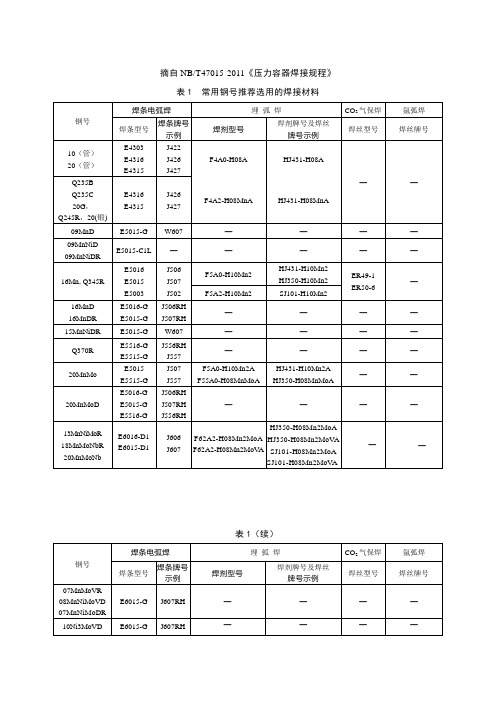
常用钢材焊接推荐选用焊材
焊材选择与91-2焊接

详细说明品牌:易欣产地:美国价格:320人民币/1kg规格:齐全简要说明:9CrMoV-N ER90S-B9 Φ2.4 5.0Kg/管详细介绍:火力发电厂常用P91/T91、WB36、T23进口焊接材料汇总表/国产特种焊接材料汇总表火力发电厂脱硫岛常用进口表1.T91钢的化学成分成分 C Mn Si S p Cr Ni Mo Nb V N下限0.08 0.30 0.20 - - 8.00 - 0.85 0.06 0.18 0.03上限0.12 0.60 0.50 0.01 0.02 9.50 0.40 1.05 0.10 0.25 0.07由表1可以看出T91钢的化学成分限制是十分严格的。
1.1.1.2 新型马氏体耐热钢的焊接超超临界机组锅炉用新型马氏体耐热钢常用于超超临界机组管道和过热器管上。
T/P91钢使用温度小于593℃。
T/P92是在T/P91耐热钢基础上发展起来的新型耐热钢,其中T/P92是在T/P91的基础上通过加入1.5%~2.0%W代替部分Mo元素,Mo元素含量下降到0.3%~0.6%而形成的。
这些9%Cr钢具有良好的力学性能。
马氏体钢的下一步发展是在这些钢的基础上加入Co、B等合金元素来进一步提高抗蠕变性能和抗氧化性能。
1.1.2 SA-213T91钢焊接工艺试验1.1.2.1 试验条件(1)钢材T91钢,∮42×5mm(2)焊接方法采用手工钨极氩弧焊,氩气流量8-10L/min(背面充氩6-8L/min)(3)环境温度20-30℃,湿度<60%。
(4)焊接位置水平固定(5G),垂直固定(2G)。
(5)热处理设备LWK-12×(0-220)-B。
(6)焊接设备ZX7-400STG。
(7)焊接材料焊丝:MTS-3,∮2.4mm。
1.1.2.2 焊接工艺规范(1)焊前坡口制备(机械加工出V型30°坡口)(2)焊前清理清除坡口内外母材表面两侧10mm范围内及焊丝表面的油污、铁锈、水分等,直至露出金属光泽。
常用钢号推荐选用的焊接材料
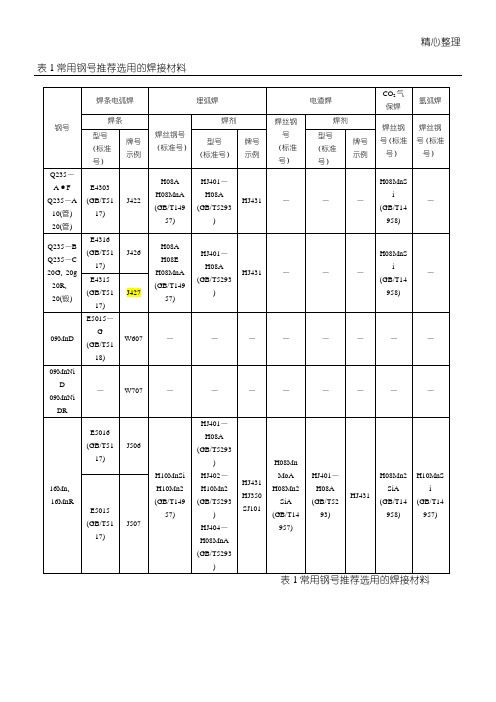
精心整理表1常用钢号推荐选用的焊接材料
JB/T4709—2000
表2常用钢号分类分组
清理干净。
5.5为防止沾附焊接飞溅,奥氏体高合金钢坡口两侧各100mm范围内应刷涂料。
5.6焊条、焊剂按规定烘干、保温,常用焊材烘干温度及保持时间见表4;焊丝需
去除油、锈;保护气体应保持干燥。
5.7预热
5.7.1根据母材的化学成份、焊接性能、厚度、焊接接头的拘束程度、焊接方法
和焊接环境等综合考虑是否预热,必要时通过试验确定。
常用钢号推荐的预热温度见表5。
5.7.2不同钢号相焊时,预热温度按预热温度要求较高的钢号选取。
5.7.3采取局部预热时,应防止局部应力过大。
预热的范围为焊缝两侧各不小于
焊件厚度的3倍,且不小于100mm。
表
表3不同
钢号相焊推荐选用焊接材料表
表3不同钢号
相焊推荐选用焊接材料表
)
JB/T4709—2000
表4常用焊材烘干温度及保持时间
JB/T4709—2000
表5常用钢号推荐的预热温度
5.9组对定位
5.9.1组对时,坡口间隙、错边量、棱角度等应符合规定。
5.9.2尽量避免强力组装,定位焊缝间距要符合规定。
5.9.3焊接接头拘束度大时,推荐采用抗裂性能更好的焊条施焊。
5.9.4定位焊缝不得有裂纹,否则应清除重焊。
如存在气孔、夹渣时亦应去除。
5.9.5熔入永久焊缝内的定位焊缝两端应便于接弧,否则应予修整。
6焊接
6.1焊前应按接头编制焊接工艺规程(推荐表格见附录B),焊工应按图样、工艺文件、技术标准施焊。
钢制压力容器焊接通用规程
HJ350-H08MnMoA
HJ431-H08MnMoA
低碳钢与耐热型低合金钢相焊
Fe-1-1与Fe-4、Fe-5A、Fe-5B-1相焊
E4315
J427
F4A0-H08A
HJ431-H08A
HJ350-H08A
HJ101-H08A
强度型低合金钢与耐热型低合金钢相焊
Fe-1-2与Fe-4
12Cr2Mo
12Cr2Mo1
12Cr2MoG
12Cr2Mo1R
E6015-B3
R407
1Cr5Mo
E5MoV-15
R507
06Cr19Ni10
F308-H08Cr21Ni10
SJ601-H08Cr21Ni10
HJ260-H08Cr21Ni10
H08Cr21Ni10
06Cr18Ni11Ti
F347-H08Cr20
J507RH
15MnNiDR
E5015-G
W607
Q370R
E5016-G
E5015-G
J556RH
J557
20MnMo
E5015
E5015-G
J507
J557
20MnMoD
E5016-G
E5015-G
E5516-G
J506RH
J507RH
J556RH
13MnNiMoR
18MnMoNbR
20MnMoNb
HJ260-H08Cr19Ni14Mo3
H08Cr19Ni14Mo3
022Cr19Ni10
E308L-16
A002
F308L-H03Cr21
Ni10
SJ601-H03Cr21Ni10
常用的焊接材料有哪些
常用的焊接材料有哪些首先,我们来谈谈焊条。
焊条是焊接中常用的一种焊接材料,根据其成分不同可以分为药芯焊条和无药芯焊条。
药芯焊条是在焊丝中加入了一定比例的焊剂,可以在焊接过程中起到保护熔融金属的作用,提高焊接质量。
而无药芯焊条则需要在焊接过程中另外添加焊剂。
常见的焊条材料有碳钢焊条、不锈钢焊条、铝合金焊条等,根据不同的焊接材料可以选择相应的焊条。
其次,焊丝也是常用的焊接材料之一。
焊丝分为药芯焊丝和无药芯焊丝,与焊条类似。
药芯焊丝在焊接过程中可以起到保护熔融金属的作用,提高焊接质量。
无药芯焊丝则需要在焊接过程中另外添加焊剂。
常见的焊丝材料有碳钢焊丝、不锈钢焊丝、铝合金焊丝等,根据不同的焊接材料可以选择相应的焊丝。
除了焊条和焊丝,焊剂也是不可或缺的焊接材料之一。
焊剂可以在焊接过程中起到保护熔融金属的作用,防止氧化、脱碳和氢致脆等缺陷的产生,提高焊接质量。
常见的焊剂有氧化剂、还原剂、保护剂等,根据不同的焊接材料和焊接方法可以选择相应的焊剂。
此外,焊接辅助材料也是焊接过程中不可或缺的一部分。
焊接辅助材料包括焊接流量、焊接盒、焊接夹具等,它们可以在焊接过程中起到固定工件、保护工件、控制焊接过程等作用,提高焊接质量和效率。
最后,还有一种常用的焊接材料是焊接气体。
焊接气体在气体保护焊中起到保护熔融金属的作用,防止氧化、脱碳和氢致脆等缺陷的产生,提高焊接质量。
常见的焊接气体有氩气、氩氩混合气、氩氩氩混合气等,根据不同的焊接材料和焊接方法可以选择相应的焊接气体。
总的来说,常用的焊接材料包括焊条、焊丝、焊剂、焊接辅助材料和焊接气体。
根据不同的焊接材料和焊接方法,选择合适的焊接材料对于焊接质量和效果至关重要。
希望本文对您有所帮助,谢谢阅读!。
不锈钢焊材选择型号
不锈钢焊材选择型号A002 焊接超低碳 Cr19Ni11 不锈钢或 0Cr19Ni10 不锈钢构造,如合成纤维、化肥、石油等设备A022 焊接尿素及合成纤维设备A042 不锈钢焊条钛钙型药皮的超低碳Cr23Ni13Mo2 不锈钢焊条,可交直流两用。
由于焊缝金属中参与适量的钼,故提高了焊缝金属的抗裂性及耐腐蚀性能。
用于一样类型的超低碳不锈钢材料及异种钢焊接等。
焊前焊条须经150℃左右烘焙,尽可能承受直流电源,以免焊条发红。
A062 焊接合成纤维、石油化工设备用同类型的不锈钢构造、复合钢和异种钢构造A082 用于 00Cr17Ni15Si4Nb 、00Cr14Ni17Si4 等耐浓硝酸腐蚀钢的焊接和补焊A802 焊接硫酸浓度 50% 和确定工作温度及大气压力的制造合成橡胶的管道,以及 Cr18Ni18Mo2Cu2Ti 等钢种A102 钛钙型交直流金属化学成份〔%〕C≤0.08,Cr18.0~21.0Ni9.0~11.0 用于焊接工作温度低于300℃的耐腐蚀的OCrl9Ni9、OCrl9Ni11Ti 的不锈铜构造。
A107 低氢钠型直流金属化学成份〔%〕C≤0.08,Cr18.0~21.0Ni9.0~11.0 用于焊接工作温度低于300℃的耐腐蚀的0Cr19Ni9 型不锈钢构造,也可焊接一些可焊性较差的钢材(如高铬钢等)以及堆焊不锈铜外表层。
A132 钛钙型交直流金属化学成份〔%〕C≤0.08,Cr18.0~21.0Ni9.0~11.0Nb8×C~1.00 用于焊接重要的耐腐蚀,含铌稳定的0Cr19Ni11Ti 型不锈钢。
A137 低氢钠型直流金属化学成份〔%〕C≤0.08,Cr18.0~21.0Ni9.0~11.0Nb8×C~1.00 用于焊接重要的耐腐蚀,含铌稳定的0Cr19Ni11Ti 型不锈钢。
A202 钛钙型交直流金属化学成份〔%〕C≤0.08,Cr17.0~20.0Ni11.0~14.0,Mo2.0~3.0 用于焊接在有机和无机酸(非氧化性酸)介质中工作的0Cr18Ni12Mo2,不锈钢或作为异种钢焊接。
镀锌钢材焊接适用的焊条

镀锌钢材焊接适用的焊条一、镀锌钢材焊接的背景镀锌钢材是通过在钢材表面镀上一层锌层来防止钢材生锈的一种处理方法。
然而,在焊接过程中,由于高温作用,锌层会氧化并挥发,导致焊缝产生质量问题。
为了解决这个问题,需要选择适合镀锌钢材焊接的焊条。
二、镀锌钢材焊接的特点镀锌钢材焊接相比普通钢材焊接有其独特的特点。
首先,焊接时锌层氧化产生的氧化物可能会降低焊缝的强度和密封性。
其次,锌在高温下易挥发,产生有害气体,对焊工的健康造成威胁。
因此,在选择焊条时需要考虑到这些特点。
三、适用的焊条类型1. 镀锌钢材焊接常用的焊条类型包括碳钢焊条、不锈钢焊条和低合金焊条。
碳钢焊条是一种常用的焊接材料,适用于焊接低碳钢和中碳钢。
在焊接镀锌钢材时,碳钢焊条可以提供良好的焊接性能和强度,但需要注意焊接过程中锌层氧化产生的问题。
不锈钢焊条是一种耐腐蚀性能较好的焊接材料,适用于焊接不锈钢和镀锌钢材。
不锈钢焊条能够提供较好的焊接质量和耐腐蚀性能,但价格较高。
低合金焊条是一种含有少量合金元素的焊接材料,适用于焊接高强度钢材。
低合金焊条具有较高的强度和韧性,适用于焊接镀锌钢材时需要考虑焊接强度的情况。
2. 根据焊接方法的不同,还可以选择手工焊条和自动焊条。
手工焊条适用于手工电弧焊接,适用于焊接简单的结构和小型工件。
手工焊条操作灵活,适用于不规则形状的焊接。
自动焊条适用于自动化焊接,适用于大批量生产和高效率要求的焊接。
自动焊条具有高效率、高质量和一致性的特点,但需要专门的设备进行焊接。
四、焊条的选择原则在选择镀锌钢材焊接的焊条时,需要考虑以下几个原则:1. 适用性原则:选择焊条时需考虑焊接材料和焊接方法的适用性,以保证焊接质量。
2. 防止氧化原则:焊条应具有抗氧化性能,以减少焊接过程中锌层氧化产生的问题。
3. 耐腐蚀性原则:焊条应具有良好的耐腐蚀性能,以保证焊接部位的耐久性。
4. 焊接强度原则:根据实际需求选择合适的焊条,以保证焊接部位的强度要求。
焊接材料的选用及引用标准

焊接材料选用的基本原则1.编制说明1.1本标准作为工厂产品设计,工艺文件编制和焊接材料定额制定的主要依据。
2. 焊接材料选用标准依据以下原则制定。
①结构钢焊接材料的选用主要考虑其熔敷金属的强度等于或略高于母材。
但对于淬硬倾向较大的钢种,其底层焊缝或非主要受力焊缝,可以选用其熔敷金属强度略低于母材的焊接材料。
②对于耐热钢或不锈钢的焊接材料,主要考虑其熔敷金属的化学成份应与母材基本接近。
③同时要考虑到产品的工作条件和刚度大小。
④同时要考虑到焊接工艺性能的因素。
⑤为了便于工厂对焊接材料的采购和管理,尽量简化品种。
⑥低合金钢与碳钢的异种钢焊,焊接材料选用基本原则是以机械性能达到较低一侧,而焊接工艺应按要求较高一侧。
⑦不锈钢与其他的异种钢焊接,焊接材料选用的基本原则是考虑过渡层的焊接特性。
⑧由于异种钢焊接情况比较复杂,某些情况下亦应通过焊接工艺试验或其它原则选定。
3.考虑到供应工作的困难及其它特殊原因,在选用标准中,专列一项“允许代用焊条(焊丝)”。
在一般情况下均应选用“应选用焊条(焊丝)”一栏中拟定的牌号。
4. 对于我厂第一次使用的新钢种,必须经过焊接工艺评定试验,确定其焊接材料,包括本标准中已列出的钢种,也必须通过焊接工艺评定试验加以验证。
5. 焊接材料选用标准(表1、表2、表3、表4)表1常用钢材焊接材料选用表表2常用钢材焊接材料选用表表3异种钢材焊接材料选用表1.低合金钢与碳钢焊接表4铬\铬镍不锈钢与其它钢焊接材料选用表注:1)碳钢包括Q235-A,20,20g2)低合金钢包括:16Mn;16Mng;16MnR;20MnMo;19Mn6;15MnV;14MnMoV;18MnMoNb;BHW-35 3)耐热钢包括:12CrMo;15CrMo;12Cr1MoV;12Cr2MoWVTiB4)奥氏体不锈钢包括:0Cr18Ni9;1Cr18Ni9;0Cr18Ni9Ti;1Cr18Ni9Ti;Cr20Ni14Si2;Cr25Ni13;Cr25Ni20 5)铁素体不锈钢包括:0Cr13;1Cr136)马氏体不锈钢包括:2Cr13;3Cr13;1Cr6Si2Mo碳钢(GB5117),低合金钢(GB5118),不锈钢(GB983)焊条新旧对照表焊接材料选用标准2006-0424(代替1999-0424)焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
常用钢号推荐选用的焊接材料
Q370R,15MnNiNbDR
Fe-1-4
07MnMoVR,07MnNiMoDR,07MnNiVDR
Fe-2
—
—
Fe-3
Fe-3-1
12CrMo
Fe-3-2
20MnMo,20MnMoD,10MoWVNb
12SiMoVNb
Fe-3-3
13MnNiMoR,18MnMoNbR,20MnMoNb,20MnNiMo
F48P0-H08CrMoVA
HJ350-H08CrMoVA
ER55-B2-
MnV
H08CrMoVA
12Cr2Mo
12Cr2Mo1
12Cr2MoG
12Cr2Mo1R
E6015-B3
R407
—
—
—
—
1Cr5Mo
E5MoV-15
R507
—
—
—
—
06Cr19Ni10
E308-16
E308-15
A102
A107
J427
F4A2-H08MnA
HJ431-H08MnA
09MnD
E5015-G
W607
—
—
—
—
09MnNiD
09MnNiDR
E5015-C1L
—
—
—
—
—
16Mn, Q345R
E5016
E5015
E5003
J506
J507
J502
F5A0-H10Mn2
HJ431-H10Mn2
HJ350-H10Mn2
ER49-1
表
钢材种类
接头母材
类别、组别代号
焊条电弧焊