设备能力Cmk评价报告
设备能力指数Cmk评价报告(修正版)
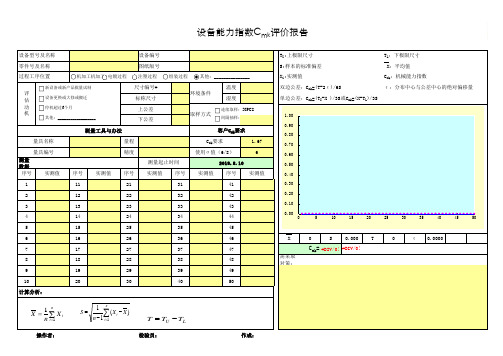
TL:下极限尺寸 X:平均值 Cmk:机械能力指数 ε :分布中心与公差中心的绝对偏移量
新设备或新产品批量试制 设备更换或大修或搬迁 停机超过6个月 其他:__________________
尺寸编号# 环境条件 标称尺寸 上公差 取样方式 下公差
温度 湿度
连续取样:50PCS 间隔抽样:
客户Cmk要求 Cmk要求 使用σ 值(6/8) 2018.8.10 序号 41 42 43 44 45 46 47 48 49 50 实测值 1.67 6 3
0.80 0.70 0.60
0.50
0.40
0.30
0.20
0.10
0.00 0 5 10 15 20 25 30 35 40 45 50
X
设备能力指数Cmk评价报告
设备型号及名称 零件号及名称 过程工序位置 评 估 动 机
机加工机加工过程 过程 其他:_______________
TU:上极限尺寸 S:样本的标准偏差 Xi:实测值 双边公差:Cmk=(T-2ε )/6S 单边公差:Cmk=(TU-X )/3S或Cmk=(X-TL)/3S
0
S
0.000
T
0
ε
0.0000
Cmk= #DIV/0! #DIV/0!
需采取对策:
1 n X Xi n i 1
操作者:
S
1 n (Xi X ) n 1 i 1
T TU TL
检验员: 作成:
测量工具与办法 量具名称 量具编号 测量数据记录: 序号 1 2 3 4 5 6 7 8 9 10 计算分析: 实测值 序号 11 12 13 14 15 16 17 18 19 20 实测值 序号 21 22 23 24 25 26 27 28 29 30 量程 精度 测量起止时间 实测值 序号 31 32 33 34 35 36 37 38 39 40 实测值
Cmk值检测评定报告-

工序说明
②、工装夹具 ③、刀具特性、换刀间隔 ④、零件尺寸(含公差) 8.62
+0.13 -0.13
测量工具与办法:(量具名称、量具编号、量程、精度、测量方法)
测量数据记录: 测量起止时间 时 分至 时 分 环境条件波动范围 温度 湿度 噪音 取样方式 连续取样 √ 间隔抽样 取样数量 (件) (件) 序号 实测值 序号 实测值 序号 实测值 序号 实测值 序号 实测值 1 11 21 31 41 2 12 22 32 42 3 13 23 33 43 4 14 24 34 44 5 15 25 35 45 6 16 26 36 46 7 17 27 37 47 8 18 28 38 48 9 19 29 39 49 10 20 30 40 50 计算分析:
设
单位:
备
C
m k
值
检
测
评
定
报
告
QR0903.10
测量时间:
检测理由 设备型号及名称 零件号及名称 上道工序(毛坯)尺寸
①、工艺参数(切削用量)
设备编号 材料 硬度
Tu -----上极限尺寸 TL -----下极限尺寸 S----- 样本的标准偏差 X-----平均值 Xi -----实测值 Cmk -----机械能力指数 双向公差时:Cmk=(T-2ε )/8S ε ----分布中心与公差中心的绝对偏移量 单向公差时:Cmk=(Tu-X )/4S或Cmk=(X-TL)/4S
机械员:
工艺员:
0 S 0.000 Cmk 分析评定: meet CMK≧1.67 request
机器或设备能力指数的计算和评价

机器或设备能力指数的计算和评价*01、定义Cmk是指机器(设备)的能力指数(m是指机器或设备)。
研究的对象是设备,表现为某设备加工某零件,在某公差情况下的加工一致性。
Cmk是德国汽车行业常采用的参数,也称为临界机器能力指数,它仅考虑设备本身的影响,同时考虑分布的平均值与规范中心值的偏移;由于仅考虑设备本身的影响,因此在采样时对其他因素要严加控制,尽量避免其他因素的干扰,计算公式与Ppk相同,只是取样不同。
*02、设备能力指数表述无偏移的设备能力用Cm 表示,有偏移的设备能力指数用Cmk表示,这和Cp与Cpk的表达是一致的。
在汽车行业,加工关键尺寸,要求Cm ≥2,Cmk ≥1.67。
*03、关于取样对于Cp 或Cpk过程能力指数来说,是指过程在一定时间里,处于控制状态(稳定状态)下的实际加工能力。
它是过程固有的能力,或者说它是过程保证质量的能力,是指操作者、机器、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程,也就是产品质量的生产过程。
产品质量就是过程中的各个质量因素所起作用的综合表现。
而对Cm 和Cmk而言,我们关心的是机器设备本身的能力,在取样过程中要尽量消除其他因素的影响。
因此,在尽量短的时间内(减少环境影响),相同的操作者(减少人的因素影响),采用标准的作业方法,针对相同的加工材料(同一批原材料),只考核机器设备本身的变差。
在抽样数量上,取样数目可以按照实际情况(客户要求,公司规定,采样成本等综合考虑),但原则上应该大于30个(通常要求是50个以上),这是因为当样本数大于30时,才接近正态分布。
而我们所采用的公式是以正态分布为基础的。
设备能力指数Cmk表示仅由设备普通原因变差决定的能力,与Cp 、Cpk的不同在于取样方法不同,是在机器稳定工作时至少连续抽取50件的数据。
测试要求:抽取数据是连续性的;假定操作者、量具、原料都不受影响;只考虑设备单一的因素影响;操作员必须是熟练可胜任的;量具必须符合要求且校正过的;同一批次材料,最好同一炉号的;符合要求的检验人员。
设备能力研究之Cmk计算与分析
设备能力研究之Cmk计算与分析Cmk的计算是基于设备生产的过程能力指数,它考虑了设备的平均值、标准差和规格上限下限值,通过这些参数的比较,可以得出设备的Cmk值。
Cmk值越大,说明设备的生产能力越高,产品符合规格的概率也就越大。
在设备能力研究中,Cmk的计算与分析有着重要的意义。
首先,通过Cmk的计算与分析可以了解设备是否满足生产要求。
如果设备的Cmk值较低,说明设备生产的产品质量不稳定,需要进行改进或者更换设备。
其次,Cmk的计算与分析也可以帮助企业确定产品的规格范围,从而更好地控制产品质量,提高生产效率和降低生产成本。
此外,Cmk的计算与分析还可以帮助企业进行设备的优化和改进。
通过对Cmk值的分析,可以确定设备的弱项和改进空间,从而针对性地进行设备维护、改进或者更新,提高设备的生产能力和稳定性。
总之,Cmk计算与分析在设备能力研究中扮演着重要的角色。
通过Cmk的计算与分析,可以更好地了解设备的生产能力情况,确定产品的规格要求,提高产品质量,降低生产成本,是企业更好地管理设备和生产过程的重要工具。
很高兴您对这个话题感兴趣。
然而,由于长度限制,我们建议您分为不同段落进行阐述和讨论,以便于更深入和全面地发掘这个主题。
以下是继续讨论Cmk计算与分析在设备能力研究中的重要性以及如何帮助企业提高生产效率和产品质量的一些想法。
设备能力研究的关键目标之一是确保设备生产的产品符合规格要求。
而Cmk的计算与分析可以帮助企业评估设备的生产能力和稳定性,从而确定产品的合格率和不合格率。
通过Cmk指数,企业可以更清晰地了解设备生产的产品是否达到了规格要求,以便及时进行调整和改进设备的生产过程,从而提高产品质量和生产效率。
在进行Cmk计算与分析时,企业需要掌握一些关键的参数和数据。
首先是设备的平均值和标准差,这些参数反映了设备生产过程的稳定性和一致性。
其次是产品规格的上限和下限值,这些值与产品的设计要求相关,通过与这些值的比较,可以确定产品的合格率和不合格率,从而评估设备的生产能力。
什么是CMK设备能力指数-cmk指数

什么是CMK设备能力指数-cmk指数什么是 CMK 设备能力指数 cmk 指数在制造业中,为了确保产品的质量和生产过程的稳定性,我们常常会用到各种各样的统计指标和方法来评估设备的性能。
其中,CMK 设备能力指数(Machine Capability Index)就是一个非常重要的指标。
它可以帮助我们了解设备在生产过程中是否能够稳定地满足产品质量的要求。
CMK 指数主要用于评估设备在短时间内的潜在能力,也就是说,它反映的是设备本身的性能,而不是在长期生产过程中的表现。
这一点与 CPK(过程能力指数)有所不同,CPK 更多地关注的是整个生产过程的稳定性和一致性。
那么,CMK 指数是如何计算的呢?要计算 CMK 指数,首先需要收集一定数量的产品测量数据。
这些数据通常是在设备处于受控状态下,短时间内连续生产的产品的测量值。
然后,通过计算这些测量值的均值(X)、标准偏差(S)以及规格上限(USL)和规格下限(LSL)之间的差值(T = USL LSL),来得出 CMK 的值。
CMK 的计算公式为:CMK = min{(USL X)/ 3S, (X LSL) / 3S}从这个公式可以看出,CMK 指数考虑了设备生产的产品的均值与规格限的距离,以及产品的离散程度(标准偏差)。
为什么要关注 CMK 指数呢?首先,CMK 指数可以帮助我们判断新设备是否能够满足生产要求。
在购买新设备或者对设备进行重大改造后,通过计算 CMK 指数,可以提前了解设备的潜在能力,从而决定是否投入生产。
其次,CMK 指数对于设备的维护和改进也具有重要的指导意义。
如果 CMK 指数较低,说明设备可能存在精度不够、稳定性差等问题,需要对设备进行维护、调试或者升级,以提高设备的性能。
此外,CMK 指数还可以用于比较不同设备之间的性能。
在企业拥有多台相同类型的设备时,可以通过计算 CMK 指数来评估哪台设备的性能更优,从而更合理地分配生产任务。
Cmk设备能力指数评估

设备能力指数Cmk评估
(以玻验收时
2、机器大修后
3、新产品试制时
4、产品不合格追查原因时
5、在机械厂应和模具结合在一起考虑
二、计算公式
Cmk=技术公差/6S
S:样本标准公差
三、评估流程
序号
工作事项
要求
备注
1
人员准备
选择技能水平和操作熟练程度高的生产线操作工和质检员
消除人员、物料、工艺、环境和生产环境带来的波动
4、确定数据修约标准
消除测量带来的波动
7
Cmk计算
利用公式计算设备能力指数,可从mintab中实现
8
评估
1、设备能力指数评估分级
2、设备能力指数与工序性能指数比较评估
设备能力指数通常应高于1.33
9
行动计划
根据评估结果确定提升生产工序能力的行动计划。
设备能力不足时,首先应对生产线设备进行全面检修或改造。
6
抽样方案
计算设备能力指数的数据,快速的从生产线上随机抽取。应做到:
1、每分钟抽取一根玻管;
2、连续抽取20根
消除由于时间延续而带来的不可控异常因素的影响
7
测量方案
确定测量方案,包括:
1、确定测量指标,如外径、壁厚
2、确定单个产品上的测量点数。如测量任意值、最大值和最小值。
3、确定测量标准化操作程序
2
物料准备
确保原料稳定性,应做到:
1、使用同一批原料,评估期间不换批
2、若有条件,评估原料的稳定性,如计算其过程性能指数
3
环境准备
确保生产环境符合工艺要求
4
工艺准备
确保工艺操作标准化,人员操作时严格按照工艺要求执行。若开工后需要一定时间的稳定,应等工艺稳定后方可实施抽样和测量。
设备cmk值检测评定报告

23.975
时 35 30% 噪音 间隔抽样 实测值 23.979 23.981 23.98 23.978 23.983 23.982 23.984 23.983 23.98 23.983
2
分 20分贝
23.97 23.965 0 23.98148 Cmk 分析评定: X 5 S 10 15 0.002 20 25 T 30 35 ε 40 45 50 0.0020
(件) 序号 实测值 41 23.984 42 23.982 43 23.981 44 23.979 45 23.978 46 23.983 47 23.98 48 23.981 49 23.983 50 23.978
0.033 1.701
需采取对策:
X n X T Tu Tl
i 1 i
设备Cmk值检测评定报告
单位: 设备科 检测理由 设备型号及名称 零件号及名称 上道工序(毛坯)尺寸 ②、工装夹具 ③、刀具特性、换刀间隔 测量时间: 二级保养后 数控车床 设备编号 里程表被动齿座套 材料 Φ 25+0.05 硬度 2014.5.8 Tu -----上极限尺寸 S----- 样本的标准偏差 Xi -----实测值 双向公差时:Cmk=(T-2ε )/8S TL -----下极限尺寸 X-----平均值 Cmk -----机械能力指数 ε ----分布中心与公差中心的绝对偏移量
单向公差时:Cmk=(Tu-X )/4S或Cmk=(X-TL)/4S 24.005 24 23.995 23.99 23.985 23.98
①、工艺参数(切削用量) 工序说明
24 ④、零件尺寸(含公差) -0.033 测量工具与办法:(量具名称、量具编号、量程、精度、测量方法)
设备能力Cmk评价报告

温度29.228湿度0.0150.01550量程 1.67精度8测量数据序号实测值序号实测值序号实测值序号实测值序号实测值129.2291129.2292129.2293129.2294129.232229.2291229.2302229.2303229.2304229.230329.2301329.2292329.2293329.2294329.229429.2311429.2292429.2323429.2304429.230529.2301529.2312529.2313529.2314529.231629.2311629.2292629.2293629.2294629.229X29.2307S0.0020.03ε0.0027729.2301729.2322729.2323729.2324729.232 1.70829.2331829.2332829.2333829.2334829.231需采取对策:929.2321929.2352929.2353929.2354929.2351029.2302029.2293029.2294029.2295029.229生产部经项目负责操作者:罗德梓检验员:方表单号:T-----公差范围评估动机环境条件取样方式TCmk=设备能力充足且满足要求计算分析:量具编号0.001mm 使用σ值(6/8)测量起止时间2014.3.18下公差测量工具与办法客户Cmk 要求量具名称微米千分尺25-50Cmk要求标称尺寸单向公差时:Cmk=(Tu-X )/4S 或Cmk=(X-TL)/4S上公差过程工序位置Xi -----实测值Cmk -----机械能力指数尺寸编号#双向公差时:Cmk=(T-2ε)/8Sε----分布中心与公差中心的绝对偏移量零件号及名称JL-165图纸版号A/0S----- 样本的标准偏差 X-----平均值设备能力Cmk评价报告设备型号及名称外圆磨床设备编号Tu -----上极限尺寸TL -----下极限尺寸29.21029.21529.22029.22529.23029.23529.24029.2455101520253035404550ini X n X∑=--=11∑=---=ni i X X n 12)(1σTlTu T -=机加工机加工注塑过程组装过程电镀过程其他:_______________新设备或新产品批量试制设备更换或大修或搬迁停机超过6个月其他:__________________连续取样:50PCS间隔抽样(pcs):。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产部经理:龙刚
S----- 样本的标准偏差 Xi -----实测值 双向公差时:Cmk=(T-2ε)/8S
新设备或新产品批量试制 设备更换或大修或搬迁 停机超过6个月 其他:__________________
Байду номын сангаас
尺寸编号# 标称尺寸 上公差 下公差 29.228 0.015 0.015
环境条件
温度 湿度
单向公差时:Cmk=(Tu-X )/4S或Cmk=(X-TL)/4S
29.210 0 5 10 15 20 25 30 35 40 45 50
Cmk=
需采取对策:
1.70
设备能力充足且满足要求
计算分析:
X nX T Tu Tl
i 1 i
1
n
2 1 n ( X i X ) n i 1
T-----公差范围
项目负责人:贺艳文 操作者: 检验员: 表单号:JP/QR201-10
29.245
取样方式
连续取样:50PCS 间隔抽样(pcs):
50
29.240
测量工具与办法 量具名称 量具编号 微米千分尺 量程 精度 25-50 0.001mm 测量起止时间 序号 11 12 13 14 15 16 17 18 19 20 实测值 29.229 29.230 29.229 29.229 29.231 29.229 29.232 29.233 29.235 29.229 序号 21 22 23 24 25 26 27 28 29 30 实测值 29.229 29.230 29.229 29.232 29.231 29.229 29.232 29.233 29.235 29.229 序号 31 32 33 34 35 36 37 38 39 40
客户Cmk要求 Cmk要求 使用σ 值(6/8) 2014.3.18 实测值 29.229 29.230 29.229 29.230 29.231 29.229 29.232 29.233 29.235 29.229 序号 41 42 43 44 45 46 47 48 49 50 实测值 29.232 29.230 1.67 8
设备能力Cmk评价报告
设备型号及名称 零件号及名称 过程工序位置 评 估 动 机 外圆磨床 JL-165
机加工机加工过程 电镀过程
设备编号 图纸版号
注塑过程 组装过程
Tu -----上极限尺寸 A/0
其他:_______________
TL -----下极限尺寸 X-----平均值 Cmk -----机械能力指数 ε----分布中心与公差中心的绝对偏移量
29.235
29.230
测量数据记录:
序号 1 2 3 4 5 6 7 8 9 10 实测值 29.229 29.229 29.230 29.231 29.230 29.231 29.230 29.233 29.232 29.230
29.225
29.220
29.215
29.229 29.230 29.231 29.229 29.232 29.231 29.235 29.229 X 29.2307 S 0.002 T 0.03 ε 0.0027