喷涂工艺流程图
喷漆工艺流程图

喷漆工艺流程图
喷漆工艺流程图详细描述了喷漆的各个环节及流程,包括准备工作、涂料配制、喷涂操作和整理工作等,并对每个环节的操作步骤进行了说明。
首先,喷漆工艺的前期准备工作非常重要。
首先需要准备喷漆设备,包括喷枪、压力罐和压缩空气源等。
然后需要对喷漆工作区域进行清洁和防尘处理,确保喷漆过程不受外界环境的影响。
同时,还需要准备好所需的涂料、稀释剂和清洗剂等。
接下来是涂料的配制过程。
根据所要喷涂的物品的材料和颜色要求,准确计算出所需的涂料配方,并按照比例混合。
同时,还需要根据需要调节涂料的粘度,以保证喷涂时的流动性和覆盖性。
然后是喷涂操作的具体步骤。
首先,将经过配制的涂料倒入喷枪的杯中,并调整喷嘴的大小和喷涂的压力,以达到所需的喷涂效果。
然后,将喷枪对准要喷涂的物品的表面,保持适当的喷涂距离和角度,开始均匀地喷涂。
在喷涂过程中要注意控制喷涂厚度和均匀性,以避免出现喷漆不均匀或厚度过大的情况。
喷涂完成后,需要进行整理工作。
首先是等待涂层干燥,根据涂料的具体干燥时间来确定等待时间。
接着,对喷涂过程中出现的不均匀、漏喷或流挂等缺陷进行修补处理。
最后,对喷涂完毕的物品进行清理和保养,包括清洗喷枪和相关设备、清理喷枪杯和喷漆区域,并进行喷漆设备的维护和保养。
整个喷漆工艺流程图清晰地呈现了喷漆的每个环节和步骤,并且对每个环节的操作要求进行了详细的说明。
通过严格按照流程图进行操作,可以保证喷漆工艺的稳定和整体质量的提高。
涂装车间工艺流程图
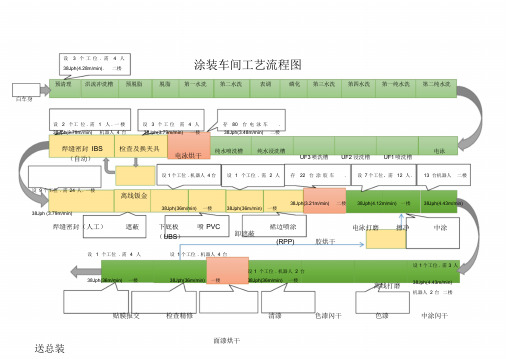
设 3 个工位. 需 4 人38Jph(4.28m/min). 二楼涂装车间工艺流程图预清理洪流冲洗槽预脱脂脱脂第一水洗第二水洗表调磷化第三水洗第四水洗第一纯水洗第二纯水洗白车身设 2 个工位. 需 1 人. 一楼设 3 个工位需 4 人存80 台电泳车.38Jph(3.79m/min) 机器人4台38Jph(3.79m/min) 一楼38Jph(3.48m/min) 二楼焊缝密封IBS (自动)检查及换夹具电泳烘干纯水喷洗槽纯水浸洗槽电泳UF3 喷洗槽UF2 浸洗槽UF1 喷洗槽设1 个工位. 机器人 4 台设 1 个工位. 需 2 人存22 台涂胶车. 设7 个工位。
需12 人. 13 台机器人二楼设9 个工位. 需24 人. 一楼离线钣金38Jph(3.21m/min) 二楼38Jph(4.12m/min) 一楼38Jph(4.43m/min)38Jph(36m/min) 一楼38Jph(36m/min) 一楼38Jph (3.79m/min)焊缝密封(人工)遮蔽下底板(UBS)喷PVC 裙边喷涂卸遮蔽(RPP) 胶烘干电泳打磨擦净中涂设 1 个工位. 需 4 人设 1 个工位. 机器人4台设1 个工位. 需3人设1个工位. 机器人2台38Jph(36m/min) 一楼38Jph(36m/min) 一楼38Jph(36m/min) 一楼离线打磨38Jph(4.43m/min)机器人 2 台二楼贴膜报交检查精修清漆色漆闪干色漆中涂闪干面漆烘干送总装设 4 个工位. 需 4 人设8 个工位. 需15 人存65 台面漆车二楼15 台机器人二楼17 台机器人二楼38Jph(4.12m/min )一楼38Jph(4.12m/min )一楼38Jph(3.48m/min) 38Jph(4.43m/min) 38Jph(4.43m/min)。
喷涂工艺流程图(详细操作及要点)
的工件通过输送链送入180~200℃的烘房 并保温相应的时间(20min),使之熔化、
固化,从而得到合格的工件表面效果; 固化室内定期打扫,确保干净无灰尘。
合格产品
1.待工件冷却后将合格品包 定周运输车内(可根据客户
贴膜包装
手动喷枪对工件凹槽
面进行喷涂; 统管道中的颜色;
1. 工件出烘箱后自然冷却15分钟; 2. 把工件取下,检验工件是否平整光亮、有无颗粒、缩孔等缺陷; 对被检出的有漏喷、针孔、碰伤、气泡等缺陷的工件,进行返修
或重喷;检测喷粉厚度(装潢面控制在60~100μm,背面不小于 50μm;检测喷粉附着力(划格试验);不合格品需经脱塑后重新 进入喷粉流水线。
分钟;
分
分 保持一
包上一层保护膜,放入指 户要求包装)
净无油渍
工件出烘箱后自然冷却10分钟。
脱水烘干
1、 脱水烘干温度120℃左右,用时15分
吹干
皮膜
将悬挂吊钩挂在悬挂输送机 为米
水洗2
将工件倾斜沥出水份,用气枪吹干。 1、对工件进行清洗时间2.5分钟,室温,
为2.0米/分钟。 按照规定的悬挂方式挂在吊
、对工件进行清洗时间 分钟,室温, 为水洗3、水洗4、纯水洗三步; 2、每2000件更换一次槽液,生产时应保
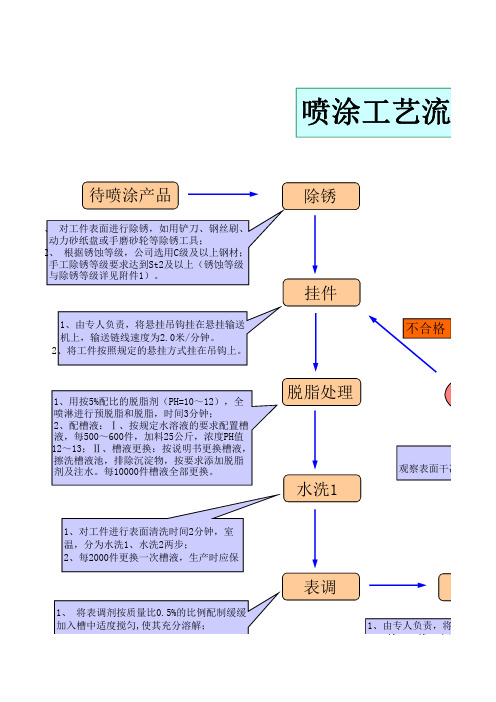
1、用按5%配比的脱脂剂(PH=10~12),全 喷淋进行预脱脂和脱脂,时间3分钟; 2、配槽液:Ⅰ、按规定水溶液的要求配置槽 液,每500~600件,加料25公斤,浓度PH值 12~13;Ⅱ、槽液更换:按说明书更换槽液, 擦洗槽液池,排除沉淀物,按要求添加脱脂 剂及注水。每10000件槽液全部更换。
喷涂工艺流
待喷涂产品
、 对工件表面进行除锈,如用铲刀、钢丝刷、 动力砂纸盘或手磨砂轮等除锈工具; 2、 根据锈蚀等级,公司选用C级及以上钢材; 手工除锈等级要求达到St2及以上(锈蚀等级 与除锈等级详见附件1)。
铝型材粉末喷涂工艺流程【详解】

1、目的通过对生产过程中的每一工艺过程作定性和定量的规定,规范和指导每一工艺过程中的操作者操作要求,从而确保型材的质量。
2、适用范围适用于喷涂车间对铝合金型材进行粉末喷涂表面处理。
3、职责3.1 车间主任负责指导和监督车间员工按本操作规程的规定操作。
3.2 各岗位员工严格按本规程的规定进行作业。
4、操作规程4.1 喷涂车间生产工艺流程图挤压坯料→检验→上架→脱脂→水洗前处理下架←沥干烘干水洗水洗水洗←铬化←水洗←水洗移交↓上架→表面清洁→喷粉→固化→下架→检验包装喷涂4.2生产前的准备工作4.2.1提前15分钟上班,做好交接班手续,并配戴好生产安全防护用品。
4.2.2型材上架前,按《喷涂车间设备操作规程》的相关规定,将设备启动运行并检查,确认设备运转正常后方可生产。
4.2.3坯料准备:(责任人:前处理工)a)前处理工按车间下达的生产指令领用和吊运坯料;并核对型材的长度、数量、壁厚是否和生产指令单相符,确定无误后才能生产b)上架时认真检查坯料质量的是否符合《挤压半成品检验规程》的规定要求。
如出现有质量问题及时向相关人员汇报。
c)抬料时要轻拿放,避免因为人为的因素造成损坏铝型材坯料。
d)上排绑料时头尾要一致对齐,避免在各槽溶浸泡中相互擦花。
e)用完的工具必须整齐摆放,保持场地整洁、干净。
4.2.4专用工具准备。
相关岗位人员检查以下工具是否齐备和符合使用要求:a)挂钩:导电良好,无空缺、无变形;b)小车:能正常推动。
4.2.5原材料准备。
相关岗位人员检查以下生产用原材料是否足够:前处理化学药水、粉末。
4.2.6前处理操作和各槽液的浓度要求(1)脱脂:温度为常温,酸浓度50-90g/L脱脂时间5-10分钟(视铝件表面污染程度而定),材料吊起过槽时,要尽量倾斜,倾斜角度一般为5-10度角,并吊起并滴水1分钟;(2)水洗:三次用自来水清洗,时间为1-3分钟,要求各水洗槽有溢流;(3)铬化:铬化温度为常温,铬化剂浓度25-35g/L,PH值为1.5-3.0,铬化时间为1-3分钟。
喷涂车间工艺流程图
喷涂车间工艺流程图一、引言喷涂车间是一种常见的工业生产车间,主要用于对产品进行喷涂和涂装,以提高产品的表面质量和保护产品的耐用性。
喷涂车间工艺流程图是一种图形化的表示方式,用于展示喷涂车间的工艺流程和各个工序之间的关系。
本文将详细介绍喷涂车间工艺流程图的标准格式及其内容要求。
二、标准格式喷涂车间工艺流程图的标准格式如下:1. 图表编号:每个工艺流程图应有唯一的编号,便于查找和引用。
2. 图表标题:简明扼要地描述工艺流程的内容和目的。
3. 图表说明:对图表中各个元素和符号的含义进行解释。
4. 工艺流程图:按照工艺流程的先后顺序,使用适当的符号和箭头表示各个工序之间的关系。
5. 工序说明:对每个工序进行详细的描述,包括工序名称、工序目的、所需设备和材料、操作步骤等。
6. 工艺参数:对每个工序的关键参数进行说明,如温度、湿度、喷涂厚度等。
7. 质量控制:对每个工序的质量控制要求进行说明,如检测方法、合格标准等。
8. 安全注意事项:对每个工序的安全注意事项进行说明,如防护措施、危险品处理等。
三、内容要求喷涂车间工艺流程图的内容应准确反映实际生产过程,并满足以下要求:1. 完整性:工艺流程图应包含喷涂车间的所有工序,从原料准备到成品出库。
2. 逻辑性:工艺流程图应按照工艺流程的先后顺序进行排列,保证工序之间的逻辑关系清晰明了。
3. 易读性:工艺流程图应使用清晰、简洁的符号和标识,便于工作人员理解和操作。
4. 一致性:工艺流程图中使用的符号和标识应统一,避免混淆和歧义。
5. 可操作性:工艺流程图应提供工序的详细说明和操作步骤,以便操作人员按照流程进行操作。
6. 可追溯性:工艺流程图应标明图表编号和日期,便于查找和追溯工艺变更记录。
四、示例工艺流程图下面是一个示例的喷涂车间工艺流程图,用于说明标准格式的具体内容:图表编号:PTJ-001图表标题:喷涂车间工艺流程图图表说明:- 矩形框表示工序;- 箭头表示工序之间的先后顺序;- 实线箭头表示正常工艺流程;- 虚线箭头表示异常工艺流程;- 圆形表示检验点。
钣喷标准工艺流程图
劳保
棉手套、帽子、眼镜、口罩、 安全鞋、焊接手套
目的
封闭底材、增强钢板防锈能 力及油漆附着力
方法
1、裸铁必须喷环氧底漆
2、干燥后上密封胶 3、喷漆完工后,部件安装 前 喷涂内腔防锈蜡、粒粒胶 及粘好阻尼胶板
工具、 材料
环氧底漆、密封胶、羊毛刷 内部防锈蜡、粒粒胶 阻尼胶 板
劳保
防溶剂手套、帽子、眼镜、 口罩、安全鞋
工具、 双动研磨机
材料
「80、「120圆盘干磨砂纸
10^^
劳保
棉手套、护目镜、帽子、安 全鞋
4喷防锈底漆
目的
封闭底材、增强钢板防锈 能 力及油漆附着力
方法
1对待喷部位进行除油处理
2用毛刷粘上还氧底漆,对 裸钢板及羽状边上的旧漆 膜 薄刷一遍 或者:用喷枪喷涂,漆膜 厚 度为15~20以爪
工具、 材料
房 000 35分钟
7漆喷涂面
专用面漆喷枪
专用中途喷 枪
双动打磨机 ? 80~9240砂纸
1系统选择
目的
检查待修漆面为何种类型的涂料, 避免修复过程中发生咬底现象
方法
1.用砂纸打磨漆面,出现难以研磨 并沾砂纸的,为单组分涂料 1.用溶剂擦漆面,出现掉漆现象的 为单组分涂料
(单组分涂料必须完全去除后才开 始
棉手套、防尘口罩、眼镜
号数:60~80~120~180~220~280~320360=400=500
目的 方法
让旧漆膜里的每道漆层平滑 过渡,避免原子灰印和新喷 上去的漆膜收缩
1.用双动研磨机以一定的倾 斜05度),配上卩80砂 纸, 将旧漆膜里的每道漆 层,磨 为间距约为10隱 2丨分别按顺序配上对应的砂 纸磨去砂纸痕
钣喷标准工艺流程图
目的 方法
填平凹陷
1.按39^。重量比例充分调和原子灰与 固化剂 1.灰刀竖直成60度将原子灰用力薄 刮 上去,以填平所有砂纸痕及孔穴 3丨相对平放灰刀进行第2或第3遍刮 灰 (注意1.原子灰边缘的收边,一定要 从厚到薄过度好 1原子灰要刮在研磨的范围内〕
厚到薄过度好
工具、 材料
各种刮刀片、混合原子灰板 原子灰
棉手套、防尘口罩、眼镜
号数:60~80~120~180~220~280~320360=400=500
目的 方法
让旧漆膜里的每道漆层平滑 过渡,避免原子灰印和新喷 上去的漆膜收缩
1.用双动研磨机以一定的倾 斜05度),配上卩80砂 纸, 将旧漆膜里的每道漆 层,磨 为间距约为10隱 2丨分别按顺序配上对应的砂 纸磨去砂纸痕
(准备相应零部件、作业方 法、
交车时间、注意事项)、
工具、 测量工具、车身尺寸图 材料
劳保
棉手套、帽子、安全鞋
目的
拆下相关的零部件,以便进 行粗拉伸作业
方法
1、拆下相关的零部件,作 好 标记存放在专用的地方 2、同时对车体相关部位进 行 保护
工具、 材料
零部件存放架、纸标签
劳保
棉手套、帽子、安全鞋
修补作业)
工具、 材料
「800~「1500水磨砂纸 或抹布、溶剂
劳保
防溶剂手套、防毒口罩
2清洁、除油
目的 方法
避免因旧漆面残留的各种杂质(如 含 硅酮的抛光腊)所造成修复过程 中出 现的走珠、附着不良、水泡等 缺陷
1喷上除油剂 2两块抹布,一块先以来回方向擦掉 漆面残留物,然后在溶剂挥发前用 另 块一布以单方向进一步抹净
介子机、焊丝、带式打磨机 叩 0带式砂带纸
静电喷涂流程图
家用电器(塑料)涂装 家用电器(塑料)
第三节
粉末ห้องสมุดไป่ตู้涂
作业: 作业: 分粉末涂料的导电及换色、喷涂、 分粉末涂料的导电及换色、喷涂、粉末 熔融和冷却及制件后处理四个方面, 熔融和冷却及制件后处理四个方面,说明粉 末静电喷涂工艺。 末静电喷涂工艺。
第三节
④实际使用设备 喷房组合: 喷房组合:
粉末喷涂
家用电器(塑料)涂装 家用电器(塑料)
第三节
粉末喷涂
家用电器(塑料)涂装 家用电器(塑料)
第三节
粉末喷涂
5、喷枪 喷枪的要求: 喷枪的要求: (1)安全可靠 (2)应最大限度满足各种类型工作要求
家用电器(塑料)涂装 家用电器(塑料)
第三节
粉末喷涂
(3)适应不同的供粉量的要求 (4)使涂料粉末有最大的带电效果 喷枪的主要技术参数
家用电器(塑料)涂装 家用电器(塑料)
第三节
粉末喷涂
家用电器(塑料)涂装 家用电器(塑料)
第三节
粉末喷涂
(三)粉末静电喷涂工艺 1、涂料得导电和换色 (1)涂料的电性能 (2)涂料粉末的电化 放电针放出高压静电, ①放电针放出高压静电,电化粉末表面
家用电器(塑料)涂装 家用电器(塑料)
第三节
2、喷涂 (1)空气压力和电压 ①空气压力 ②喷涂电压
粉末喷涂
家用电器(塑料)涂装 家用电器(塑料)
第三节
粉末喷涂
(2)喷涂距离 距离: ①距离: ②粉层厚度 (3)涂层厚度 ①获得较厚涂层的方法 ②多次喷涂过程
家用电器(塑料)涂装 家用电器(塑料)
家用电器(塑料)涂装 家用电器(塑料) 第三节 粉末喷涂
家用电器(塑料)涂装 家用电器(塑料) 第三节 粉末喷涂
5生产工艺流程图
生产工艺流程图
清HDZ
面选料——梳齿指接——四面刨——划线——拼板——砂光——检修——双端铣——打孔——精砂——检修——喷涂——辊涂——组加强撑——全检配色——包装
腿选料——梳齿指接——砂光——划线——拼板——四面刨——定长——打孔——精砂——检修——辊涂——组装——全检——包装
餐车
面选料——梳齿指接——四面刨——划线——拼板——砂光——检修——双端铣——精砂——检修——涂油——包装
腿选料——梳齿指接——四面刨——划线——拼板——四面刨——定长——打孔——精砂——检修——辊涂——喷涂——组装——全检——包装
中桌
面选料——梳齿指接——四面刨——划线——拼板——粗砂——精砂——双端铣——打孔——开槽——检修——喷涂——辊涂——组装——全检配色——包装
腿选料——梳齿指接——四面刨——划线——拼板——四面刨——定长——打孔——精砂——检修——辊涂——全检——包装
裙板选料——梳齿指接——四面刨——划线——拼板——四面刨——定长——打孔——开槽——精砂——检修——辊涂——全检——包装。
粉末喷涂流程图
粉末静电喷涂技术的典型工艺流程为:工件前处理→喷粉→固化→检查→成品1.1 前处理工件经过前处理除掉冷轧钢板表面的油污和灰尘后才能喷涂粉末,同时在工件表面形成一层锌系磷化膜以增强喷粉后的附着力。
前处理后的工件必须完全烘干水分并且充分冷却到35℃以下才能保证喷粉后工件的理化性能和外观质量。
1.2 喷粉1.2.1 粉末静电喷涂的基本原理工件通过输送链进入喷粉房的喷枪位置准备喷涂作业。
静电发生器通过喷枪枪口的电极针向工件方向的空间释放高压静电(负极),该高压静电使从.喷枪口喷出的粉末和压缩空气的混合物以及电极周围空气电离(带负电荷)。
工件经过挂具通过输送地(接地极),这样就在喷枪和工件之间形成一个电场占粉末在电场力和压缩空气压力的双重推动下到达工件表面,依靠静电吸引在工件表面形成一层均匀的涂层。
1.2.2 粉末静电喷涂的基本原料用室型环氧聚酯粉末涂料。
它的主要成分是环氧树脂、聚酯树脂、固化剂、颜料、填料、各种助剂(例如流平剂、防潮剂、边角改性剂等).粉末加热固化后在工件表面形成所需涂层。
辅助材料是压缩空气,要求清洁干燥、无油无水[含水量小于1.3g/m3、含油量小于1.0×10-5%(质量分数)]1.2.3 粉末静电喷涂的施工工艺●静电高压60-90kV。
电压过高容易造成粉末反弹和边缘麻点;电压过低上粉率低。
●静电电流10~20μA。
电流过高容易产生放电击穿粉末涂层;电流过低上粉率低●流速压力0.30-0.55MPa.流速压力越.高则粉末的沉积速度越快,有利于快速获得预定厚度的涂层,但过高就会增加粉末用量和喷枪的磨损速度。
●雾化压力0.30~0.45MPa。
适当增大雾化压力能够保持粉末涂层的厚度均匀,但过高会使送粉部件快速磨损。
适当降低雾化压力能够提高粉末的覆盖能力,但过低容易使送粉部件堵塞。
●清枪压力0.5MPa。
清枪压力过高会加速枪头磨损,过低容易造成枪头堵塞。
●供粉桶流化压力0.04~0.10MPa。