家用燃气计量表安装尺寸示意图
师傅手把手教你看燃气表,使用天然气,不要等到出事故了就太晚了
师傅手把手教你看燃气表,使用天然气,不要等到出事故了就太晚了最近燃气公司上门检查燃气,跟师傅请教了一些天然气相关知识,才发现里面的学问可多了,从燃气读表、燃气表与燃气热水器的匹配以及燃气使用操作规范、注意事项,都值得好好学习。
一、如何区分燃气表规格家用燃气表有3种,主要是按流量区分,分别是G1.6、G2.5、G4几种规格。
比这些规格高的都属于工业或者商用燃气表了,此处不作为讨论对向。
G1.6燃气表:它的流量为0.016~2.5。
G2.5燃气表:它的流量为0.025~4。
G4燃气表:它的流量为0.04~6。
以上所讲的流量是最小流量和最大流量,比如G2.5它的最小流量是0.025立方米/h,最大为4立方米/h。
假如燃气表上没有标明规格,我们可以通过最大流量和最小流量区分燃气表。
比如像上图,绿色标记位置的2.5标志,就是这块燃气表的规格,是G2.5燃气表。
假如没有这个标志,我们可以看红色标记位置,看它的每小时流量,qmax是最大流量,显示为4立方米/h,qmin是最小流量,显示为0.025立方米/h。
没有标注就用这两个流量找对应的规格燃气表流量,看它属于G1.6、G2.5还是G4,经过对比它跟G2.5最大流量和最小流量一样,所以这块表就属于G2.5燃气表。
像上图这块燃气表,没有多少立方标志,就只能通过每小时流量辨别。
二、如何准确读燃气表计数燃气表读取方式很简单,后三位红底白字是小数区域,可以不读,我们需要读取的是黑底白字区域。
不熟悉可以看下图,燃气表显示总用气量是233立方米。
一般情况下,我们读到的燃气表用气量,都是从开通以来的总数,需要减去上月底数才得到本月的用气量。
三、燃气表如何匹配使用很多朋友买燃气热水器或者燃气灶,都不关注它的每小时耗气量,盲目的追求大功率,结果就是热水器和燃气灶每小时消耗燃气流量大于燃气表的最大流量,导致无法使用。
所以说,燃气表与热水器、燃气灶的关系,一定要搞清楚,燃气表的最大流量一定大于家里所有燃气设备每小时耗气量。
CGL系列智能家用膜式燃气表使用说明书
一.概述CGL型系列燃气表是依据GB/T6968-1997《膜式煤气表》和CJ/T112-2000《IC卡家用膜式燃气表》标准,以膜式燃气表为计量基表,以IC卡为媒体,加装电子控制器所组成的一种具有预付费功能的燃气计量装置。
燃气表由计量基表和电子控制器、电机阀三大部分组成。
计量基表机体采用铝合金铸造而成,机体内外采用静电喷塑、镀锌防腐处理,整机具有计量准确、压损小、气密性高、寿命长等特点,可广泛用于天然气、液化石油气、人工煤气等燃气的计量;电子控制器内嵌有低功率、高性能的单片机系统,所有程序和数据处理均自动完成,燃气表用户管理通过电脑售气管理系统进行开户、气量预售、补卡、退户、过户、对IC卡进行密码设置,且可按需要储存用户表的表号、表常数、用户住址、姓名等一切初始档案记录。
GGL1.602GGL2.503CGL4型燃气表制造生产许可证证号为:京制00000332号。
二、产品特点(1)具有计量准确、压损小、气密性高、安全性强、寿命长等特点(2)电子控制器具有超低功耗性能特点:低功耗单片机和低功耗的电路设计,使电子控制器系统静态功耗仅5µA;(3)多功能液晶显示,可提示购气量、累计气量、剩余气量、电源欠压、阀门开关状态、系统故障等信息清晰直观,读书方便;(4)强大的自我保护和自我诊断功能:燃气表在使用过程中出现的如:电源欠压、强磁干扰、传感器坏、流量超标、私自拆卸等故障或现象,系统均可自我诊断并切断气源,然后通过IC卡将用户使用信息传递到燃气公司的燃气管理系统。
三、型号、技术参数和外形尺寸1.型号设计序号02或03基表型号C储存卡L逻辑加密卡Z cpu智能卡IC卡家用膜式燃气表2.技术参数及性能指标我公司生产的CGL系列智能家用燃气表的显示形式采用机械数码和液晶双显示。
其技术参数及性能指标见下表:型号CGL1.602 CGL2.503公称流量m³/h 1.6 2.5最大流量m³/h 2.5 4最小流量m³/h 0.016 0.025工作压力Kpa 10最大显示m³9999999.9最小显示m³0.1或0.01精度等级B级基本误差极限Qmax≤Q≤0.2Qmax ≤±30.2Qmax < Q < Qmin ≤±1.5总压力损失pa ≤250工作电压V 4.5V(三节五号电池)工作静电流<5µA开阀时间S < 2s环境条件-10℃~ ﹢50℃≤95%RH表接头螺纹M30×2表接头中心距130mm外形尺寸mm 170×142×227燃气单台重量 1.96kg3.结构、尺寸示意图四、功能1.预收费功能IC卡先购气、后用气,预购气用完后燃气表自动关闭进气阀门,重新购气才能用气。
燃气表使用说明
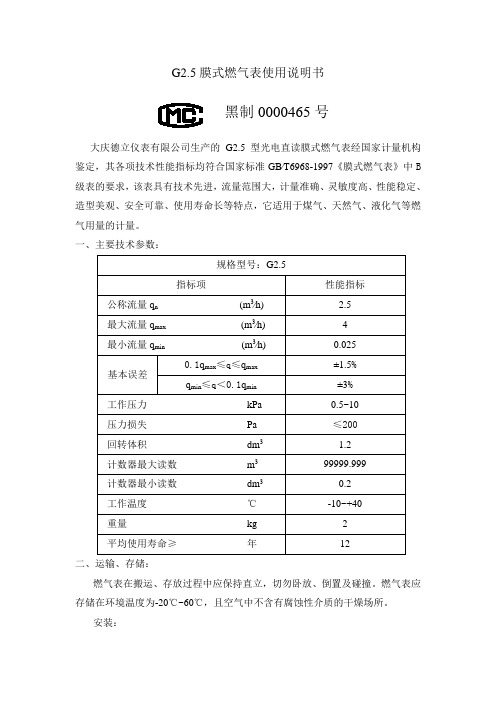
G2.5膜式燃气表使用说明书大庆德立仪表有限公司生产的G2.5型光电直读膜式燃气表经国家计量机构鉴定,其各项技术性能指标均符合国家标准GB ⁄T6968-1997《膜式燃气表》中B 级表的要求,该表具有技术先进,流量范围大,计量准确、灵敏度高、性能稳定、造型美观、安全可靠、使用寿命长等特点,它适用于煤气、天然气、液化气等燃气用量的计量。
一、主要技术参数:二、运输、存储:燃气表在搬运、存放过程中应保持直立,切勿卧放、倒置及碰撞。
燃气表应存储在环境温度为-20℃~60℃,且空气中不含有腐蚀性介质的干燥场所。
安装:燃气表应安装在远离火源,防雨、防潮、不一碰撞、不受震动并能避免长时间阳光直射的地方。
燃气表在接入管路前应排除管道内铁渣、污垢、积水等杂物,并确保管路无泄漏。
燃气表应由专业部门安装,严禁用户私自安装或改装。
燃气表必须按其壳体上的箭头方向连接进气口和出气口,且直立安装。
燃气表在接入管路时,施加在燃气表管接头上的扭矩不得超过110N·m,弯矩不得超过40 N·m。
燃气表前必须安装一个能关闭气路的阀门。
燃气表与可燃气体报警器必须同时使用,用户不得私自擅自关掉电源。
关断交流电源可能影响用户的正常用气,并可能存在安全隐患。
大庆德立仪表有限公司安装尺寸:三、交费、查询:燃气表为光电直读表,用户用气情况燃气管理部门可随时查询,并可对欠费用户关断燃气,用户应及时交费,发现欠费断气情况,应及时交费并与燃气管理部门联系。
进入燃气表内的燃气压力不得超过规定的最大压力值;严禁明火检漏。
四、使用:燃气表主要是用于计量用户用气量的计量产品,计量单位为立方米,由燃气表机械计度器指示。
前五位为整数位,后三位位小数位。
实际用气量以整数为准。
用户可自行检查、核实。
光电直读燃气表可实现远程抄表功能,一户一表。
唯一抄表地址,抄表程序由计算机(管理终端)自动完成,实时抄收用户实际用气量。
并有计量、交费、统计、打印、断送气等项功能。
燃气流量表

燃气流量表概述:燃气流量表,属于燃气流量计量装置,结构包括表体、表盖、叶轮、减速装置、计数器等,在表体进气口与安装叶轮的上气室相接处置有气门装置,利用气门装置因燃气压力差变化而自行调节开启度,使叶轮转速随着流量的变化而正比变化。
本实用新型计量范围宽,使用可靠性好,使用寿命长,计量精度高,结构简单,制造方便,造价较低,并具有防逆转功能,适宜于民用和在工业上使用。
燃气流量计有:气体涡轮流量计、罗茨流量计、燃气质量流量计、智能型流量计、家用膜式燃气表。
产品广泛用于城市燃气、石油、化工、冶金、矿山,各工商企业燃气或工业气体计量使用。
用途:G型、J型及C型系列燃气流量表分别适用于人工煤气,天然气、沼气、液化石油气等燃气流量的计量。
特点:灵敏度高,计量准确,安装方便,维修简单.具有防逆装置.(可防止计数器倒转)。
采用特殊的表面处理技术.抗腐能力强,使用寿命长。
结构:本系列燃气流量表属于膜式结构.由外壳、机芯、计数器三部分组成。
预付费燃气表(1C卡表):具有收费方便,功能齐全.性能可靠等特点。
自动遥读抄表系统具有对燃气用量进行记录、抄读、宁存及将数据传送计数机进行处理的功能.同时也具有数字显示,参数设定等诸多辅助功能。
是燃气经营部门现代化管理不可缺少的高技术计量检测系统。
原理:进入仪表的被测气体,首先通过一个装在壳体内的整流速度分布剖面,而且还能使气体速度增大,此后气体继续沿流动通道流动并进入涡轮,涡轮旋转的角速度与流量计的气体平均流速成正比。
通过叶轮上旋转的感应出与体积流量成正比的交变信号,经放大、整形后由单片机运算输出,驱动LCD显示累积流量和瞬时流量。
特点:1.采用自润滑滚珠轴承,使用维护方便;2.前后直管段要求低(前≥3DN,后≥1DN);3.电路采用表面贴装工艺、结构紧凑、可靠性高;4.采用高性能微处理器和现代滤波技术,软件功能强大,性能优越;5.采用高对比度的液晶显示器,可显示标准累积量、标准体积流量、温度、压力值,读数方便、清晰直观;6.仪表具有密码功能,防止非法作弊设定;7.仪表具有断电数据保存功能;8.压损小,抗干扰能力强9.就地显示流量值,并带有胲冲信号和(4~20)mA标准模拟信号远传输出,便于和二次仪表连接。
识读压力测量仪表安装图

第2页
2012年6月11日星期一
第7章
识读压力测量仪表安装图
按压力测量原理压力测量仪表可分为液柱式、 弹性式、电阻式、电容式、电感式和振频式等。 压力计测量压力范围宽,可以从超真空如 133×10-13MPa到超高压280MPa。压力计从结构 上可分为实验室型和工业应用型。
第3页
2012年6月11日星期一
第26页 2012年6月11日星期一
第7章
识读压力测量仪表安装图
导压管管路 安装压力变送器的导压管应尽可能地短,并且弯头尽 可能地少。 导压管管径的选择:就地压力表一般选用∮18×3或 ∮14×2的无缝钢管,压力表环形弯或冷凝弯优先选 用∮18×3,引远的导压管通常选用∮14×2无缝钢 管,压力高于22MPa的高压管道应采用∮14×4或 ∮14×5优质无缝钢管,在压力低于16MPa的管道上, 导压管有时也采用∮18×3,对于低压或微压的粉尘 气体,常采用1英寸水煤气管作为导压管。
第32页
2012年6月11日星期一
第7章
识读压力测量仪表安装图 阀门 图
第33页
2012年6月11日星期一
第7章
识读压力测量仪表安装图
第34页
2012年6月11日星期一
第7章
识读压力测量仪表安装图
第35页
2012年6月11日星期一
第31页 2012年6月11日星期一
第7章
识读压力测量仪表安装图
压力测量常用阀门 卡套式阀门 卡套式连接时,应采用卡套式阀门, 如卡套式截止阀、卡套式节流阀和卡套式角式 截止阀。这种阀可作为跟部阀(一次阀),也 可作切断阀,也可作放空阀和排污阀。 内、外螺纹截止阀 这类截止阀也可作为一次阀、 切断阀、放空阀和排污阀。 常用压力表截止阀
ZG-1型IC卡燃气表使用说明书
IC卡预付费燃气表使用说明书1 概述1.1 用途和适用范围ZG1.6-1、ZG2.5-1型IC卡预付费燃气表(以下简称燃气表)是一种智能预付费式流量计量仪表,适用于压力范围为(0.5-20)kPa的天然气、液化气、城市管道煤气等可燃气质的流量累积计量,且可实现预付费管理。
各种不同的规格可广泛应用于城镇居民家庭。
1.2 产品特点燃气表使用智能化计量控制装置,具有防拆、抗磁场干扰、保密性强、可靠性高等优点。
采用8位液晶显示读数,各种信息以中文显示,界面直观。
该表实行"一表一卡"制,加密系统完善,使用户利益得到保证。
1.3 型号与含义Z G□—□设计序号产品规格(公称流量)燃气表智能式1.4 产品规格1.6m3/h;2.5m3/h1.5 正常使用环境温度范围:-10℃~+40℃; 1.6 相对湿度:<93%1.7 执行标准 GB/T6968-1997 CJ/T112-2000 1.8 准确度等级 B 级 2 主要结构及工作原理2.1 结构ZG1.6-1、ZG2.5-1型IC 卡预付费燃气表是在基表基础上加装电子控制器组成的,电子控制器主要由控制模块、信号采集模块及阀门执行机构三部份组成。
2.2 工作原理燃气表采用逻辑加密卡(简称IC 卡)作为信息载体,当系统在电压监测电路的监测下正常工作时,控制模块从IC 卡中读入数据,并进行数据交换,将燃气表的相关气量信息和工作状态等信息写入IC 卡,并通过IC 卡反馈到售气管理系统中。
当用气时,控制模块接收来自采集模块的信号,对表内的气量信息作相应的计量处理,当表内剩余气量降至0时,控制模块发出关闭阀门的指令以切断气路,阻止用气,直到用户重新向燃气表输入所购的气量时,才可恢复用气,从而实现预付费管理。
当控制模块接收到磁场干扰、过流等信号时,则会发出关阀指令以关断气路,并将燃气表相应的状态信息送到LCD 显示,当用户插入IC 卡时,控制模块会将这些状态信息写入IC 卡,当再次购气时,售气管理系统会读取IC 卡中的这些状态信息并存储到数据库,实现信息的反馈。
燃气表铝壳基表原PPT参考课件

30
整机水检
燃 气 表 整 机
设备:水试式燃气表密封检查装置 设置:高压表:0.03MPa低压表0.01MPa
时间设置:3min
工艺要求 1. 3分钟内没有连续气泡冒出;
2. 漏点做好标记;
31
快速跑和
燃 气 表 整 机
设备:整机跑和台 参数设定:Qmax 1小时
工艺要求 检查主动齿轮有无倒转;不转; 跳动;有无异常响动;
7
连杆组件
上壳体组件
磁钢内套组件
支架组件
G1.6/G2.5部件
磁钢外套组件
盖板组件 计数器组件
下壳体组件 膜片组件
8
9
G1.6/G2.5铝壳表装配流水线工艺流程
装粘 气气 门门 盖座 旋 转 轴
装密 密封 封压 圈盖
压 装
铆 接 盖 柄 、 旗
装皮装 膜盖 组板 件 套
杆
侧
压
盖
装
打
高
螺
低
钉
脚
机 芯 试 漏
防止倒逆; 3.铆接后,连接运动件要保证间隙;
右 左
14
上壳体轴铆装
•上壳体 •磁钢隔离衬套 •密封圈
要求: 隔离衬套要铆装到位;且垂直; 密封圈要保证密封;
工装:隔离衬套铆接夹具; 设备:铆接压力机;
15
上壳体轴铆装
•拨轮 •外磁钢 •外磁钢前套
要求: 隔离衬套件之间装到位; 不变形;
工装: 设备: ;
设备:超声波焊接机 工装:膜片焊接夹具
密封检测设备:机芯密封检查装置 工艺参数设定:加压45s平衡6s 检测3s限压500Pa对比参数10Pa
工艺要求 1.密封检验; 2.按工艺要求调整设备参数;
燃气表使用说明
G2.5膜式燃气表使用说明书大庆德立仪表有限公司生产的G2.5型光电直读膜式燃气表经国家计量机构鉴定,其各项技术性能指标均符合国家标准GB ⁄T6968-1997《膜式燃气表》中B 级表的要求,该表具有技术先进,流量范围大,计量准确、灵敏度高、性能稳定、造型美观、安全可靠、使用寿命长等特点,它适用于煤气、天然气、液化气等燃气用量的计量。
一、主要技术参数:二、运输、存储:燃气表在搬运、存放过程中应保持直立,切勿卧放、倒置及碰撞。
燃气表应存储在环境温度为-20℃~60℃,且空气中不含有腐蚀性介质的干燥场所。
安装:燃气表应安装在远离火源,防雨、防潮、不一碰撞、不受震动并能避免长时间阳光直射的地方。
燃气表在接入管路前应排除管道内铁渣、污垢、积水等杂物,并确保管路无泄漏。
燃气表应由专业部门安装,严禁用户私自安装或改装。
燃气表必须按其壳体上的箭头方向连接进气口和出气口,且直立安装。
燃气表在接入管路时,施加在燃气表管接头上的扭矩不得超过110N·m,弯矩不得超过40 N·m。
燃气表前必须安装一个能关闭气路的阀门。
燃气表与可燃气体报警器必须同时使用,用户不得私自擅自关掉电源。
关断交流电源可能影响用户的正常用气,并可能存在安全隐患。
大庆德立仪表有限公司安装尺寸:三、交费、查询:燃气表为光电直读表,用户用气情况燃气管理部门可随时查询,并可对欠费用户关断燃气,用户应及时交费,发现欠费断气情况,应及时交费并与燃气管理部门联系。
进入燃气表内的燃气压力不得超过规定的最大压力值;严禁明火检漏。
四、使用:燃气表主要是用于计量用户用气量的计量产品,计量单位为立方米,由燃气表机械计度器指示。
前五位为整数位,后三位位小数位。
实际用气量以整数为准。
用户可自行检查、核实。
光电直读燃气表可实现远程抄表功能,一户一表。
唯一抄表地址,抄表程序由计算机(管理终端)自动完成,实时抄收用户实际用气量。
并有计量、交费、统计、打印、断送气等项功能。