非对称损失函数的质量特性值优化选择
{品质管理品质知识}质量损失函数

{品质管理品质知识}质量损失函数质量损失函数日本质量管理学家田口玄一(Taguchi)认为产品质量与质量损失密切相关,质量损失是指产品在整个生命周期的过程中,由于质量不满足规定的要求,对生产者、使用者和社会所造成的全部损失之和。
田口用货币单位来对产品质量进行度量,质量损失越大,产品质量越差;反之,质量损失越小,产品质量越好。
一、质量特性产品质量特性是产品满足用户要求的属性,包括产品性能、寿命、可靠性、安全性、经济性、可维修性和环境适应性等。
(与前描述是否一致)(一)质量特性分类田口先生为了阐述其原理,对质量特性在一般分类的基础上作了某些调整,分为计量特性和计数特性,如图1所示。
1、望目特性。
设目标值为m,质量特性y围绕目标值m波动,希望波动愈小愈好,则y就被称为望目特性,例如加工某一轴件图纸规定φ10±0.05(mm),加工的轴件的实际直径尺寸y就是望目特性,其目标值m=10(mm)。
2、望小特性。
不取负值,希望质量特性y愈小愈好,波动愈小愈好,则y 被称为望小特性。
比如测量误差,合金所含的杂质、轴件的不圆度等就属于望小特性。
3、望大特性。
不取负值,希望质量特性y愈大愈好,波动愈小愈好,则y 被称为望大特性。
比如零件的强度、灯泡的寿命等均为望大特性。
(二)质量特性波动产品在贮存或使用过程中,随着时间的推移,发生材料老化变质、磨损等现象,引起产品功能的波动,我们称这种产品由于使用环境,时间因素,生产条件等影响,产品质量特性y偏离目标值m,产生波动。
引起产品质量特性波动的原因称为干扰源。
主要有以下三种类型:1、外干扰(外噪声)使用条件和环境条件(如温度,湿度,位置,输入电压,磁场,操作者等)的变化引起产品功能的波动,我们称这种使用条件和环境条件的变化为外干扰,也称为外噪声。
2、内干扰(内噪声)材料老化现象为内干扰,也称为内噪声。
3、随机干扰(产品间干扰)在生产制造过程中,由于机器、材料、加工方法、操作者、计测方法和环境(简称5MIE)等生产条件的微小变化,引起产品质量特性的波动,我们称这种在生产制造过程中出现的功能波动为产品间波动。
《基于深度学习的锂电池RUL预测》

《基于深度学习的锂电池RUL预测》一、引言随着社会科技水平的持续进步,锂电池因其高能量密度、长寿命和环保特性,在电动汽车、移动设备等领域得到了广泛应用。
然而,锂电池的可靠性、安全性及维护成本等问题也日益凸显。
因此,对锂电池剩余使用寿命(RUL)的预测显得尤为重要。
本文将探讨基于深度学习的锂电池RUL预测方法,以期望提高锂电池的使用效率,降低维护成本,并为后续研究提供理论依据和实践指导。
二、锂电池RUL预测的重要性锂电池的RUL预测是电池管理系统的重要组成部分,其准确性直接影响到电池的使用寿命、安全性以及维护成本。
通过准确预测锂电池的RUL,可以提前发现潜在的安全隐患,避免因电池故障导致的经济损失和人员伤害。
此外,RUL预测还能帮助实现电池的合理调配和使用,提高电池的整体使用寿命。
三、深度学习在锂电池RUL预测中的应用随着深度学习技术的不断发展,其在锂电池RUL预测中得到了广泛应用。
深度学习能够从海量数据中提取有价值的信息,对电池性能进行准确预测。
在锂电池RUL预测中,常用的深度学习模型包括循环神经网络(RNN)、长短期记忆网络(LSTM)和卷积神经网络(CNN)等。
这些模型能够处理时间序列数据、图像数据等多种类型的数据,从而实现对锂电池RUL的准确预测。
四、基于深度学习的锂电池RUL预测方法基于深度学习的锂电池RUL预测方法主要包括数据采集、数据预处理、模型构建和模型评估四个步骤。
首先,需要收集锂电池的运行数据,包括电压、电流、温度等参数;其次,对数据进行预处理,包括数据清洗、特征提取等;然后,构建深度学习模型,如RNN、LSTM或CNN等;最后,对模型进行评估和优化,以实现对锂电池RUL的准确预测。
五、实践案例分析以某电动汽车企业为例,该企业采用基于深度学习的锂电池RUL预测方法,对电池进行实时监控和预测。
首先,该企业收集了大量电池运行数据,包括电压、电流、温度等参数;然后,利用深度学习模型对数据进行处理和分析,实现对电池性能的准确预测;最后,根据预测结果制定合理的维护计划,提高了电池的使用寿命和安全性。
最新质量损失函数

产品质量特性是产品满足用户要求的属性,包括产品性能、寿命、可靠性、安全性、经济性、 可维修性和环境适应性等。 (与前描述是否一致)
(一)质量特性分类 田口先生为了阐述其原理,对质量特性在一般分类的基础上作了某些调整,分为计量特性和 计数特性,如图 1 所示。
望目特性
质量特性
静态特性
计量特性
3、随机干扰(产品间干扰)
在生产制造过程中,由于机器、材料、加工方法、操作者、计测方法和环境(简称
5MIE)等
生产条件的微小变化,引起产品质量特性的波动,我们称这种在生产制造过程中出现的功能波动
为产品间波动。
以电视机电源电路为例,其输出特性的干扰分类及抗干扰性能如 1 表所示。
二、质量损失函数
干扰引起了产品功能的波动,有波动就会造成质量损失。如何度量由于功能波动所造成的损
3、望大特性。不取负值,希望质量特性 y 愈大愈好,波动愈小愈好,则 y 被称为望大特性。
比如零件的强度、灯泡的寿命等均为望大特性。
(二)质的推移,发生材料老化变质、磨损等现象,引起产品功
能的波动,我们称这种产品由于使用环境,时间因素,生产条件等影响,产品质量特性
失,田口先生提出了质量损失函数的概念,它把功能波动与经济损失联系起来。田口先生把产品
(或工艺项目)看作一个系统,这个系统的因素分为输入因素(可再分为可控因素
X 和不可控因
素 Z)和输出因素(即质量特性或响应) y,如图 2 所示。系统的设计目标值为 m。
干扰
外部干扰(温度、湿度、尘
特
性
埃、输入电压等环境条件波
量损失函数,给我们提供了很多重要信息,从图 3 的曲线可以看出。
第一,质量损失函数如连续的二次函数曲线所示,质量特性仅仅在规范( T)以内并不一定表
各损失函数的优缺点-概述说明以及解释
各损失函数的优缺点-概述说明以及解释1.引言1.1 概述概述部分的内容:引言是对文章主题的简要介绍,本文将探讨各种损失函数的优缺点。
在机器学习和数据分析中,损失函数是评估模型性能的重要指标之一,它用于衡量预测结果与实际值之间的差异。
通过选择合适的损失函数,可以优化模型的训练过程,并使得预测结果更加准确。
本文将重点介绍三种常见的损失函数:损失函数A、损失函数B和损失函数C。
每种损失函数都有自己独特的优点和缺点,通过分析它们的特性,我们可以更好地了解何时选择哪种损失函数。
在正文部分,我们将详细介绍损失函数A、损失函数B和损失函数C 的优缺点。
对于每一种损失函数,我们将分别列出它们的优点和缺点,并且说明它们在不同场景下的适用性。
最后,结论部分将总结各种损失函数的优缺点,并给出选择损失函数的建议。
通过深入理解各种损失函数的特性,我们可以在实际应用中更加智能地选择和优化损失函数,从而提高模型的性能和预测准确度。
1.2文章结构1.2 文章结构本文将针对不同的损失函数进行分析,包括损失函数A、损失函数B 和损失函数C。
每个损失函数都有其独特的优点和缺点。
下面将展示各个损失函数的优缺点,并对选择损失函数提出一些建议。
首先,我们将介绍第一个损失函数A的优缺点。
接下来,我们将讨论第二个损失函数B的优缺点。
最后,我们将探讨第三个损失函数C的优缺点。
通过对这些损失函数的详细分析,我们可以更好地理解它们的适用场景和限制,从而为选择合适的损失函数提供指导。
在结论部分,我们将总结每个损失函数的优缺点,并提出相应的建议。
这些建议将帮助读者在实际应用中选择适合的损失函数,以达到最佳的模型性能。
通过对不同损失函数的深入研究,我们可以更好地了解这些损失函数的特性,从而在实际问题中取得更好的效果。
1.3 目的本文的目的是对各种常见损失函数进行全面分析,探讨它们各自的优点和缺点。
通过比较不同损失函数的性质和特点,我们旨在帮助读者更好地理解和选择适合自己问题的损失函数。
质量损失函数

质量损失函数
质量损失函数是一个损失函数,用来衡量模型在预测过程中拥有的质量,它衡量的是模型的准确性。
质量损失函数由质量指标组成,这些指标可以是数据准确性、预测准确性、生产效率等。
质量损失函数的基本原理是:实际的预测结果与模型期望结果之间的差距,而这个差距应该尽可能的小,从而提升模型预测的效率和准确性。
用来计算质量损失函数的公式可以是任意函数,通常可以用均方差(MSE)来衡量质量损失。
MSE是一种平均偏差的可量化衡量,它表示模型输出值与真实值之间的差距。
另外,贝叶斯损失函数也可以用来衡量质量损失,它是一种按比例降低异常结果的方法,能够较好地衡量模型的质量。
在实际的机器学习和数据挖掘系统中,质量损失函数是一个重要的概念,它能够帮助模型追求更大的精度和准确性。
模型的优化过程需要连续更新质量损失函数,以获得更好的预测结果,这就决定了质量损失函数在机器学习和数据挖掘中的重要性。
质量损失函数讲

质量损失函数日本质量管理学家田口玄一(Taguchi)认为产品质量与质量损失密切相关,质量损失是指产品在整个生命周期的过程中,由于质量不满足规定的要求,对生产者、使用者和社会所造成的全部损失之和。
田口用货币单位来对产品质量进行度量,质量损失越大,产品质量越差;反之,质量损失越小,产品质量越好。
一、质量特性产品质量特性是产品满足用户要求的属性,包括产品性能、寿命、可靠性、安全性、经济性、可维修性和环境适应性等。
(与前描述是否一致)(一)质量特性分类田口先生为了阐述其原理,对质量特性在一般分类的基础上作了某些调整,分为计量特性和计数特性,如图1所示。
图1 质量特性的分类计数特性请查阅有关书籍,这里主要对计量特性进行描述。
1、望目特性。
设目标值为m,质量特性y围绕目标值m波动,希望波动愈小愈好,则y就被称为望目特性,例如加工某一轴件图纸规定φ10±0.05(mm),加工的轴件的实际直径尺寸y就是望目特性,其目标值m=10(mm)。
2、望小特性。
不取负值,希望质量特性y愈小愈好,波动愈小愈好,则y 被称为望小特性。
比如测量误差,合金所含的杂质、轴件的不圆度等就属于望小特性。
3、望大特性。
不取负值,希望质量特性y愈大愈好,波动愈小愈好,则y被称为望大特性。
比如零件的强度、灯泡的寿命等均为望大特性。
(二)质量特性波动产品在贮存或使用过程中,随着时间的推移,发生材料老化变质、磨损等现象,引起产品功能的波动,我们称这种产品由于使用环境,时间因素,生产条件等影响,产品质量特性y偏离目标值m,产生波动。
引起产品质量特性波动的原因称为干扰源。
主要有以下三种类型:1、外干扰(外噪声)使用条件和环境条件(如温度,湿度,位置,输入电压,磁场,操作者等)的变化引起产品功能的波动,我们称这种使用条件和环境条件的变化为外干扰,也称为外噪声。
2、内干扰(内噪声)材料老化现象为内干扰,也称为内噪声。
3、随机干扰(产品间干扰)在生产制造过程中,由于机器、材料、加工方法、操作者、计测方法和环境(简称5MIE)等生产条件的微小变化,引起产品质量特性的波动,我们称这种在生产制造过程中出现的功能波动为产品间波动。
损失函数改进方法总览

损失函数改进⽅法总览损失函数改进⽅法总览https:///u014380165/article/details/76946358这篇博客主要列个引导表,简单介绍在深度学习算法中损失函数可以改进的⽅向,并给出详细介绍的博客链接,会不断补充。
1、Large Marge Softmax LossICML2016提出的Large Marge Softmax Loss(L-softmax)通过在传统的softmax loss公式中添加参数m,加⼤了学习的难度,逼迫模型不断学习更具区分性的特征,从⽽使得类间距离更⼤,类内距离更⼩。
核⼼内容可以看下图:详细了解可以参看:2、Center LossECCV2016提出的center loss是通过将特征和特征中⼼的距离和softmax loss⼀同作为损失函数,使得类内距离更⼩,有点L1,L2正则化的意思。
核⼼内容如下图所⽰:详细了解可以参看:3、Angular Softmax LossCVPR2017提出的A-softmax loss(angular softmax loss)⽤来改进原来的softmax loss,并将A-softmax loss⽤于⼈脸识别,这就是SphereFace,作者还是Large margin softmax loss的原班⼈马。
A-softmax loss简单讲就是在large margin softmax loss的基础上添加了两个限制条件||W||=1和b=0,使得预测仅取决于W和x之间的⾓度。
核⼼思想可以参看下⾯这个图。
详细了解可以参看:4、Focal LossFocal loss是Facebook的RBG和Kaiming⼤神在ICCV2017的best paper,主要是改进了⽬标检测(object detection)算法的效果,在COCO 数据集上的AP和速度都有明显提升。
核⼼思想在于概括了object detection算法中proposal-free⼀类算法准确率不⾼的原因在于:类别不均衡。
开放大学质量管理形成性考核作业三
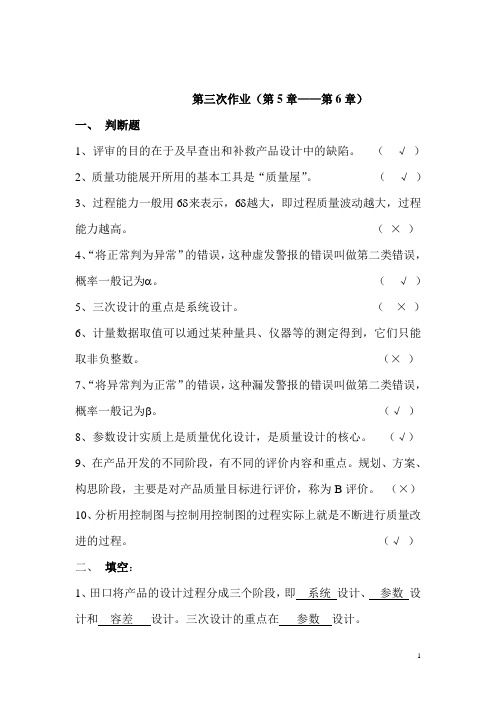
第三次作业(第5章——第6章)一、判断题1、评审的目的在于及早查出和补救产品设计中的缺陷。
(√)2、质量功能展开所用的基本工具是“质量屋”。
(√)3、过程能力一般用6δ来表示,6δ越大,即过程质量波动越大,过程能力越高。
(×)4、“将正常判为异常”的错误,这种虚发警报的错误叫做第二类错误,概率一般记为α。
(√)5、三次设计的重点是系统设计。
(×)6、计量数据取值可以通过某种量具、仪器等的测定得到,它们只能取非负整数。
(×)7、“将异常判为正常”的错误,这种漏发警报的错误叫做第二类错误,概率一般记为β。
(√)8、参数设计实质上是质量优化设计,是质量设计的核心。
(√)9、在产品开发的不同阶段,有不同的评价内容和重点。
规划、方案、构思阶段,主要是对产品质量目标进行评价,称为B评价。
(×)10、分析用控制图与控制用控制图的过程实际上就是不断进行质量改进的过程。
(√)二、填空:1、田口将产品的设计过程分成三个阶段,即系统设计、参数设计和容差设计。
三次设计的重点在参数设计。
2、质量损失函数L(y)=K(y-m)²。
3、生产者风险常取a=0.05 ,其含义是如果供需双方认可,那么在100批合格的交验产品中,生产者要承担的风险是平均有5批被判为不合格而拒收。
4、控制图判断异常的准则有两条:点子出界就判断异常;界内点排列不随机判断异常。
5、用社会损失来度量质量,将质量与经济性紧密结合起来,使质量变成一种可量化度量的量,这是田口玄一对质量工程学的重大贡献之一。
6、产品质量设计的职能:产品质量信息的收集分析;产品质量目标的制定;产品质量评价活动;产品质量成本分析:产品设计评审。
7、设计评审的目的:纠正设计质量至善论;打破产品设计垄断;防止产品设计的片面性。
8、过程能力指数的值越大,说明过程能力越能满足技术要求,产品质量越有保证。
9、X图可以观察产品质量特性值分布的集中趋势和中心位置,从而控制平均值的变化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表 1 不同的损失系数和分布标 准差下的最优特性值
ki
k1 = 0. 2 k2 = 0. 1 k1 = 0. 4 k2 = 0. 2 k1 = 0. 6 k2 = 0. 3 k1 = 0. 8 k2 = 0. 4 k1 = 1. 0 k2 = 0. 5
1 田口式质量损失函数
质量损失函数是用来度量由产品质量指标偏离 目标值而引起的经济损失。田口玄一提出了一种质 量损失函数, 它对经济损失, 特别是较小偏离引起的
损失有良好的近似。令 L ( Y )为由质量指标 Y 偏离 目标值而 引起 的 经济 损失, m 为 顾 客目 标 值。若 L ( Y )在 Y = m 存在二阶导数, 则 L ( Y )在 Y = m 附近 可以近似地表示为
Abstract: The determ ination of the op tim um process target ( m ean) is one of the m ost im portant dec ision m ak ing problem s. T he custom er identified target m ay no t be the m ost cost effective sett ing. T his article de ve lops an opt im ization m ode l for determ in ing the optim um setting of process target by using asymm etric quadric loss function. The exam ple show s that when qua lity loss coeffic ien t is fixed and the loss under tar get isw orse, the larger the standard dev iation, the larger the optim um process target and the expected to tal loss; when the standard dev iation is f ixed, the optim um process target and the expected total loss have ro bustness to the quality loss coeffic ien.t K ey w ord s: qua lity contro ls; asymm etric loss function; opt im izat ion
第 11卷第 3期 2008年 5月
工业工程 Indu strial Engineering Journal
V o .l 11 N o. 3 M ay 2008
非对称损失函数的质量特性值优化选择
陈湘来1 , 韩之俊1 , 张 斌 1, 2
( 1. 南京理工大学 经济管理学院, 江苏 南京 210094; 2. 南京信息工程大学 统计学系, 江苏 南京 210044)
2 基于非对称损失函数的特性目标值 优选模型
笔者认为质量损失有 3 种类型: 1)当特性指标
值 Y 落在规格界限内 ( LSL∀ Y ∀ USL )所引起的损
失; 2)特 性指标 值 Y 落在 规格 界限外 ( Y < LSL 或
Y > U SL )所引起的损失; 3)产品的检验成本。
2. 1 LSL∀ Y∀ USL 时的损失 一般来说, 指标值落在目标值 m 两边时的质量
LSL
+∃
# # E [L ( Y) ] yÏ (LSL, U SL) = CL -∃ f (y ) dy + CU USL f (y ) dy。( 5)
最后, 对产品进行检验时会产生检验成本, 令 C I 为单位产品的检验成本。至此完成了非对称损失函
数的构造。
2. 3 优化模型
模型的目 标是寻求 一个最 优的质 量特性 目标
m
yf (y ) dy +
m
U SL
# # k1
y2 f (
L SL
y)
dy
+
k2 m
y2 f ( y ) dy。
( 4)
2. 2 Y < LSL 或 Y > USL 时的损失
当指标值在规格界限以外时, 该产品会返工或
者报废。一般来说, 低于规格下限和高于规格上限
所得损失是不一样的。令 CL 为低于规格下限时的 损失, CU 为高于规格上限时的损失, 则此时的期望 损失为
m
# s. .t E [ L ( Y ) ] yÎ ( LSL, USL) = k1 LSL ( y - m ) 2f ( y ) dy +
U SL
# k2 m (y - m ) 2f (y ) dy,
LSL
+∃
# # E [ L (Y) ]yÏ (LSL, U SL) = CL - ∃ f (y ) dy + CU USL f (y ) dy,
值, 从而使得总的期望质量损失最小 化。假定质量 特性 Y 服从正态分布, 即 Y ~ N ( , 2 ), 则优化模型
的数学表达式如式 ( 6)所示:
m in E [ TC ( Y ) ] = E [ L ( Y ) ] yÎ (LSL, U SL) + E [ L ( Y ) ] yÏ (LSL, U SL) + E (CI )。
26
工业工 程
第 11卷
增大, 其期望总损失E* (TC )也随之变大。这是由于 随着 的增大, 质量特性值的波动变大, 落入规格界 限外的概率增大, 从而导致期望损失 的增大。当分 布标准差 不变时, 质量特性最优值 * 与相应期望 总损失 E* ( TC)随质量损失系数 ki 的增大而增大, 但是变化的幅度都非常小, 这说明质量特性最优值
表明了特性目标值应处于规格界限内。
3 数值计算
某企业加工轴外径, 轴外径 Y 服从正态分布。 Y 的规格要求为 ∀ = 40 % 1. 5, 也即 m = 40, LSL = 38 5, USL = 41. 5; 当 Y < LSL 时, 损失 CL = 60; 当 Y > USL 时, 损失 CU = 30; 质量损失系数 k1 = 0. 6, k2 = 0. 3; 过 程质量特性值分布标准差 = 2. 0; 检验成本 CI = 2。 利用式 ( 6), 通过 MATLAB 编程进行迭代计算, 求得 最优过程 均值 * = 40. 933, 总 质量损失 的期望为 E* ( TC) = 20. 511。当取 = m = 40时, 得到总质量 损失的期望为 E ( TC) = 22 568。可见, E* ( TC ) < E ( TC )。
L (y )f ( y ) dy
LSL
=
k1
(y -
LSL
U SL
m
# # m ) 2f (y ) dy + k2 m
(y -
m ) 2f (y ) dy
=
k1m 2
f (y ) dy +
L SL
USL
m
USL
# # # k2m2 m
f ( y ) dy -
2k1m
yf (y ) dy -
LSL
2k2m
下, 质量特性最优值与期望总损失随分布标准差 的增大而 增大; 分布 标准差 不变的情 况下, 质量 特性最 优值与 期望
总损失相对质量损失系 数具有一定的稳健性。
关键词: 质量控制; 非对称损失函 数; 优化
中图分类号: F 273. 2
文献标识码: A
文章编号: 1007 7375( 2008) 03 0024 03
L (Y)
L
(m )
+
L
(m ) 1!
(Y- m ) +
L !(m 2!
)
( Y - m ) 2。
( 1)
田口玄一认为, 当 Y = m 时损失最小并且为零。
因而 L (m ) = L (m ) = 0, 从而
L ( Y ) = L!(m ) ( Y - m ) 2 = k ( Y- m ) 2。
( 2)
D esigning the M ost Cost effective P rocess Target U sing A symm etric Loss Function
Chen X iang la i1, H an Zhi jun1, Zhang B in1, 2
( 1. Schoo l o f Econom ics andM anagem ent, N an jing U niversity of Science and T echno logy, N an jing 210094, Ch ina; 2. D epartment o f S tatistics, N anjing U n ive rsity o f Inform ation Sc ience and T echno logy, N anjing 210044, China)
2. 0 40. 927 20. 414 40. 930 20. 463 40. 933 20. 511 40. 936 20. 560 40. 939 20. 608
2. 5 41. 448 23. 939 41. 452 23. 978 41. 457 24. 017 41. 461 24. 056 41. 465 24.
7. 6365 15. 106
40. 234 40. 524
7. 7028 16. 166 40. 235 40. 525