MSA测量系统分析教程
MSA测量系统分析经典培训教程(doc 35页)
MSA测量系统分析经典培训教程(doc 35页)系列教材测量系统分析(MSA)培训教材的,因为这一测量系统的变差﹐可能会掩盖制造过程中的变差﹒ 管理一个测量系统的许多工作是监视和控制变差,这时应着重于环境对测量系统的影响﹐以获得高质量的数据﹒如果数据的质量是不可接受的﹐则必须改进﹐通常是通过改进测量系统来完成﹐而不是改进数据本身。
测量系统● 测量的定义:赋值给具体事物以表示它们之间关于特性的(大小、高低)的关系。
● 赋值的过程定义为测量过程,而赋予的值定义为测量值。
● 任何用来获得测量结果的装置﹔经常用来特指用在车间的装置﹔包括用来测量合格/不合格的装置。
● 将测量过程看成一个特殊的制造过程是很有用的﹐它产生数字(数据)作为输出,这样可以用SPC 的方法对测量系统进行控制。
事物(产品)人员操作程序 数据赋值量具(测量结果)软件设备所以测量系统定义为●测量系统﹕用来对被测特性赋值的操作﹑程序﹑量具﹑设备、软件以及操作人员的集合;用来获得测量结构的整个过程。
表征数据质量的统计指标●通常用偏倚和变差来表示测量数据质量的高低;●偏倚:是测量结果的观测平均值与基准值的差值,基准值﹐也称为可接受的基准值或标准值﹐一个基准值可以通过采用更高级别的测量设备(例如﹐计量实验室或全尺寸检验设备)进行多次测量,取其平均值来确定。
如果偏倚相对比较大﹐查看这些可能的原因﹕(1)基准的误差﹔(2)磨损的零件﹔(3)制造的仪器尺寸不对﹔(4)仪器没有正确校准﹔(5)评价人员使用仪器不正确﹒基准值偏倚观测的平均值图1 偏倚●变差σ:多次测量结果的变异程度,常用测量结果的标准偏差σ来表述。
PV=5.15σ根据统计原理:x-3σ99.73% x+3σ从统计角度和经济(测量成本和控制过程成本)角度考虑,一般采用5.15σ来表示过程变差,他包括过程统计数据的99%。
案例:一测量员对基准为L=0.80mm的样品进行重复测量10次,所得到的测量结果为:0.75/0.75/0.80/0.80/0.65/0.80/0.75/0.75/0.75/0.70,求偏倚和过程变差。
MSA测量系统的分析过程

MSA测量系统的分析过程简介MSA(测量系统分析)是用于评估和确定测量系统进行精确测量的能力和可靠性的一种方法。
MSA的目标是确定测量系统中存在的任何误差,并分析其对测量结果的影响。
本文将介绍MSA测量系统分析的过程,并提供一些常用的工具和技术。
MSA测量系统分析的步骤1. 定义测量系统的目的和类型首先,我们需要明确测量系统的目的和类型。
测量系统可以是某种仪器、设备、工具或软件程序。
在这一步,我们需要确定测量系统用于测量哪些特定的量,并了解它是被动型、主动型还是控制型测量系统。
2. 选择合适的测量技术在这一步,我们需要选择适合的测量技术,根据测量任务的要求来确定使用哪种技术。
这可能包括使用传感器、测量仪器、计算机软件等。
3. 收集数据在进行测量系统分析之前,我们需要收集足够的测量数据。
数据收集可以通过对样本进行测量,或者从已有的数据集中获取。
收集的数据应包括尽可能多的不同样本,以便对测量系统的变化性进行评估。
4. 进行数据分析通过对收集的数据进行分析,我们可以得到一些关于测量系统的重要统计数据和指标。
这些数据可以帮助我们评估测量系统的稳定性、可重复性和准确性。
数据分析的方法包括平均值和标准偏差的计算、方差分析、相关性分析等。
我们可以使用统计软件工具,如Excel、Minitab等来进行数据分析。
5. 进行测量系统评估在这一步,我们将基于数据分析的结果对测量系统进行评估。
评估的目的是确定测量系统是否满足所需的精度要求,并识别系统中可能存在的任何问题或缺陷。
通常,我们使用一些指标来评估测量系统的能力,如控制图、方差分析图、偏差图等。
这些图形可以帮助我们直观地了解测量系统的性能并发现问题。
6. 优化测量系统如果评估发现测量系统存在问题或不满足要求,我们需要采取适当的措施来优化系统。
这可能包括调整测量设备、改进测量方法、培训操作人员等。
优化测量系统的目的是提高系统的稳定性、重复性和准确性,以确保测量结果的可靠性。
MSA测量系统分析步骤和应用

MSA测量系统分析步骤和应用1.什么是MSA1.1 测量系统:指被测试特性赋值的操作、程序、量具、设备、软件及操作人员的集合,是用来获得测量结果的整个过程。
1.2 量具:指任何用来获得测量结果的装置,包括用来测量合格或不合格的装置。
1.3 测量系统的分辨率:测量系统检出并如实指示被测特性中极小变化的能力(也称为分辨力)。
特别提醒:单独一个测量仪器不是测量系统,如一把卡尺、一台电子称等。
2.测量系统的作用2.1 评估测量系统误差的大小,是否能被客户接受。
2.2 评估测量系统的稳定性,随着时间的推移,变异是否受控。
2.3 评估测量系统的偏倚值是否能被客户接受。
2.4 评估几种不同测量系统的优劣。
通过MSA评估,找到测量系统改善的着力点,确定是进行人员培训,还是调整测量方法或调整仪器。
第一份X-R图显示过程正常,分辨力0.001,第二份X-R图显示过程不正常,分辨力0.01。
虽然这是针对同一制程,但是为什么会有这么大的差异呢?从以上数据来看,第二份控制图的测量系统分辨力太低,导致虚发报警。
因此可以推断出,做SPC的前提是MSA必须合格,虚发报警导致成本过高。
3.MSA评估的仪器和责任人员3.1 测量系统一般由仪校人员或品质部的负责人来主导,由参与检测或试验人员来测量,以提供测量数值。
不可以由品质部领导或仪校人员来测量和提供数值,需要特别注意的是:测量人员不可知道自己上次测量结果和别人测量结果,要保证盲测。
MSA要识别的误差是测量人员、设备、环境、方法、标准值导致的误差,品质部领导和仪校人员一般不亲自测量产品,所以分析他们的测量数据基本没有价值。
3.2 MSA分析的范围来自控制计划所有的测量系统,包括计量性、计数性。
3.3 破坏性的测量系统现在一般不做分析,除非客户有特殊要求,如盐雾试验测量系统。
特别提醒:MSA分析的包括控制计划中所有测量系统,而不仅仅是测量特殊特性的测量系统。
4.MSA专业术语解释4.1 准确度(Accuracy)准确度或称偏移(BIAS),是指测量值与相对真值之间的差异。
MSA测量系统分析教程
测量System分析 - 32
Rev 2.0
再现性
不同(同一)人利用同一(不同) 装备测量同一部品的同一特性。
真值 检查者 A 检查者 B
Presented By: Mccain.Koo CAQ Senior Black Belt Consultant ASQ Certified Six Sigma Black Belt China Executive Representative of Dr.Mikel Harry’s Six Sigma Management Institute
d2
(nr)
式中: n 零件数量, r 试验次数.
–调整后的再现性的标准偏差:σo=AV/5.15
测量System分析 - 34
Rev 2.0
重复性与再现性的比较:
– 如果重复性>再现性:
• 仪器需要维护; • 量具应重新设计来提高刚度; • 夹紧和检验点需要改进; • 存在过大的零件内变差;
Rev 2.0
线性实例
测量System分析 - 27
Rev 2.0
线性实例
测量System分析 - 28
Rev 2.0
线性实例
测量System分析 - 29
Rev 2.0
R&R
• 重复性( Repeatability)
– 测量系统的固有变动 – 在同一条件重复测量同一对象
• 同一测量者 • 同一测量器 • 同一环境条件 – 也称重复试验错误或 短期变动 -也称Equipment Variation (EV)
MSA测量系统分析培训教程
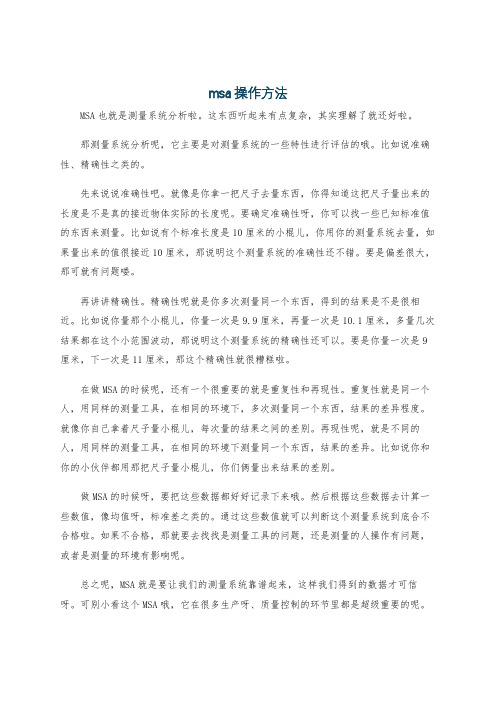
Measure Reading Bias
1
5.8
-0.2
2
5.7
-0.3
3
5.9
-0.1
4
5.9
-0.1
5
6.0
0.0
6
6.1
0.1
7
6.0
0.0
8
6.1
0.1
9
6.4
0.4
10
6.3
0.3
11
6.0
0.0
12
6.1
0.1
13
6.2
0.2
14
5.6
-0.4
15
6.0
0.0
WONGKJ : MSA TRAINING, APR05
0.024 0.018 0.012 0.006 0.000
Xbar-R Chart of Density
5
10
15
20
25
30
35
40
Sample
5
10
15
20
25
30
35
40
Sample
U C L=2.50949
__ X=2.5
LC L=2.49051 45
U C L=0.02387
_ R=0.00927
0.0
-0.1
-0.2
-0.3
-0.4
-0.5 0 2 4 6 8 10 12 14 16 Measure
Regression Analysis: Bias versus Measure
The regression equation is Bias = - 0.1048 + 0.01393 Measure
msa操作方法
msa操作方法MSA也就是测量系统分析啦。
这东西听起来有点复杂,其实理解了就还好啦。
那测量系统分析呢,它主要是对测量系统的一些特性进行评估的哦。
比如说准确性、精确性之类的。
先来说说准确性吧。
就像是你拿一把尺子去量东西,你得知道这把尺子量出来的长度是不是真的接近物体实际的长度呢。
要确定准确性呀,你可以找一些已知标准值的东西来测量。
比如说有个标准长度是10厘米的小棍儿,你用你的测量系统去量,如果量出来的值很接近10厘米,那说明这个测量系统的准确性还不错。
要是偏差很大,那可就有问题喽。
再讲讲精确性。
精确性呢就是你多次测量同一个东西,得到的结果是不是很相近。
比如说你量那个小棍儿,你量一次是9.9厘米,再量一次是10.1厘米,多量几次结果都在这个小范围波动,那说明这个测量系统的精确性还可以。
要是你量一次是9厘米,下一次是11厘米,那这个精确性就很糟糕啦。
在做MSA的时候呢,还有一个很重要的就是重复性和再现性。
重复性就是同一个人,用同样的测量工具,在相同的环境下,多次测量同一个东西,结果的差异程度。
就像你自己拿着尺子量小棍儿,每次量的结果之间的差别。
再现性呢,就是不同的人,用同样的测量工具,在相同的环境下测量同一个东西,结果的差异。
比如说你和你的小伙伴都用那把尺子量小棍儿,你们俩量出来结果的差别。
做MSA的时候呀,要把这些数据都好好记录下来哦。
然后根据这些数据去计算一些数值,像均值呀,标准差之类的。
通过这些数值就可以判断这个测量系统到底合不合格啦。
如果不合格,那就要去找找是测量工具的问题,还是测量的人操作有问题,或者是测量的环境有影响呢。
总之呢,MSA就是要让我们的测量系统靠谱起来,这样我们得到的数据才可信呀。
可别小看这个MSA哦,它在很多生产呀、质量控制的环节里都是超级重要的呢。
MSA(测量系统分析)培训教程
MSA(测量系统分析)培训教程测量系统分析(MSA)培训教材目录第Ⅰ章测量系统--------------------------------------------------------------------------------------2 第Ⅱ章测量系统的基本要求---------------------------------------------------------------7 第Ⅲ章测量系统的波动-------------------------------------------------------------------------11 第四章测量系统研究的准备----------------------------------------------------------21 第五章计量型测量系统研究----------------------------------------------------------24 第六章计数型量具研究---------------------------------------------------------------------31第Ⅰ章测量系统引言现在人们大量使用测量数据来决定许多情况﹒●如根据测量数据来决定是否调整制造过程(利用统计操纵过程)﹔●测量数据能够确定两个或者多个变量之间是否存在某种显著关系。
比如,推测一模制塑料件的关键尺寸与浇注材料温度有关系。
这种可能的关系可通过回归分析进行研究﹔●利用测量数据来分析各类过程﹐懂得各类过程﹔●熟悉测量数据的质量,质量高﹐带来的效益大﹔质量低﹐带来的效益低。
测量数据的质量假如测量数据与标准值都很“接近”﹐这些测量数据的质量“高”﹔假如一些或者全部测量结果“远离”标准值﹐这些数据的质量“低”。
表征数据质量最通用的统计特性是偏倚与方差,所谓偏倚的特性﹐是指数据相对标准值的位置﹐而所谓方差的特性﹐是指数据的分布。
MSA(量测系统)经典教程
24
稳定性分析之执行 :
取一个样本并建立相对于可塑源标准的 基准值.如果该样品不可获得,选择一个 落在产品测量中程数的生产零件,指定其 为稳定性分析的标准样本.对于追踪测量 系统稳定性,不需要一个已知基准值.
第三版
25
定期(天、周)测量标准样本3~5次,样本容量和 频率应该基于对测量系统的了解.因素可以重 新校准的频次、要求的修理,测量系统的使用 频率,作业条件的好坏.应在不同的时间读数以 代表测量系统的实际使用情况,以便说明在一 天中预热、周围环境和其他因素发生的变化. 将数据按时间顺序画在X&R或X&S控制图上. 建立控制限并用标准控制图分析评价失控或不 稳定状态.
观察平均值 – 基准值
绘图 :
Xi=基准值 Yi= 偏倚平均值 其方程式为: y = ax + b 再分别计算其截距,斜率,水平置信带.
i i
第三版
33
公式
∑ xy − (∑ x ∑ g 斜率:a= ( x) x − ∑ ∑
2
y
)
2
g
截距:b= ∑ y − a * x 水平置信带: S =
第三版
15
2 数据处理 2.1 极差计算
(1)分别计算每个操作者对各个r次测量的极差Raj , Rbj , Rcj ; j = 1,2,......, N ; (2)计算每个操作者的平均极差 Ra , Rb , Rc ,......, Rm ; (3)总平均极差 R = Ra + Rb + ... + Rm ) / M ; ( (4)计算控制限UCLR = RD4 LCLR = RD3 D3,D4可根据试验次数r,查表,当r < 7时,D3 = 0。