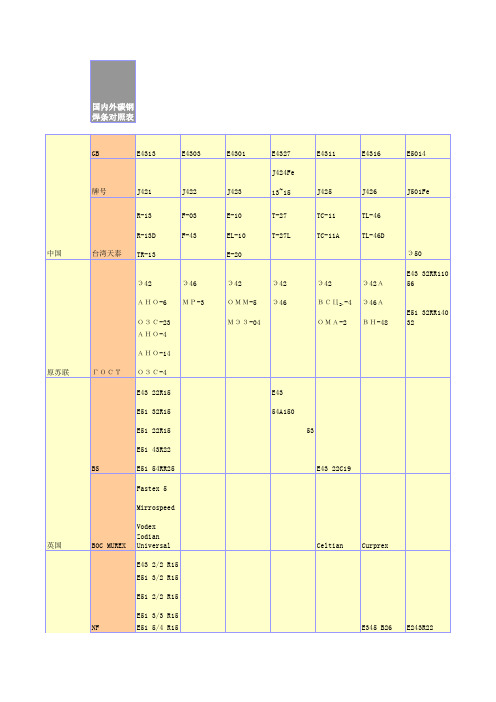
国际焊条牌号对照表
国内外焊条编号对照
SAFER NF52 SAFER NF150 SUPERSAFER NF53
OK Femax 38.48 OK Femax 38.65 OK Femax 38.85 OK Femax 38.95
E51 3RR160 35 E51 3RR180 31 C23S C23 C23H C23 C23H C23X C23G
#F03 #F03- Ⅱ #200
Ⅱ #03A #300 #300Ⅰ #27A #27A-
#03A-Ⅱ #TK-Ⅰ
Ⅱ #700 #11
SK-260 VD LC-3 LC-4 SK-200 E6013
IC-27 E6027
SK-110 E6011
#LF-16 L16D L-16DⅡ L-52V LS-16 LS-0 LS-50V
ER 317L
ER 318
H0Cr20Ni10N
b
ER 347
Y347
H1Cr13
ER 410
Y410
TGS-317L
MGS-347 TGS-347 MGS-410
SAFER GF130 SAFER GF180
OK Femax OK48.00 33.65 OK OK48.04 Femax 33.80 OK48.15
国内外铬及 铬镍耐蚀钢 用实芯焊丝 和焊棒对照
表
中 国
美 国
牌号
AWS
JIS
日 本 神钢
MGS-308
H0Cr21Ni10 ER 308
Y 308
TGS-308
H00Cr21Ni10 ER 308L Y 308L
MGS-308LS TGS-308L
H1Cr24Ni13 ER 309
Y 309
焊条标准对照表,很全

焊条标准对照表,很全碳钢焊条简明表牌号国标美标作⽤及⽤途J421E4313E6013焊接低碳钢结构,特别适于薄板⼩件及要求焊缝表⾯美观和光洁的盖⾯焊。
J421Fe E4313E6013焊接⼀般低碳钢结构,特别适于薄板⼩件及短焊缝的间断焊和要求焊缝表⾯光洁的盖⾯焊。
J421Fe16E4324E6024焊接⼀般低碳钢结构和⽤于要求表⾯光洁的盖⾯焊。
J421X E4313E6013适⽤于焊接⼀般船⽤碳钢及镀锌钢板,尤其适⽤于薄板⽴向下焊及间断焊。
J422E4303⽤于焊接较重要的低碳钢结构和强度等级低的低合⾦钢结构,如Q235、09MnV、09Mn2等。
J422GM E4303适⽤于海上平台、船舶、车辆、⼯程机械等结构表⾯装饰焊缝的焊接。
J422Fe E4303⽤于焊接较重要的低碳钢结构和强度等级低的低合⾦钢结构,如Q235、09MnV、09Mn2等。
J422Fe16E4323⽤于较重要的低碳钢结构的焊接。
J423E4301⽤于焊接较重要的低碳钢结构,如车辆、建筑结构、重型机械结构等的焊接。
J424E4320E6020可焊接较重要的碳钢结构,如重型机械、建筑机械等。
J425E4311适于薄板结构的对接、⾓接及搭接焊。
如电站烟道、风道、变压器的油箱、船体和车辆外板的低碳钢结构。
J426E4316E6016⽤于焊接重要的低碳钢和低合⾦钢的结构,如造船、桥梁、压⼒容器等。
J427E4315⽤于焊接重要受压载荷或低碳钢厚板结构和低合⾦钢的结构,如机械、造船、桥梁、压⼒容器等。
J501Fe E7014E7014⽤于碳钢和低合⾦结构的焊接,如16Mn等船舶、车辆及机械结构的焊接。
J501Fe15E5024E7024⽤于碳钢和低合⾦结构的焊接,如16Mn等船舶、机车车辆及锅炉等结构的焊接。
J501Fe18E5024适⽤于低碳钢以及普通船⽤Q235A、B、D级钢的焊接,如船舶舾装件、⼀般结构预制件等。
J502E5003主要⽤于490MPa抗拉强度等级的低合⾦钢结构的焊接,如建筑⽤螺纹钢及其它16Mn等结构钢的焊接。
焊条牌号型号对照表

Cu 0.30
σb≥420MPa
σs≥340MPa
δ5≥17%
AKV≥47J(-20℃)
焊条牌号
标准型号
GB/T983
AWS.A5.4
主要用途及特点
熔敷金属化学成分(%)
及力学性能
G202
E410-16
用于0Cr13、1Cr13不锈钢结构焊接、也可用于耐磨耐蚀堆焊
C≤0.12
Mn 1.0
C≤0.08
Mn 1.2
Si≤0.9
Cr 18
Ni 11
Nb 0.7
A232
E318-16
用于一般耐热耐腐蚀的0Cr19Ni10及0Cr18Ni12Mo不锈钢结构的焊接
C≤0.08
Mn 1.2
Si 0.9
Cr 18
Ni 12
Mo 2
A302
E309-16
用于0Cr24Ni13类型不锈钢、异种钢、高铬钢、高锰钢的焊接
焊条牌号
标准型号
GB/T5117
AWS.A5.1
主要用途及特点
熔敷金属化学成分(%)
及力学性能
J422CuCrNi
E4303
耐候钢专用焊条,用于09CrP、09CuPRe 09CuCrNi等耐候钢焊接,具有良好的耐大气腐蚀性能
C≤0.12
Mn 0.40
Si 0.20
S≤0.035
P≤0.040
Cr≤0.60
适用于较重要的低碳钢结构的焊接,可提高熔敷效率,化学成分、力学性能同J422
C≤0.12
Mn 0.40
Si 0.18
S≤0.035
P≤0.040
σb≥420MPa
σs≥330MPa
焊条牌号、型号对照表.
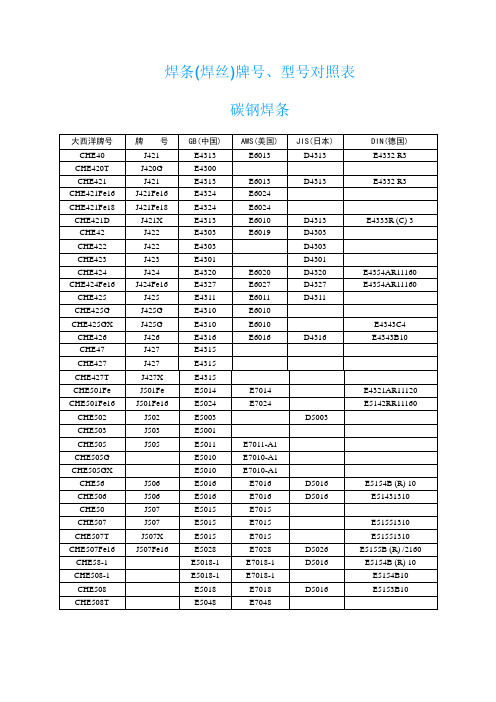
焊条(焊丝)牌号、型号对照表碳钢焊条低合金钢焊条不锈钢焊条堆焊焊条铸铁焊条镍及镍合金焊条铜及铜合金焊条气体保护焊、埋弧焊、气焊焊丝碳钢及低合金钢用焊剂不锈钢、有色金属及堆焊用焊剂* 前面带CH为大西洋焊材公司的牌号。
焊条标准牌号对照表焊条新旧牌号对照及适用范围国家标准GB983-77 国家标准GB983-85 国家标准GB983-95 烘干适用于焊接钢材A002 E00-19-10-16 E308L-16 150℃×1h 0Cr19Ni10、0Cr19Ni11Ti;A022 E00-18-12Mo-16 E316L-16 00Cr17Ni14Mo2;A032 E00-19-13Mo2-Cu2-16 E317Mo-CuL-16 0Cr18Ni12Mo2Cu2;A042 E00-23-13Mo2-16 E309MoL-16 00Cr23Ni13Mo2;A062 E00-23-13-16 E309L-16 00Cr23Ni13;A101 E0-19-10-16 E308-16 1Cr19Ni9、Cr19Ni10、0Cr19Ni11;A102 E0-19-10-16 E308-16 0Cr19Ni9、0Cr19Ni11Ti;A107 E0-19-10-15 E308-15 250℃×1h 0Cr19Ni9;A132 E0-19-10Nb-16 E347-16 150℃×1h Cr19Ni11Ti;A137 E0-19-10Nb-15 E347-15 250℃×1h 0Cr19Ni11Ti;A201 E0-18-12Mo2-16 E316-16 250℃×1h(禁反复烘) 0Cr18Ni12Mo2;A202 E0-18-12Mo2-16 E316-16 150℃×1h 0Cr18Ni12Mo2;A207 E0-18-12Mo2-15 E316-15 250℃×1h 0Cr18Ni12Mo2、Cr13、Cr17;A242 E0-19-13Mo3-16 E317-16 150℃×1h Cr19Ni13Mo3;A302 E1-23-13-16 E309-16 Cr23Ni13;A307 E1-23-13-15 E309-15 250℃×1h Cr23Ni13;A312 E1-23-13Mo2-16 E309Mo-16 150℃×1h Cr23Ni13Mo2;A402 E2-26-21-16 E310-16 Cr25Ni20;A407 E2-26-21-15 E310-15 250℃×1h Cr25Ni20;A412 E1-21-21Mo2-16 E310Mo-16 150℃×1h Cr26Ni21Mo2;A422 Cr25Ni20Si2;说明:15、25—碱性,直流反接;16、17、26—钛钙型,交流或直流反接。
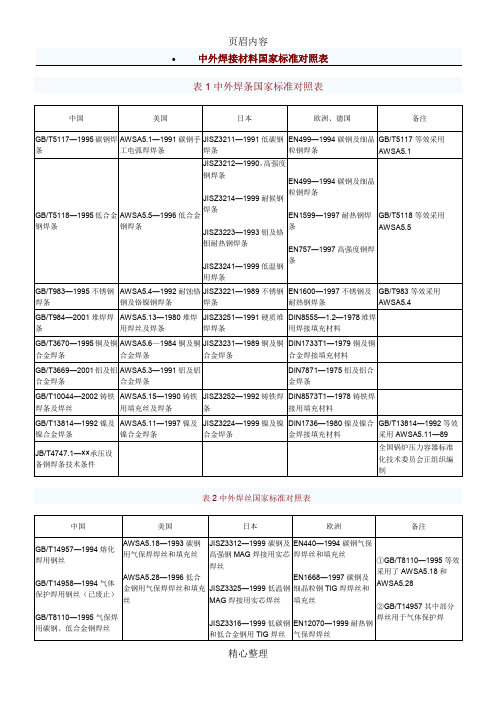
中外焊接材料国家标准对照表
GB/T17854—1999等效采用JISZ3324—1988
JB/T4747.3—××承压设备用埋弧焊钢焊丝和焊剂技术条件
全国锅炉压力容器标准化技术委员会正组织编制
AWSA5.2—1992碳钢和低合金钢氧—可燃气焊接填充丝
AWSA5.25—1997电渣焊用碳钢和低合金钢焊丝和焊剂
GB/T15620—1995参照采用AWSA5.14
GB/T9460—1988铜及铜合金焊丝
AWSA5.7—1984铜及铜合金焊丝
JISZ3341—1993铜及铜合金焊丝
DIN1733—1988铜及铜合金焊丝
GB/T10858—1989铝及铝合金焊丝
AWSA5.10—1999铝及铝合金焊丝和填充丝
JISZ3232—1990铝及铝合金焊丝和填充丝
AWSA5.23—1990低合金钢用埋弧焊焊丝和焊剂
JISZ3352—1988碳钢和低合金钢埋弧焊焊剂
EN760—埋弧焊用焊剂
GB/T12470—2003中除焊丝外,其它基本与AWSA5.23相同
GB/T17854—1999埋弧焊用不锈钢焊丝和焊剂
JISZ3324—1999不锈钢埋弧焊用实芯焊丝和焊剂
中外焊接材料国家标准对照表
表1中外焊条国家标准对照表
中国
美国
日本
欧洲、德国
备注
GB/T5117—1995碳钢焊条
AWSA5.1—1991碳钢手工电弧焊焊条
JISZ3211—1991低碳钢焊条
EN499—1994碳钢及细晶粒钢焊条
GB/T5117等效采用AWSA5.1
GB/T5118—1995低合金钢焊条
AWSA5.5—1996低合金钢焊条
焊条牌号与型号对照表
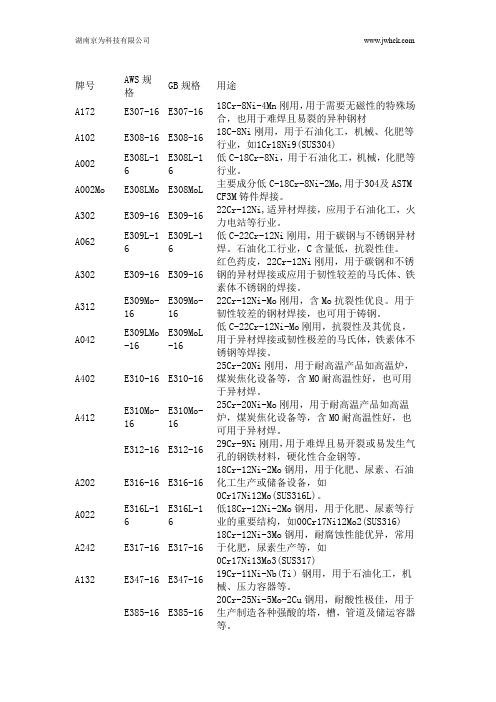
牌号AWS规格GB规格用途A172 E307-16 E307-16 18Cr-8Ni-4Mn刚用,用于需要无磁性的特殊场合,也用于难焊且易裂的异种钢材A102 E308-16 E308-16 18C-8Ni刚用,用于石油化工,机械、化肥等行业,如1Cr18Ni9(SUS304)A002 E308L-16E308L-16低C-18Cr-8Ni,用于石油化工,机械,化肥等行业。
A002Mo E308LMo E308MoL 主要成分低C-18Cr-8Ni-2Mo,用于304及ASTM CF3M铸件焊接。
A302 E309-16 E309-16 22Cr-12Ni,适异材焊接,应用于石油化工,火力电站等行业。
A062 E309L-16E309L-16低C-22Cr-12Ni刚用,用于碳钢与不锈钢异材焊。
石油化工行业,C含量低,抗裂性佳。
A302 E309-16 E309-16 红色药皮,22Cr-12Ni刚用,用于碳钢和不锈钢的异材焊接或应用于韧性较差的马氏体、铁素体不锈钢的焊接。
A312 E309Mo-16E309Mo-1622Cr-12Ni-Mo刚用,含Mo抗裂性优良。
用于韧性较差的钢材焊接,也可用于铸钢。
A042 E309LMo-16E309MoL-16低C-22Cr-12Ni-Mo刚用,抗裂性及其优良,用于异材焊接或韧性极差的马氏体,铁素体不锈钢等焊接。
A402 E310-16 E310-16 25Cr-20Ni刚用,用于耐高温产品如高温炉,煤炭焦化设备等,含MO耐高温性好,也可用于异材焊。
A412 E310Mo-16E310Mo-1625Cr-20Ni-Mo刚用,用于耐高温产品如高温炉,煤炭焦化设备等,含MO耐高温性好,也可用于异材焊。
E312-16 E312-1629Cr-9Ni刚用,用于难焊且易开裂或易发生气孔的钢铁材料,硬化性合金钢等。
A202 E316-16 E316-16 18Cr-12Ni-2Mo钢用,用于化肥、尿素、石油化工生产或储备设备,如0Cr17Ni12Mo(SUS316L)。
焊条选用及中美焊条对照

碳钢焊条简明表J421E4313E6013焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖面焊。
J421Fe E4313E6013焊接一般低碳钢结构,特别适于薄板小件及短焊缝的间断焊和要求焊缝表面光洁的盖面焊。
J421Fe16E4324E6024焊接一般低碳钢结构和用于要求表面光洁的盖面焊。
J421X E4313E6013适用于焊接一般船用碳钢及镀锌钢板,尤其适用于薄板立向下焊及间断焊。
J422E4303用于焊接较重要的低碳钢结构和强度等级低的低合金钢结构,如Q235、09MnV、09Mn2等。
J422GM E4303适用于海上平台、船舶、车辆、工程机械等结构表面装饰焊缝的焊接。
J422Fe E4303用于焊接较重要的低碳钢结构和强度等级低的低合金钢结构,如Q235、09MnV、09Mn2等。
J422Fe16E4323用于较重要的低碳钢结构的焊接。
J423E4301用于焊接较重要的低碳钢结构,如车辆、建筑结构、重型机械结构等的焊接。
J424E4320E6020可焊接较重要的碳钢结构,如重型机械、建筑机械等。
J425E4311适于薄板结构的对接、角接及搭接焊。
如电站烟道、风道、变压器的油箱、船体和车辆外板的低碳钢结构。
J426E4316E6016用于焊接重要的低碳钢和低合金钢的结构,如造船、桥梁、压力容器等。
J427E4315用于焊接重要受压载荷或低碳钢厚板结构和低合金钢的结构,如机械、造船、桥梁、压力容器等。
J501Fe E7014E7014用于碳钢和低合金结构的焊接,如16Mn等船舶、车辆及机械结构的焊接。
J501Fe15E5024E7024用于碳钢和低合金结构的焊接,如16Mn等船舶、机车车辆及锅炉等结构的焊接。
J501Fe18E5024适用于低碳钢以及普通船用Q235A、B、D级钢的焊接,如船舶舾装件、一般结构预制件等。
J502E5003主要用于490MPa抗拉强度等级的低合金钢结构的焊接,如建筑用螺纹钢及其它16Mn等结构钢的焊接。
国外耐热钢焊材牌号对照表

氩弧焊打底及全氩焊,(如12Cr1MoV)等。
TIG-R34
用与工作温度在620℃以下的12Cr2MoWVB(钢102)耐热钢结构,如高温高压锅炉中的蒸汽管
道、过热器管等的手工钨极氩弧焊打底及全氩焊。
TIG-R40
ER90S-B3
用于工作温度在550℃以下Cr2.5Mo类(如10CrMo910)耐热钢结构,如高温蒸气管道和容器,
20MVW-IG
埋弧焊材
_
S CrMoV12+SA FB255DC
_
ThermanitMTS 4/Marathon 543
_
_
20MVW-UP /BB24
9Cr-1Mo
焊条
E8015-B8
ECrMo9B32H5
Chromet9
Thermanit
Chromo 9
A.CORD 91
CM-9
FOX CM9 Kb
实芯焊丝
ER80S-B8
W/G CrMo9Si
9CrMo
_
_
TGS-9CM,
MGS-9CM
CM9-IG
药芯焊丝
E505T1-4 E81T1-B8M
_
Cormet9
_
_
_
_
T/P91钢 9Cr-1Mo-V-Nb
焊条
E9015-B9
ECrMo91B32
Chromet9MV-N
Thermanit
Chromo 9V
ER50-2
ER70S-2
用于焊接碳钢及第合金钢,具有优良的焊接工艺性能。
ER50-6
ER70S-6
用于碳钢及500MPa级高强钢结构焊接,焊丝熔化速度快,抗铁锈能力强,气孔敏感性小,