PLC四节传送带课程设计
四节传送带的PLC设计
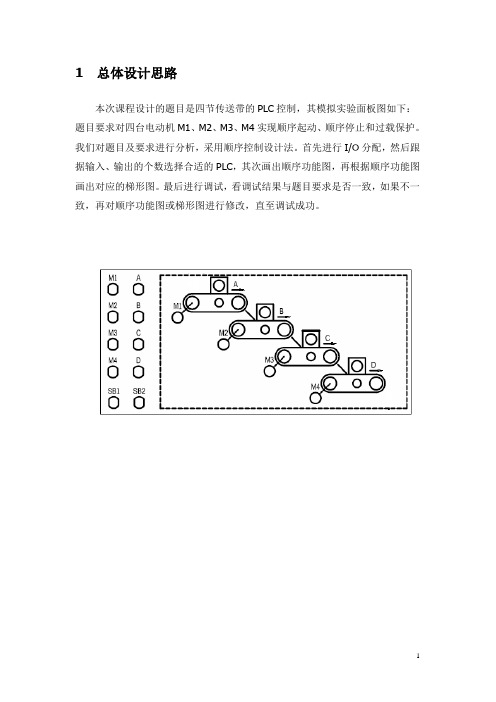
1 总体设计思路本次课程设计的题目是四节传送带的PLC控制,其模拟实验面板图如下:题目要求对四台电动机M1、M2、M3、M4实现顺序起动、顺序停止和过载保护。
我们对题目及要求进行分析,采用顺序控制设计法。
首先进行I/O分配,然后跟据输入、输出的个数选择合适的PLC,其次画出顺序功能图,再根据顺序功能图画出对应的梯形图。
最后进行调试,看调试结果与题目要求是否一致,如果不一致,再对顺序功能图或梯形图进行修改,直至调试成功。
2 西门子S7-200的简介2.1 S7-200系列PLC概述西门子S7-200系列可编程控制器有CPU21X系列和CPU22X系列,其中CPU22X型可编程控制器提供了4个不同的基本型号,常见的有CPU221,CPU222,CPU224和CPU226四种基本型号,其主要技术规范如表2-1所示。
表2-1 S7-200CN CPU主要技术规范2.2 扩展模块扩展单元没有CPU,作为基本单元输入/输出点数的扩充,只能与基本单元连接使用,不能单独使用。
连接时CPU模块放在最左侧,扩展模块用扁平电缆与左侧的模块相连。
S7-200的扩展模块包括数字量扩展模块,模拟量扩展模块,热电偶、热电阻扩展模块,通信模块,称重模块,位置控制模块等。
数字量、模拟量扩展模块分别如表2-2、表2-3所示。
表2-2 数字量扩展模块类型型号各组输入点数各组输出点数输入扩展模块EM221 EM221 24V DC输入4,4 ——EM221 230V AC输入8点相互独立——表2-3 模拟量扩展模块2.3 S7-200的编程元件1. 输入过程映像寄存器(输入继电器)I●编号范围:I0.0--I15.7●功能:专门用来接收从外部开关发来的信号。
●几点说明:①只能由外部信号所驱动,不能在内部由程序指令来驱动。
②梯形图中只能出现输入继电器的触点,而不能出现输入继电器的线圈。
③可提供无数对常开、常闭触点供内部使用。
2. 输出映像寄存器(输出继电器)Q●编号范围:Q0.0--Q15.7●功能:专门用来将输出信号传送给外部负载。
PLC课设四节传送带说明书
设计说明书《可编程控制器》课程设计学院:学号:专业(方向)年级: 10机械学生姓名:福建农林大学金山学院信息与机电工程系2013年 3月 1 日可编程控制器课程设计说明书(一)设计题目四节传送带的模拟(二)情况简介利用SETP-7软件编写软件程序,应用S7-200PLC控制四节传送带系统的硬件电路,并利用梯形图控制程序设计,通过控制S7-200PLC的定时继电器的功能来实现四条皮带的运行。
(三)设计要求有一个用四条皮带运输机的传送系统,分别用四台电动机带动,控制要求如下:启动时先起动最末一条皮带机,经过1秒延时,再依次起动其它皮带机。
停止时应先停止最前一条皮带机,待料运送完毕后再依次停止其它皮带机。
当某条皮带机发生故障时,该皮带机及其前面的皮带机立即停止,而该皮带机以后的皮带机待运完后才停止。
例如M2故障,M1、M2立即停,经过1秒延时后,M3停,再过1秒,M4停。
当某条皮带机上有重物时,该皮带机前面的皮带机停止,该皮带机运行1秒后停,而该皮带机以后的皮带机待料运完后才停止。
例如,M3上有重物,M1、M2立即停,过1秒,M3停,再过1秒,M4停。
(四)程序设计1.I/O分配表输入M1故障M2故障M3故障M4故障启动按钮停止按钮接线I0.0 I0.1 I0.2 I0.3 I0.4 I0.5 输入A上重载B上重载C上重载D上重载接线I0.6 I0.7 I1.0 I1.1输出电机M1 电机M2 电机M3 电机M4Q0.0 Q0.1 Q0.2 Q0.32.流程图3.外部接线图4.梯形图(五)调试1.调试遇到的问题(1)按下启动按钮I0.4之后程序开始运行,刚开始M1开始工作,相隔一秒之后其他的电机也开始工作,由于电机开启时间相隔一秒有点短很难看出程序是否错误。
解决:把定时器的时间改成3秒,调试无误后再把时间改成课题要求的1秒(2)本个程序用到太多的TON定时器,在命名定时器时成大于T37开始命名到T64忽略了分辨率的不同,致使进行仿真实验时电机关闭的时间与课程设计的要求不一样。
PLC四节传送带设计报告

荆楚理工学院PLC控制技术课程设计成果学院:电子信息工程学院班级:学生姓名:学号:设计地点(单位):设计题目:四节传送带的PLC控制完成日期: 2014 年 6 月 8 日指导教师评语:_________________________________________________ __________________________________________________________________ __________________________________________________________________ __________________________________________________________________ ______________________________________________________________成绩(五级记分制):____________________教师签名:____________________目录第一章控制系统设计要求 (3)1.1 PLC课程设计主要步骤 (3)1.2 系统控制要求 (3)第二章设计方案 (4)2.1总体设计方案说明 (4)2.2 PLC控制系统组成方框图(如下 (4)第三章系统硬件设计 (7)3.1 PLC选型及硬件配置 (7)3.2主电路设计(如下图) (7)3.3输入输出地址分配(I/O分配) (8)3.4 PLC的控制电路(I/O接线图) (8)第四章 PLC控制软件设计及调试 (9)4.1 系统程序设计 (9)4.2 程序的模拟与调试 (13)参考文献 (14)第一章控制系统设计要求1.1 PLC课程设计主要步骤1、分析被控对象的工艺条件和控制要求。
被控对象是指受控的机械、电气设备、生产线或生产过程。
在进行系统设计时,首先需要深入了解被控对象的特点、控制过程与要求等。
(完整版)PLC四节传送带的模拟毕业课程设计
课程设计任务书摘要现今的社会,科技发展迅速,在工业方面,计算机技术、半导体技术、控制技术、数字技术、通信网络技术等高新技术的发展息息相关,这些高新技术推动了PLC的发展。
今天,我们的生活环境和工作环境有越来越多称之为可编程控制器的小电脑在为我们服务,可编程控制器在工业控制,尖端武器,通信设备,信息处理,家用电器等各测、控制领域的应用中独占鳌头。
本四级传送带电路采用PLC为控制核心,具备顺序起动和顺序停止功能,当某条皮带机发生故障时,该皮带机及其前面的皮带机立即停止的自动控制等功能。
利用本次设计,初步掌握PLC的基本控制功能,学会运用PLC,控制基本工业控制。
[关键词] 微控制器可编程控制器PLC 四级传送带装置目录1 概述 (1)1.1 PLC的概述 (1)1.1.1 PLC的历史 (1)1.1.2 PLC的主要功能 (1)1.1.3 PLC的主要特点 (2)1.1.4 PLC的网络通信...................... .. (3)1.2 四节传送带系统的历史..................... .. (3)1.2.1 四节传送带系统的起源 (3)1.2.2 四节传送带系统的发展 (4)2 S7-200的系统功能概述 (5)2.1 PLC的基本结构 (5)2.2 PLC的工作原理 (6)2.3 四节传送带系统的工作要求 (6)2.4 电气原理图与功能详细说明 (7)2.4.1 四节传送带的模拟实验面板图 (7)2.4.2 输入输出接线列表......................................................... .. (7)2.4.3 输入输出接线图............................................................. ..... . (8)3 S7-200的指令系统及编程介绍 (9)3.1 编程语言 (9)3.2 四节传送带系统的梯形图........................................... . (9)4 四节传送带系统的调试 (20)4.1 软件部分调试..... ..................................................... .............. . (21)4.2 硬件部分调试........................................................................ . (21)5 结束语 (22)6 参考文献 (23)1、概述1.1 PLC的概述可编程逻辑控制器,PLC (Programmable Logic Controller),一种数字运算操作的电子系统,是以微机处理器为基础,综合了计算机技术、半导体集成技术、自动控制技术、数字技术和通信网络技术发展起来的一种通用工业自动控制技术,它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入输出控制各种类型的机械或生产过程。
PLC课设四条皮带运输机的传送系统

目录引言11 控制系统设计要求11.1 PLC课程设计主要步骤11.2 系统控制要求21.2.1控制要求21.2.2设计板31.2.3四节传送带的工作方式32 设计方案42.1 总体设计方案说明43 系统硬件设计43.1 PLC选型及硬件配置43.1.1选型原则43.1.2选型方法43.1.3硬件配置43.2主电路设计43.3 控制电路设计53.4 PLC的I/O接线图53.5 PLC接线图64 PLC控制软件设计及调试64.1 系统程序设计64.2程序的模拟与调试11参考文献13可编程序控制器,英文称Programmable Controller,简称PC。
但由于PC和个人计算机(Personal puter)混淆,故人们仍习惯地用PLC作为可编程序控制器的缩写。
它是一个以微处理器为核心的数字运算操作的电子系统装置,专为在工业现场应用而设计,它采用可编程序的存储器,用以在其部存储区域执行逻辑运算、顺序控制、定时/计数和算术运算等操作指令,并通过数字式或模拟式的输入、输出接口,控制各种类型的机械或生产过程。
PLC是微机技术与传统的继电接触控制技术相结合的产物,它克服了继电器控制系统中的机械触点的接线复杂、可靠性低、功耗高、通用性和灵活性差的缺点,充分利用了微处理器的优点,又照顾到现场操作维修人员的技能与习惯,特别是PLC程序的编制,不需要专门的计算机编程语言知识,而是采用了一套以继电器梯形图为基础的简单指令形式,使用户程编制形象、直观、方便易学;调试与查错也都很方便。
用户在购到所需的PLC后,只需按说明书的提示,做少量的接线和简易的用户程序的编制工作,就可灵活方便地将PLC应用于生产实践。
本课题是用PLC模拟四节传送带的工作。
用PLC控制传送带具有程序设计简单、易于操作和理解、能够实现多种功能等优点。
此系统能够实现四节传送带的倒序启动和顺序停止以及故障、重物处理等功能1 控制系统设计要求1.1 PLC课程设计主要步骤1、分析被控对象的工艺条件和控制要求。
四节传送带PLC控制课程设计
四节传送带PLC控制课程设计一设计背景和功能概述二电气原理图与功能详细分析说明三部分元件的说明四软件流程图五总结六源程序清单七参考文献四节传送带PLC控制系统设计一设计背景和功能概述可编程控制器,简称PLC(Programmable logic Controller)是指以计算机技术为基础的新型工业控制装置。
在1987年国际电工委员会(International Electrical Committee)颁布的PLC标准草案中对PLC做了如下定义:“PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。
它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。
PLC及其有关的外围设备都应该按易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。
20世纪末期,可编程控制器的发展特点是更加适应于现代工业的需要。
从控制规模上来说,这个时期发展了大型机和超小型机;从控制能力上来说,诞生了各种各样的特殊功能单元,用于压力、温度、转速、位移等各式各样的控制场合;从产品的配套能力来说,生产了各种人机界面单元、通信单元,使应用可编程控制器的工业控制设备的配套更加容易。
目前,可编程控制器在机械制造、石油化工、冶金钢铁、汽车、轻工业等领域的应用都得到了长足的发展。
本课题是用PLC控制四节传送带。
用PLC控制传送带具有程序设计简单、易于操作和理解、能够实现多种功能等优点。
此系统主要能够实现顺次启动和停止,紧急故障处理等功能。
二电气原理图与功能详细分析说明按钮分配和实物模型如下:功能说明:四条皮带运输机的传送系统,分别用四台异电动机M1、M2、M3、M4(型号:JO2-41-4)带动,控制过程如下:启动时先按下SB1按钮,起动最末一条皮带机,经过5秒延时,再依次起动其他皮带机。
停止时按下SB2按钮,最前一条皮带机先停止,待料运送完毕后再依次停止其它皮带机。
PLC课程设计 四节传送带的模拟

PLC课程设计四节传送带的模拟
四节传送带模拟
传送带技术是一种广泛使用的生产装置,广泛应用于物流、食品、机械制造行业,用来运送物品、材料或任何重要信息,从而提高生产效率,减少劳动力成本。
四节传送带模拟(simulating-four-chained-conveyors)由四节相互连接的传送带装置所组成,每节传送带可以自由移动,起到转移物料的作用,传送速度、载荷均可调节,广泛应用在工业生产上。
四节传送带模拟的实现原理:使用PLC(程序控制器)和传感器(如光电、按钮),通过反馈调节四节传送带的运转情况,传感器感知物料或信息,输出信号驱动电机从而运转,起到转移物料的作用,同时可以进行物料计数,增强传送精准度。
1、使用PLC来控制电机,根据传送带的载荷情况及当前物料数量等,设置电机的U、V及W相控制;
2、在传输带上安装光电传感器,实时收集物料信息,通过反馈给PLC,给出每个节点的位置信息;
3、设置PLC的输出控制信号,控制传送带的每节电机的启动、停止及变速;
4、安装在进料点上的按钮,用于调节每节传送带上物料的数量,如有必要时,还可开启手动模式,使用人工参与调速;
5、安装在出料点上的按钮,用于实现物料在出料处的控制,是否停止传送。
综上所述,四节传送带的模拟借助PLC技术和传感器,借助按钮来实现模拟操控,配合调节设备可以实现四节传送带的运行及调节,进而提高生产效率,实现生产的自动化。
plc四节传送带课程程序设计
课程设计题目:四节传送带控制系别:信息技术系专业:电气工程及其自动化班级:姓名:学号:指导老师:职称:日期:目录一、设计要求 (3)二、I/O分配表 (3)三、I/O接线图 (3)四、顺序功能图 (4)五、梯形图程序 (5)六、调试与测试 (8)七、心得体会与总结 (8)一、设计要求有一个四条传送带的传送系统,分别用四台电动机带动,控制要求如下:启动时先启动最末一条传送带,经过1秒延时,再依次启动其它传送带。
停止时应先停止最前一条传送带,待料运送完毕后再依次停止其它传送带。
当某条传送带发生故障时,该传送带及其前面的传送带立即停止,而该传送带以后的传送带待运完后才停止。
例如M2故障,M1、M2立即停,经过1秒延时后,M3停,再过1秒,M4停。
二、I/O分配表三、I/O接线图四、顺序功能图五、梯形图程序六、调试与测试开机扫描进入初始步M0.0,按下起动按钮I0.0后,M0.0失电,M0.1变为活动步,M4起动,T37开始定时;定时时间到,M0.1失电,M0.2变为活动步,M3起动,T38开始定时;定时时间到,M0.2失电,M0.3变为活动步,M2起动,T39开始定时;定时时间到,M0.3失电,M0.4变为活动步,M1起动。
这时,四台电动机都处于运转状态。
按下停止按钮I0.5后,M0.4失电,M0.5变为活动步,M1停止,T40开始定时;定时时间到,M0.5失电,M0.6变为活动步,M2停止,T41开始定时;定时时间到,M0.6失电,M0.7变为活动步,M3停止,T42开始定时;定时时间到,M0.7失电,M01.0变为活动步,M4停止,T43开始定时;定时时间到,回到初始步M0.0。
用I0.1、I0.2、I0.3、I0.4闭合分别表示电动机M1、M2、M3、M4过载,当某传送带电机过载时,该传送带及前面的运输带立即停止,而后面的运输带电机待运完料才停止。
例如,M2电机过载,即闭合I0.2,M0.6变为活动步,M1、M2立即停止,T41 开始定时,定时时间到,M3停止,T42开始定时,定时时间到,M4停止。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
网络1
LD I0.0
O M1.0
AN I0.5
S Q0.4, 1
= M1.0
网络2
LD M1.0
TON T37, +10
网络3
LD T37
S Q0.3, 1
= M2.0
网络4
LD M2.0
TON T38, +10
网络5
LD T38
S Q0.2, 1
= M3.0
网络6
LD M3.0
TON T39, +10
网络7
LD T39
S Q0.1, 1
网络8
LD I0.5
O M4.0
AN I0.0
R Q0.1, 1
= M4.0
网络9
LD M4.0
TON T40, +10
网络10
LD T40
R Q0.2, 1
= M5.0
网络11
LD M5.0
TON T41, +10
网络12
LD T41
R Q0.3, 1
= M6.0
本次课程设计是应用S7-200 PLC控制四节传送带系统的硬件电路,并利用梯形图控制程序设计。通过控制S7-200 PLC的定时继电器的功能来实现四条皮带的运行,熟悉掌握好定时器和PLC中基本的软组件使用方法和作用,按照选题利用定时器和继电器特点进行编程,使按下某按钮后实现不同的功能当程序编好后,利用S7-200软件调试系统进行调试,根据功能要求使其一步步实现。其中每个程序都进行反复调试,直至实现相应的功能。如果调试没有成功再校验程序有没有输入错误或者检查程序是否编辑错误,就这样周而复始直至程序调试成功。
网络13
LD M6.0
TON T42, +10
网络14
LD T42
R Q0.4, 1
网络15
LD I0.1
R Q0.1, 1
= M7.0
网络16
LD M7.0
TON T43, +10
网络17
LD T43
R Q0.2, 1
= M8.0
网络18
LD M8.0
TON T44, +10
网络19
LD T44
R Q0.3, 1
LD M15.0
TON T52, +10
网络38
LD T52
R Q0.4, 1
网络39
LD I0.7
R Q0.4, 1
= M16.0
网络40
LD M16.0
TON T53, +10
网络41
LD T53
R Q0.2, 1
= M17.0
网络42
LD M17.0
TON T54, +10
网络43
LD T54
网络31
LD I0.6
TON T49, +10
网络32
LD T49
R Q0.1, 1
= M13.0
网络33
LD M13.0
TON T50, +10
网络34
LD T50
R Q0.2, 1
= M14.0
网络35
LD M14.0
TON T51, +10
网络36
LD T51
R Q0.3, 1
= M15.0
网络37
TON T57, +10
网络50
LD T57
R Q0.4, 1
网络51
LD I1.1
R Q0.1, 1
R Q0.2, 1
R Q0.3, 1
= M21.0
网络52
LD M21.0
TON T58, +10
网络53
LD T58
R Q0.4, 1
六、结束语
本次课程设计经过老师和同组同学们的帮助,得以圆满完成,在大家的帮助下,克服了不少困难,并且在做课程设计的过程中,我学到了不少东西。这些在以后的学习和工作过程中会有不少的帮助。
四节传送带的模拟
在四节传送带单元完成本实验
一、实验目的
通过使用各基本指令,进一步熟练掌握PLC的编程和程序调试。
二、实验说明
有一个四条传送带的传送系统,分别用四台电动机带动,控制要求如下:启动时先启动最末一条传送带,经过1秒延时,再依次启动其它传送带。停止时应先停止最前一条传送带,待料运送完毕后再依次停止其它传送带。 当某条传送带发生故障时,该传送带及其前面的传送带立即停止,而该传送带以后的传送带待运完后才停止。例如M2故障,M1、M2立即停,经过1秒延时后,M3停,再过1秒,M4停。
= M9.0
网络20
LD M9.0
TON T45, 10
网络21
LD T45
R Q0.4, 1
网络22
LD I0.2
R Q0.1, 1
R Q0.2, 1
= M10.0
网络23
LD M10.0
TON T46, +10
网络24
LD T46
R Q0.3, 1
= M11.0
网络25
LD M11.0
TON T47, +10
网络26
LD T47
R Q0.4, 1
网络27
LD I0.3
R Q0.1, 1
R Q0.2, 1
R Q0.3, 1
= M12.0
网络28
LD M12.0
TON T48, +10
网络29
LD T48
R Q0.4, 1
网络30
LD I0.4
R Q0.1, 1
R Q0.2, 1
R Q0.3, 1
R Q0.4, 1
Hale Waihona Puke 三、实验面板图四、实验步骤
1.输入输出连线
输入
SB1
SB2
A
B
C
D
I0.0
I0.5
I0.1
I0.2
I0.3
I0.4
输出
M1
M2
M3
M4
Q0.1
Q0.2
Q0.3
Q0.4
注:PLC主机公共端接线方法见实验一
2.打开主机电源开关将程序下载到主机中。
3.启动并运行程序观察实验现象。
实验设备图片:
五、梯形图参考程序
R Q0.3, 1
= M18.0
网络44
LD M18.0
TON T55, +10
网络45
LD T55
R Q0.4, 1
网络46
LD I1.0
R Q0.1, 1
R Q0.2, 1
= M19.0
网络47
LD M19.0
TON T56, +10
网络48
LD T56
R Q0.3, 1
= M20.0
网络49
LD M20.0
借此机会向老师和同学们一并表示诚挚的谢意。首先感谢我的指导老师孙志敏老师,非常感谢她在这次课程设计阶段给自己的耐心的指导和无私的帮助。在此我向他表示我诚挚的谢意。通过这一阶段的努力,我在学习上和思想上都受益非浅,这除了自身的努力外,与各位老师、同学和朋友的关心、支持和鼓励是分不开的。