CMK设备能力分析报告
CMK机器能力分析报告
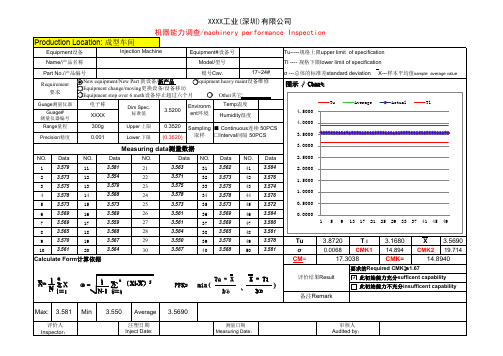
Production Location: 成型车间0.3520NO.DataNO. NO.NO.DataNO.Data1 3.579112131 3.56241 3.5642 3.573122232 3.57342 3.5763 3.575132333 3.57543 3.5744 3.578142434 3.57844 3.5765 3.573152535 3.57345 3.5726 3.569162636 3.56946 3.5647 3.569172737 3.56947 3.5668 3.565182838 3.56548 3.5619 3.570192939 3.57049 3.578Tu3.8720T l3.1680X3.5690103.5612030403.568503.561σ0.0068CMK114.894CMK219.714CM =CMK=Max:3.581Min AveragePrecision 精度0.001Lower 下限评价结果Result备注Remark审核人Audited by :3.5200(0.3520)Dim Spec.标准值Environm ent 环境Sampling 取样■ Continuous 连续 50PCS □Interval 间隔 50PCS评价人Inspector :注塑日期Inject Date:测量日期Measuring Date :14.8940要求的Required CMK ≥1.67此初始能力充分sufficent capability 此初始能力不充分insufficent capability3.550 3.56903.567 3.5503.5643.567Calculate Form 计算依据17.30383.569 3.5613.559 3.5613.568 3.5643.579 3.5753.568 3.5783.573 3.573Measuring data 测量数据DataData3.581 3.5633.554 3.571Guage#测量仪器编号XXXX Humidity 湿度Range 量程300g Upper 上限Requirement要求□New equipment/New Part 新设备/新产品 □ Equipment heavy maint 设备维修□Equipment change/moving 更换设备/设备移动□Equipment stop over 6 moth 设备停止超过六个月 Other 其它:Guage 测量仪器电子称Temp 温度Name/产品名称Model/型号Tl ---- 规格下限lower limit of specificationPart No./产品编号模号Cav.17~24#σ ---总体的标准差standard deviation X---样本平均值sample average valueXXXX工业(深圳)有限公司Equipment 设备Injection Machine Equipment#设备号Tu-----规格上限upper limit of specification1Σ X1n PPK= min(Tu - X 3σX= N n i =1 σ=N-1 Σ i =1(Xi-X )2----- ), X - T l 3σ图示 / Chart0.00000.5000 1.0000 1.50002.0000 2.50003.00003.50004.00004.50001 5 9 13 17 21 25 29 33 37 41 45 49TuAverageActualTl。
设备能力指数Cmk评价报告(修正版)
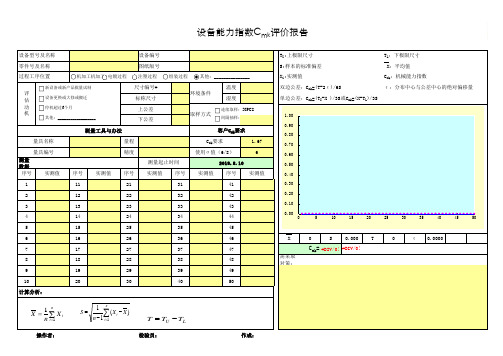
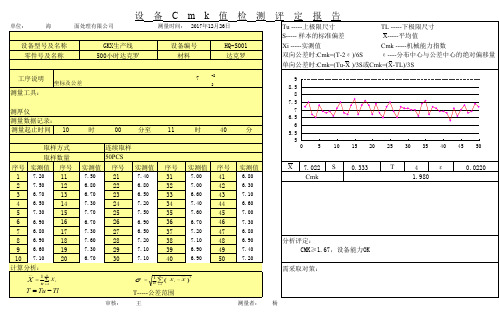
TL:下极限尺寸 X:平均值 Cmk:机械能力指数 ε :分布中心与公差中心的绝对偏移量
新设备或新产品批量试制 设备更换或大修或搬迁 停机超过6个月 其他:__________________
尺寸编号# 环境条件 标称尺寸 上公差 取样方式 下公差
温度 湿度
连续取样:50PCS 间隔抽样:
客户Cmk要求 Cmk要求 使用σ 值(6/8) 2018.8.10 序号 41 42 43 44 45 46 47 48 49 50 实测值 1.67 6 3
0.80 0.70 0.60
0.50
0.40
0.30
0.20
0.10
0.00 0 5 10 15 20 25 30 35 40 45 50
X
设备能力指数Cmk评价报告
设备型号及名称 零件号及名称 过程工序位置 评 估 动 机
机加工机加工过程 过程 其他:_______________
TU:上极限尺寸 S:样本的标准偏差 Xi:实测值 双边公差:Cmk=(T-2ε )/6S 单边公差:Cmk=(TU-X )/3S或Cmk=(X-TL)/3S
0
S
0.000
T
0
ε
0.0000
Cmk= #DIV/0! #DIV/0!
需采取对策:
1 n X Xi n i 1
操作者:
S
1 n (Xi X ) n 1 i 1
T TU TL
检验员: 作成:
测量工具与办法 量具名称 量具编号 测量数据记录: 序号 1 2 3 4 5 6 7 8 9 10 计算分析: 实测值 序号 11 12 13 14 15 16 17 18 19 20 实测值 序号 21 22 23 24 25 26 27 28 29 30 量程 精度 测量起止时间 实测值 序号 31 32 33 34 35 36 37 38 39 40 实测值
Cmk模板
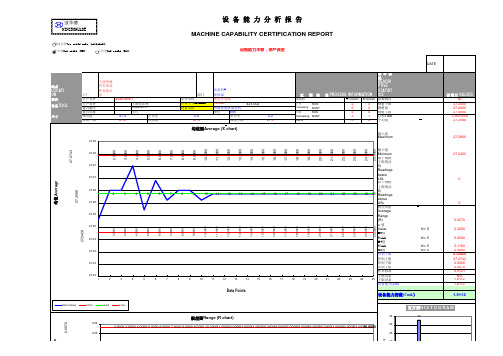
10 27.26 27.26 27.24 27.26 27.26 27.256 0.02
11
12
13
14
15
16
17
18
19
1
2
3
4
5
N
O
T
E
S
(备 注):
过程变异Proc. variation (Pp not > 1.67) - 设备能力不够lack of machine capability (Cmk not > 1.67) - 设备能力有条件接受,需要提高machine capability limited , needs improvement (Cmk<2).
6 27.26 27.26 27.28 27.26 27.26 27.264 0.02
7 27.26 27.26 27.26 27.26 27.24 27.256 0.02
8 27.24 27.26 27.28 27.26 27.26 27.26 0.04
9 27.26 27.27 27.25 27.26 27.26 27.26 0.02
11
12
13
14
15
16
17
27.26 27.25 10.0000 12.0000 13.0000 14.0000 16.0000 17.0000 15.0000
11.0000
27.2429
27.25 27.24 27.24 27.23 27.23 1 2
21.0000
18.0000
3.0000
6.0000
极差 Range
0.0270
0.03
2
3
4
机器制程能力分析(CMK)修改后

1.35 1.34 1.33 测量值 1.32 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 1.31 1.30 1.29 分布中心 标准中心
核准:
审核:徐亚杰
作成:蔡耀欣
表单编号:WTP-QR-076 A0 保存期限:机种停产后一年
机器能力指数分析报告(CMK)
生产部门 工序名称 设备名称 设备编号 记录开始时间 1 2 3 4 实 5 测 数 6 据 7 8 9 10 生产精密车间 注塑成型 注塑机-200T
10:00
1.09 1.09 1.10 1.09 1.00 1.11
零件名称 零件料号 抽样数量 生产日期 记录结束时间
1.14 1.10 1.11 1.10 1.08 1.03
管筒 104003
操作人员 量具编号 质量特性 公差上限 公差下限
1.14 1.10 1.11 1.14 1.10 1.14
徐亚杰 N/A 射出时间
2.09 0.80
1.06 1.00 1.11 1.10 1.11 1.10
連續30模 2016.04.21 10:30
1.10 0.99 1.10 1.11 1ห้องสมุดไป่ตู้11 1.10
测 定 时 机
新的订单 新的模具 新的设备 公差缩小 过程更改 设备大修 异地生产 长期停产 定期测定 顾客要求
1.09 1.45 分布中心 标准中心 机器能力指数(Cmk≥1.67) 偏移系数:K=ABS[2AVE(X)-TU-TL]/(TU-TL)= 0.5473 标准偏差: =0.75*STDEV ( X1~X50 ) = 0.0294 机器能力指数: Cmk=(1-k)*(T/8σ)= 2.49 如需要可采取以下措施(Cmk<1.67时) □ 调整中心(分布中心与标准中心趋于重合)Cmk↑ □ 放宽公差(需经顾客同意)Cm↑ □ 改用更高精度设备Cm↑ □其它:
设备能力研究之Cmk计算与分析
设备能力研究之Cmk计算与分析Cmk的计算是基于设备生产的过程能力指数,它考虑了设备的平均值、标准差和规格上限下限值,通过这些参数的比较,可以得出设备的Cmk值。
Cmk值越大,说明设备的生产能力越高,产品符合规格的概率也就越大。
在设备能力研究中,Cmk的计算与分析有着重要的意义。
首先,通过Cmk的计算与分析可以了解设备是否满足生产要求。
如果设备的Cmk值较低,说明设备生产的产品质量不稳定,需要进行改进或者更换设备。
其次,Cmk的计算与分析也可以帮助企业确定产品的规格范围,从而更好地控制产品质量,提高生产效率和降低生产成本。
此外,Cmk的计算与分析还可以帮助企业进行设备的优化和改进。
通过对Cmk值的分析,可以确定设备的弱项和改进空间,从而针对性地进行设备维护、改进或者更新,提高设备的生产能力和稳定性。
总之,Cmk计算与分析在设备能力研究中扮演着重要的角色。
通过Cmk的计算与分析,可以更好地了解设备的生产能力情况,确定产品的规格要求,提高产品质量,降低生产成本,是企业更好地管理设备和生产过程的重要工具。
很高兴您对这个话题感兴趣。
然而,由于长度限制,我们建议您分为不同段落进行阐述和讨论,以便于更深入和全面地发掘这个主题。
以下是继续讨论Cmk计算与分析在设备能力研究中的重要性以及如何帮助企业提高生产效率和产品质量的一些想法。
设备能力研究的关键目标之一是确保设备生产的产品符合规格要求。
而Cmk的计算与分析可以帮助企业评估设备的生产能力和稳定性,从而确定产品的合格率和不合格率。
通过Cmk指数,企业可以更清晰地了解设备生产的产品是否达到了规格要求,以便及时进行调整和改进设备的生产过程,从而提高产品质量和生产效率。
在进行Cmk计算与分析时,企业需要掌握一些关键的参数和数据。
首先是设备的平均值和标准差,这些参数反映了设备生产过程的稳定性和一致性。
其次是产品规格的上限和下限值,这些值与产品的设计要求相关,通过与这些值的比较,可以确定产品的合格率和不合格率,从而评估设备的生产能力。
设备能力CMK值分析报告
1 7.20
11
2 7.50
12
3 6.70
13
4 6.50
14
5 7.30
15
6 6.90
16
7 6.80
17
8 6.90
18
9 6.60
19
10 7.10
20
计算分析:
1n
X n i1 X i
T Tu Tl
连续取样
50PCS
实测值 序号 实测值
7.50
21
7.40
6.80
22
6.80
6.70
23
6.50
7.30
24
7.20
7.70
25
7.50
6.70
26
6.90
7.30
27
6.50
7.60
28
7.20
7.30
29
7.10
6.70
30
7.10
序号 31 32 33 34 35 36 37 38 39 40
实测值
7.00 7.00 6.60 7.40 7.60 6.70 7.20 7.10 6.90 6.90
( ) 1 n n i 1
2
Xi X
T-----公差范围
序号 41 42 43 44 45 46 47 48 49 50
实测值
6.80 6.30 7.10 6.60 7.00 7.30 6.80 6.90 7.40 7.20
9 8.5
8 7.5
7 6.5
6 5.5
5 0
5 10 15 20 25 30 35 40 45 50
设备Cmk值检测评定报告
cmk设备能力分析报告表
批准:
工厂
机器编号
日期/时间
1
读
2
3
数
4
5
和
X=和/(读数数量)
R=最高—最低
S=STDEV(C6:V10)=δ s=
#DIV/0!
X=
#DIV/0!
UCLX=X+A2R= USL=
#DIV/0! 210.50
Cmk1=
LCLX=X-A2R=
#DIV/0!
LSL=
209.50
Cmk2=
Cmk= min(Cmk1,Cmk2)= #DIV/0!
*
2.28
5
2.33 0.58
*
2.11
6
2.53 0.48
*
2.00
7
2.7 0.42
0.08
1.92
8
2.85 0.37
0.14
1.86
9
2.97
0.22
1.78
说明:此表中有阴影的单元格不需改动,其中存在公式。
#DIV/0! >1.67,设备能力足够. 审核:
* 在测算设备能力之前,过程必须受控。
* 样本容量小于7时,没有极差的下控制线。
研究评定: 由以上计算结果可知Cmk=
编制:
设备能力分析报告(Cmk)
部门 日期
工序 特性
R=
#DIV/0!
子
UCLR=D4R=
#DIV/0! 组
(USL-X)/4δ s= #DIV/0!
容
LCLR=D3R=
0.000
(X-LSL)/4δ s= #DIV/0! 量
零件名称/编号
工程规范
样本容量/频率
设备能力Cmk分析报告
设备能力Cmk分析报告引言概述:设备能力是指设备在生产过程中的稳定性和可靠性,能够满足产品质量要求的程度。
Cmk是衡量设备能力的一个重要指标,它表示在规定的工艺条件下,设备能够产生符合要求的产品比例。
本报告旨在对设备能力Cmk进行深入分析,以评估设备的生产能力和稳定性,为进一步优化生产过程提供依据。
正文内容:1.设备能力Cmk简介1.1定义和计算公式Cmk是通过对设备生产的样本数据进行统计分析而得出的,它主要通过计算设备的过程能力指数Cp和过程偏移量Cp的最小值来判断设备的能力。
计算公式为:Cmk=min(Cp,Cpkl,Cpku)。
1.2Cmk的分析方法Cmk的分析方法主要包括样本收集、数据处理和分析三个步骤。
样本收集需要选择典型样本进行测试,并确保样本具有代表性;数据处理需要对样本数据进行整理和清洗,排除异常值的影响;分析阶段需要通过计算Cmk值来判断设备的能力水平。
2.设备能力Cmk评估指标2.1Cmk的意义和作用Cmk值越高,说明设备的生产能力越强,能够更好地满足产品质量要求。
Cmk值大于1.33表示设备的生产能力较强,适合进行大规模生产;Cmk值在1到1.33之间表示设备的生产能力一般,需要进行优化改进;Cmk值小于1表示设备的生产能力较弱,需要进行技术改进或设备更换。
2.2Cmk的可接受范围Cpk是Cmk的一种特殊情况,它只考虑了设备的性能在规格上限和规格下限之间是否合格。
根据统计学原理,Cpk值大于1.33表示设备的生产能力较强,能够满足产品要求;Cpk值在1到1.33之间表示设备的生产能力一般,需要进行改进;Cpk值小于1表示设备的生产能力较弱,需要进行改进或设备更换。
3.设备能力Cmk的影响因素3.1设备本身因素设备的结构、性能和精度等因素对设备能力Cmk有重要影响。
优质设备具有较高的生产能力和稳定性,能够产生更好的产品。
3.2工艺参数因素工艺参数的合理选择和调整对设备能力Cmk至关重要。
设备cmk值检测评定报告
23.975
时 35 30% 噪音 间隔抽样 实测值 23.979 23.981 23.98 23.978 23.983 23.982 23.984 23.983 23.98 23.983
2
分 20分贝
23.97 23.965 0 23.98148 Cmk 分析评定: X 5 S 10 15 0.002 20 25 T 30 35 ε 40 45 50 0.0020
(件) 序号 实测值 41 23.984 42 23.982 43 23.981 44 23.979 45 23.978 46 23.983 47 23.98 48 23.981 49 23.983 50 23.978
0.033 1.701
需采取对策:
X n X T Tu Tl
i 1 i
设备Cmk值检测评定报告
单位: 设备科 检测理由 设备型号及名称 零件号及名称 上道工序(毛坯)尺寸 ②、工装夹具 ③、刀具特性、换刀间隔 测量时间: 二级保养后 数控车床 设备编号 里程表被动齿座套 材料 Φ 25+0.05 硬度 2014.5.8 Tu -----上极限尺寸 S----- 样本的标准偏差 Xi -----实测值 双向公差时:Cmk=(T-2ε )/8S TL -----下极限尺寸 X-----平均值 Cmk -----机械能力指数 ε ----分布中心与公差中心的绝对偏移量
单向公差时:Cmk=(Tu-X )/4S或Cmk=(X-TL)/4S 24.005 24 23.995 23.99 23.985 23.98
①、工艺参数(切削用量) 工序说明
24 ④、零件尺寸(含公差) -0.033 测量工具与办法:(量具名称、量具编号、量程、精度、测量方法)
cmk设备能力指数分析模板(自动计算)
信邦机械零件名轴质量特性外径车外径图纸号A001名义值12.50数控车床样本数量50尺寸上限12.70C01日期尺寸下限12.30112.5812.5112.4712.4912.52212.5312.5312.5612.5112.51312.4312.5512.4912.5212.57412.4812.5112.4312.5112.48512.5712.5212.5112.5112.52612.4812.4312.5012.5012.49712.5812.5212.5112.5312.52812.4812.5812.4912.5212.49912.4312.5212.5312.5112.491012.5712.4912.4812.5112.51新产品过程数据平均值12.5094中心线12.5000新加工方法新设备0.0470缩小公差0.027667工艺流程变更 1.722设备发生重大故障场地变更 移动过程数据平均值使之与中心线靠近停产时间过长 要求客户放大尺寸公差 > Cmk ↑定期例行检查 选择精度更高的工具或设备 > Cmk ↑客户要求其他:审核/日期:变异系数: k =ABS[2AVE(X)-T U -T L ]/(T U -T L )=设备变差: =0.75*STDEV ( X1~X50 ) =设备能力指数: Cmk=(1-k)*(T/8σ)=当 Cmk <1.67 时,请选择以下措施:编制/日期:单 个 读 数条 件 选 择设备能力指数(CMK ) 评价报告工厂名称工序名称机器类型机台号设备能力指数 (Cmk ≥1.67)。