应用CAE模流分析技术改善手机产品开发之收缩翘曲变形问题
某手机壳注塑成型质量cae分析
学术研究 R&D
图 2 充填时间分析
图 6 回路冷却液温度分析
图 3 熔体流动前沿温度
图 7 回路管壁温度分析
图 8 为总的翘曲变形分析结果,由图可知,翘曲变形 较严重的地方在手机壳上下两端处,变形量最大值达到 0.862 9mm,会影响到上下壳的装配,其它地方翘曲值较小, 且基本对称分布。
图 4 熔接痕分布图
图 5 气穴分布情况
2019 年第 9 期
图 8 总的翘曲变形
三、翘曲变形原因分析
翘曲变形是主要缺陷,因此需对翘曲变形原因进行分 析。图 9 分析了不同因素引起的翘曲变形在模腔中的分布情 况,图 9 a)中角效应引起的翘曲变形最大值为 0.166 8mm, 大部分分布在圆孔附近和拐角处;图 9 b)中由冷却不均引 起的翘曲变形最大值为 0.013 8,集中在浇口附近及拐角处,
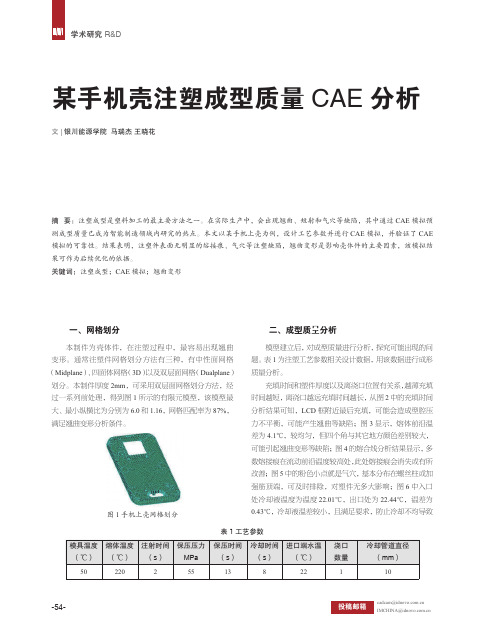
图 1 手机上壳网格划分
模型建立后,对成型质量进行分析,探究可能出现的问 题。表 1 为注塑工艺参数相关设计数据,用该数据进行成形 质量分析。
充填时间和塑件厚度以及离浇口位置有关系,越薄充填 时间越短,离浇口越远充填时间越长,从图 2 中的充填时间 分析结果可知,LCD 框附近最后充填,可能会造成型腔压 力不平衡,可能产生翘曲等缺陷;图 3 显示,熔体前沿温 差为 4.1℃,较均匀,但四个角与其它地方颜色差别较大, 可能引起翘曲变形等缺陷;图 4 的熔合线分析结果显示,多 数熔接痕在流动前沿温度较高处,此处熔接痕会消失或有所 改善;图 5 中的粉色小点就是气穴,基本分布在螺丝柱或加 强筋顶端,可及时排除,对塑件无多大影响;图 6 中入口 处冷却液温度为温度 22.01℃,出口处为 22.44℃,温差为 0.43℃,冷却液温差较小,且满足要求,防止冷却不均导致
(产品管理)应用CAE模流分析技术改善手机产品开发之收缩翘曲变形问题
(产品管理)应用CAE模流分析技术改善手机产品开发之收缩翘曲变形问题應用CAE模流分析技術改善手機產品開發之收縮翹曲變形問題郭瑞坤、吳燕玲J.K.KUO,Ann-Wu大霸電子股份XX公司研發/機構摘要近年來隨著全球網路通訊產業的發達,手機市場成長快速,由於產業的逐漸成熟、換機市場的熱絡,各廠商紛紛推出適合不同消費族群的產品,于功能與外型上也做不斷的創新與研發,除了卓越的技術與嚴格的品質控管外,掌握時間與速度才能擁有競爭優勢,面對輕便小巧外觀時尚的多功能手機的趨勢,機構設計空間也變的相當有限,于開發時間緊縮而良率需兼顧的考驗下,產品本身的設計顯得相當重要。
為確保產品設計的正確性,本公司利用MOLDEX3D軟體于產品設計階段同時進行電腦模擬分析,預測產品于成型過程可能發生的問題,避免因設計不當影響產品的開發時間。
壹、案例簡介A.產品說明產品為Base手機下蓋,幾何尺寸(mm):長*84寬*43.6高*9.3,平均厚度=1.4最厚2.2最薄0.55;模具設計:三板模採壹模壹穴三點直接進澆。
B.問題焦點此分析針對模具廠澆口選用于薄肉區與產品設計有部份肉厚差異較大,造成射出成型時保壓階段塑料提早固化壓力傳遞不良,產品開模後有縮水情況,進行電腦模擬分析。
C.使用材料此產品分析所採用的材料為PC。
D.加工條件本文所採用之加工條件如表壹所示。
二、模流分析-原始設計圖1為產品厚度分佈由2.2~0.55mm。
1)流動不平衡、結合線、包封產生圖2流動波前85%,澆口徑向充填並非均勻流動,于靠近薄肉區呈現遲滯,有流動不平衡的情況。
圖3流動波前等位線圖,圖中有部份等位線過密情形,代表此區流動阻力較大,塑料流動通常往流動阻力小的區域流,最後才回填流動阻力較大的區域,造成流動末端有結合線與包封產生,有時甚至有短射之慮。
圖4充填/中心溫度分佈圖,平均溫度于308℃,上方澆口附近出現255℃的溫度,差異過大,末端結合線將非常明顯。
利用CAE分析注塑工艺参数对薄壁塑件翘曲形变的影响

03 .5 O3 .0 O3 .5 O3 .O
\
目. 05 2
、、
1. 2 05
O1 .5 O1 .O 00 .5
02 .0
磐. 0 2 0
骥
嘲
O1 .5
01 .O
0O .5 A B C D E
・
1・
陕西理工学院学报 ( 自然科学版 )
第2 8卷
不同部位翘曲形变量进行直接读取 。笔者采用 M l o o fw软件模拟分析 了改变注射成型工艺参 d l 数对聚丙烯 ( P 薄壁塑件不同部位翘 瞳形变量 的影响, P 薄壁塑件 的注塑成型过程控制提供 P) 为 P
参考 。
浇
1 盥
-
墨
—
l
一- ' 1
_
B, , E 作为翘 曲形变考察分析点 ( c D, ) 如
图 1 示 )A点 位 于浇 口处 , 所 , C点 位 于 塑
图 1 塑 件及其 浇注 系统 和冷却 系统
件中心 , E点位于 A C延长线上的塑件边
缘 , D分别 位 于 A C , C,E的中点 。考察 工艺参 数改 变 的情 况 下 , 塑件 上 位 于不 同部位 的这 5个 点 处 的翘 曲量 的变化 。
通常塑件 的形状和原材料种类是确定的, 而调整注塑成型工艺参数是减少制品翘 曲变形最常用 的
方法。因此 , 探讨注塑工艺参数的改变对薄壁塑件翘曲形变的影响对控制塑件 的翘曲变形有着重 要意义。然而, 在注塑生产过程中塑件不 同部位的翘曲变形量难以精确测量 , 而采用计算机辅助工 程 (A ) C E 软件模拟分析则很容易实现 。 目 C E技术在塑料产品开发 、 前 A 模具设计及产品加工 中的应用越来越广泛。它通过模拟塑料 制品的成型过程 , 辅助产品工程师 、 模具工程师和工艺工程师设计出制造性能好的产 品、 精确高效
某手机壳注塑成型质量CAE分析

某手机壳注塑成型质量CAE分析注塑成型是目前最流行的塑料制品生产工艺之一。
在手机壳等高精制品的生产中,注塑成型常常被用作主要的生产工艺。
然而,在注塑成型过程中,不可避免地会出现一些质量问题,比如短流、熔接线、气泡等,对手机壳的质量和成本都会产生影响。
因此,通过CAE分析手机壳注塑成型过程,可以有效地预测和评估注塑成型的质量问题,提高产品的质量,并减少生产成本。
本文的主要目的是介绍如何使用CAE软件进行手机壳注塑成型模拟,并分析对模型设计的影响,以优化注塑成型质量。
1.建立手机壳注塑成型模型首先,需要建立手机壳注塑成型模型。
选择CAE分析用的软件,在3D建模软件里面建立模型,在工艺分析软件里面对模型进行网格剖分,建立包括模型和流道在内的整个注塑成型分析模型。
在建立模型时,需要确定材料的性质和物理参数。
由于手机壳常用材料是聚碳酸酯(PC)、ABS或者聚氨酯(PU)等,需要预先确定这些材料的熔体流动性、热传导性、热膨胀系数等重要参数。
同时,对于具体的模型,需要确定壳体薄膜厚度、加筋处的壁厚等关键参数。
2.设定注塑成型工艺条件建立好模型后,需要设定注塑成型的工艺条件。
这些工艺条件需要包括注塑过程的物理和化学参数,如注射速度、压力、温度等。
注塑成型的物理和化学参数对于模型的最终质量,包括熔合线、气泡以及不规则形状的形成等都有很大的影响。
3.进行注塑成型模拟分析完成模型的建立和工艺条件的设置后,需要对手机壳注塑成型模型进行应力、热流和流动性等方面的模拟分析。
这些分析可以在CAE软件中完成,模拟的结果可以用于评估模型的缺陷以及识别出潜在的结构问题,以便在实际生产中及时纠正。
4.分析模拟结果根据注塑成型模拟的结果,可以分析出模型中出现的问题。
比如,短流、热缩翘曲和残留应力等问题都可以通过CAE模拟工具来得到分析和解决。
在分析过程中,需要将模拟结果与实际样品进行对比,以确定模型的准确性和精度。
5.优化模型设计根据模拟结果和分析结论,需要对手机壳注塑成型模型进行优化设计,并根据其结果进行修正。
某手机壳注塑成型质量CAE分析

某手机壳注塑成型质量CAE分析手机壨注塑成型是一种常见的制造工艺,其质量直接关系到产品的外观、性能和使用寿命。
对手机壨注塑成型的质量进行CAE分析是非常重要的。
本文将针对某手机壨注塑成型质量进行CAE分析,探讨其设计、材料选型、工艺参数等方面的影响因素,为手机壨注塑成型质量的提升提供参考。
一、手机壨注塑成型的基本工艺手机壨注塑成型是一种通过加热并融化塑料原料,然后注入到模具中进行成型的工艺。
在这个过程中,需要考虑材料的选择、设计的合理性、工艺参数的优化等因素。
二、手机壨注塑成型的质量影响因素1. 设计手机壨注塑成型的设计质量直接影响着产品的成型质量。
在设计手机壨注塑模具时,需要考虑成型件的结构、壁厚、材料流动路径等因素,确保模具设计合理,能够满足产品的成型要求。
2. 材料选型塑料材料的选择对手机壨注塑成型的质量有着重要的影响。
不同的塑料材料具有不同的物理和化学性能,常见的有ABS、PC、PA、PP等。
在进行手机壨注塑成型前,需要根据产品的要求选择合适的塑料材料,以确保成型后的产品具有良好的外观和性能。
3. 工艺参数手机壨注塑成型的工艺参数包括温度、压力、注射速度、冷却时间等。
这些参数的选择直接关系到产品的成型质量。
过高或过低的温度、压力等都会导致产品的缺陷,因此需要对工艺参数进行合理的选择和调整。
三、手机壨注塑成型的质量CAE分析1. 模具设计通过CAE分析软件对手机壨注塑成型的模具进行仿真分析,可以评估模具的设计质量。
比如通过模流分析,可以发现模具中存在的不足,如短流、气泡、熔胶线等问题,从而进行模具的优化设计。
2. 材料选型通过CAE分析软件对不同塑料材料的物性参数进行仿真,可以评估不同材料在手机壨注塑成型过程中的表现,以确定最佳的材料选型方案。
3. 工艺参数优化通过CAE分析软件对手机壨注塑成型的各项工艺参数进行仿真分析,可以找到最佳的工艺参数组合,以确保产品的成型质量。
比如通过模流分析可以优化注射速度和压力,通过冷却分析可以优化冷却时间和方式等。
基于CAE热流道注塑件翘曲变形的研究
t o a n a l y z e t h e i n l f u e n c e t r e n d a n d d e g r e e o f v a r i o u s p a r a me t e r s o n wa r p a g e o f t h e i n j e c t i o n mo l d e d p a r t b y u s i n g Mo l d f l o w s o t f wa r e .
势和程 度。数据 显示 , 注塑件翘 曲变形随模具 温度和熔体 温度 的增加 而增 大 , 保 压压 力、 保压 时间在一 定范 围 内随
其 增 大 而减 小 。 同 时 可 知 , 保 压 时 间对 注 塑 件翘 曲 变形 的影 响 最 大 , 模 具 温 度 次之 , 保压压力再次之 , 熔 体 温 度 最 小。
T h e e x p e r i me n t a l d a t a s s h o w t h a t wh e n t h e mo l d a n d me l t t e mp e r a t u r e i n c r e a s e ,t h e wa r p a g e i n c r e a s e s ,a n d wh e n t h e p a c k i n g
CAE技术在改善手机中框翘曲中的应用
CAE技术在改善手机中框翘曲中的应用
梅明亮;王翠凤
【期刊名称】《模具制造》
【年(卷),期】2010(010)012
【摘要】以一款手机中框作为案例进行分析.由于设计初期没有进行CAE分析,生产中出现中框翘曲变形超差,通过利用Moldex3D软件进行成型模拟,针对不同设计方案对比分析,找出便捷的模具维修方法,解决了手机中框翘曲的问题.
【总页数】3页(P3-5)
【作者】梅明亮;王翠凤
【作者单位】福建信息职业技术学院,福建福州,350000;福建信息职业技术学院,福建福州,350000
【正文语种】中文
【中图分类】TQ320.66
【相关文献】
1.CAE技术在薄壳注塑件翘曲变形分析中的应用 [J], 康俊远;严丽;李永鸿
2.CAE在改善塑件翘曲变形中的应用 [J], 李岩;李延杰;梁志勇
3.塑件翘曲变形分析CAE在注射模冷却系统设计中的应用 [J], 谢英;郑国强;周应国;申长雨;张勤星
4.应用CAE技术对超长装饰条进行翘曲变形研究 [J], 王军;康俊远;张宪民
5.CAE分析在改善模内注射塑件翘曲变形中的应用 [J], 王金海;梁卫海;李岩;史宇辉
因版权原因,仅展示原文概要,查看原文内容请购买。
CAE技术结合正交实验法分析注塑工艺参数对翘曲的影响
价值。
目前, 塑料成型行业 的竞争越来越激烈 , 用户不断
要求 低成 本 、 快速 地获 得 尺寸稳 定 性好 、 面质量 好及 表
1 C E技术பைடு நூலகம்结合 正交 实验 法的优 点 A
目前 ,A C E技 术 作 为一 项 较 新 的技 术 , 制 造 业 在 中扮 演越来 越重 要 的角 色 。在 注 塑 成 型 分析 中 , 目前
周 标 ,邓 小 雷
( 浙江工业大学浙西分校 机 电控制工程 系, 浙江 衢州 340 ) 200
摘 要 : 注塑工程 中, 口位 置、 在 浇 模具 温度 、 熔体 温度 、 压压力 、 保 保压 时间 , 冷却 时间都对 注塑件 的翘 曲产生 了不 同程
度的影响。通过采用 C E技术结合正交实验法 的研 究方法 。 A 以较 少的实验 。 较快 的速度 , 确定 众 多注 塑工艺 参数 中, 以
保压压力对注塑件翘 曲的影响程度较大 。从而有针对性地改善 了注塑工艺, 高注塑件成型质量 , 提 有益于降低试模成本。
关
键
词 : 曲 ; 塑; 艺参数 ; 翘 注 工 正交 实验法
文 献标 志码 : A 文章编 号 :052 9 (0 8 0 - 2 -4 10 -8 5 20 )60 30 0
p rm t s p ci r sr i a p n n c ra et g w ra e hscn ls n h spat a vleo fr n aa e r, ak gpe ue s ni o a t at fc n a g .T i o c i a rci l au f e mig e n s m f o f i p uo c ro
比较 具有 代 表 性 的 C E软 件 是 M lf w。在 注 塑 成 A od o l
如何从产品结构的角度入手解决产品收缩变形,翘曲变形问题
优化后的 产品结构
减薄肉厚, 目的:降低流动速率,防止过保压
增加倒角 目的:导流作用,使料流更快的向前走, 防止滞留现象
适当减小肉厚 目的:增加流动速率,导致剪切热增加,给熔体加热,增加流动性。
产品结构 改善前
产品结构 改善后
改善对策(二)
流动不平衡,会出现 局部过保压,滞留等问题, 严重影响最终的产品品质
如何从产品结构的角度入手 解决产品收缩变形,翘曲变形问题
体积比容:每克材料体积变化量
简要介绍一下产品收缩,翘曲变形的根本原因 压力
塑料材料体积在不同条件的变化是翘曲变形的根本原因 1,温度影响体积的变化:热胀冷缩的原理。 2,压力影响体积的变化:牛顿力收缩翘曲变形的原因分类(二)
第二大类
第三大类
分子或者玻璃纤维取向不均
冷却不均
收缩不均
以上翘曲分类是按照模流分析软件Moldflow将翘曲原因分为三大类。 实际分离翘曲原因的方法很多,也很杂乱,由于Moldflow在塑模行业的广泛使用, 这种分离翘曲原因的方法已经成为行业标准。本文也是按照此方法展开分析和讲解。
引语(1) 理论知识不多谈,到此为止。 本文的重点是:如何从产品结构的角度入手解决产品翘曲变形问题
流动平衡,没有出现上述问题。 潜在的风险已消除。 大大降低了后续工艺改善的难度。 大大提高了产品的量产性和品质。
改善对策(三) 给产品上增加加强筋-----肋
大大增加产品表面面积,产品表面快速冷却,大大增加了产品的表面强度, 阻止了产品表面缩水,翘曲变形。
改善总结 产品结构的好坏对后续产品的量产性和品质的影响达到60%以上。 一个好的产品结构对生产成本的高低起到了关键性作用。
如何从产品结构的角度来解决这个问题?
CAE模流分析优化热流道设计
CAE模流分析优化热流道设计热流道系统是注塑工艺中的关键部分,它对于塑件的质量和生产效率有着重要的影响。
因此,优化热流道设计是提高注塑工艺水平的关键一步。
本文将从CAE模流分析的角度出发,介绍热流道设计优化的方法和技巧。
首先,进行模流分析是优化热流道设计的必要步骤。
通过模流分析,我们可以了解塑料在模具中的流动情况,发现可能出现的缺陷,并指导热流道设计的改进。
在进行模流分析时,可以使用CAE软件模拟真实的注塑过程,通过分析注射速度、塑料温度、压力分布等参数的变化,来预测塑件的质量和性能。
在模流分析中,需要注意以下几个关键点。
首先是模具设计,包括热流道系统的布局和尺寸选择。
热流道系统的布局应尽量短小、直接,以减小塑料流道的阻力,提高注塑速度。
尺寸选择要考虑塑料的特性和流动性,以确保流道中没有死角和过长的流道段。
其次是温度控制。
温度控制是热流道系统中的关键环节。
通过调节热流道系统的温度,可以有效控制塑料的熔融状态和流动性。
合理的温度控制可以提高塑件的表面质量、减少翘曲和收缩等问题。
另外,还需要注意热流道系统与注模件的耦合关系。
热流道系统的布局和尺寸应与注模件的几何形状相匹配,以确保塑料能够均匀地注入模腔,并保持一定的流速和温度分布。
同时,还需要注意模腔的排气和冷却情况,以避免气泡和变形等缺陷。
在模流分析结果的基础上,可以通过改进热流道设计来优化注塑工艺。
具体的改进方法有以下几个方面。
首先是热流道系统的优化。
热流道系统的结构和尺寸可以根据模流分析结果进行调整,以减小塑料流道的阻力,提高注塑速度。
此外,还可以增加热流道系统的温度控制点,以提高塑料的熔融均匀性和流动性。
其次是温度控制的优化。
温度控制是热流道系统中的关键一环,可以通过调整温度控制器的参数,提高温度控制的精度和稳定性。
此外,还可以使用新型的温度控制设备,如温度传感器和温度控制阀门,以实现更精确的温度调节。
另外,还可以优化模具的设计。
模具的设计包括模腔结构、冷却系统和排气系统等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
應用CAE模流分析技術改善手機產品開發之收縮翹曲變形問題
郭瑞坤、吳燕玲
J. K. KUO, Ann-Wu
大霸電子股份有限公司研發/機構
摘要
近年來隨著全球網路通訊產業的發達,手機市場成長快速,由於產業的逐漸成熟、換機市場的熱絡,各廠商紛紛推出適合不同消費族群的產品,在功能與外型上也做不斷的創新與研發,除了卓越的技術與嚴格的品質控管外,掌握時間與速度才能擁有競爭優勢,面對輕便小巧外觀時尚的多功能手機的趨勢,機構設計空間也變的相當有限,在開發時間緊縮而良率需兼顧的考驗下,產品本身的設計顯得相當重要。
為確保產品設計的正確性,本公司利用MOLDEX 3D軟體在產品設計階段同時進行電腦模擬分析,預測產品在成型過程可能發生的問題,避免因設計不當影響產品的開發時間。
一、案例簡介
A. 產品說明
產品為Base手機下蓋,幾何尺寸(mm):長*84寬*43.6高*9.3,平均厚度=1.4最厚2.2最薄0.55;模具設計:三板模採一模一穴三點直接進澆。
B. 問題焦點
此分析針對模具廠澆口選用在薄肉區與產品設計有部份肉厚差異較大,造成射出成型時保壓階段塑料提早固化壓力傳遞不良,產品開模後有縮水情況,進行電腦模擬分析。
C.使用材料
此產品分析所採用的材料為PC。
D. 加工條件
本文所採用之加工條件如表一所示。
二、模流分析-原始設計
圖1為產品厚度分佈由2.2~0.55mm。
1)流動不平衡、結合線、包封產生
圖2流動波前85%,澆口徑向充填並非均勻流動,在靠近薄肉區呈現遲滯,有流動不平衡的情況。
圖3流動波前等位線圖,圖中有部份等位線過密情形,代表此區流動阻力較大,塑料流動通常往流動阻力小的區域流,最後才回填流動阻力較大的區域,造成流動末端有結合線與包封產生,有時甚至有短射之慮。
圖4充填/中心溫度分佈圖,平均溫度在308℃,上方澆口附近出現255℃的溫度,差異過大,末端結合線將非常明顯。
2)保壓效果不良
圖5保壓/中心溫度分佈圖,分佈範圍在42.6℃~322℃之間,大部分塑料溫度在130℃左右,都低於塑料本身的不流動溫度。
代表保壓結束瞬間塑料受冷模影響,熱傳效應明顯,塑料迅速降溫凍結。
圖6澆口感測節點的中心溫度曲線圖,在保壓未結束前,澆口a、b溫度已低於塑料Tg點143℃,代表澆口提早封口固化,保壓時間太長,造成保壓失效亦有保壓不足的情況發生。
圖7 保壓/壓力分佈圖,壓力分佈範圍由澆口127Mpa至流動末端已降為0Mpa,壓降過大,壓力傳遞不良,無法補充縮水區之塑料,反而使澆口處殘留應力增加。
3)縮水情況產生
圖8體積收縮率分佈圖,澆口附近體積收縮率為(-2.02%),代表有膨脹的情況,遠離澆口之體積收縮率最大為(5.86%),代表縮水情況的發生,當保壓結束瞬間塑料有膨漲與縮水情況同時發生時,成型條件與成型機台的選用相當重要。
三、模流分析-設計變更
針對縮水問題的改善方式有許多,以下建議三個solution提供工程師參考。
Revised_1:成型條件變更
變更成型條件如表二,降低保壓時間,使澆口保壓階段塑料溫度提昇,增加保壓壓力,因保壓壓力需足夠克服澆口阻力進行縮水補償。
圖9保壓/中心溫度分佈圖,分佈範圍由47℃~327℃,大部分塑料溫度提昇至166℃左右。
圖10保壓/壓力分佈圖,分佈範圍澆口壓力為156Mpa,流動末端提昇為37Mpa,代表壓降變小。
圖11體積收縮率分佈圖,體積收縮率分佈範圍由(-2.57%~3.92%),膨漲的情況稍增,縮水率則下降。
Revised_2:產品設計變更
澆口區域過薄,所遭受的流動阻力甚大,因此大的壓降會消耗許多射出壓力,因此增加進澆處肉厚,由0.55mm 改為0.65mm,使熔塑流動阻力降低,採用如表二的成型條件。
圖12充填/中心溫度分佈圖,平均溫度在309℃,上方澆口附近提昇為290℃的溫度,使塑料分佈較均勻。
圖13保壓/中心溫度分佈圖,大部分塑料溫度提昇至171℃左右。
圖14保壓/壓力的分佈圖,澆口壓力分佈範圍為159Mpa,流動末端提昇為48.2Mpa,代表壓力有效傳遞。
圖15體積收縮率分佈圖,體積收縮率分佈範圍為(-2.45%~3.32%),膨漲的情況稍增,縮水率則有明顯的下降。
Revised_3:模具設計變更
為使達流動平衡,增加一組進澆點,平均分擔模穴的充填與保壓壓力的傳遞,採用如表二相同的成型條件,使塑料溫度提昇,黏度降低,流動阻力變小。
圖16澆道配置變更圖。
圖17充填/中心溫度分佈圖,平均溫度310℃,上方澆口附近提昇為305℃的溫度,使塑料分佈相當均勻。
圖18保壓/中心溫度分佈圖,大部分塑料溫度提昇至171℃左右。
圖19保壓/壓力分佈圖,分佈範圍澆口壓力為160Mpa,流動末端提昇為37.4Mpa,代表壓降變小。
圖一:成品肉厚分佈圖圖二:流動波前85%圖
圖三:流動波前等位線圖圖四:充填/中心溫度分佈圖
圖五:保壓/中心溫度分佈圖圖六:感測節點的中心溫度曲線圖
圖七:保壓/壓力分佈圖圖八:保壓/體積收縮率分佈圖
圖九:保壓/中心溫度分佈圖(Revised_1)圖十:保壓/壓力分佈圖(Revised_1)
圖十一:體積收縮率分佈圖(Revised_1)圖十二:充填/中心溫度分佈圖(Revised_2)
圖十三:保壓/中心溫度分佈圖(Revised_2)圖十四:保壓/壓力分佈圖(Revised_2)
圖十五:體積收縮率分佈圖(Revised_2)圖十六:澆道配置變更圖(Revised_3)
圖十七:充填/中心溫度分佈圖(Revised_3)圖十八:保壓/中心溫度分佈圖(Revised_3)
圖十九:保壓/壓力分佈圖(Revised_3)圖二十:體積收縮率分佈圖(Revised_3)
圖二十一:改善成效比較表圖二十二:市面銷售手機圖。