焊机型号 代号对照
焊接代号
焊接代号AW——ARC WELDING——电弧焊AHW——atomic hydrogen welding——原子氢焊BMAW——bare metal arc welding——无保护金属丝电弧焊CAW——carbon arc welding——碳弧焊CAW-G——gas carbon arc welding——气保护碳弧焊CAW-S——shielded carbon arc welding——有保护碳弧焊CAW-T——twin carbon arc welding——双碳极间电弧焊EGW——electrogas welding——气电立焊FCAW——flux cored arc welding——药芯焊丝电弧焊FCW-G——gas-shielded flux cored arc welding——气保护药芯焊丝电弧焊FCW-S——self-shielded flux cored arc welding——自保护药芯焊丝电弧焊GMAW——gas metal arc welding——熔化极气体保护电弧焊GMAW-P——pulsed arc——熔化极气体保护脉冲电弧焊GMAW-S——short circuiting arc——熔化极气体保护短路过度电弧焊GTAW——gas tungsten arc welding——钨极气体保护电弧焊GTAW-P——pulsed arc——钨极气体保护脉冲电弧焊MIAW——magnetically impelled arc welding——磁推力电弧焊PAW——plasma arc welding——等离子弧焊SMAW——shielded metal arc welding——焊条电弧焊SW——stud arc welding——螺栓电弧焊SAW——submerged arc welding——埋弧焊SAW-S——series——横列双丝埋弧焊RW——RWSISTANCE WELDING——电阻焊FW——flash welding——闪光焊RW-PC——pressure controlled resistance welding——压力控制电阻焊PW——projection welding——凸焊RSEW——resistance seam welding——电阻缝焊RSEW-HF——high-frequency seam welding——高频电阻缝焊RSEW-I——induction seam welding——感应电阻缝焊RSEW-MS——mash seam welding——压平缝焊RSW——resistance spot welding——点焊UW——upset welding——电阻对焊UW-HF——high-frequency ——高频电阻对焊UW-I——induction——感应电阻对焊SSW——SOLID STATE WELDING——固态焊CEW——co-extrusion welding——CW——cold welding——冷压焊DFW——diffusion welding——扩散焊HIPW——hot isostatic pressure diffusion welding——热等静压扩散焊EXW——explosion welding——爆炸焊FOW——forge welding——锻焊FRW——friction welding——摩擦焊FRW-DD——direct drive friction welding——径向摩擦焊FSW——friction stir welding——搅拌摩擦焊FRW-I——inertia friction welding——惯性摩擦焊HPW——hot pressure welding——热压焊ROW——roll welding——热轧焊USW——ultrasonic welding——超声波焊S——SOLDERING——软钎焊DS——dip soldering——浸沾钎焊FS——furnace soldering——炉中钎焊IS——induction soldering——感应钎焊IRS——infrared soldering——红外钎焊INS——iron soldering——烙铁钎焊RS——resistance soldering——电阻钎焊TS——torch soldering——火焰钎焊UUS——ultrasonic soldering——超声波钎焊WS——wave soldering——波峰钎焊B——BRAZING——软钎焊BB——block brazing——块钎焊DFB——diffusion brazing——扩散焊DB——dip brazing——浸沾钎焊EXB——exothermic brazing——反应钎焊FB——furnace brazing——炉中钎焊IB——induction brazing——感应钎焊IRB——infrared brazing——红外钎焊RB——resistance brazing——电阻钎焊TB——torch brazing——火焰钎焊TCAB——twin carbon arc brazing——双碳弧钎焊OFW——OXYFUEL GAS WELDING——气焊AAW——air-acetylene welding——空气乙炔焊OAW——oxy-acetylene welding——氧乙炔焊OHW——oxy-hydrogen welding——氢氧焊PGW——pressure gas welding——气压焊OTHER WELDING AND JOINING——其他焊接与连接方法AB——adhesive bonding——粘接BW——braze welding——钎接焊ABW——arc braze welding——电弧钎焊CABW——carbon arc braze welding——碳弧钎焊EBBW——electron beam braze welding——电子束钎焊EXBW——exothermic braze welding——热反应钎焊FLB——flow brazing——波峰钎焊FLOW——flow welding——波峰焊LBBW——laser beam braze welding——激光钎焊EBW——electron beam welding——电子束焊EBW-HV——high vacuum——高真空电子束焊EBW-MV——medium vacuum——中真空电子束焊EBW-NV——non vacuum——非真空电子束焊ESW——electroslag welding——电渣焊ESW-CG——consumable guide eletroslag welding——熔嘴电渣焊IW——induction welding——感应焊LBW——laser beam welding——激光焊PEW——percussion welding——冲击电阻焊TW——thermit welding——热剂焊THSP——THERMAL SPRAYING——热喷涂ASP——arc spraying——电弧喷涂FLSP——flame spraying——火焰喷涂FLSP-W——wire flame spraying——丝材火焰喷涂HVOF——high velocity oxyfuel spraying——高速氧燃气喷涂PSP——plasma spraying——等离子喷涂VPSP-W——vacuum plasma spraying——真空等离子喷涂TC——THERMAL CUTTING——热切割OC——OXYGEN CUTTING——气割OC-F——flux cutting——熔剂切割OC-P——metal powder cutting——金属熔剂切割OFC——oxyfuel gas cutting——氧燃气切割CFC-A——oxyacetylene cutting——氧乙炔切割CFC-H——oxyhydrogen cutting——氢氧切割CFC-N——oxynatural gas cutting——氧天然气切割CFC-P——oxypropanne cutting——氧丙酮切割OAC——oxygen arc cutting——氧气电弧切割OG——oxygen gouging——气刨OLC——oxygen lance cutting——氧矛切割AC——ARC CUTTING——电弧切割CAC——carbon arc cutting——碳弧切割CAC-A——air carbon arc cutting——空气碳弧切割GMAC——gas metal arc cutting——熔化极气体保护电弧切割GTAC——gas tungsten arc cutting——钨极气体保护电弧切割PAC——plasma arc cutting——等离子弧切割SMAC——shielded metal arc cutting——焊条电弧切割HIGH ENERGY BEAM CUTTING——高能束切割EBC——electron beam cutting——电子束切割LBC——laser beam cutting——激光切割LBC-A——air——空气激光切割LBC-EV——evaporative——蒸气激光切割LBC-IG——inert gas——惰性气体激光切割LBC-O——oxygen——氧气激光切割。
焊工证代号

一、代号:SMAW-II-1G-12-F3J SMAW-I-5G(K)5/60-F3J GTAW-II-6G-3/89-021、SMAW-焊接方法代号。
2、II—材料类别3、1G—试件型式4、12—试件厚度5、5/60—厚度/管外径6、F3J—焊条类型7、02—焊接要素二、焊接方法代号1、SMAW—焊条电弧焊2、OFW—气焊3、GTAW—钨极气体保护焊4、GMAW—熔化极气体保护焊5、SAW—埋弧焊6、ESW—电渣焊7、FRW—摩擦焊8、SW—螺柱焊三、材料类别1、钢号分类及代号I 碳素钢:Q195、Q215、Q235、10、15、20、25、20R、20g、20G、22g、HP245、HP265、L175、L210、S205。
II 低合金钢:HP295、HP325、HP345、HP365、L245、L290、L320、L360L415、L450、L485、L555、S240、S290、S315、S360、S385、S415、S450、S480、12Mng、16Mn、16Mng、16MnR、15MnNIR 15MnV、15MnVR、20MnMo、10MnWVNB、13MnnIMonBR20MnMonB、07MnCRMoVR 、12CrMo、12CrMoG、15CrMo15CrMor、15CrMoG、14Cr1Mo、14Cr1MoR12Cr1MoV、12Cr1MoVG、12Cr2Mo、12Cr2Mo1、12Cr2Mo1R12Cr2MoG、12Cr2MoWVTiB、12Cr3MoVSiTiB 09MnD09MnnID、09MnnIDR、16MnD、16MnDR、15MnNIDR20MnMoD、07MnnICrMoVDR、08MnnICrMoVD、10nI3MoVDIII 马氏体不锈钢、铁素体不锈钢:1Cr5M o、0Cr13、1Cr13、1Cr17、1Cr9Mo1 IV奥氏体不锈钢:0Cr19Ni9、0Cr18Ni12Mo2Ti、0Cr23Ni13、0Cr18Ni9Ti00Cr17Ni14Mo2、0Cr25Ni20、0Cr18Ni11Ti0Cr18Ni12Mo3T i、00Cr18Ni5Mo3Si2、00Cr18Ni1000Cr19Ni13Mo3、1Cr19Ni9、00Cr19Ni110Cr19Ni13Mo3、1Cr19Ni11T i、1Cr23Ni18四、试件型式1、1G—板状对接平焊、管状对接水平转动:平2、2G—板状对接横焊、管状对接垂直固定:横平3、3G—板状对接立焊:立横平4、4G—板状对接仰焊:仰平横5、5G—管状对接固定向上焊:仰平立6、5GX—管状对接固定向下焊:仰平立向下仰45.7、6G—管状对接固定向上焊:仰平横立8、6GX—管状对接固定向下焊:仰平立向下横仰9、2FRG—管板角水平转动:平横10、2FG—管板角垂直固定平焊:平横2FG(K)-管板垂直固定平焊(带垫板)11、4FG—管板角垂直固定仰焊:平、横、仰12、5FG—管板角水平固定仰焊:平、横、立、仰4513、6FG—管板角固定:平、横、立、仰所有位置14、1S—螺柱焊:平焊15、2S—螺柱焊:横焊16—4S—螺柱焊:仰焊五、试件厚度1、对接焊缝<12 不限2×t、t不得小于12㎜,且焊缝不少于3层2、管材试件外径D 适用于管材焊件外径范围:<25 D 不限、25≤D<76 25 不限、≥76 76 不限、≥300(注管材向下焊试件)76 不限六、焊条类型1、F1—钛钙型:E××03 GB/T5117 GB/T5118 GB/T983(奥氏体、双相钢焊条除外)2、F2—纤维素型:E××10、E××11、E××10-X、E××11-X3、F3—钛型、钛钙型:E×××(×)-16、E×××(×)-174、F3J—低氢型、碱性:F3J E××15、E××16、E××18、E××48、E××15X、E××16XE××18X 、E××48X、E×××(×)-15、E×××(×)-16E×××(×)-175、F4—钛型、钛钙型:E×××(×)-16、E×××(×)-17 F4 GB/T983(奥氏体、双相钢焊条)6、F4J—碱性:E×××(×)-15、E×××(×)-16、E×××(×)-17七、焊接要素代号1、手工钨极气体保护填充金属焊丝:无01、实芯02、药芯032、机械化焊钨极气体保护自动稳压系统:有04、无053、自动跟踪系统:有06、无074、每面坡口内焊道:单道08、多道09GTAW-II-6G-3/89-02:代表氩弧焊水平固定管全位置焊接,试件为89低合金钢壁厚为3mm,填充焊丝为实心(单面焊双面成型)。
[电焊机型号]电焊机型号的代表字母(符号)
![[电焊机型号]电焊机型号的代表字母(符号)](https://img.taocdn.com/s3/m/5f22f10376c66137ee0619d8.png)
[电焊机型号]电焊机型号的代表字母(符号)序号第一字位第二字位第三字位第四字位第五字位代表字母大类名称代表字母小类名称代表附注特征数字序号系列序号代表字母基体规格字母1 A 弧焊发电机X 下降特性(省略)电动机驱动(省略)直流A额定焊接电流P 平特性 D单纯弧焊发电机1交流发电机整流式D 多特性Q汽油机驱动2 交流C柴油机驱动T拖拉机驱动H 汽车驱动2Z 弧焊整流器X 下降特性(省略)一般电源(省略)磁放大器饱和电抗器式A额定焊接电流P 平特性M 脉冲电源动铁心式D 多特性L高空载电压1 动线圈式E交直流电源2 晶体管式3 晶闸管式4交换抽头式5 逆变式673 B 弧焊变压器X 下降特性(省略)磁放大器或饱和电抗器式A额定焊接电流P 平特性动铁心式1串联电抗器式2 动线圈式3 晶闸管式4交换抽头式564M 埋弧焊机Z 自动焊(省略)直流(省略)焊车式A额定焊接电流B 半自动焊J 交流 1 横臂式U 堆焊 E 交直流 2 机床式D 多用M 脉冲 3 焊头悬挂式95W TIG焊机Z 自动焊(省略)直流(省略)焊车式A额定焊接电流S 手工焊J 交流 1全位置焊车式D 点焊E 交直流 2 横臂式Q 其他M 脉冲 3 机床式4旋转式焊头式5 台式6焊接机器人7 变位式8真空充气式6NMIG/MAG焊机Z 自动焊(省略)氩气及混合气体保护焊直流(省略)焊车式A额定焊接电流B 半自动焊氩气及混合气体保护焊脉冲1全位置焊车式D 点焊M二氧化碳保护焊2 横臂式U 堆焊 3 机床式G 切割 C 4旋转式焊头式5 台式6(焊接机器人7 变位式7H 电渣焊机S 丝极A额定焊接电流B 板极D 多用极R 熔嘴8 D 点焊机N 工频省略)一般点焊(省略)垂直运动式KVA额定容量R电容贮能直流冲击波K 快速点焊 1圆弧运动式J最大贮能量J 次级整流W 网状点焊 2 手提式KVA额定容量Z 低频 3 悬挂式KVA额定容量D 变频 6 焊接机器人KVA额定容量B。
焊接数字代号

焊接数字代号焊接数字代号是指在焊接工艺中使用的代号系统,用于标识不同的焊接方法、焊接材料和焊接位置等。
这些数字代号在焊接行业中被广泛应用,对于正确理解和应用焊接工艺具有重要意义。
下面将介绍几个常见的焊接数字代号及其含义。
1. 111:该数字代号表示手工弧焊,是最常用的焊接方法之一。
手工弧焊是通过电弧加热工件并在熔融状态下填充焊条进行焊接的方法。
该方法常用于对接焊、角焊和横焊等。
2. 135:该数字代号表示埋弧焊,是一种半自动焊接方法。
埋弧焊是通过焊丝自动送丝、电弧自动熔化和保护气体自动送出来实现的。
该方法适用于对接焊和角焊等。
3. 311:该数字代号表示氩弧焊,是一种常用的惰性气体保护焊接方法。
氩弧焊是在焊接过程中使用氩气作为保护气体,以防止熔融金属与空气中氧气和水蒸气发生反应。
该方法常用于焊接不锈钢、铝合金和镍合金等。
4. 513:该数字代号表示电阻焊,是一种通过加热和压力来连接金属的方法。
电阻焊的原理是利用电流通过工件产生热量,使工件表面熔化并形成焊缝。
该方法常用于焊接接线、电缆和管道等。
5. 721:该数字代号表示激光焊,是一种高能量密度激光束来进行焊接的方法。
激光焊具有热影响区小、焊接速度快和焊缝质量高等优点,适用于焊接薄板和精密零件。
6. 811:该数字代号表示电子束焊,是一种利用电子束对工件进行定向加热和熔化的方法。
电子束焊具有焊接速度快、热影响区小和焊缝质量高等优点,适用于焊接高熔点材料和精密零件。
7. 913:该数字代号表示摩擦焊,是一种通过工件间的摩擦热和压力来进行焊接的方法。
摩擦焊不需要加入任何填充材料,适用于焊接轴类零件和异种金属。
除了上述几个常见的焊接数字代号,还有许多其他数字代号用于表示特定的焊接方法和焊接材料。
了解和掌握这些数字代号对于正确选择和应用焊接工艺具有重要意义,可以提高焊接质量和效率。
因此,焊接人员应该加强对焊接数字代号的学习和理解,不断提升自己的专业水平。
电焊机型号
电焊机型号
1--动铁
2--动铁
3--动圈
4--晶体管
5--可控硅
6--抽头式
7--逆变
BX 中的B表示交流。
ZX 中的Z表示直流。
X表示降特性,另外有P表示平特性。
二、NBC表示CO2气体保护焊机,其中C表示CO2(二氧化碳)。
三、另外有WSM,WS,TIG的型号,这是钨极气体保护焊机,属于非融化极气体保护焊。
WSM功能:手工焊(MMA),钨极,脉冲。
WS功能:手工焊(MMA),钨极。
TIG功能:钨极。
四、型号后面的数字,如BX1-400中的400,则按国标表示焊机的焊接电流大小。
如ZX7-300,ZX7-315,BX1- 500等。
但是也有些厂商会对它们进行虚标,这个在购买的时候需要注意。
汉萨品牌不同焊机的使用对象区别
(1)交流手工弧焊机:主要焊接2.5MM上以钢板。
(2)氩弧焊机:焊接2MM以下的合金钢。
(3)直流焊机:焊接生(汉萨)铁和有色金属。
(4)二氧化碳保护焊机:焊2.5MM以下的薄材料。
(5)埋弧焊机:焊接H钢、桥架等大型钢材。
(6)对焊机:以焊索链等环型材料为主。
(7)点焊机:以点击方式将二块钢板焊接。
(8)高频直逢焊机:以焊接管子直逢如水管等为主)。
(9)滚焊机:以滚动形式焊接罐底等。
(10)铝焊机:专门焊接铝材。
(11)闪光压焊机:以焊铜铝接头等材料。
(12)激光焊机:可以焊接三极管内部接线。
[电焊机型号]电焊机型号的代表字母(符号)
![[电焊机型号]电焊机型号的代表字母(符号)](https://img.taocdn.com/s3/m/13ffa501af1ffc4fff47ac37.png)
[电焊机型号]电焊机型号的代表字母(符号)序号第一字位第二字位第三字位第四字位第五字位代表字母大类名称代表字母小类名称代表附注特征数字序号系列序号代表字母基体规格字母1 A 弧焊发电机X 下降特性(省略)电动机驱动(省略)直流A额定焊接电流P 平特性 D单纯弧焊发电机1交流发电机整流式D 多特性Q汽油机驱动2 交流C柴油机驱动T拖拉机驱动H 汽车驱动2Z 弧焊整流器X 下降特性(省略)一般电源(省略)磁放大器饱和电抗器式A额定焊接电流P 平特性M 脉冲电源动铁心式D 多特性L高空载电压1 动线圈式E交直流电源2 晶体管式3 晶闸管式4交换抽头式5 逆变式673 B 弧焊变压器X 下降特性(省略)磁放大器或饱和电抗器式A额定焊接电流P 平特性动铁心式1串联电抗器式2 动线圈式3 晶闸管式4交换抽头式564M 埋弧焊机Z 自动焊(省略)直流(省略)焊车式A额定焊接电流B 半自动焊J 交流 1 横臂式U 堆焊 E 交直流 2 机床式D 多用M 脉冲 3 焊头悬挂式95W TIG焊机Z 自动焊(省略)直流(省略)焊车式A额定焊接电流S 手工焊J 交流 1全位置焊车式D 点焊E 交直流 2 横臂式Q 其他M 脉冲 3 机床式4旋转式焊头式5 台式6焊接机器人7 变位式8真空充气式6NMIG/MAG焊机Z 自动焊(省略)氩气及混合气体保护焊直流(省略)焊车式A额定焊接电流B 半自动焊氩气及混合气体保护焊脉冲1全位置焊车式D 点焊M二氧化碳保护焊2 横臂式U 堆焊 3 机床式G 切割 C 4旋转式焊头式5 台式6(焊接机器人7 变位式7H 电渣焊机S 丝极A额定焊接电流B 板极D 多用极R 熔嘴8 D 点焊机N 工频省略)一般点焊(省略)垂直运动式KVA额定容量R电容贮能直流冲击波K 快速点焊 1圆弧运动式J最大贮能量J 次级整流W 网状点焊 2 手提式KVA额定容量Z 低频 3 悬挂式KVA额定容量D 变频 6 焊接机器人KVA额定容量B。
电焊机型号大全
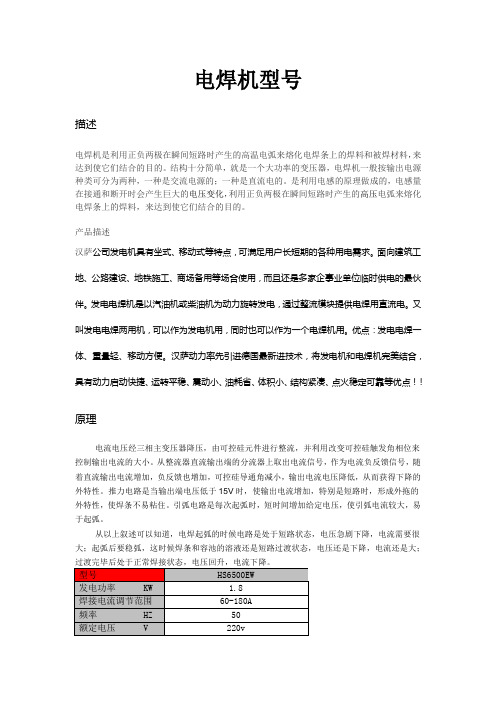
电焊机型号大全电焊机概述电焊机(electric welding machine)实际上就是具有下降外特性的变压器,将220V和380V交流电变为低压的直流电,电焊机一般按输出电源种类可分为两种,一种是交流电源的;一种是直流电的。
直流的电焊机可以说也是一个大功率的整流器,分正负极,交流电输入时,经变压器变压后,再由整流器整流,然后输出具有下降外特性的电源,输出端在接通和断开时会产生巨大的电压变化,两极在瞬间短路时引燃电弧,利用产生的电弧来熔化电焊条和焊材,冷却后来达到使它们结合的目的。
焊接变压器有自身的特点,外特性就是在焊条引燃后电压急剧下降的特性。
电焊机的特点一,电焊机优点:电焊机使用电能源,将电能瞬间转换为热能,电很普遍,电焊机适合在干燥的环境下工作,不需要太多要求,因体积小巧,操作简单,使用方便,速度较快,焊接后焊缝结实等优点广乏用于各个领域,特别对要求强度很高的制件特实用,可以瞬间将同种金属材料(也可将异种金属连接,只是焊接方法不同)永久性的连接,焊缝经热处理后,与母材同等强度,密封很好,这给储存气体和液体容器的制造解决了密封和强度的问题。
二,电焊机缺点:电焊机在使用的过程中焊机的周围会产生一定的磁场,电弧燃烧时会向周围产生辐射,弧光中有红外线,紫外线等光种,还有金属蒸汽和烟尘等有害物质,所以操作时必须要做足够的防护措施。
焊接不适合于高碳钢的焊接,由于焊接焊缝金属结晶和偏析及氧化等过程,对于高碳钢来说焊接性能不良,焊后容易开裂,产生热裂纹和冷裂纹。
低碳钢有良好的焊接性能,但过程中也要操作得当,除锈清洁方面较为烦琐,有时焊缝会出现夹渣裂纹气孔咬边等缺陷,但操作得当会降低缺陷的产生。
电焊机辅助器具包括防止操作人员被焊接电弧或其他焊接能源产生的紫外线、红外线或其他射线伤害眼睛的气焊眼镜,电弧焊时保护焊工眼睛、面部和颈部的面罩,白色工作服、焊工手套和护脚等。
电焊机型号说明:一、BX1,BX2,BX3,BX4,……其中1234表示变压器形式1--动铁2--动铁3--动圈4--晶体管5--可控硅6--抽头式7--逆变BX 中的B表示交流ZX 中的Z表示直流X表示降特性,另外有P表示平特性二、NBC表示CO2气体保护焊机,其中C表示CO2(二氧化碳)另外有型号为NB的三、另外有WSM,WS, TIG的型号,这是钨极气体保护焊机,属于非融化极气体保护焊。
常用焊接方法的英文代号和数字代号
常用焊接方法的英文代号和数字代号
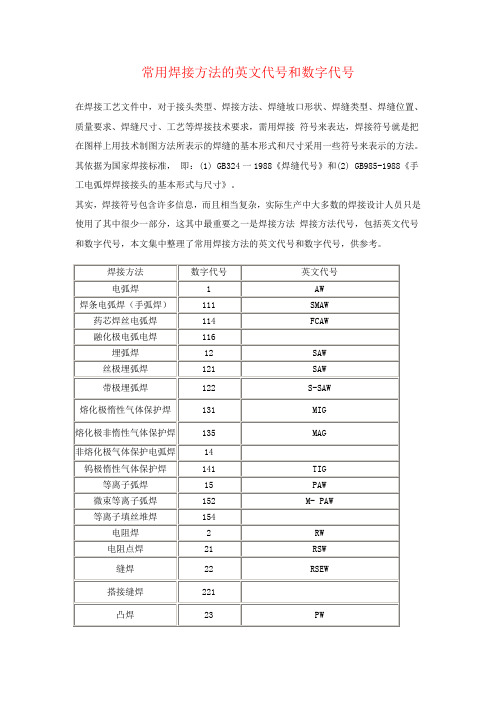
在焊接工艺文件中,对于接头类型、焊接方法、焊缝坡口形状、焊缝类型、焊缝位置、质量要求、焊缝尺寸、工艺等焊接技术要求,需用焊接符号来表达,焊接符号就是把在图样上用技术制图方法所表示的焊缝的基本形式和尺寸采用一些符号来表示的方法。
其依据为国家焊接标准,即:(1) GB324一1988《焊缝代号》和(2) GB985-1988《手工电弧焊焊接接头的基本形式与尺寸》。
其实,焊接符号包含许多信息,而且相当复杂,实际生产中大多数的焊接设计人员只是使用了其中很少一部分,这其中最重要之一是焊接方法焊接方法代号,包括英文代号和数字代号,本文集中整理了常用焊接方法的英文代号和数字代号,供参考。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机床式
G
切割
4
旋转焊头式
5
台式
6
焊接机器人
7
变位式
7
H
电渣焊机
S
丝极
A
额定焊接电流
B
板极
D
多用极
R
熔嘴
序号
第一字位
第二位字母
第三字位
第四字位
第五字位
代表字母
大类名称
代表字母
小类名称
代表字母
附注特性
代表字母
系列序号
代表字母
基本规格
8
D
点焊机
N
工频
省略
一般点焊
省略
垂直运动式
KVA
额定容量
R
电容贮能
K
快速点焊
X
下降特征
省略
一般电源
省略
磁放大器或饱和电抗器
A
额定焊接电流
P
平特性
M
脉冲电源
1
动铁芯式
D
多特性
L
高空载电压
2
E
交直流两用
3
动线圈式
4
晶体管式
5
晶闸管式
6
变换抽头式
7
变频式
3
B
弧焊变压器
X
下降特征
L
高空载电压
省略
磁饱和或饱和电抗器式
A
额定焊接电流
P
平特性
1
动铁芯式
2
串联电抗器式
3
动圈式
4
5
晶闸管式
6
A
额定焊接电流
S
手工焊
J
交流
1
全位置焊车式
D
点焊
E
交、直流
2
横臂式
Q
其他
M
脉冲
3
机床式
4
旋转焊头式
5
台式
6
焊接机器人
7
变位式
8
真空充气式
6
N
MIG/MAG
焊机
Z
自动焊
省略
氩气及混合气体保护焊直流
省略
焊车式
A
额定焊接电流
B
半自动
M
氩气及混合气体保护焊脉冲
1
全位置焊车式
D
点焊
C
二氧化碳保护焊
2
横臂式
U
堆焊
1
圆弧运动式
J
直流冲击波
W
网状点焊
2
手提式
Z
次级整流
3
悬式
J
最大贮能量
D
低频
6
机器人
B
变频
序号
第一字位
第二位字母
第三字位
第四字位
第五字位
代表字母
大类名称
代表字母
小类名称
代表字母
附注特性
代表字母
系列序号
代表字母
基本规格
1
A
弧焊发电机
X
下降特征
省略
电动机驱动
省略
直流
A
额定焊接电流
P
平特性
D
单纯弧焊发电机
1
交流发电机
D
多特性
Q
汽油机驱动
2
交流
C
柴油机驱动
T
拖拉机驱动
H
汽车驱动
2
Z
弧焊整流器
(直流焊机)Biblioteka 变换抽头式4M
埋弧焊机
Z
自动焊
省略
直流
省略
焊车式
A
额定焊接电流
B
半自动
J
交流
1
U
堆焊
E
交、直流
2
横臂式
D
多用
M
脉冲
3
机床式
9
焊头悬挂式
序号
第一字位
第二位字母
第三字位
第四字位
第五字位
代表字母
大类名称
代表字母
小类名称
代表字母
附注特性
代表字母
系列序号
代表字母
基本规格
5
W
TIG焊机
Z
自动焊
省略
直流
省略
焊车式