不锈钢焊丝牌号
不锈钢焊丝型号都有什么
不锈钢焊丝一般可分为不锈钢实芯焊丝和不锈钢药芯焊丝,因不仅可用惰性气体保护焊(TIG,MIG焊),且用于埋弧焊,同时还可像碳钢和低合金钢药芯焊丝一样,对不锈钢进行既简便又高效的焊接,因此,现被广泛使用,致使生产的型号也是越来越多,那具体都有哪些呢?目前在市场上比较常见的不锈钢焊丝型号一般有ER307Si、ER308、ER308L、ER308LSi、ER309、ER309L、ER309LSi、ER310、ER316、ER316L、ER316LSi、ER321、ER347、ER410、ER2209以及ER3045等。
其直径一般为MIG盘装丝:0.8、1.0、1.2、1.6 ……………………………15kg/盘;TIG直条:1.2、1.6、2.0、2.4、3.0、4.0、5.0…………5公斤/筒;埋弧丝:2.0、2.4、3.0、4.0、5.0…………………………25公斤/圈。
同时,由于不同型号的不锈钢焊丝具有不同的应用范围,因此,大家在选择时还需根据实际需求再做选择,具体如下。
首先就是按被焊结构的钢种选择,如,对于低合金高强度钢,主要是按“等强匹配”原则,选用满足力学性能要求的焊丝;而对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致性或相似性,以满足对耐热性和耐腐蚀性等方面的要求。
第二就是要按被焊部件的质量要求(特别是冲击韧性)选择。
该原则与焊接条件、坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接口性能的前提下,选择达到最大焊接效率及降低焊接成本的焊接材料。
第三就是按焊接位置选择。
所用焊丝的直径,确定焊机的电流值,要根据被焊工件的板厚进行选择,并参考各生产厂商的产品介绍资料和使用经验,选择适合于焊接位置及使用电流的焊丝牌号。
目前,船王焊材已成为国内可信赖不锈钢焊丝品牌,在全球享有较好口碑,厂家更是保持一颗回馈客户之心,为每一位用户创造更大利润,厂家对于产品设定的利润值比较低,故而其市场定价经济,加之,具有完善的售后服务,因此,是您选购不锈钢焊丝的理想选择。
焊丝对照表
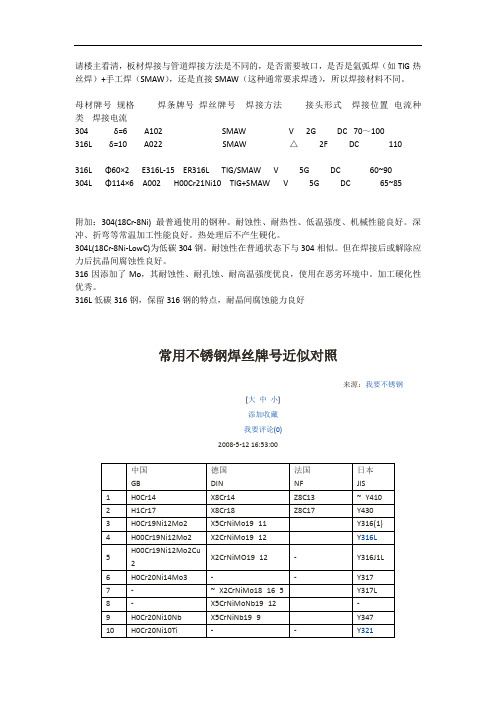
请楼主看清,板材焊接与管道焊接方法是不同的,是否需要坡口,是否是氩弧焊(如TIG热丝焊)+手工焊(SMAW),还是直接SMAW(这种通常要求焊透),所以焊接材料不同。
母材牌号规格焊条牌号焊丝牌号焊接方法接头形式焊接位置电流种类焊接电流304 δ=6 A102 SMAW V 2G DC 70~100316L δ=10 A022 SMAW △ 2F DC 110316L Φ60×2 E316L-15 ER316L TIG/SMAW V 5G DC 60~90304L Φ114×6 A002 H00Cr21Ni10 TIG+SMAW V 5G DC 65~85附加:304(18Cr-8Ni) 最普通使用的钢种。
耐蚀性、耐热性、低温强度、机械性能良好。
深冲、折弯等常温加工性能良好。
热处理后不产生硬化。
304L(18Cr-8Ni-LowC)为低碳304钢。
耐蚀性在普通状态下与304相似。
但在焊接后或解除应力后抗晶间腐蚀性良好。
316因添加了Mo,其耐蚀性、耐孔蚀、耐高温强度优良,使用在恶劣环境中。
加工硬化性优秀。
316L低碳316钢,保留316钢的特点,耐晶间腐蚀能力良好常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y317 7-~ X2CrNiMo18 16 5Y317L 8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y347 10H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y3177-~ X2CrNiMo18 16 5Y317L8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y34710H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-序号牌号型号序号牌号型号可以用型号和牌号来反映焊丝的主要性能特征及类别。
不锈钢焊丝材质为h0cr21ni10标准号
标题:深度解析不锈钢焊丝材质H0Cr21Ni10标准号导言在工程建设和制造领域中,不锈钢材料得到了广泛的应用。
而不锈钢焊丝作为不锈钢材料的一种重要形式,其材质对于焊接的质量和性能有着至关重要的影响。
其中,H0Cr21Ni10作为一种常见的不锈钢焊丝材质标准号,其特性和应用也备受关注。
本文将从不锈钢焊丝的基本概念和特性出发,深入探讨H0Cr21Ni10标准号的意义、特点和应用,以期为读者提供全面的了解和深刻的认识。
一、不锈钢焊丝的基本概念和特性1.1 不锈钢焊丝的定义不锈钢焊丝是一种用于对不锈钢材料进行焊接的焊接材料。
它具有耐腐蚀、耐热、耐磨等特点,广泛应用于制造业的各个领域。
1.2 不锈钢焊丝的特性不锈钢焊丝具有良好的化学稳定性、机械性能及耐腐蚀性能,在焊接过程中能够确保焊接接头的质量和性能。
二、H0Cr21Ni10标准号的解析2.1 H0Cr21Ni10标准号的含义H0Cr21Ni10是一种不锈钢焊丝的材质标准号,其中"H"代表铁素体不锈钢,"0"表示含碳量在0.06%以下,"Cr"代表铬含量,"21"代表铬含量为21%,"Ni"代表镍含量,"10"代表镍含量为10%。
2.2 H0Cr21Ni10标准号的特点H0Cr21Ni10具有良好的耐高温性能、抗氧化性能和耐腐蚀性能,适用于在高温高压环境下的焊接工艺。
2.3 H0Cr21Ni10标准号的应用领域H0Cr21Ni10广泛应用于化工、石油、冶金等领域的设备制造、管道焊接等工艺。
其优异的耐腐蚀性能和耐高温性能,使其成为这些领域的理想选择。
三、个人观点和理解通过对H0Cr21Ni10标准号的深入了解,我认为其在工程建设和制造领域中具有重要的意义和应用前景。
其优异的耐腐蚀性能和耐高温性能,使其不仅在化工、石油、冶金等领域得到广泛应用,也在食品加工、医药制造等领域展现出潜在的市场需求和发展空间。
WEL TIG焊焊条及焊丝牌号一览表

用于 27Cr‐8.5Ni‐N 钢(NAR‐SN‐5 钢) 203
用于
244
20Cr‐12Ni‐2Si‐1.5Mo‐1.5Cu‐0.15N 204
用于极低温钢、非磁性钢 205
用于 18Cr‐15Ni‐5Mo 钢
244
用于 18Cr‐13Ni‐4Mo 钢
206
用于 20Cr‐25Ni‐5Mo‐1.5Cu 钢 207
相当规格
JIS
AWS
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
WEL TIG 35C
—
—
WEL TIG 35CL
—
—
WEL TIG HM‐40
—
—ห้องสมุดไป่ตู้
WEL TIG 35H
—
—
WEL TIG 35CW
—
—
WEL TIG MR‐1
—
—
WEL TIG 22H
—
—
WEL TIG HS
—
—
主要用途
页
用于 19Cr‐12Ni‐3Mo‐低碳管子初层 217 用于 22Cr‐6Ni‐3Mo‐N 管子初层 217
246
用于 KHR 32C
246
用于 KHR 35C
用于 KHR 35CL
246
用于 0.4C‐25Cr‐35Ni‐Mo 钢 246
用于 KHR 35H
221
用于 KHR 35CW
246
用于
246
0.45C‐25Cr‐35Ni‐1.5W‐Nb 钢 222
用于 0.5C‐27Cr‐50Ni‐5W 钢 246
不锈钢焊丝标准资料

不锈钢焊条标准GB/T983-1995 代替GB/T983-851、主题内容与适用范围本标准规定了不锈钢焊条的型号分类、技术要求、试验方法及检验规则等内容。
本标准适用于手工电焊弧接用的不锈钢焊条。
这类焊条熔敷金属中铬含量应于于10.5%,作的含量应超过其他任何元素。
2、引用标准GB223.1-223.70钢铁及合金化学分析方法GB1954铬镍奥氏体不锈钢焊缝铁素体含量测量方法GB2652焊缝及熔敷金属拉抻试验方法GB4334.5不锈钢硫酸-硫酸铜腐蚀试验方法3、型号分类3.1焊条根据熔敷金属的化学成分、药皮类型、焊接位置及焊接电流种类划分型号,见表1、表2。
3.2型号编制方法字母“E“表示焊条,“E“后面的数字表示熔敷金属化学成分分类代号,如有特殊要求的化学成分,该化学成分用元素符号表示放在数字的后面。
短划“-“后面的两位数字表示焊条类型、焊接位置及焊接电流种类。
3.3本标准中焊条型号举例如下:E 308 -15┬┬└表示焊条为碱性药皮,适用于全位置,采用直流反极性焊接│└───表示熔敷金属化学成分分类代号└─────表示焊条E 410-NiMo –26┬┬┬└表示焊条为碱性或其他类型药皮,适用于平焊和横焊位置,采用交流或直流反极性焊接│││││└───表示熔敷金属中Ni和Mo的含量有特殊要求。
│└─────表示熔敷金属化学成分分类代号└───────表示焊条表1 熔敷金属化学成分(略)表2 焊接电流及焊接位置焊条型号焊接电流焊接位置EXXX(X)-15 直流反接全位置EXXX(X)-25 平焊、横焊EXXX(X)-16 交流或直流反接全位置EXXX(X)-17EXXX(X)-26 平焊、横焊注:直径等于和大于5.0mm焊要不推荐全位置焊接。
4、技术要求4.1尺寸4.1.1焊条尺寸应符合表3规定。
表3 焊条尺寸mm 焊条直径焊条长度基本尺寸极限偏差基本尺寸极限偏差1.6,2.0 -0.08 220-260 ±2.02.5 230-3503.2 300-4604.0,5.0,6.0 340-4604.1.1.1允许制造直径3.0mm焊条代替3.2mm焊条,直径5.8mm焊条代替6.0mm 焊条。
不锈钢焊丝牌号和型号对照表

不锈钢焊丝牌号和型号对照表不锈钢是一种具有高抗腐蚀性、高强度和耐热性的特殊合金材料。
它被广泛应用于化工、制药、航空航天、食品加工等领域。
不锈钢焊丝是制造不锈钢焊接材料的重要组成部分。
为了方便生产、选择和应用,对不锈钢焊丝的牌号和型号进行对照标准化,这篇文章将详细介绍不锈钢焊丝的牌号和型号对照表。
一、不锈钢焊丝的牌号不锈钢焊丝的牌号通常用字母和数字组合表示。
其中字母代表不锈钢的类型,数字代表不锈钢的成分。
下面是常见的不锈钢焊丝牌号:1. ER308: 代表18Cr-8Ni不锈钢焊丝,用于焊接304/304L不锈钢。
2. ER316: 代表Mo含量为2%-3%的18Cr-12Ni-2.5Mo不锈钢焊丝,适用于焊接316/316L不锈钢。
3. ER316L: 代表低碳18Cr-12Ni-2.5Mo不锈钢焊丝,用于焊接316L不锈钢。
4. ER309: 代表22Cr-12Ni不锈钢焊丝,用于焊接不锈钢中Cr含量较高的材料。
5. ER309L: 代表低碳22Cr-12Ni不锈钢焊丝,用于焊接不锈钢中Cr含量较高的材料。
6. ER312: 是一种高铬、高镍的不锈钢焊丝,适用于焊接高温合金和耐蚀合金等材料。
7. ER385: 是一种超级不锈钢焊丝,主要用于焊接高合金、耐蚀和耐热材料。
二、不锈钢焊丝的型号对照表不同的厂家和国家可能采用不同的不锈钢焊丝标准,因此不同的不锈钢焊丝牌号之间存在一定的差异。
为了更好地进行对照和选择,我们需要制定一份不锈钢焊丝型号对照表。
下面是常见的不锈钢焊丝型号对照表:品牌 | 牌号 | 对照牌号德国B?hler | ER308LSi | SG 19 9 LSi瑞典ESAB | ER308L | OK Tigrod 13.09美国Lincoln | ER308L | SuperGlaze 308L日本Kobe | ER308L | Premiarc 308L/309L法国Air Liquide | ER308L | Inoxcar以上型号对照表中的“ER”表示焊丝,后面的“308”表示其成分中Cr含量在17-19%之间,Ni含量在8-10%之间。
常用各种焊丝型号
常用各种焊丝型号一、一般常用焊丝1、DY-YJ502(Q)钛型渣系的药芯焊丝。
工艺、力学性能优良,能够进行全位置焊接,特别是优良的低温韧性,以达到船级社3y 级认证。
广泛用于造船、钢结构、桥梁等。
2、DY-YJ507(Q)碱型渣系的药芯焊丝。
力学性能优良,扩散氢含量低,具有优良的低温抗裂性能。
-40度冲击功可达到80以上。
用于机械制造、水电、石油化工设备等。
3、DY-YJ607(Q)碱型渣系的药芯焊丝。
力学性能优良,扩散氢含量低,适用于60公斤级高强高韧性钢的焊接。
4、YJ502CrNiCu(Q)钛型全位置焊接药芯焊丝。
用于耐大气腐蚀钢的焊接。
如海洋平台的焊接用。
5、YJ502Ni(Q)钛型全位置焊接药芯焊丝。
低温冲击吸收功高,满足-40度气温下金属结构的使用。
二、耐热钢系列药芯焊丝1、DY-YR302(Q)钛型渣系的药芯焊丝,适用于1Cr-0.5Mo和1.25Cr-0.5Mo耐热钢的焊接用,广泛用于锅炉压力容器行业。
2、DY-YR312(Q)适用于12CrMoV珠光体耐热钢的焊接,广泛用于锅炉压力容器行业。
3、DY-YR317(Q)碱性渣系药芯焊丝。
适用于12CrMoV珠光体耐热钢的焊接,具有优良的低温冲击性能。
4、DY-YR402(Q)用于2.25Cr-1Mo耐热钢焊接。
三、不锈钢用气保护焊药性焊丝1、DY-YA308(Q)18%Cr-8%Ni不锈钢焊接用。
2、DY-YA308L(Q)超低碳18%Cr-8%Ni不锈钢焊接用。
3、DY-YA309(Q)异种钢焊接或复合钢板及堆焊不锈钢时过渡层焊接用。
4、DY-YA316(Q)18%Cr-12%Ni不锈钢焊接用。
四、气保护堆焊药芯焊丝1、DY-YD350(Q)广泛用于堆焊金属间磨损部件和轻度的土砂磨损的部件,HRC35.2、DY-YD450(Q)适于堆焊耐土砂磨损和耐金属间磨损的部件,HRC45.3、DY-YD600(Q)广泛用于耐土砂磨损的部件,HRC55-60.五、埋弧堆焊药芯焊丝1、DY-YD14(M)主要用于碳钢和低合金钢零部件的修复或作其它堆焊材料的过渡层,HRC26±2.2、DY-YD224B(M)主要用于热轧辊和其它耐磨损件的堆焊和修复,HRC59.3、DY-YD420(M)含铬13%的马氏体型堆焊药芯焊丝,耐腐蚀,耐磨损。
不锈钢焊丝、焊条的牌号、焊接材质查阅基本信息
不锈钢焊丝焊条牌号基本信息A002焊接超低碳Cr19Ni11 不锈钢或0Cr19Ni10 不锈钢结构,如合成纤维、化肥、石油等设备A022焊接尿素及合成纤维设备A042不锈钢焊条钛钙型药皮的超低碳Cr23Ni13Mo2不锈钢焊条,可交直流两用。
由于焊缝金属中加入适量的钼,故提高了焊缝金属的抗裂性及耐腐蚀性能。
用于相同类型的超低碳不锈钢材料及异种钢焊接等。
焊前焊条须经150℃左右烘焙,尽可能采用直流电源,以免焊条发红。
A062焊接合成纤维、石油化工设备用同类型的不锈钢结构、复合钢和异种钢结构A082用于00Cr17Ni15Si4Nb 、00Cr14Ni17Si4 等耐浓硝酸腐蚀钢的焊接和补焊A802焊接硫酸浓度50%和一定工作温度及大气压力的制造合成橡胶的管道,以及Cr18Ni18Mo2Cu2Ti 等钢种A102 钛钙型交直流金属化学成份(%)C≤0.08,Cr18.0~21.0Ni9.0~11.0 用于焊接工作温度低于300℃的耐腐蚀的OCrl9Ni9、OCrl9Ni11Ti的不锈钢结构。
A107 低氢钠型直流金属化学成份(%)C≤0.08,Cr18.0~21.0Ni9.0~11.0 用于焊接工作温度低于300℃的耐腐蚀的0Cr19Ni9型不锈钢结构,也可焊接一些可焊性较差的钢材(如高铬钢等)以及堆焊不锈钢表面层。
A132 钛钙型交直流金属化学成份(%)C≤0.08,Cr18.0~21.0Ni9.0~11.0Nb8×C~1.00 用于焊接重要的耐腐蚀,含铌稳定的0Cr19Ni11Ti 型不锈钢。
A137 低氢钠型直流金属化学成份(%)C≤0.08,Cr18.0~21.0Ni9.0~11.0Nb8×C~1.00 用于焊接重要的耐腐蚀,含铌稳定的0Cr19Ni11Ti 型不锈钢。
A202 钛钙型交直流金属化学成份(%)C≤0.08,Cr17.0~20.0Ni11.0~14.0,Mo2.0~3.0 用于焊接在有机和无机酸(非氧化性酸)介质中工作的0Cr18Ni12Mo2,不锈钢或作为异种钢焊接。