粗糙峰 斜率
粗糙度详解

随着制造业界对粗糙度这一质量指标认识的不断深化,用於表面微观形状误差定量表述的粗糙度评定参数也日趋丰富和多样化,目的是能够更有针对性地描述微观高低起伏的不同形态和程度对产品有关功能的影响。
必须指出,在这一点上,各个工业化国家和国际标准化组织(ISO )都制定了相应的标准来加以规范,并在很大程度上趋於一致。
而那些从事研制和生产粗糙度测量仪的知名专业厂商,也及时纷纷推出适应、具备各种评定参数检测能力的新颖仪器,也促使用户对其产品提出了更高要求,或是在对产品实施改进之後能予以有效监控。
以上这一连串的过程,真正体现了现代化制造业界的一种技术进步,其间,相应的技术标准则起了推波助澜的积极作用。
传统评定参数的局限性1.何为传统的粗糙度评定参数?按几何特性,粗糙度评定参数可分为:高度(有时也称为“振幅” )、间距和形状(有时也称为“材料比例” )等三类。
在国家标准GB/T1031-95中,规定了3个高度、2个间距和1个形状共6项评定参数:轮廓算术平均偏差Ra 、微观不平度10点高度Rz 、轮廓最大高度Ry (高度类);轮廓微观不平度平均间距Sm 、单峰平均间距S (间距类)以及轮廓支承长度率tp (形状类)。
该标准还明确说明,三项高度参数是主要的。
事实上,多年来最为国内制造业界熟悉、并广泛应用於对工件表面粗糙度进行评定的,也确实是振幅类参数,尤其是其中的Ra 、Rz 。
若作一番比较,Ry 由於只由取样长度内两点的高度信息所决定,其代表性较差,而相比之下Ra 的代表性显然是最好的。
但对於工件的有些功能性来讲,如疲劳强度,Ry 和Rz 就要比Ra 更易於反映,故近年来Rz 的出现在增多。
2. 传统方式的局限性尽管如此,随着对产品质量要求的不断提高,上述传统的粗糙度评定参数的局限性也越来越多地暴露了出来。
图1中,a、b两个表面有着完全不同的微观结构,但按照评定参数Ra、Rz和Ry(即Rt)所规定的采样和资料处理方式,对表面a和表面b测量後获得的数值都是一样的,从而会得出表面粗糙度的评定结果相同的结论。
afm粗糙度分析Ra、Rq公式

afm粗糙度分析Ra、Rq公式
1、RA
轮廓算术平均偏差Ra:在取样长度(lr)内轮廓偏距绝对值的算术平均值。
2、RZ
轮廓最大高度Rz:轮廓峰顶线和谷底线之间的距离。
3、RP
轮廓的最大峰值RP:在算数上,是在一个取样长度内相对于平均线的最大峰值。
4、RQ
相对于轮廓平均线偏差的均方根值RQ:在一个取样长度上,是所有Z 值平方和的平均值的平方根。
5、RSM
轮廓单元的平均宽度RSM:在取样长度内,轮廓微观不平度间距的平均值。
在幅度参数常用范围内优先选用Ra,在2006年以前国家标准中还有一个评定参数为“微观不平度十点高度”用Rz表示,轮廓最大高度
用Ry表示,在2006年以后国家标准中取消了微观不平度十点高度,采用Rz表示轮廓最大高度。
影响表面粗糙度的因素:
1、刀具几何形状的影响
适当的增加刀具几何形状的前角可以在较大程度上减小零件表面粗
糙度,但是过度增加刀具几何形状的前角反而会使得表面粗糙度增加。
这在实际的过程中很难进行控制,容易使得零件的表面粗糙度受到较大的影响。
2、积削瘤的影响
积削瘤所指的是在金属切削过程中,会有一些从工件上掉下来的金属冷焊并层积在前刀面上,这样就会形成一个非常坚硬的金属堆积物,这个金属堆积物的硬度是工件硬度的2~3倍,能够代替刀刃进行切削,但是在不断的切削过程中会逐渐掉落,这个金属堆积物所指的就是积削瘤。
积削瘤的形状是不规则的,可能会随着工件切割而使其大小发生变化,这样在工件的切割过程中就会使零件的表面粗糙度增加,另外积削瘤掉落的过程中极有可能粘附在工件表面,这样零件的表面粗糙度就会显著增加,从而影响零件的性能。
表面粗糙度标准

iE1讦定象迈息的參《表面粗糙度:指加工表面具有的较小间距和微小峰谷不平度。
其两波峰或两波谷之间的距离(波 距)很小(在1mm 以下),用肉眼是难以区别的,因此它属于微观几何形状误差。
表面粗糙度 越小,则表面越光滑。
表面粗糙度的大小,对机械零件的使用性能有很大的影响,主要表现在 以下几个方面:① 表面粗糙度影响零件的耐磨性。
表面越粗糙,配合表面间的有效接触面积越小,压强越大, 磨损就越快。
② 表面粗糙度影响配合性质的稳定性。
对间隙配合来说,表面越粗糙,就越易磨损,使工作过 程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降 低了联结强度。
③ 表面粗糙度影响零件的疲劳强度。
粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹 一样,对应力集中很敏感,从而影响零件的疲劳强度。
④ 表面粗糙度影响零件的抗腐蚀性。
粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷 渗入到金属内层,造成表面腐蚀。
⑤ 表面粗糙度影响零件的密封性。
粗糙的表面之间无法严密地贴合,气体或液体通过接触面间 的缝隙渗漏。
此外,表面粗糙度对零件的外观、测量精度也有影响。
表面粗糙度有Ra,Rz,Ry 之分,据GB 3505摘录:表面粗糙度参数及其数值(Surface Roughness Parameters and their Values )常用的3个分 别是: 轮廓算数平均偏差(Ra )--arithmetical mean deviation of the profile 微观不平度十点高度(Rz )--the point height of irregularities 轮廓最大高度(Ry )--maximum height of the profileoa-I££bARa--在取样长度L内轮廓偏距绝对值的算术平均值。
RZ--在取样长度内5个最大的轮廓峰高的平均值与5个最大的轮廓谷深的平均值之和。
摩擦学原理固体摩擦

mxx kx fW
(3.6)
假设在某个速度区间,动摩擦系数与相对滑动速度之间呈线性减小关系,
即:
f f0 g(V x)
(3.7)
式中,f0是与速度无关的动摩擦系数,g表示动摩擦系数与相对滑动速度
曲线的斜率。
根据上述粘滑现象的动力学模型,防止粘滑的途径有两条:
1、设法增大系统刚度、阻尼和滑动体的质量;
2、设法减小动、静摩擦系数的差异,如采用纸基摩擦材料就可以减小 静动摩擦比,同时使得摩擦系数-滑动速度曲线在系统的工作速度范围内 保持正梯度或较小的变化。
3.1.4 Preset displacement (预位移)
将式(3.7)代入式(3.6)有:
mx ( gW )x kx ( f0 gV )W
(3.8)
若 gW ,或 g ,该系统的阻尼为负值,当加速时就会发
生振动。
W
滑动摩擦的粘滑现象会影响机器工作的平稳性。
例如摩擦离合器啮合产生的颤动、车辆在制动过程中的尖叫、刀具切削 金属时的振动以及滑动导轨在缓慢移动时的爬行现象等都与摩擦粘滑现 象有关。这类振动现象有时也称为摩擦诱发振动或摩擦自激振动。
粘滑问题的等效力学模型
粘滑时的位移—时间曲线
设摩擦副的一方(质量为m)在滑动方向上受到一个等效弹簧(刚度为k) 和一等效线性阻尼(阻尼系数为)的约束,与它接触的另一方以速度V
运动。当外力尚未达到静摩擦力时,双方粘连在一起,共同以绝对速率 运动,此时上方的摩擦副的位移满足下式:
kx V fsW
式中,W表示正压力或载荷,fs 是静摩擦系数。 当物体m从静止状态的原点O沿运动方向逐渐增大位移x=Vt时,弹簧力 随之线性增大即kVt,系统存储的弹性能,在某一时刻t=tA时,物体到达 A点,此时有:
摩擦力模型综述
1.引言摩擦是一种复杂的非线性物理现象,产生于具有相对运动的接触面之间。
因此,摩擦发生在所有的机械系统中,并对机械系统的性能有着较大的影响。
由于摩擦的高度非线性特新,摩擦往往会导致系统的稳态偏差,极限环或者降低系统的性能指标。
所以对于控制领域而言了解摩擦是非常有必要的,这样才能明白摩擦对于闭环回路的影响并且设计控制器来降低这种影响。
目前已经建立的摩擦力模型多大几十种,他们各有千秋,充分了解和分析这些模型的结构、机理和使用范围对于解决机械系统与摩擦有关的力学问题和摩擦补偿问题有着重要的意义。
2.摩擦现象摩擦是两个接触表面间产生的切向作用力。
众多试验表明摩擦与许多因素有关,例如相对滑动速度、相对加速度、位移、润滑情况和接触表面状况等。
大量的学者用了无数的实验来揭示摩擦特性,对于摩擦力的精确建模需要对摩擦现象深入的了解。
下面便来介绍接种主要的摩擦现象。
2.1.库伦摩擦库伦摩擦是非零下的摩擦,也称运动摩擦。
库伦摩擦独立于接触面积,预法向载荷成正比,预运动状态方向,而与运动速度的幅值无关。
2.2.粘滞摩擦粘滞摩擦力来源于接触表面间流体润滑层的粘滞性行为,该力与速度呈比例关系,并且当速度为0时,其值也为0。
2.3.静摩擦力静摩擦力是物体从静止开始产生相对运动所需要的力。
静摩擦力的大小不依赖于相对速度,与外力的大小有关。
一般来说,静摩擦力邀大于库伦摩擦力。
2.4.Stribeck摩擦Stribeck摩擦也成为Stribeck效应,用来描述低速区的摩擦力行为。
Stribeck摩擦力是稳态速度的函数。
在相对速度较低的范围内,随着相对速度的增加摩擦力反而下降,如图1所示曲线负斜率部分。
图2.1 Stribeck 效应2.5.预滑动位移两个物体相互接触,当施加的外力小于最大静摩擦力的时候,接触表面上的粗糙峰会产生微小的位移,成为预滑动位移,又称Dahl 效应,在预滑动阶段,粗早峰的变形行为类似于弹簧,摩擦力是位移的函数而不是速度的函数。
聚合物结构分析 填空-简答

简答1、红外光谱分析方法、类型答:①溶液流延薄膜法②热压成膜法:适用于不容易溶解的热塑性树脂材料③溴化钾压片法:适用于粉末状的物质④溴化钾晶体涂膜法:适用于黏稠的低聚物或黏合剂类的物质⑤液体池法:适用于黏度低和沸点低的液体样品。
2、用光散射如何标定聚合物粘度方程中参数κ和α的标定:M k αγη=][ 两边对数lg[η]=lg κ+αlg M γ聚合物的α值一般都在0.5~0.8之间,所以聚合物的质均相对分子质量与黏均相对分子质量比较相近。
配置一系列单分散性的样品,用光散射法依次测定其值均相对分子质量,近视认为是黏均相对分子质量,用黏度法测定其黏度,以lg[η]~lg M γ做图,可以得到一条直线,外推直线得截距lg κ和斜率α。
3、哪些因素会影响聚合物的DSC 曲线? 是如何影响的影响因素有:样品量-样品量少,样品的分别率高,但灵敏度下降,一般根据样品热效应大小调节样品量,一般3~5mg 。
升温速率-通常升温速率范围在5~20℃/min 。
一般来说,升温速率越快,灵敏度提高,分别率下降。
气氛-一般使用惰性气体,这样不会产生氧化反应峰,同时又可减少试样挥发物对检测器的腐蚀。
4、DSC 曲线上玻璃化温度是如何标定的?热重曲线上关键温度是如何标定的?玻璃化温度标定:转变温度Tg 的确定,一般用曲线前沿切线与基线的交点B 或用中点C ,个别情况也有用交点D ,较明显易读准。
熔点的标定:聚合物的熔点都是具有一定宽度的吸收峰。
以下是标定熔点的3种方法①从样品的熔融峰的峰顶做一条直线,其斜率为金属铟熔融峰前沿的斜率1/R 0×dT/dt ,其中R 0是试样皿和样品支持器之间的热阻,它是热滞后的主要原因。
该直线与等温基线相交为C ,C 是真正的熔点。
一般与扫描基线的交点C,所对应的温度作为熔点。
②最通用的确定熔点的方法,是以峰前沿最大斜率点的切线与扫描基线的交点B 作为熔点。
③有直接用峰点A 点作为熔点,但要注意样品量升温速率不同对峰温的影响。
粗糙度仪TPTptp曲线含义
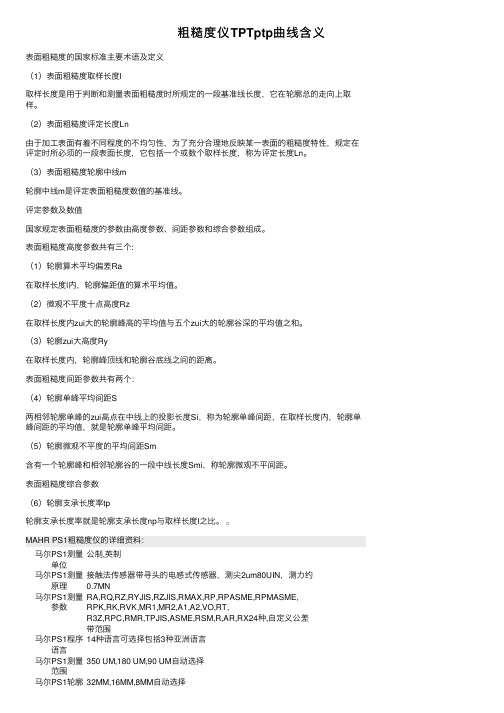
粗糙度仪TPTptp曲线含义表⾯粗糙度的国家标准主要术语及定义(1)表⾯粗糙度取样长度l取样长度是⽤于判断和测量表⾯粗糙度时所规定的⼀段基准线长度,它在轮廓总的⾛向上取样。
(2)表⾯粗糙度评定长度Ln由于加⼯表⾯有着不同程度的不均匀性,为了充分合理地反映某⼀表⾯的粗糙度特性,规定在评定时所必须的⼀段表⾯长度,它包括⼀个或数个取样长度,称为评定长度Ln。
(3)表⾯粗糙度轮廓中线m轮廓中线m是评定表⾯粗糙度数值的基准线。
评定参数及数值国家规定表⾯粗糙度的参数由⾼度参数、间距参数和综合参数组成。
表⾯粗糙度⾼度参数共有三个:(1)轮廓算术平均偏差Ra在取样长度l内,轮廓偏距值的算术平均值。
(2)微观不平度⼗点⾼度Rz在取样长度内zui⼤的轮廓峰⾼的平均值与五个zui⼤的轮廓⾕深的平均值之和。
(3)轮廓zui⼤⾼度Ry在取样长度内,轮廓峰顶线和轮廓⾕底线之间的距离。
表⾯粗糙度间距参数共有两个:(4)轮廓单峰平均间距S两相邻轮廓单峰的zui⾼点在中线上的投影长度Si,称为轮廓单峰间距,在取样长度内,轮廓单峰间距的平均值,就是轮廓单峰平均间距。
(5)轮廓微观不平度的平均间距Sm含有⼀个轮廓峰和相邻轮廓⾕的⼀段中线长度Smi,称轮廓微观不平间距。
表⾯粗糙度综合参数(6)轮廓⽀承长度率tp轮廓⽀承长度率就是轮廓⽀承长度np与取样长度l之⽐。
MAHR PS1粗糙度仪的详细资料:马尔PS1测量单位公制,英制马尔PS1测量原理接触法传感器带寻头的电感式传感器,测尖2um80UIN,测⼒约0.7MN马尔PS1测量参数RA,RQ,RZ,RYJIS,RZJIS,RMAX,RP,RPASME,RPMASME, RPK,RK,RVK,MR1,MR2,A1,A2,VO,RT,R3Z,RPC,RMR,TPJIS,ASME,RSM,R,AR,RX24种,⾃定义公差带范围马尔PS1程序语⾔14种语⾔可选择包括3种亚洲语⾔马尔PS1测量范围350 UM,180 UM,90 UM⾃动选择马尔PS1轮廓32MM,16MM,8MM⾃动选择分辨率马尔PS1滤波器类型符合DIN EN ISO 11562标准的相修整轮廓滤波器⾼斯滤波器符合DIN EN ISO 13565-1标准的专⽤滤波器和符合DIN EN ISO 3274标准的IS滤波器于程序中能设置其禁⽤马尔PS1截⽌波长IC*0.25MM,0.8MM,2.5MM;⾃动选择0.10IN,0.030IN,0.100IN马尔PS1测量长度LT*1.75MM,5.6MM,17.5MM;⾃动选择0.069IN,0.22IN,0.69IN马尔PS1测量长度按照MOTIF标准1MM,2MM,4MM,8MM,12MM,16MM,0.040IN,0.080IN, 0.160IN,0.320IN,0.480IN,0.640IN马尔PS1短波截⽌波长*可选马尔PS1评定长度IN*1.25MM,4.0MM,12.50MM0.050IN,0.15IN,0.50IN马尔PS1取样长度段数N*1⾄25可选校准功能马尔PS1校准功能动态校准马尔PS1内存容量zui多15个外形轮廓,zui多20.000个结果数据马尔PS1其它功能模块化设置源代码保护,⽇期、时间马尔PS1重量400克(0.88磅)马尔PS1尺⼨140mm*50mm*70mm马尔PS1电池可充电式锂电池马尔PS1接⼝USB,marcommect(RSR232)马尔PS1电源范围100V-264V。
不同粗糙度下磨削表面形貌特征与仿真研究

( College of Petrochemical Engineeringꎬ Lanzhou University of Technologyꎬ Lanzhou 730050ꎬ China)
Abstract: Based on fractal theoryꎬ the bivariate W - M function is studiedꎬ and the variation range of grinding surface profile height
中图分类号:TG580.6 文献标志码:B 文章编号:1671 ̄5276(2022)05 ̄0110 ̄04
Characteristics and Simulation of Grinding Surface Morphology under Different Roughness
LIANG Ruiꎬ CHENG Dongcaiꎬ JIANG Feng
yD/μm
(a) Ra=0.8
xD/μm
yD/μm
(b) Ra=1.6
xD/μm
(c) Ra=3.2
-
(
cos arctan
( yx ) -πmM ) +ϕ ]}
mꎬn
(4)
为了得到随机相位下不同表面粗糙度的表面轮廓示
意图ꎬ现取样本长度 L = 5 mmꎻ截止长度 L s = 1 nmꎻ随机相
位ϕ mꎬn 不同ꎬ得到的表面轮廓的示意图也略有差别ꎮ ϕ mꎬn
可以用 Matlab 中随机函数 rand( ) 与 2π 的乘积来实现ꎬ于
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
粗糙峰斜率
摘要:
1.粗糙峰的概念
2.粗糙峰的性质
3.粗糙峰的计算方法
4.粗糙度参数
5.斜率的概念
6.斜率在粗糙峰中的应用
7.结论
正文:
一、粗糙峰的概念
粗糙峰是指在表面形貌中,由于表面粗糙度引起的局部峰值。
在工程领域,粗糙峰常用于评估零件表面质量,以确保零件在使用过程中具有足够的耐磨性、抗疲劳性和抗腐蚀性。
二、粗糙峰的性质
粗糙峰具有以下性质:
1.表面粗糙度与粗糙峰高度成正比。
2.粗糙峰的分布与表面粗糙度的空间分布密切相关。
3.粗糙峰的高度和数量随表面粗糙度的增加而增加。
三、粗糙峰的计算方法
计算粗糙峰的方法有多种,常用的有:
1.轮廓算术平均偏差(Ra)法
2.轮廓最大高度(Rz)法
3.轮廓最小二乘法(Rsm)
四、粗糙度参数
粗糙度参数是描述表面粗糙程度的量化指标,主要包括:
1.轮廓算术平均偏差(Ra)
2.轮廓最大高度(Rz)
3.轮廓最小二乘法(Rsm)
4.轮廓最大间距(Rm)
五、斜率的概念
斜率是指物体在空间中某一方向上的倾斜程度,通常用角度或正切值表示。
在数学中,斜率是直线的倾斜程度,用直线上两点的坐标计算。
六、斜率在粗糙峰中的应用
在粗糙峰的计算中,斜率可以用来描述粗糙峰的形状,以及表面粗糙度对零件性能的影响。
斜率在粗糙峰中的应用主要包括:
1.计算粗糙峰的坡度,以评估零件在使用过程中的耐磨性。
2.分析粗糙峰的形状,以评估零件的抗疲劳性和抗腐蚀性。
3.预测零件在使用过程中的性能变化。
七、结论
粗糙峰和斜率在表面形貌分析中具有重要意义,可以有效地评估零件的表面质量和使用性能。