必须拉毛 ( 如图 4)
杯筒和内杯要上下配合到位。(如图 5)
1次/2 小时 1次条 50只, 每箱 20条, 杯口向上放置
以防缺只
停 机
将纸片拿掉 , 关掉胶水 , 按下开关上的红 色按钮 , 然后关闭电源开关。
每次停机必须关掉胶水并清洗甩胶辊
编制:李代平
审核:周伟
批准:刘洪林
纸张内杯包装袋及包装规格胶水下滑时能连线所对应的温控仪点亮涂在杯桶内侧不能往下滑外套粘合处拆开必须拉毛如图4机台号工序准备工作内容技术要点装白胶了解本机台所生产新产品的质量要求将白胶装入胶桶如图1将开关闭合点亮电源指示沈阳东润文化产业有限公司纸杯成型机操作规程及示意图生产擦干净模具和机台表面将胶水开关打开内杯和纸片放入纸架开动机器
沈阳东润文化产业有限公司
纸杯成型机操作规程及示意图
机台号
工序
产品型号
998ml
工作内容
归属部门 修订日期 质量部 2012.5.30
生效日期 2013.5.30
产品名称
技术要点
文件编号 SYDR-CZGC/SYT-01
版本号 A/1
模具标号
检测方法
检测工具
准 装白胶 备
供电
了解本机台所生产新产品的质量要求 将白胶装入胶桶 ( 如图 1) 将开关闭合 , 点亮电源指示
纸杯作业指导书

编号: 日期:二〇一一年四月八日客户名称产品名称 纸杯 产品规格 235±8.2ml 产品类型 热饮 内杯图纸编号 碗身材质 单PE 淋膜纸杯底纸材质双PE 淋膜纸杯 盖 无 外套图纸编号身纸克重要求(单位:g /m 2)身纸厚度 (mm ) 底纸克重要求(单位:g /m 2) 底纸厚度(mm )底纸宽度(mm ) 外套克重要求(单位:g /m 2)原纸克重 亚光膜克重 亮光膜克重 原纸克重 亚光膜克重 亮光膜克重 外套材质 外套克重 外套类型 上光要求190 181901818测值测值无无无尺寸要求 标准 备注外 观 要 求上口径(㎜) 72±0.5 1. 纸张色泽:纸张色泽正常,同批次无明显色差;2. 表面:表面平整,纸地均匀,无划痕、无剥离、无皱折、无破裂以及穿孔现象;3. 内壁:纸杯壁应清洁、无霉变、PE 无起泡和脱层、无油污、墨点、尘土、蚊虫和其它异物;4. 卷口:卷口纸边应全部卷入,且卷边圆滑、均匀、无粉状或丝状毛刺,无断裂、爆口现象;5. 碗底:粘合牢固,低开有均匀汽贸,平整紧绷,无明显飞边、裂纹、月牙地、漏底,碗底无皱着、烧焦现象。
6. 外套中缝搭接处错位≤0.5mm ;外套与内杯紧密贴合,无脱套、溢胶、露白、露黑现象;7. 气味:成品无明显油墨异味或其他刺激性气味;8. 印刷:整个图案无明显色差,无版面错误,图案轮廓清晰,版面洁净; 9. 数量:无短装、多装现象;10. 包装箱和包装袋:干净、无脏物、无破损。
11.尘埃度(直径):直径≤0.6mm ,≤4个/碗;直径>0.6,0个/碗;下口径(㎜) 51±0.4 高度(㎜) 85.5±0.4 底深(㎜) 5.3±0.4 卷口直径(㎜) 3.5 单杯重量(g ) ≥4.3 注水线高度无包装要求包装箱类型 瓦楞纸箱 纸箱类型 周转箱 物理性能包装箱规格 检验项目 试验方法判断标准装箱数量 1. 渗漏性能 常温下,将95±5℃的开水加入杯内距杯口20mm 位置,30分钟后观察杯有无变形、开裂、渗漏,桌面有无水迹。
成型作业指导书【范本模板】
作业指导书汇编成型标准化作业指导书序目录一、成型前段标准化作业指导书一、成型前段标准化作业指导书(无钉夹包作法)前段工序:领料—推楦头—下料—刷内里胶水-擦中底胶-入港宝-车鞋包边线—修鞋面内里—擦鞋面胶—樊前帮-拉中帮(腰帮)—压后帮—锤鞋—品检—插管—入加硫。
第一道工序:备料1、根据《成型四天细进度》查阅并熟悉本线四天之内计划生产的订单资料——《生产指令表》,了解楦头型号、订单号、型体、订单总双数、每个SIZE的指令数、大包装法以及完成日期等.2、针对每一张上线订单,提前两天去中仓查整齐备料状况——鞋包、中底、港宝、楦头等,发现有欠缺材料时应立即报告带线课长。
3、所有上线所需材料———鞋包、中底、港宝、楦头,提前4小时从中仓领回,分类整齐摆放在前段备料区域(含拼包材料)。
4、了解成型车间不同型号的楦头,其每个SIZE的库存数量,对照《生产指令表》上每个SIZE 的指令数,算出不同号码的楦头周转次数.5、根据材料的到位情况,不同号码的楦头周转次数,确定各号码鞋面与中底投放的先后顺序。
一般来说,转次越多的号码优先放料.第二道工序:推楦头(或称备楦)从下料员或前段组长处了解准备上线的订单之楦头型号、各SIZE的指令数,根据楦头周转顺序,准备好楦头,整齐排放于前段楦车停放处。
第三道工序:下料下料员根据工作计划,确定各SIZE投放的先后顺序,将鞋包、楦头、中底配双整齐排放于流水带上,其中中底的背面按4双一个循环分别在左右脚用大头笔写上1、2、3、、、阿拉伯数字. 第四道工序:刷内里胶水1、工具牙刷,检查左右脚是否正确、有无混码、有无后套里破损。
2、刷胶时两腿夹住靴筒,左手拿住后套内里,右手用牙刷沾胶水适量刷入后套里内刷大小要和港宝大小一致。
3、注意胶水不要溢到面上。
第五道工序:擦中底胶左手拿中底,右手拿泡棉,沾上适量白胶,均匀地刷在中底帮脚处,宽度15-20m/m,刷胶时,先刷前半部,然后倒过来刷后半部,注意从中间往外刷,沾胶不宜过多,以免白胶从中底上面流到流水带上。
纸杯成型作业指导书
纸杯车间生产指导书工序1 领料操作说明:1、接受生产任务,领取该任务的订单生产过程记录表和样品;2、查看订单详情(包括产品名称,纸杯规格,原纸生产厂家,纸张克重,包装要求和订单特殊要求等);3、根据订单详情领取所需原材料和辅料(片料,杯底,合格证,包装袋,缪带,包装箱等);4、对原材料和辅料进行初步检验(1领取的物料是必须与订单所需物料的规格型号,数量相符;2合格证盖印清晰,信息内容要与实际相符;3片料整体需清洁无异物,印刷面图案应轮廓清晰,色泽均匀,无明显色斑;4包装袋内外要清洁无异物);5、敷纸(操作工根据原纸生产厂家和纸张克重来决定敷纸的时间,施水程度);工序2:首件检验操作说明1、给滚花加油,检查滚花旋转是否正常;2、逐步给机器该加油的地方加油(机器两侧的立柱,机头平衡轴,以及瓦片下轴承等)3、检查机器台面是否放有杂物,检查杯底是否连接好,使用酒精浓度为75%到80%的酒精对工作台面进行消毒,并作记录。
4、检查设定温度是否正常(杯身温度应设在180℃~230℃之间,预热温度和主热温度应在300℃~320℃之间,滚花温度应在300℃~360℃之间)5、开机预热,用抹布擦洗八个模具(预热前必须是无底或不穿底状态)6、检查实际温度是否正常(实际温度与设定温度相差不大于20℃)7、一切正常后,开始穿杯底8、架纸开机试生产9、将首批生产的连续的八个纸杯对照样品及质量要求进行外观检验(1、杯体整体要圆,呈锥形;2杯口圆滑,不起皱,不凹陷,无裂口;3杯底不凹陷,不起皱,底部滚花清晰;4杯身内外清洁无异物,且无明显压痕;5印刷图案应轮廓清晰,色泽均匀,无明显色斑;6杯子不能有异味)10、首件试水:将温度为85℃~100℃的水加入杯内,加水至离杯口平面6mm处,将盛水的纸杯放在一块干桌面上,静置30min后,观察是否有渗出的水印。
11、首件检验合格后,方可批量生产。
工序3:员工自检操作工在正常生产的过程中,要对所生产的杯子做如下的检验工作1对每只杯子进行外观检验(生产过程中,操作工要对自己锁生产的杯子先做外观检验,检验率需达到100%,检验要点:1、杯体整体要圆,呈锥形;2杯口圆滑,不起皱,不凹陷,无裂口;3杯底不凹陷,不起皱,杯身与杯底粘合处接缝紧凑,没有“无底”“月牙底”和“翻底”现象,4杯身内外清洁无异物;5印刷图案应轮廓清晰,色泽均匀,无明显色斑;6杯子不能有异味)2 对每一批次的纸杯都要做抽检检验(抽检方案:每2000只,抽取连续的25只~50只进行抽检,抽检要点:1.指压杯身粘合处,判断杯身是否粘合;2检查杯底滚花是否清晰,包底是否良好,3对纸杯进行对光检验,看杯底是否有滚烂现象;4从抽检样品中抽取2~4只,杯身与杯底粘合处缝隙较大的杯子,沿粘合处撕开,观察粘合处是否起毛)3生产过程中,对以下情况做渗漏检验(检验方法:抽取连续的8只纸杯进行试水检验)a正常生产过程中,每生产10000只要进行一次试水检验。
纸杯作业指导书
永康市华业模具有限公司作业指导书永康市华业模具有限公司纸杯生产工艺流程图★为关键控制点:1. PE淋膜纸检验:淋膜纸采购符合食品包装用聚乙烯成型品GB9687-1988要求。
2成型:底部热合温度230℃~300℃,杯壁超声波发波时间2~3秒,速度35~50只/分;3.消毒:紫外线灯消毒20-30分钟工艺详解及作业指导一、 PE淋膜纸检验色泽正常,平整、无明显皱纹、无已嗅、污物。
二、印刷流程:1,印版制作;曝光显影除脏修版烤版涂显影墨上胶2,打样过程:3,印刷过程:(1)印刷前的准备工作:了解印刷施工单,对承印品的印数,印刷用纸规格,纸张数量,加放数等应掌握,准备好印刷材料。
①纸张材料:首先检查纸张外观,有无纸病现象。
其次,检查纸张的规格尺寸是否符合要求。
②油墨的选择和调配。
③印版准备。
④印刷橡皮布及衬垫的准备并安装。
⑤润版液的调配。
⑥对印刷机进行一般的调整、加油、清洁工作。
(2)上版:将印版安装在胶印机的印版滚筒上。
印刷开始前,仔细检查并校准印版,为上版后的印版滚筒状况;检查胶印机给纸,传纸,收纸的情况;校正压力,调整印版滚筒,橡皮滚筒,压印滚筒之间的关系,使压力均匀,然后检查机器供墨,供水情况。
(3)印刷:①印刷时,首先将印版的胶膜擦拭干净,再用汽油除去干涸的墨迹,开动胶印机进行试印,检查规矩,确保套印准确。
②印出开印样经审批合格即可大量进行印刷。
③随时检查质量,包括墨色的深浅,套印精度,图文的清晰度,网点的虚实,空白部分有无油污墨迹等。
(4)质量检查:印刷结束后的检样,检样人员将不合格的印刷品剔除。
三,模切压痕流程:1,作业准备:(1)将周围环境清理干净。
(2)准备好材料和所需工具。
(3)检查机台各部件是否正常2,作业程序:(1)试机、调模(2)将模块挂在机台上,按材料的厚薄调节适当的压力,试轧确认靠位情况,并作适当调整。
(3)开始生产时,检查尺寸与样品是否符合,刀线有无变形走位,压痕线切穿或过轻。
纸杯(碗)生产工艺流程
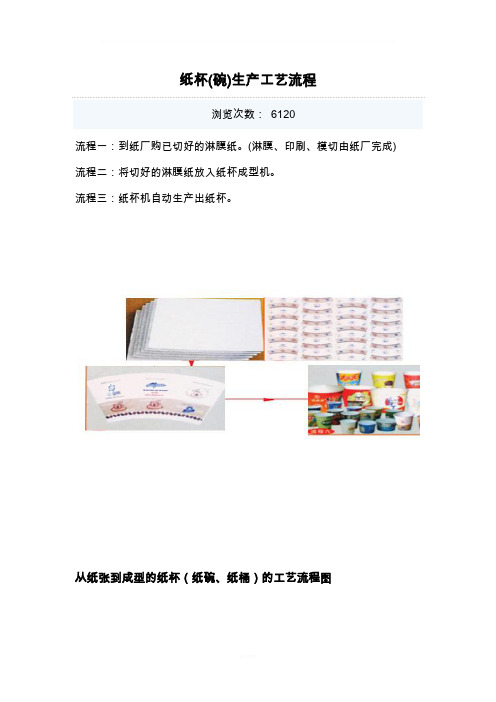
纸杯(碗)生产工艺流程浏览次数:6120流程一:到纸厂购已切好的淋膜纸。
(淋膜、印刷、模切由纸厂完成) 流程二:将切好的淋膜纸放入纸杯成型机。
流程三:纸杯机自动生产出纸杯。
从纸张到成型的纸杯(纸碗、纸桶)的工艺流程图详细说明:从上图可以看出,从原纸到成型的纸杯(纸碗)主要经过以下工序:∙ 1.PE淋膜:就是把原纸(白纸)用淋膜机淋膜上PE膜.淋膜一面的纸张叫做单面PE淋膜纸;两面都淋膜的叫做双面PE淋膜纸.∙ 2.分切:用分切机把淋膜好的纸张分切为(做纸杯壁用的)矩形纸片和(做纸杯底部用的)卷筒纸.∙ 3.印刷:用胶印机或者凹版印刷机在矩形纸片上印刷各种图案.∙ 4.模切:用平压压痕切线机(俗称模切机) 将印刷好图形的纸片切成做纸杯(碗)用的扇形片.∙ 5.成型:在纸杯成型机或者纸碗成型机自动成型为您需要的各种规格的纸杯(纸碗)。
只需要操作人员将扇形纸杯片和杯底卷筒纸放到加料口就可以了。
全自动成型,出杯。
一个人就可以轻松操作∙ 6.包装:把做好的纸杯(纸碗)用塑料袋密封包装好,然后包装到纸箱里面.纸杯机(纸碗机,纸桶机)等机器内部成型工艺流程(原料)PE淋膜纸张问题术语解释:∙PE淋膜纸:就是在原纸上淋膜一层PE 膜,∙PE:聚乙烯∙PE淋膜纸分类:单面PE淋膜纸、双面PE淋膜纸,国内常用单面PE淋膜纸张。
∙PE淋膜克重:指1平方米原纸上淋膜的PE重量,一般来说:单面PE淋膜纸的淋膜克重为12--20克,国内14克的居多。
∙PE淋膜纸重量:1平方米PE淋膜纸张的重量,我们常说的多少克重的淋膜纸,指原纸克重加上淋膜克重。
纸张选择∙国内常见的市场纸杯:不同的地区可能不一样,一般来说选择150克到200克的比较多,现在有的地方有135克纸张生产的纸杯。
纸张的选择和具体的纸杯的大小有关,选择适当的克重,达到质量(纸杯硬度)和成本的最好搭配。
∙比如:5盎司--8盎司,可以用150克--180克,质量还不错。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
纸杯成型作业指导书 Revised by Jack on December 14,2020
纸杯车间生产指导书
工序1 领料
操作说明:
1、接受生产任务,领取该任务的订单生产过程记录表和样品;
2、查看订单详情(包括产品名称,纸杯规格,原纸生产厂家,纸张克重,包装要求和订单特殊要求等);
3、根据订单详情领取所需原材料和辅料(片料,杯底,合格证,包装袋,缪带,包装箱等);
4、对原材料和辅料进行初步检验(1领取的物料是必须与订单所需物料的规格型号,数量相符;2合格证盖印清晰,信息内容要与实际相符;3片料整体需清洁无异物,印刷面图案应轮廓清晰,色泽均匀,无明显色斑;4包装袋内外要清洁无异物);
5、敷纸(操作工根据原纸生产厂家和纸张克重来决定敷纸的时间,施水程度);
工序2:首件检验
操作说明
1、给滚花加油,检查滚花旋转是否正常;
2、逐步给机器该加油的地方加油(机器两侧的立柱,机头平衡轴,以及瓦片下轴承等)
3、检查机器台面是否放有杂物,检查杯底是否连接好,使用酒精浓度为75%到80%的酒精对工作台面进行消毒,并作记录。
4、检查设定温度是否正常(杯身温度应设在180℃~230℃之间,预热温度和主热温度应在300℃~320℃之间,滚花温度应在300℃~360℃之间)
5、开机预热,用抹布擦洗八个模具(预热前必须是无底或不穿底状态)
6、检查实际温度是否正常(实际温度与设定温度相差不大于20℃)
7、一切正常后,开始穿杯底
8、架纸开机试生产
9、将首批生产的连续的八个纸杯对照样品及质量要求进行外观检验(1、杯体整体要圆,呈锥形;2杯口圆滑,不起皱,不凹陷,无裂口;3杯底不凹陷,不起皱
,
底部滚花清晰;4杯身内外清洁无异物,且无明显压痕;5印刷图案应轮廓清晰,色泽
均匀,无明显色斑;6杯子不能有异味)
10、首件试水:将温度为85℃~100℃的水加入杯内,加水至离杯口平面6mm处,将盛水的纸杯放在一块干桌面上,静置30min后,观察是否有渗出的水印。
11、首件检验合格后,方可批量生产。
工序3:员工自检
操作工在正常生产的过程中,要对所生产的杯子做如下的检验工作
1对每只杯子进行外观检验(生产过程中,操作工要对自己锁生产的杯子先做外观检验,检验率
需达到100%,检验要点:1、杯体整体要圆,呈锥形;2杯口圆滑,不起皱,不凹陷,无裂口;3杯底不凹陷,不起皱,杯身与杯底粘合处接缝紧凑,没有“无底”“月牙底”和“翻底”现象,4杯身内外清洁无异物;5印刷图案应轮廓清晰,色泽均匀,无明显色斑;6杯子不能有异味)
2 对每一批次的纸杯都要做抽检检验(抽检方案:每2000只,抽取连续的25只
~50只进行抽检,抽检要点:1.指压杯身粘合处,判断杯身是否粘合;
2检查杯底滚花是否清晰,包底是否良好,
3对纸杯进行对光检验,看杯底是否有滚烂现象;
4从抽检样品中抽取2~4只,杯身与杯底粘合处缝隙较大的杯子,沿粘合处撕开,观察粘合处是否起毛)
3生产过程中,对以下情况做渗漏检验(检验方法:抽取连续的8只纸杯进行试水检验)
a正常生产过程中,每生产10000只要进行一次试水检验。
b交接班开机时.。
c停产半小时以上,再恢复生产时。
d原材料出现异常时。
e更换杯底或更换片料原纸批次时。
4操作工在成品装箱时,要进行包装检验:(检验要点:
1检查包装袋封好后,要有足够的密封性和牢固性;
2检查包装材料,包装规格是否与订单包装要求相符,标识的数量、规格是否与实际相符;
3确保包装袋内外清洁没有异物;
4检查合格证上盖印的信息是否与实际相符,是否清晰可见;检查箱体标识的规格数量与实际是否相符)
工序4:质检巡查抽检
操作说明
1按时检:质检每20分钟要对自己管辖的区域,要巡查一遍:
A检查操作工的机器运行状态,查看机器温度是否正常。
B检查操作现场有没有乱推乱放,是否存在不安全因素。
C检查员工的检验工作,动作是否规范,对操作工已检验过的杯子进行随机抽检,检查要全面,重点检查操作工较难发现的问题,如果出现不合格品,责令操作工立即停线排查,协助分析异常原因,如果是因为员工操作不当,则责令并指导其改正,如果因为机器问题,通知机修进行机器维修,如果是因为原材料等其他非人为因素,需要将异常情况上报质量部门主管处理。
D对操作工所生产每批次生产的纸杯进行抽查,并作详细抽查记录(抽查方案,每10000只抽样100~200只杯子进行全面检查(外观检验,渗漏性能检验和包装检验)
工序5:停线清理
操作说明:
1、将架纸支架抬起,等模具上的杯子完成后,方可停机。
2、清点剩余的物料,交接给对班,或退回给库房。
3、清洁机器台面和机器周围的卫生环境。