导光板网点印刷
LED背光导光板网点设计介绍

关于非均匀网点
多谢! !
设计方向
中央辉度
均齐度
画面质量
5211 5088 4410 4949 5016
5028 5088 5106 5104 5116
5011
4422
5106
下方网点大小为上方0.8倍
vertical direction dens ity variation 25 20 15 10 5 0
y = -2E-11x6 + 2E-08x5 - 3E-06x4 + 0.0003x3 - 0.0143x2 + 0.1526x + 19.823
分区设计
0
50
100
150
200
250
horizontal direction density ratio
2.00
y = 2E-09x4 - 1E-06x3 + 0.0003x2 - 0.0251x + 1.7797
1.50 1.00 0.50 0.00 0 50 100 150 200 250 300 350
13点BM-7测量值是调整网点设计的重要依据
4823 4325 4770 4565 4712 4296 5341 4864 4533 4810 4714 4440
4606
4626
新的网点设计参数=已有网点设计参数X(期望灰度/测量灰度)1/2+经 验修正
暗角处理
灯管两侧暗区:不同厂家暗区长度不同
导光板扩散网点设计介绍
网点的材质组成: UV胶, 二氧化钛, 硫化钡的混合粘稠液 白色网点的直径分布: 250 µm-1250 µm 印刷网点数据调整基本原理: 假设背光源发光面的辉度值与导光板网点面积成正比 网点最小间隙0.11mm
导光板的详细介绍
导光板(Light Guide)简介和制作流程2010-12-16 08:59导光板的介绍和制作工艺导光板(Light Guide)这个词是从英语翻译过来的,其产生是为了应用于LCD,为了要展现LCD的亮度就必需要有背光模块来显现,在背光模块的发展过程中重要关键的零部件导光板也随着下游产品的需要进而开始有些不同的改变。
导光板的功能和要求导光板顾名思义其最主要的功能在于要将光线导向设计者所需要的方向,而所有的导光板的设计都是要配合下游产品LCD和背光模块的需要,最重要的是要达到辉度和均匀度。
导光板的分类一般而言导光板因形状、制作方式和功能上都有不同的分类法,而且目前尚无统一的分法,经过整理后:1、按照形状分为:平板和楔形板(斜板)平板:导光板从入光处来看为长方形。
楔形板:从入光处来看为一边为厚一边为薄成楔形(三角形)状。
2、按照网点制作方式:印刷式和非印刷式印刷式:导光板完成外形加工后,以印刷方式将网点印在反射面,又分为IR 和UV两种。
非印刷式:将网点在导光板成形时直接成形在反射面。
又分为化学蚀刻(Etching)、精密机械刻画法(V-cut)、光微影法(Stamper)、内部扩散。
3、按照入光方式:侧入光(灯管和LED)和直下式。
侧入光式:将发光体(灯管或LED)放置于导光板之侧部。
直下式:将发光体(灯管或LED)放置于导光板之下方。
4、按照成形制作方式:射出成形和裁切成型。
射出成形:应用射出成形机将光学级PMMA颗粒运用高温、高压射入模具内冷却成形.裁切成形:将光学级PMMA原板经过裁切工序完成成品。
导光板制造过程在了解加工过程前应先了解导光板所须之部材1、所需要之部材和工具a.射出成形:光学级PMMA颗粒、油墨b.裁切:光学级PMMA平板、油墨2、光学级PMMA颗粒、平板:无论是用何种生产方式所制作出来的导光板其最重要也是最原始的材料为光学级PMMA(POLYMETHYL METHACRYLATE)(聚甲基丙烯酸甲也就是俗称的亚克力或有机玻璃,其分类又有PMMA颗粒和PMMA平板PMMA由石油中提炼单体(MMA)再将单体(MMA)经过化学加工后做出光学级PMMA颗粒(已可提供射出成形所始用),再将光学级PMMA颗粒用压铸法(Casting)或压出法(Injection)来制作光学级PMMA平板,目前业界所认同的PMMA制造商如下:(日)三菱丽阳Mitsubishi Rayon、(日)住友化学Sumitomo、(日)旭化成 Asahicasei、(日)库拉雷 Kuraray、(台)奇美化学、(韩)世和 Sehwa、3、油墨:分为UV和IR两种4、平板裁切导光板制作方式为三个部份:第一是压克力板外形加工;第二是网板制作;第三是印刷,其工序流程分别为a. 压克力外形加工=原板裁切〉镜面刨光〉成形加工。
LED背光导光板网点设计介绍
关于非均匀网点
多谢! !
导光板扩散网点设计介绍
网点的材质组成: UV胶, 二氧化钛, 硫化钡的混合粘稠液 白色网点的直径分布: 250 µm-1250 µm 印刷网点数据调整基本原理: 假设背光源发光面的辉度值与导光板网点面积成正比 网点最小间隙0.11mm
设计过程: (1) 选择网点大小形状, 做网点设计。 (2) 制作成网板,印刷导光板,组装成背光源。测试背光源的 辉度。 (3) 依据背光源的辉度测试结果,调整网点设计,尽量提高均 齐度。 (4)改变油墨配比, 调整均齐度和辉度。
分区设计
0
50
100
150
200
250
horizontal direction density ratio
2.00
y = 2E-09x4 - 1E-06x3 + 0.0003x2 - 0.0251x + 1.7797
1.50 1.00 0.50 0.00 0 50 100 150 200 250 300 350
13点BM-7测量值是调整网点设计的重要依据
4823 4325 4770 4565 4712 4296 5341 4864 4533 4810 4714 4440
4606
4626
新的网点设计参数=已有网点设计参数X(期望灰度/测量灰度)1/2+经 验修正
暗角处理
灯管两侧暗区:不同厂家暗区长度不同
设计方向
中央辉度
均齐度
画面质量
5211 5088 4410 4949 5016
5028 5088 5106 5104 5116
5011
44225Biblioteka 06下方网点大小为上方0.8倍
导光板设计资料0416
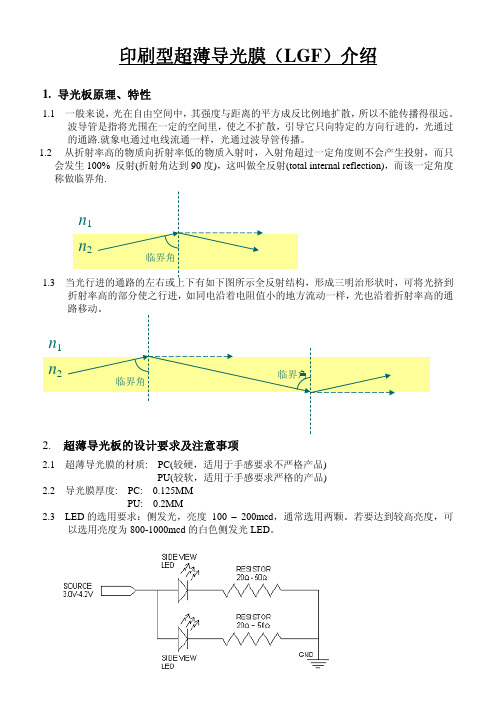
印刷型超薄导光膜(LGF)介绍1.导光板原理、特性1.1 一般来说,光在自由空间中,其强度与距离的平方成反比例地扩散,所以不能传播得很远。
波导管是指将光围在一定的空间里,使之不扩散,引导它只向特定的方向行进的,光通过的通路.就象电通过电线流通一样,光通过波导管传播。
1.2从折射率高的物质向折射率低的物质入射时,入射角超过一定角度则不会产生投射,而只会发生100% 反射(折射角达到90度),这叫做全反射(total internal reflection),而该一定角度称做临界角.1.3折射率高的部分使之行进,如同电沿着电阻值小的地方流动一样,光也沿着折射率高的通2.超薄导光板的设计要求及注意事项2.1 超薄导光膜的材质: PC(较硬,适用于手感要求不严格产品)PU(较软,适用于手感要求严格的产品)2.2 导光膜厚度: PC: 0.125MMPU: 0.2MM2.3 LED的选用要求:侧发光,亮度 100 – 200mcd,通常选用两颗。
若要达到较高亮度,可以选用亮度为800-1000mcd的白色侧发光LED。
2.4 发光LED通常使用有三种放置位置:2.5 LED灯的位置的选择:备注:a. LED灯正前方位置的导光膜应与PCB粘紧,不能翘起。
b. LED灯正前方的发光区域最好距离LED灯 >3.5mm的距离。
示意图如下:c. 由于导光板的边缘相对比较亮,导光板的面积要大于按键区域。
d. 背胶的要求:靠近LED正前方必须有背胶,背胶宽度0.6-1.5MM;由于背胶区域会较亮,背胶一般不能在按键透光区域,特别是LED正前方的背胶不能靠近按键透光区,距离约1.5MM。
e. 如何防止靠近LED的地方太亮?LED灯头与按键透光区的距离约为3.5—4.5MM;LED正前方的背胶不能靠近按键透光区,距离约1.5MM。
3.导光膜品质要求超薄导光板的测试项目:1. 导光板亮度将导光板置于测试架上,再放上按键,检查按键透光的亮度及均匀性测试及均匀性。
LED单边侧入式导光板的网点设计

LED单边侧入式导光板的网点设计智佳军;梁铭泉;陈俄振;车玉彩;庄其仁【摘要】单边侧入式导光板可降低其设计成本和制作成本,为了获得均匀的表面照度,本文介绍了LED为光源的单边侧入式导光板散射网点设计方法.建立了相应模型,得到这种导光板散射网点的一种排布公式和计算方法,并用TracePro软件进行模拟仿真,验证了网点设计方法的正确性.模拟和实验结果表明通过这种网点设计方法可获得均匀度优于90%的表面照度分布.【期刊名称】《照明工程学报》【年(卷),期】2012(023)003【总页数】4页(P60-63)【关键词】LED;单边侧入式;导光板;散射网点;网点设计【作者】智佳军;梁铭泉;陈俄振;车玉彩;庄其仁【作者单位】华侨大学信息科学与工程学院,福建厦门361021;华侨大学信息科学与工程学院,福建厦门361021;华侨大学信息科学与工程学院,福建厦门361021;华侨大学信息科学与工程学院,福建厦门361021;华侨大学信息科学与工程学院,福建厦门361021【正文语种】中文1 引言LED导光板式面光源广泛应用于平板显示、日用照明、广告装饰等诸多领域,在侧入式导光模组技术中,导光板是光源的传播媒介,其网点排布、形状及材料组成决定了导光板的表面照度、均匀性及出光效率。
导光板的设计与制造是实现背光模组和大面积照明的关键技术之一。
常用的侧光式背光模组就是利用导光板将由光源从导光板侧面输入的光转化为从正面均匀输出的面光。
导光板按形状不同可分为平板和楔形板,按底面散射网点图案制作方法不同可分为印刷式和非印刷式。
实验表明,散射网点的形状对光散射影响不大,而网点的排布规律则很大程度上影响着输出光的均匀度和亮度。
背光照明系统的光源主要是冷阴极荧光灯(CCFL)和发光二极管(LED)等[1]。
LED与传统光源相比,它具有高能效、体积小、寿命长、使用灵活、无汞污染、调光性能好、无频闪、热辐射低等诸多优势。
单边侧入式导光板可降低其设计成本和制作成本,为了获得均匀的表面照度[2],本文介绍了一种以LED灯作光源的侧光平板式导光板网点排布规律的设计方法,并利用TracePro等软件进行仿真分析,得到照度分布均匀度达到商业要求的结果。
印刷式导光板和雕刻式导光板亮度和寿命比较
印刷式导光板和雕刻式导光板亮度和寿命比较很多客户经常问到,雕刻导光板与印刷导光板区别在于那里,很多人都有个误区,往往以为雕刻的导光板使用的使命和亮度就比丝印的要长要亮,其实,两者的亮度是一样的,印刷式导光板导光网点的材料的配方不但对光有折射作用,还有高反射作用。
由于导光油墨具有对光的折射和高反射的双重作用,网点对光的折射效果已经和雕刻板没有什么差别了,而雕刻板的线槽或凹孔点阵只有单一的折射作用。
关于印刷式导光板和非印刷式导光板的寿命问题,目前在商业宣传上都没有一个统一的遵循科学根据说法,各说各的寿命长,不管用何种方法生产的导光板的寿命主要取决于压克力板材的质量,容易黄化的压克力板做成的导光板寿命短,不容易黄化的压克力板做成的导光板寿命长,与其生产方式没有关系。
有人说印刷导光板的导光油墨在使用过程中会老化造成导光效果失效,对于这个问题,大家想想,我们在日常生活中每天都离不开印刷的东西,电器面板的文字、手机按键的数字......等等,如果你不去碰它、摸它、刮它,五年、十年......都不会变,不会掉,印刷导光板的网点油墨也是同样的道理,并且导光油墨里所含的成分物质是一种性质很稳定无机物,不会与空气中的任何物质产生化学反应,也就是说,就算压克力板黄化了变质了,印刷导光板网点油墨的特性是依然保持不变的,所以说,印刷式导光板和非印刷式导光板的寿命是一样长的。
导光板一词来自于英文译音(Light Guide)其产生为应用于LCD所产生的,LCD为一非自发光性的产品为了要展现LCD的亮度就必需要有背光模块来显现,在背光模块的发展过成中重要关键的零组件导光板也随着下游产品的需求进而开始有不同的改变。
导光板的功能和要求导光板顾名思义其最主要的功能在于要将光线导向设计者所需要的方向,而所有的导光板的设计都是要配合下游产品LCD和背光模块的需要,最重要的是要达到辉度和均匀度。
导光板的分类一般而言导光板因形状、制作方式和功能上都有不同的分类法,而且目前尚无统一的分法,经过整理后:1、按照形状分为:平板和楔形板(斜板)平板:导光板从入光处来看为长方形。
导光板网点设计与优化

导光板网点设计与优化庞晓峰【摘要】在实际生产中,为了减少任意数目LED作为光源的背光模组中导光板网点设计的改版次数,削减开发时间成本,提出一种新的关于任意数量LED作光源、矩形侧入式导光板网点分布设计的理论方法.在此方法的基础上,应用TracePro软件建立导光板仿真模型,输入理论计算公式,并利用光线追踪功能,得出初步的仿真照度图,并最终利用TracePro平台中的Texture Optimizer优化模块,对初步理论计算设计所得网点分布进一步优化.在3颗LED作为光源的模型中,优化后均匀度达到87%,符合国家标准.【期刊名称】《电子科技》【年(卷),期】2015(028)011【总页数】4页(P65-68)【关键词】导光板网点;TracePro;texture optimizer;LED【作者】庞晓峰【作者单位】广东工业大学信息工程学院,广东广州510006【正文语种】中文【中图分类】TN312.8发光二极管(Light Emitting Diode,LED)背光模组是为液晶显示等器件提供照明光源,并要求有充足的亮度和均匀的照度分布,由于LED 发光效率高、功耗低、寿命长、无污染等优点,已广泛应用于液晶显示器、照明等领域[1-2]。
如今,在市面上的液晶显示器背光模组中,按其光源位置的不同,可分为侧光式和直下式。
直下式的优点是色彩对比度好,做大尺寸显示比较容易,但要使用大量LED 灯管,以55 英寸的液晶电视为例,要使用3 000 颗LED 灯作光源,因此,厚度、重量和耗电量都无法降低。
相反,侧入式则只需400 多颗LED 灯,节能和节约成本,而且液晶显示器能够做得更簿、更时尚。
因此,更能得到消费者的青睐,是市场发展的趋势[3-4]。
侧入式的背光模组的核心部件是导光板,其在LED 背光模组中发挥相当重要的作用。
现在市面上的导光板主要是矩形结构,其原理与光波导相似,利用导光板将由光源从导光板侧面耦合入的光转化为从正面均匀输出的光,其输出光的均匀度和亮度,很大程度上受底面网点的排布规律影响[5-6]。
激光导光板的网点设计
激光导光板的网点设计,是导光板的一次成功的技术运用,比以往的丝印、雕刻更加的灵活、效果好。
不同规格的网点布置更是把导光效果发挥得淋漓尽致,从而实现了led产品的最大成效。
激光网点式导光板是激光打点,所形成的凹点,其原理是立体光栅,立体漫反射,再打点的过程中是实行,无接触、热能加工,并且适合任何形状(包括曲线形和扇形)的导光板,其效果比丝印高百分之以上,对亚克力板是无破坏的任何地方,在超过6mm的时候必须要使用抛光,以便能更好吸收光源。
特性
超薄、超亮、导光均匀。
节能、环保、无暗区。
耐用、不易黄化、安装维修简单快捷等鲜明特点
规格
厚度:3mm、4mm、6mm
尺寸:300*300、600*600、300*900、300*1200。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
导光板网点印刷第一部分:导光板生产流程及注意问题导光板由原材料到印刷成成品,大致经过七个流程,一外物料车间二印刷车间三烤箱车间四检板车间五洗板房六包装车间七油墨房一外物料车间1.上料工位:将仓库中的板材用拖车至外物料的无尘车间拆包装,首先观察材料的型号,包装是否破损,表面保护膜是否有刮伤等问题(若有明显不良等现象应及时报告,作为来料不良处理),将板材推至推车上(搬运中叠放一定要平拿平放,以免造成板材刮伤,导光板堆放高度为100~200pcs),再将推车推入到贴端反工作贴区域,将板材卸下,堆放高度可为1.5米左右(导光板堆放整齐,防止倒塌)。
2.贴端反工位:作业人员将板材对齐放一定幅度的倾斜,放在H型旋转平台,贴端反人员用相应型号的端反去贴(坐着作业),每个端反注意不能超出上下左右面(防止网板在印刷中破裂),每个端反贴好后应按压一遍,防止脱落翘起现象发生。
3.外物料送料工位:将端反贴好的导光板通过风淋通道进入印刷车间,放在推车上,每车叠放板材高度不可超过100pcs。
每种型号的板材做好区分以及正反面,同时检查板材是否有异常现象。
二印刷车间1. 接板材工位:将经过风淋通道的板材放置推车上,注意平拿平放,轻拿轻放,板材高度不超过100pcs,并如实做好板材型号及数量记录,最后将板材送到印刷处。
2. 撕保护膜工位:作业员左手按压原材料,右手先撕开一角,再完全撕开,放入垃圾袋中,并检查每片板材是否异常。
3. 开机工位:将经过导光板清洁机出来的导光板放置待印区域,并检查正反面及方向。
刮油墨时油墨不可挂到网板中间的网格中,易造成批量性的印刷暗影,脱油现象,解决方法是将网板重新清洗一遍,加油墨时,不可过量,网板上的油墨容易干,易造成暗影。
作业员要及时地对干得油墨进行处理,要按时地对机台的刮刀和墨刀进行检查是否有平整,是否有缺口与粗糙现象,发现及时地要求跟换处理,否则造成批量性的不良。
每机台印刷一车要求对网板清洗一次,印刷大尺寸的(26以上)要求印20pcs清洗一次网板。
机台发现异常无法处理时应及时地通知技术员进行处理,下班前要对机台做保养,清洗网板,取下刮刀和墨刀同时及时清洗。
4. 接板工位:使用单个手指将板材抛开一角,然后将手平着伸进有保护膜的一面,拖住板材底部取出产品,对着灯光进行目测检验OK后放进网车(拿取时不可碰到网点),若发现不良现象立即及时地分析原因.三烤箱车间1.拉车工位:将放满半成品的网车拉进烤箱内烘烤,注意区分机种的尺寸大小,以及油墨型号再调整烘烤温度与时间(由技术员拟定),烤箱报警声响,烘烤OK,再将导光板成品拉出,拉车人员将成品拉到车间进行检验,每车检验后成品车由拉车人员拉至指定位置摆放整齐。
(大烤箱:温控器之前温度在65℃,烘烤时间45分钟;小烤箱温控器之前温度在55℃,烘烤时间25分钟)四检板车间1.检板工位:检板人员使用双手从网车上拿取导光板,单手撕开保护膜在灯条点亮的光线进行目测,检板人员若发现不良的导光板,要及时地打出来,对判定不了的现象,要求制定人员进行实装膜片进行确认是否OK,作业时发现保护膜有破损的现象就马上对着灯光进行确认是否OK,在无法确认的情况下就用722进行擦拭确认是否OK,对检验OK 的产品OQC在进行抽检确认,不良的导光板就区分好拉至洗板房进行导光板清洗,抽检OK就流到打包工位。
(作业人员可将一次性筷子一端削尖,对不良网板改善。
)2.光学测试:对首件的导光板以及途中又换板与新网板要进行光学测试,确认导光板的光学均匀性是否达标,同PQC一起确认产品的光学宏观是否达标,分机种以及油墨型号进行抽测光学测试与宏观确认。
3.打包工位:对检验OK的导光板进行分机种(分良品与管制品)打包,点好数后打包,打包的过程胶纸不可粘到导光板,在进行称重确认里面是否有短装的现象,在放置时要轻拿轻放,在包装上写明机种料号,日期,再流到包装间。
五洗板房1.洗板工位:使用干净的无尘纸粘清洗剂(722)进行清洗网点导光板的网点(力度不可过大,避免造成网面擦伤),清洗边缘时,清洗剂不可粘的太多,以免流进有保护膜一面造成板材腐蚀,对清洁OK的导光板,把保护膜撕开确认导光板是否OK,再放置指定区域。
六包装车间1.将打包好的导光板分机种,型号进行包装打包,打好板入仓库。
2.对模组车间回收的泡棉,保护膜进行整理,重复利用。
(一般为5次,每用过一次,整理人员可用剪刀剪去一角,区分次数)3.对模组车间退下来的导光板进行分类摆放。
第二部分:导光板印刷不良现象及其判定一暗影原因:刮墨刀在运行中油墨滴在网板改善:印刷速度调慢;控制油墨的量;油墨要搅拌均匀(正反转6小时);印刷两小时把网板油墨刮干净重加。
二均匀性不良原因:测试光学进度;机台未调好;烘烤不均匀;板材来料。
改善:磨好刮刀,检测平衡(卡尺);调机台,做首件;加大板材检查力度(做首件时需标先后顺序和光学数据对比)三变形原因:导光板放在网车上过夜;板材本身变形改善:当天导光板烘烤放于平板车上;板材变形需重压四漏印,连点原因:网板的网格上粘染异物改善:对该不良位置使用干净无尘纸进行擦拭可改善,要按时清洗网板五白条原因:多为刮刀或墨刀出现缺口导致(或产品表面出现斜状赃污)改善:将机台破损的刀换一个面,或直接使用磨刀机修复,使用50%配比的酒精清洁网面脏污,残胶六白团白点原因:网板粘染,吸附异物或板材来料有粉尘以及珍珠保护膜有异物造成改善:机台印刷完一车清洗网板一次,成品画检装离子风机必须对着产品吹,防止静电吸附,车间机台按时清洗七脱油原因:由于油墨加的太多,刮墨时汇溢到网板网点改善:控制加油墨的量,以及开机人员的手法,控制刮墨的次数与时间八网点刮伤原因:由于拉网车时碰到网点面,或接板时接触到网点以及搬运过程中造成改善:拉网车时力度不可过大,变形车子不可用,成品导光板要轻拿轻放,平拿平放九手印原因:手套脏污造成粘染网点导光板镜面与手套碰触到未烤或未烤干的的印刷好的导光板造成改善:即时跟换手套,接板时注意不要碰到印有网点的面十移位原因:治具在印刷过程中时间久了有松动现象改善:作业员要及时发现问题,及时地调整,同时对松动的治具使用双面胶加固十一印反原因:板材放置未在同一个方向或撕保护膜人员自检不到位改善:对来料原材管控方向的放置与加强监督作业员的作业第三部分一些工位的作业指导书一洗板房的作业指导书注意事项:1.工作人员应确定穿戴好无尘衣、帽、口罩、鞋、丁晴手套2.不可戴金属锐利物作业3.避免化学品接触皮肤4.请轻拿轻放作业步骤:1.请先检查导光板是否要清洗2.将需清洗的导光板放于工作台面3.再用无尘纸蘸少许清洗剂进行清洗4.对清洗好的导光板进行检查并放于珍珠棉上二油墨房作业指导书注意事项:1.工作人员应确定穿戴好无尘衣、帽、口罩、鞋、丁晴手套2.不可戴金属锐利物作业3.避免化学品接触皮肤4.未用完之油墨及时封盖以便下次使用,搅拌完毕,搅拌杆必须用无尘纸清洁干净。
作业步骤:1先检查油墨与稀释剂是否正确2.再将油墨和稀释剂进行配比3.将油墨桶放置搅拌平台上,锁紧3个固点,放在工作台上4.调整搅拌机到适当的高度,搅拌杆不能碰油墨桶内壁,防止有异物(搅拌时间12小时)三打包作业指导书注意事项:1.工作人员应确定穿戴好无尘衣、帽、口罩、鞋、丁晴手套2.包装时注意导光板与导光板之间用珍珠膜隔开3.轻拿轻放,不能让导光板相碰撞,防止擦伤碰坏4.包装时注意机种混料5.导光板平放于PE包装袋6.包导光板时,耳朵相向必须一致作业步骤:1.先检查导光板端面是否有擦伤、漏贴端反、藏污现象2.先开启离子风扇,将导光板从台面拿出,放于治具上去除静电作业3.每堆导光板外部用PE包装袋,并用纸胶封口4.包装完一包后,在(外包装间)用纸箱装好5.包装完后,在外包装贴上标签四烤箱作业指导书注意事项1. 不可戴金属锐利物作业,作业员不可留长指甲2.开机前检查设备及动力是否正确,烘烤温度是否满足要求:a小烤箱温控器之前温度必须保持在55℃.b.小烤箱计时器设定25分钟c大烤箱温控器之前温度必须保持在65℃.d小烤箱计时器设定45分钟.3.在烘烤前进行烤箱预热至实际温度上升到设定温度4.小心地把网车推进烤箱,注意用力不要过大5.在烘烤作业严禁拉烤箱门6.每次烘烤完毕后打开烤箱门时,注意小心拉出网车,工作完毕后即时关好烤箱门作业步骤:1.将印刷好的导光板平放在网车上,打开烤箱门,推进烤箱烘烤2.关好烤箱门,打开计时器等待自动烘烤3.预定时间到了会自动报警,烘烤完后关闭计时器4.把网车从烤箱中拉出,放置检验区冷却,然后进行下次工序作业五印刷机台作业指导书注意事项:1. 不可戴金属锐利物作业,作业员不可留长指甲2. .开机前检查设备及动力是否正确,印刷条件是否满足3.印刷条件必须满足a.主电源开关控制外部电源供电b.电源指示灯亮表供电中c.半自动开关置于“半自动”状态d.印刷前必须先作洗网板处理e.印刷座升降选择4.启动印刷机的气压必须保持在5-7kg 5.导光板必须与治具固定好位置6.待网板下降时,把脚松开7.网降时,身体的任何部位都不能接触台面,防止夹伤8.取出导光板小心碰坏网点,如有手套粘到油墨立即更换手套9.覆墨及印刷的状态,异常时按紧急压板作业步骤:1.将撕好保护膜的导光板板材放在治具里定好位置2.踩印刷机脚踏开关进行半自动印刷作业3.待印刷机网板升起并稳定后,用双手取下印刷好的导光板,检查印刷质量后把印刷好的导光板转交给检查人员进行下一步操作六画检作业指导书注意事项:1. 不可戴金属锐利物作业,作业员不可留长指甲 2.作业前先必须打开电源开关及戴手套3.轻拿轻放4.酒精擦拭后印刷导光板必须等酒精完全挥发后,上面才可以放珍珠棉5.允许拿印刷导光板端面,严谨触摸正反两面,轻拿轻放,避免擦伤6.暗箱在工作时候,不要经常开关发光灯,防止损坏7.网点检查有异常可以撕掉镜面保护膜确认8.印刷面不可用酒精擦拭9.膜片每周换一次10.检查好的导光板每堆叠放不超过40pcs作业步骤:1.从网车里拿出导光板目视检查入光面是否弯曲度小于0.3mm以下2.检查导光板入光面是否有油墨或残污3.将印刷好的导光板先撕开镜面保护膜后,平放在暗箱背板上或着对着暗箱进行网点检查(注意:在暗箱背板内目视网点检查有异常,可以撕开镜面保护膜,检查网点)检查印刷好的导光板是否有以下几点a漏印b缺油c连点d移位e手印f缺角g 裂痕h刮伤i空心等不良现象4将检查好的印刷导光板平放置于台面上5取一张珍珠膜放在工作台面,每片之间隔上珍珠膜,道光板网点面朝下。
第四部分一些工位产量明细贴端反产量明细学习体会在去年11的月份,我离开学校开始了自己的实习生涯,在这个期间,我学到了很多东西,让我收获颇多。