高速钢简介.ppt
高速钢

制作工艺
高速钢的热处理工艺较为复杂,必须经过淬火、回火等一系列过程。淬火时由于它的导热性差一般分两阶段 进行。先在800~850℃预热(以免引起大的热应力),然后迅速加热到淬火温度1190~1290℃(不同牌号实际使用 时温度有区别),后油冷或空冷或充气体冷却。工厂均采用盐炉加热,现真空炉使用也相当广泛。淬火后因内部 组织还保留一部分(约30%)残余奥氏体没有转变成马氏体,影响了高速钢的性能。为使残余奥氏体转变,进一步 提高硬度和耐磨性,一般要进行2~3次回火,回火温度560℃,每次保温1小时。
高速钢一般不做抗拉强度检验,而以金相、硬度检验为主。
钨系和钼系高速钢经正确的热处理后,洛氏硬度能达到63以上,钴系高速钢在65以上。钢材的酸浸低倍组织 不得有肉眼可见的缩孔、翻皮。中心疏松,一般疏松应小于1级。
金相检验的内容主要包括脱碳层、显微组织和碳化物不均匀度3个项目。
1.高速钢不应有明显的脱碳。显微组织不得有鱼骨状共晶莱氏体存在。
检验高速钢碳化物不均匀度与试样的腐蚀时间有关。有关标准中只提出腐蚀要适当不能过腐蚀,这一点往往 被人们所忽视。实践证实,如果发生了过腐蚀,就会将碳化物染黑,表现出不均匀程度改善的假相,就可能将质 量不好的高速钢误判为优质钢,这一点尤为重要。
谢谢观看
2.高速钢中碳化物不均匀度对质量影响最大,冶金和机械部门对碳化物不均匀度的级别十分重视。根据钢的 不同用途可对碳化物不均匀度提出不同的级别要求,通常情况下应小于3级。
包装检验
包装
检验
成捆交货,用铁丝捆扎,并有标牌标明炉号,规格等印记。但对冷轧钢还要涂防锈ຫໍສະໝຸດ ,并用防潮纸包裹,对 银亮钢还应装箱。
钢号:W6Mo5Cr4V2(M2) 硬度HRC:63-66 抗弯强度/GPa:3.5-4.0 冲 击 韧 性 / ( M J m ²) : 0 . 3 0 - 0 . 4 0 600℃时的硬度HRC:47-48 特点:强度高,热塑性好,耐热性、可磨性稍次于W18Cr4V,可用普通钢玉砂轮磨削 主要用途:适用于制作热成形刀具和承受冲击、结构薄弱的刀具 钢号:W14Cr4VMnRE 硬度HRC:64-66 抗弯强度/GPa:约4.0 冲 击 韧 性 / ( M J m ²) : 约 0 . 3 1
简述高速钢的分类

简述高速钢的分类
高速钢是一类用于制造高效率切削工具的高性能钢铁材料。
它通常具有以下特性:
- 高硬度:高速钢具有高硬度,可以承受高速切削时的高温和高压。
- 耐磨性:高速钢的耐磨性能很好,可以延长刀具的使用寿命。
- 韧性:高速钢的韧性较好,可以承受切削时的冲击力和压力。
- 耐热性:高速钢具有较好的耐热性,可以在较高温度下工作。
根据高速钢中所含有合金元素的不同,高速钢可以分为以下几种类型:
1. 钨系高速钢:这种高速钢中含有大量钨元素,具有较高的硬度和耐磨性。
2. 钨钼系高速钢:这种高速钢中同时含有钨和钼元素,具有较高的硬度和韧性。
3. 高钼系高速钢:这种高速钢中含有大量钼元素,具有较高的硬度和耐热性。
4. 钴系高速钢:这种高速钢中含有大量钴元素,具有较高的硬度和耐热性,同时也具有较好的韧性。
高速钢的应用领域十分广泛,包括汽车制造、航空航天、电子等领域。
在制造高速切削工具时,高速钢通常被用于制造刀具、钻头、锯片等工具。
高速钢的知识

高速钢材料
高速钢材料高速钢是一种含多量碳(C)、钨(W)、钼(Mo)、铬(Cr)、钒(V)等元素的高合金钢,热处理后具有高热硬性。
当切削温度高达600?以上时,硬度仍无明显下降,用其制造的刀具切削速度可达每分钟60米以上,而得其名。
高速钢按化学成分可分为普通高速钢及高性能高速钢,按制造工艺可分为熔炼高速钢及粉末冶金高速钢。
图一:高速钢是制造形状复杂、磨削困难的刀具的主要材料。
普通高速钢可满足一般需求。
常见的普通高速钢有两种,钨系高速钢和钨钼系高速钢。
钨系高速钢典型牌号为W18Cr4V,热处理硬度可达63-66HRC,抗弯强度可达3500MPa,可磨性好。
典型牌号为W6Mo5Cr4V2,目前正在取代钨系高速钢,具有碳化物细小分布均匀,耐磨性高,成本低等一系列优点。
热处理硬度同上,抗弯强度达4700MPa,韧性及热塑性比w18Cr4V提高50%。
常用于制造各种工具,例如钻头、丝锥、铣刀、铰刀、拉刀、齿轮刀具等,可以满足加工一般工程材料的要求。
只是它的脱碳敏感性稍强。
另一牌号的普通高速钢为W9Mo3Cr4V,这是中国近几年发展起来的新品种。
强度及热塑性略高于W6Mo5Cr4V2,硬度为HRC63-64,与韧性相配合,容易轧制、锻造,热处理工艺范围宽,脱碳敏感性小,成本更低。
这三个牌号的普通高速钢在中国市场的比例分别为:W18Cr4V,16.5%W6Mo5Cr4V2,69%;W9Mo3Cr4V,11%。
高性能高速钢具有更好的硬度和热硬性,这是通过改变高速钢的化学成分,提高性能而发展起来的新品种。
它具有更高的硬度、热硬性,切削温度达摄氏650度时,硬度仍可保持在60HRC以上。
耐用性为普通高速钢的1.5-3倍,适用于制造加工高温合金、不锈钢、钛合金、高强度钢等难加工材料的刀具。
主要品种有4种,分别为高碳系高速钢、高钒系高速钢、含钴系高速钢和铝高速钢。
牌号为9w18Cr4V,因含碳量高(0.9%),故硬度、耐磨性及热硬性都比较好。
高速钢
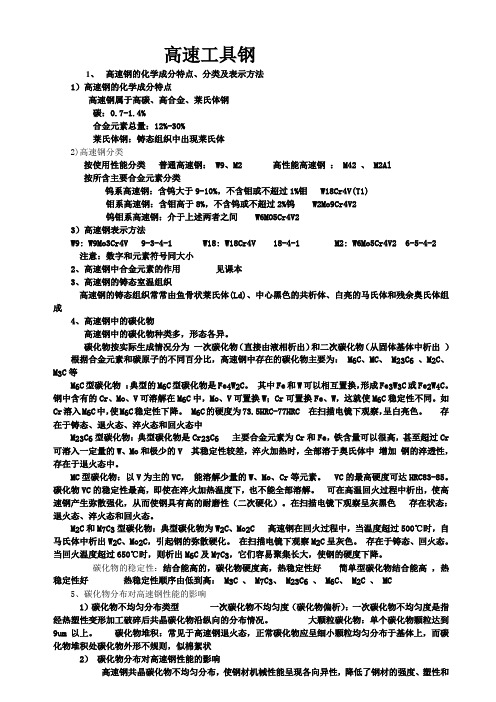
高速工具钢1、高速钢的化学成分特点、分类及表示方法1)高速钢的化学成分特点高速钢属于高碳、高合金、莱氏体钢碳:0.7-1.4%合金元素总量:12%-30%莱氏体钢:铸态组织中出现莱氏体2)高速钢分类按使用性能分类普通高速钢: W9、M2 高性能高速钢: M42 、 M2Al按所含主要合金元素分类钨系高速钢:含钨大于9-10%,不含钼或不超过1%钼 W18Cr4V(T1)钼系高速钢:含钼高于8%,不含钨或不超过2%钨 W2Mo9Cr4V2钨钼系高速钢:介于上述两者之间 W6MO5Cr4V23)高速钢表示方法W9: W9Mo3Cr4V 9-3-4-1 W18: W18Cr4V 18-4-1 M2: W6Mo5Cr4V2 6-5-4-2 注意:数字和元素符号同大小2、高速钢中合金元素的作用见课本3、高速钢的铸态室温组织高速钢的铸态组织常常由鱼骨状莱氏体(Ld)、中心黑色的共析体、白亮的马氏体和残余奥氏体组成4、高速钢中的碳化物高速钢中的碳化物种类多,形态各异。
碳化物按实际生成情况分为一次碳化物(直接由液相析出)和二次碳化物(从固体基体中析出)根据合金元素和碳原子的不同百分比,高速钢中存在的碳化物主要为: M6C、MC、 M23C6、M2C、M3C等M6C型碳化物:典型的M6C型碳化物是Fe4W2C。
其中Fe和W可以相互置换,形成Fe3W3C或Fe2W4C。
钢中含有的Cr、Mo、V可溶解在M6C中,Mo、V可置换W;Cr可置换Fe、W,这就使M6C稳定性不同。
如Cr溶入M6C中,使M6C稳定性下降。
M6C的硬度为73.5HRC-77HRC 在扫描电镜下观察,呈白亮色。
存在于铸态、退火态、淬火态和回火态中M23C6型碳化物:典型碳化物是Cr23C6 主要合金元素为Cr和Fe,铁含量可以很高,甚至超过Cr 可溶入一定量的W、Mo和极少的V 其稳定性较差,淬火加热时,全部溶于奥氏体中增加钢的淬透性,存在于退火态中。
常用高速钢介绍

常用高速钢介绍高速钢是一种含多量碳(C)、钨(W)、钼(Mo)、铬(Cr)、钒(V)等元素的高合金钢,热处理后具有高热硬性。
当切削温度高达600℃以上时,硬度仍无明显下降,用其制造的刀具切削速度可达每分钟60米以上,而得其名。
高速钢按化学成分可分为普通高速钢及高性能高速钢,按制造工艺可分为熔炼高速钢及粉末冶金高速钢。
普通高速钢高速钢是制造形状复杂、磨削困难的刀具的主要材料。
普通高速钢可满足一般需求。
常见的普通高速钢有两种,钨系高速钢和钨钼系高速钢。
钨系高速钢典型牌号为W18Cr4V,热处理硬度可达63-66HRC,抗弯强度可达3500MPa,可磨性好。
钨钼系高速钢典型牌号为W6Mo5Cr4V2,目前正在取代钨系高速钢,具有碳化物细小分布均匀,耐磨性高,成本低等一系列优点。
热处理硬度同上,抗弯强度达4700MPa,韧性及热塑性比w18Cr4V提高50%。
常用于制造各种工具,例如钻头、丝锥、铣刀、铰刀、拉刀、齿轮刀具等,可以满足加工一般工程材料的要求。
只是它的脱碳敏感性稍强。
另一牌号的普通高速钢为W9Mo3Cr4V,这是中国近几年发展起来的新品种。
强度及热塑性略高于W6Mo5Cr4V2,硬度为HRC63-64,与韧性相配合,容易轧制、锻造,热处理工艺范围宽,脱碳敏感性小,成本更低。
这三个牌号的普通高速钢在中国市场的比例分别为:W18Cr4V,16.5%W6Mo5Cr4V2,69%;W9Mo3Cr4V,11%。
高性能高速钢高性能高速钢具有更好的硬度和热硬性,这是通过改变高速钢的化学成分,提高性能而发展起来的新品种。
它具有更高的硬度、热硬性,切削温度达摄氏650度时,硬度仍可保持在60HRC以上。
耐用性为普通高速钢的1.5-3倍,适用于制造加工高温合金、不锈钢、钛合金、高强度钢等难加工材料的刀具。
主要品种有4种,分别为高碳系高速钢、高钒系高速钢、含钴系高速钢和铝高速钢。
高碳系高速钢牌号为9w18Cr4V,因含碳量高(0.9%),故硬度、耐磨性及热硬性都比较好。
高速钢,钨钢,您了解多少
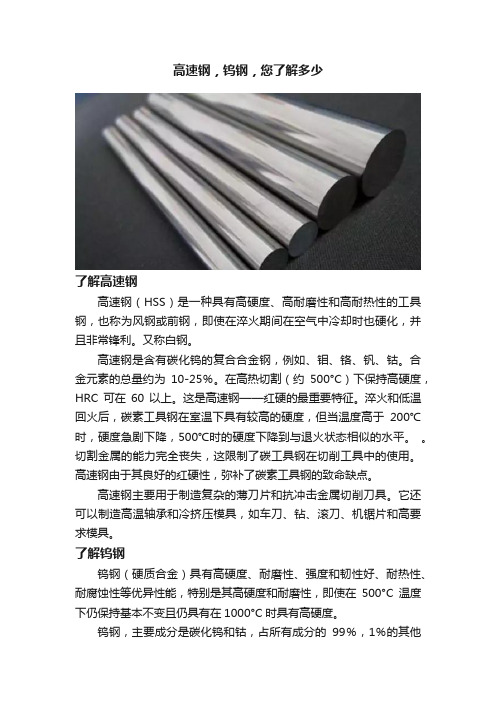
高速钢,钨钢,您了解多少了解高速钢高速钢(HSS)是一种具有高硬度、高耐磨性和高耐热性的工具钢,也称为风钢或前钢,即使在淬火期间在空气中冷却时也硬化,并且非常锋利。
又称白钢。
高速钢是含有碳化钨的复合合金钢,例如、钼、铬、钒、钴。
合金元素的总量约为10-25%。
在高热切割(约500°C)下保持高硬度,HRC可在60以上。
这是高速钢——红硬的最重要特征。
淬火和低温回火后,碳素工具钢在室温下具有较高的硬度,但当温度高于200℃时,硬度急剧下降,500℃时的硬度下降到与退火状态相似的水平。
切割金属的能力完全丧失,这限制了碳工具钢在切削工具中的使用。
高速钢由于其良好的红硬性,弥补了碳素工具钢的致命缺点。
高速钢主要用于制造复杂的薄刀片和抗冲击金属切削刀具。
它还可以制造高温轴承和冷挤压模具,如车刀、钻、滚刀、机锯片和高要求模具。
了解钨钢钨钢(硬质合金)具有高硬度、耐磨性、强度和韧性好、耐热性、耐腐蚀性等优异性能,特别是其高硬度和耐磨性,即使在500°C温度下仍保持基本不变且仍具有在1000°C时具有高硬度。
钨钢,主要成分是碳化钨和钴,占所有成分的99%,1%的其他金属,所谓的钨钢,也被称为硬质合金,被认为是现代工业的牙齿。
钨钢是由至少一种金属碳化物组成的烧结复合材料。
碳化钨,碳化钴,碳化铌、碳化钛,碳化铌是钨钢的常见成分。
碳化物组分(或相)通常具有0.2至10微米的粒度,并且使用金属粘合剂将碳化物颗粒粘合在一起。
键合金属通常是铁族金属,通常使用钴、镍。
因此,有钨钴合金、钨镍合金和钨钛钴合金。
通过将粉末压制成坯料,在烧结炉中将其加热到一定温度(烧结温度),并将其保持一定时间(加热时间),然后冷却以获得钨来形成钨钢。
具有所需性能的钢材料。
1钨钴硬质合金主要成分是碳化钨(WC)和粘合剂钴(Co)。
其等级由“YG”(“热、钴”)和平均钴含量的百分比组成。
例如,YG8表示钨 - 钴基硬质合金,其平均WCo为8%,余量为碳化钨。
常用高速钢介绍
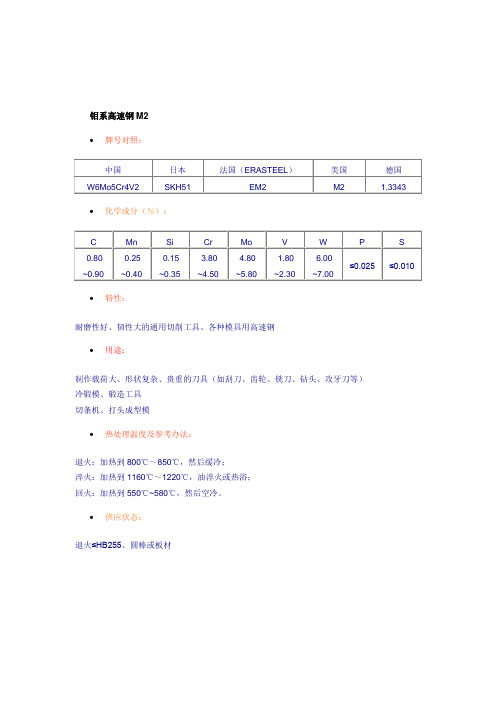
钼系高速钢M2•牌号对照:•化学成分(%):•特性:耐磨性好、韧性大的通用切削工具、各种模具用高速钢•用途:制作载荷大、形状复杂、贵重的刀具(如刮刀、齿轮、铣刀、钻头、攻牙刀等)冷锻模、锻造工具切条机、打头成型模•热处理温度及参考办法:退火:加热到800℃~850℃,然后缓冷;淬火:加热到1160℃~1220℃,油淬火或热浴;回火:加热到550℃~580℃,然后空冷。
•供应状态:退火≤HB255、圆棒或板材钼、钴系高速钢M35•牌号对照•化学成分(%):•特性:高红热硬度、高耐磨耗性与切削能力、高冲击韧性、晶粒细致均匀,韧性高•用途:刀具业:刮刀、滚齿刀、铣刀、钻头等锻造业:锻造模具螺丝业:六角等打头成型模、牙攻、冲头•热处理温度及参考办法:退火:温度800~880℃,以10~20℃/Hr炉冷至约600℃,硬度在HB269以下;应力消除:温度650~750℃,炉中冷却淬火:预热1:温度550~600℃,每25mm保持30分钟预热2:温度850~900℃,每1mm保持20 ~30秒预热3:温度1050~1100℃,每1mm保持20~30秒,适于大型复杂工件奥斯田铁化:温度1170~1240℃,每1mm保持10~15秒淬火介质:油、热浴、空气或气体;回火:温度540~570℃,每25mm保持60分钟以上,回火次数3次以上,硬度HRC64以上钼、钴系高速钢M42•牌号对照•化学成分(%):•特性:高红热硬度、高耐磨耗性与切削能力、高冲击韧性、晶粒细致均匀,韧性高•用途:刀具业:刮刀、滚齿刀、铣刀、钻头等锻造业:锻造模具螺丝业:六角等打头成型模、牙攻、冲头•热处理温度及参考办法:退火:温度800~880℃,以10~20℃/Hr炉冷至约600℃,硬度在HB269以下;应力消除:温度650~750℃,炉中冷却淬火:预热1:温度550~600℃,每25mm保持30分钟预热2:温度850~900℃,每1mm保持20 ~30秒预热3:温度1050~1100℃,每1mm保持20~30秒,适于大型复杂工件奥斯田铁化:温度1170~1220℃,每1mm保持10~15秒淬火介质:油、热浴、空气或气体;回火:温度540~570℃,每25mm保持60分钟以上,回火次数3次以上,硬度HRC66以上粉末高速钢•牌号对照•化学成分(%):•ASP 20231、特性:极高韧性均匀细致碳化物组织、兼具横向与纵向机械性质2、用途:切削工具:拉刀、滚齿刀、铣刀、牙攻、特殊钻头等成型工具:冷扎工作辊、冲棒、牙轮、IC封装模具、冷/温锻造模其他:精密冲压模、分条刀•ASP 20301、特性:兼具极高韧性及耐热性均匀细致碳化物组织、兼具横向与纵向机械性质2、用途:切削工具:拉刀、滚齿刀、端铣刀、刮齿刀、牙攻、特殊钻头等冲压工具:冷间成型、粉末成型、精密冲剪用途模具应用:六角整头模、冷/温锻造模其他:IC封装模、分条刀、裁剪刀、冷轧辊•ASP 20601、特性:极高强度及耐磨耗性均匀细致碳化物组织、兼具横向与纵向机械性质2、用途:切削工具:拉刀、滚齿刀、牙攻、特殊钻头等成型工具:冷扎工作辊、冲棒、牙轮其他:精密冲压模、分条刀•热处理温度及参考办法:高速钢GV3——丝锥专用GV3高速钢为新一代丝锥、板牙及螺纹刀具专用牌号,乃是法国埃赫曼高速钢公司经过多年努力于2004年研制成功,目的在与取代传统的M2、M35高速钢材料。