超声波UT探伤报告
钢结构焊缝超声波探伤自检报告(样本)

对接焊缝
GLJ-5
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-6
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-7
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-8
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-9
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-10
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-11
○UI
无
二级
合格
对接焊缝
GLJ-18
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-19
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-20
●NI
○RI
○UI
无
二级
合格
对接焊缝
注:NI-无记录缺陷 RI-有应记录缺陷 UI-需返工缺陷
某某工程
焊缝自检报告
(探伤自检报告)
编号:UT2023-12-02
编制:
审核:
GZJ-2
●NI
○RI
○UI
无
二级
合格
对接焊缝
GZJ-3
●NI
○RI
○UI
无
二级
合格
对接焊缝
GZJ-4
●NI
○RI
超声波探伤实验报告
超声波探伤实验报告引言:超声波探伤是一种常用且十分重要的无损检测技术,利用超声波的传播和反射特性来检测材料内部的缺陷,具有广泛的应用领域和丰富的研究内容。
通过本次实验,我们旨在探索超声波探伤技术的原理和应用,并通过实际操作来了解其实验过程和结果。
一、实验目的本实验的目的是研究超声波在不同材料中传播和反射的特性,以及利用超声波探伤技术检测材料中的缺陷情况。
通过实验,我们能够了解超声波在不同材料中的传播速度、反射特性以及对不同尺寸、形状的缺陷的探测敏感度。
二、实验装置和方法1. 超声波探伤仪:我们采用了一台商用的超声波探伤仪,该仪器具有较高的频率范围和分辨率,能够满足该实验的需求。
2. 实验样品:选择了不同材料(如金属、陶瓷等)的标准样品进行实验。
3. 实验过程:首先,根据实验需求选择适当的探头,将其通过声耦剂与样品表面接触。
然后,控制超声波仪器进行扫描,在实验过程中记录和分析数据。
三、实验结果和讨论1. 超声波在不同材料中的传播速度:通过实验,我们得到了不同材料中超声波的传播速度。
实验结果表明,不同材料的物理性质会影响超声波的传播速度,如金属材料具有较高的传播速度,而陶瓷材料的传播速度较低。
这些数据对于超声波探伤仪的校准和实际应用非常重要。
2. 超声波在材料中的反射特性:我们通过实验观察到在探测头将超声波引入样品后,部分超声波会被样品内的缺陷或界面反射回来。
通过检测反射回来的超声信号,我们可以推测出样品内的缺陷位置和形状。
实验结果表明,缺陷较严重的样品会导致更多的超声波反射,从而能够被更易于探测到。
3. 超声波探测缺陷的敏感度:通过在样品中加入不同尺寸和形状的缺陷,我们测试了超声波探测的敏感度。
实验结果表明,超声波探测对于较大和较深的缺陷相对较为敏感,而对于较小和浅的缺陷则有一定的探测限度。
四、结论通过本次实验,我们深入了解了超声波探伤的原理、实验方法以及应用。
实验结果证实了超声波在不同材料中的传播速度、反射特性和对不同尺寸缺陷的探测敏感度。
超声波探伤分析报告全

—
Ⅱ级合格
检验焊缝总长14.3m
判定:
结论:●合格○不合格
负责人
审核
检测
检测单位公章
报告日期
2015年1月9日
检验:NI级审核:NI级
无损探伤检验报告
工程项目:
工程编号:UT
探伤类别:超声波探伤
检测部位:
单位(章):
工艺卡编号:PW120-97
探伤时机:●焊后○热处理后○水压试验后
仪器型号:UTD801型数字仪
耦合剂:○机油●甘油○浆糊
探伤方式:○垂直●斜角
扫描调节:●深度○水平○声程
比例:
试块:
探伤部位示意图:(另加附图)
探伤结果
焊缝编号
检验长度
探伤情况
探伤波形
缺陷长度
判定
ZH01
110mm
未发现超标缺陷
—-
超声波探伤分析报告全
超声波探伤报告
报告编号:NO:UT报告日期:2015年1月9日
单位名称:
令号:
工件名称:
钢闸门01
材料:Q235
厚度:T=16
焊接方法:埋弧自动焊,手工电弧焊
焊接数量:m
探伤面:单面双侧
检测范围:>20%
探伤面状态:●修整○轧制○机加
检验规程:GB50235-2001
验收标准:GB11345-89
—
Ⅱ级合格
ZH02
110mm
未发现超标缺陷
—-
—
Ⅱ级合格
ZH03
110mm
未发现超标缺陷
—-
—
Ⅱ级合格
ZH04
Ⅱ级合格
ZH05
110mm
未发现超标缺陷
超声波探伤报告

SCPEC-JL-82012顾客Custome r:ChinaPower Complete Equipment Co., Ltd超声波检验工艺规程UTProcedure:SCPEC-AI04A/3耦合剂Couplant :水 Water 材料Material :A335P91 仪器Instrument:HSD-20 扫描速度(最大)Scanning Speed(Max): ″ Per Second 技术Technique:脉冲回波法Pulse Echo 纵波Longitudinal ModePipe in fixed position, rotating on rollers with search unit in fixed position, traveling in the axial direction producing a helical scan.横波Shear Mode超声波检验报告UT Report部件号Part NO:46-0828-227-165日期DATE: 年 月 日扫查Scanning:钢管在固定位置并在辊轮上转动,在固定位置的探头沿管子轴向移动形成螺旋线扫描。
规范Specification:ASTM A335方法Method:接触法Contact 重叠Overlap:More Than10%探头转位Indexing:自动螺旋线扫描Automatic Helical ScanSCPEC-JL-82012超声波检验报告UT ReportNotes: The recording of false, fictitious or fraudulent statements or entries on this document is not 要报告的信号Reportable Indications检 验 员Examiner级别 SNT-TC-IA LEVEL Ⅱ检 验 员Examiner UT 级别 SNT-TC-IA LEVEL Ⅲ部门签署Dept.Sig n-off日期 Date有效日期EXP.Date Dec.04,2010有效日期EXP.Date Jul.17,2011。
钢结构焊缝无损检测报告(UT)

页共
页
焊缝探伤试验检测报告 (超声波探伤)
试验室名称: 施工/委托单位 工程名称 工程部位/用途 试验依据 主要仪器设备及编号 检测部位 检测技术 等级 表面状态 检测部位示意图: 坡口形式 探伤 灵敏度 耦合剂 材质 表面补偿 探伤时机 试块 报告编号: 委托编号 样品编号 样品描述 判定依据
QB020904
探头型号 验收级别
报
序 号 焊缝编号 板厚 (mm)
告
检测长度 (mm)
内
位置
容
长度 深度 当量 (dB) 级 别Байду номын сангаас结论
缺 陷 情 况(mm)
检测结论: 备注: 试验: 审核: 签发: 日期: 年 月 日(专用章)
超声波探伤检测报告

超声波探伤检测报告1. 背景超声波探伤是一种非破坏性检测技术,广泛应用于工业领域中材料的缺陷检测和质量控制。
其原理是利用超声波在材料中的传播特性,通过检测超声波在材料中传播过程中的反射、折射和散射等现象,来判断材料内部的缺陷情况。
本次探测任务是对一块钢板进行超声波探伤检测。
钢板是一种常见的工业材料,广泛应用于建筑、制造业等领域。
通过超声波探伤检测,我们可以了解钢板内部是否存在缺陷,如裂纹、孔洞等,以及缺陷的位置、形状和大小等信息。
2. 分析2.1 超声波传播原理超声波是指频率超过20kHz的声波,其在固体材料中的传播速度和传播路径受到材料的物理性质和结构的影响。
当超声波遇到材料的界面或缺陷时,会发生反射、折射和散射等现象,这些现象可以被探测设备接收到并转换成电信号。
2.2 探测设备本次超声波探伤检测使用的是一台数字超声波探测仪。
该设备具有高频率、高灵敏度和高分辨率的特点,能够对材料进行精确的探测。
2.3 检测方法本次检测采用了脉冲回波法。
具体操作步骤如下: 1. 将超声波探测仪的探头与钢板表面紧密接触,并设置合适的探测参数,如脉冲重复频率、探头角度等。
2. 发送超声波脉冲信号,信号在钢板中传播并与内部缺陷发生相互作用。
3. 接收探测仪接收到的回波信号,并通过信号处理和分析,得到钢板内部的缺陷信息。
2.4 数据分析通过对探测仪接收到的回波信号进行分析,我们可以得到钢板内部的缺陷信息,包括缺陷的位置、形状和大小等。
在分析过程中,我们还需要考虑钢板的材料性质和结构特点,以便更准确地判断缺陷的性质和严重程度。
3. 结果经过超声波探伤检测,我们得到了如下结果:1.钢板表面无明显缺陷,平整度良好。
2.钢板内部存在一处裂纹,位于钢板的中心位置,长度约为10mm,宽度约为0.5mm。
裂纹呈直线状,与钢板表面垂直。
4. 建议根据上述结果,我们提出以下建议:1.针对钢板内部的裂纹缺陷,建议采取修复措施,以防止裂纹的扩展和影响钢板的使用寿命。
超声波探伤报告格式
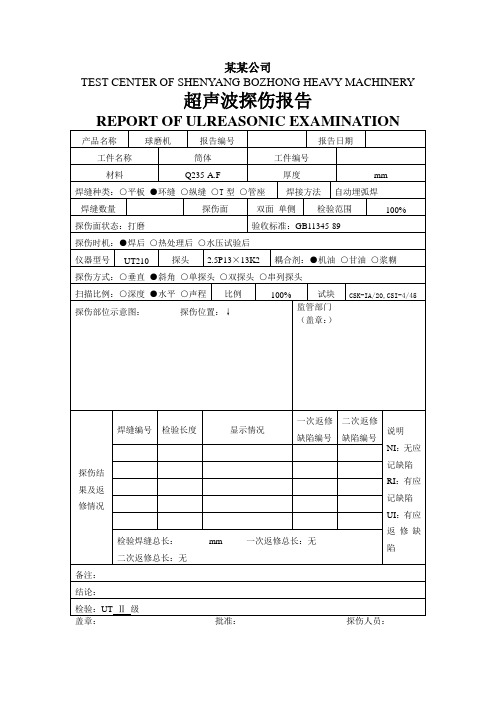
试块
CSK-IA/20,CSI-4/45
探伤部位示意图:探伤位置:↓
监管部门
(盖章:)
探伤结果及返修情况
焊缝编号
检验长度
显示情况
一次返修缺陷编号
二次返修缺陷编号
说明
NI:无应记缺陷
RI:有应记缺陷
UI:有应返修缺陷
检验焊缝总长:mm
一次返修总长:无
二次返修总长:无
备注:
结论:
检验:UTⅡ级
盖章:批准:探伤人员:
自动埋弧焊
焊缝数量
探伤面
双面单侧
检验范围
100%
探伤面状态:打磨
验收标准:GB11345-89
探伤时机:●焊后 ○热处理后 ○水压试验后
仪器型号
UT21剂:●机油 ○甘油 ○浆糊
探伤方式:○垂直 ●斜角 ○单探头 ○双探头 ○串列探头
扫描比例:○深度●水平 ○声程
比例
某某公司
TESTCENTEROFSHENYANGBOZHONG HEAVY MACHINERY
超声波探伤报告
REPORT OF ULREASONIC EXAMINATION
产品名称
球磨机
报告编号
报告日期
工件名称
筒体
工件编号
材料
Q235-A.F
厚度
mm
焊缝种类:○平板●环缝 ○纵缝 ○T型 ○管座
焊接方法
超声波探伤检测报告
超声波探伤检测报告综述:超声波探伤检测是一种常用的无损检测技术,通过超声波在材料中的传播和反射来检测材料内部的缺陷和结构性问题。
本报告将针对某个特定对象进行超声波探伤检测,并对检测结果做出评估和建议。
一、检测对象本次超声波探伤检测的对象为一根金属材料的焊接接头。
焊接接头在工业生产中广泛应用,其质量和强度直接关系到整体结构的安全性。
针对焊接接头的超声波探伤检测可以有效地发现焊缝中的裂纹、气孔等缺陷,进而保证产品质量和使用寿命。
二、试验方法超声波探伤检测采用了常见的脉冲回波法。
首先,将超声波探头与待测焊接接头相接触,通过探头发出的脉冲超声波在材料中传播并反射回来。
通过接收和分析反射波形的特征,可以推断出焊接接头内部结构以及是否存在缺陷。
为了保证试验的可靠性,本次超声波探伤检测采用了多次重复检测的方法,并计算了平均值和标准差。
此外,还对检测设备进行了校准,确保测量结果的精确性。
三、检测结果根据超声波探伤检测结果显示,焊接接头存在一个小型裂纹。
裂纹的长度约为0.5毫米,深度约为0.2毫米。
该裂纹位于焊缝的表面附近,对焊接接头的强度和使用寿命可能产生一定的影响。
四、评估和建议基于检测结果,对焊接接头的质量和安全性进行评估并提出建议。
首先,0.5毫米的裂纹虽然较小,但在长时间使用过程中有可能逐渐扩大。
因此,建议在焊接接头上修复该裂纹,以确保焊接接头的强度和使用寿命。
其次,针对裂纹的具体位置,可以考虑采取增加焊接材料的方法来加固该区域。
同时,对焊接工艺进行优化,以降低裂纹产生的风险。
最后,超声波探伤检测应定期进行,以及时发现潜在的问题和缺陷。
此外,检测设备要保持良好的状态,并进行定期校准,以提高检测结果的准确性和可靠性。
结论:超声波探测是一种有效的无损检测方法,能够对焊接接头等材料进行全面的检测和评估。
通过本次超声波探伤检测,我们发现了焊接接头上的一处小型裂纹,并提供了相应的修复和改进建议。
通过及时采取措施,可以保证焊接接头的质量和安全性,提高整体产品的性能和可靠性。