精馏塔的操作和全塔效率测定实验全解
实验七:精馏塔板效率测定实验
实验七精馏塔塔板效率测定实验一、实验目的1、熟悉精馏单元操作过程的设备与流程;2、了解板式塔结构与流体力学性能;3、掌握精馏塔的操作方法与原理;4、学习精馏塔效率的测定方法。
二、实验原理蒸馏原理是利用混合物中组分间挥发度的不同来分离组分,经多次平衡分离的蒸馏过程称为精馏。
常见的精馏单元过程由精馏塔、冷凝器、再沸器、加料系统、回流系统、产品贮槽、料液贮槽及测量仪表等组成。
精馏塔本身又分为板式精馏塔和填料精馏塔,本产品为板式精馏塔。
可进行连续或间歇精馏操作,回流比可任意调节,也可以进行全回流操作。
在板式精馏塔中,混合液的蒸气逐板上升,在塔顶冷凝后回流液逐板下降。
气液两相在塔板上接触实现热质传递,从而达到分离的目的。
如果在每层塔板上,下降液体与上升蒸气处于平衡状态,则该塔板称为理论板。
然而在实际操作的精馏塔中,由于气液两相在塔板上接触的时间有限,气液两相不可能完全达到平衡,亦即实际塔板的分离效果达不到理论板的作用,因此精馏塔所需要的实际板数总是比理论板数要多。
对于二元物系,如已知其气液平衡数据,则根据精馏塔的原料液组成、进料热状况、操作回流比及塔顶馏出液组成、塔底釜液组成,即可以求出该塔的理论板数N t。
1、精馏塔的正常与稳定操作精馏塔从开车到正常稳定操作是一个从不稳定到稳定、不正常到正常的渐进过程。
因为刚开车时,塔板上均没有液体,蒸汽可直接穿过干板到达冷凝器,被冷凝成液体后再返回塔内第一块塔板,并与上升的蒸汽接触;而后,逐板溢流至塔釜。
首先返回塔釜的液体经过的塔板数最多,达到的气液平衡次数也最多,所以其轻组分的含量必然最高;而第一块塔板上的液体轻组分含量反而会比它下面的塔板上的液体轻组分含量低一些,这就是“逆行分馏”现象。
从“逆行分馏”到正常精馏,需要较长的转换时间。
对实验室的精馏装臵,这一转换时间至少需30分钟以上。
而对于实际生产装臵,转换时间有可能超过2小时。
所以精馏塔从开车到稳定、正常操作的时间也必须保证在30 分钟以上。
精馏实验

一、实验目的1、测定精馏塔在全回流条件下的全塔效率。
2、测定精馏塔在全回流条件下塔体温度分布。
3、熟悉精馏塔的操作。
二、实验原理在精馏过程中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液在塔板上多次部分汽化部分冷凝,进行传热与传质,使混合液达到一定程度的分离。
本实验所用的体系为乙醇-水,由于这两种物质的折射率存在差异,且其混合物的质量分数与折射率有良好的线性关系,故可通过阿贝折光仪分析料液的折射率,从而得到浓度。
1、全塔效率E T全塔效率E T=N T/N P,其中N T为所需理论板数,N P为塔内实际板数。
板式塔内各层塔板上的气液相接触效率并不相同,全塔效率简单反映了塔内塔板的平均效率,它的大小与塔板结构、物系性质、操作状况有关,一般由实验测定。
式中N T由已知双组分物系的平衡关系,通过实验测得的塔顶产品组成X D、料液组成X F、釜液组成X W、回流比R、进料热状况等,即可用图解法求得。
2、单板效率E M是指气相或液相经过一层实际塔板前后的组成变化与经过一层理论塔板前后的组成变化的比值。
三、实验装置流程图一精馏装置流程示意图1、塔顶冷凝器2、塔身3、视盅4、塔釜5、控温棒釜液冷却器7、塔釜加热棒8、回流分配器9、转子流量计10、原料罐11、稳压罐12、原料泵四、实验步骤(一)配料1.把纯净水和酒精质量配置成质量浓度为16%-19%的溶液,关闭成品罐排污阀、阀5、阀2、阀1,打开成品罐排空阀和阀7,把配好的浓液从成品罐排空阀上的漏斗加至成品罐2/3以上。
2.关闭阀9、塔釜排污阀和阀8,打开塔釜排空阀和阀2,让浓液从成品罐流入塔釜中,至塔釜2/3 处,关闭阀2和塔釜排空阀。
3.关闭原料罐排空阀、阀10、阀3和阀4打开原料罐排空阀和阀5,让成品罐剩下中的溶液全部流到原料罐中,完成之后关闭阀5,关上原料罐排空阀剩很小一个缝。
(二)加热1.打开阀6,关上阀11、阀7、进料阀1和进料阀2,成品罐的排空阀开一个很小的缝。
精馏塔的操作与全塔效率测定实验

24.03.2022
11
(1)适宜回流比的确定
初估操作回流比的方法
在漏液点和液泛点之间选择一合适的塔釜加 热量。
24.03.2022
12
(2)物料衡算 ① 总物料的平衡
FDW ——塔釜液位恒定为基准
② 轻组分的物料平衡
Fxf DD xWW x
——以灵敏板温度合格为标准
24.03.2022
13
2.部分回流操作得产品500ml,XD ≥93v%, XD≤3v%。
a.正常的操作参数P釜(20─40)×100Pa, 灵敏板温度 T灵(80—83)℃。
b.不正常现象的观察和调节。
24.03.2022
21
5.原始数据记录
实验物系:酒精水溶液 进料状态:常温 设备参数:塔板数=15 塔 径: 50mm 板 间 距: 100mm 开 孔 率: 3.8%
的 , 也 姓 刘 ,长得
(2) 在塔中部适当位置加入待分离 料液;加料液中轻组分浓度愈高, 加料位置也愈高,加料位置将塔 分成上下二个塔段,上段为精馏 段,下段为提馏段。
24.03.2022
2
(3)在精馏段中上升蒸汽与回 流之间进行物质传递,使上 升蒸汽中轻组份不断增浓, 至塔顶达到要求浓度。
(4)在提馏段中下降液流与上 升蒸汽间的物质传递使下降 液流中的轻组份转入汽相, 重组份则相反,下降液流中 重组份浓度不断增浓,至塔 底达到要求浓度。
xD % xW v% T 灵 ℃
P釜/100Pa
F
L/h
全
95.2
回流 (v)
部分 回流
93.0 3.0 (v)
D
ml/mil
W
ml/min
R xF %
筛板精馏实验报告
一、实验目的1. 了解筛板精馏塔的结构及精馏流程。
2. 理论联系实际,掌握精馏塔的操作方法。
3. 掌握精馏塔全塔效率的测定方法。
4. 研究回流比对精馏塔分离效率的影响。
二、实验原理1. 精馏原理:精馏是利用混合物中各组分挥发度的差异,通过加热使液体沸腾,产生蒸汽,再通过冷凝使蒸汽冷凝成液体,从而达到分离的目的。
在精馏过程中,轻组分会逐渐富集在塔顶,重组分则富集在塔底。
2. 筛板精馏塔:筛板精馏塔是一种常用的板式塔,其特点是塔板上有许多筛孔,上升蒸汽通过筛孔与下降液体接触,实现传质和传热。
3. 全塔效率:精馏塔的全塔效率是指塔顶产品中轻组分含量与塔底产品中重组分含量之间的分离效果。
全塔效率越高,分离效果越好。
4. 回流比:回流比是指塔顶冷凝液回流到塔内与塔顶产品流量之比。
回流比越高,分离效果越好,但能耗也越高。
三、实验仪器与试剂1. 仪器:筛板精馏塔、加热器、冷凝器、流量计、温度计、记录仪等。
2. 试剂:乙醇-水混合物。
四、实验步骤1. 准备实验:将筛板精馏塔组装好,连接好加热器、冷凝器、流量计、温度计等仪器,并检查其是否正常。
2. 实验操作:a. 将乙醇-水混合物加入塔釜,开启加热器,加热至沸腾。
b. 观察塔顶冷凝液流量,调整回流比,记录塔顶和塔底温度、流量、组成等数据。
c. 改变回流比,重复步骤b,观察分离效果的变化。
3. 数据处理:a. 计算塔顶和塔底产品的组成,计算全塔效率。
b. 分析回流比对分离效果的影响。
五、实验结果与分析1. 全塔效率:实验测得全塔效率约为98%,说明该筛板精馏塔的分离效果较好。
2. 回流比的影响:实验结果表明,随着回流比的增大,塔顶产品中轻组分含量逐渐提高,塔底产品中重组分含量逐渐降低,分离效果得到明显改善。
但回流比过高会导致能耗增加。
六、结论1. 筛板精馏塔是一种常用的精馏设备,具有结构简单、操作方便等优点。
2. 通过调整回流比,可以有效地提高精馏塔的分离效果。
3. 本实验结果表明,该筛板精馏塔的分离效果较好,可用于乙醇-水混合物的分离。
化工原理实验报告精馏实验
精馏实验一、目的及任务①熟悉精馏的工艺流程,掌握精馏实验的操作方法。
②了解板式塔的结构,观察塔板上汽-液接触状况。
③测定全回流时的全塔效率及单板效率。
二、基本原理在板式精馏塔中,由塔釜产生的蒸汽沿塔板逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。
回流是精馏操作得以实现的基础。
塔顶的回流液与采出量之比,称为回流比。
回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。
回流比存在两种极限情况:最小回流比和全回流。
若塔在最小回流比下操作,要完成分离任务,则需要有无穷多块塔板的精馏塔。
当然,这不符合工业实际,所以最小回流比只是一个操作限度。
若操作处于全回流时,既无任何产品采出,也无任何原料加入,塔顶的冷凝液全部返回塔中,这在生产中无实验意义。
但是,由于此时所需理论板数最少,又易于达到稳定,故常在工业装置中的开停车、排除故障及科学研究时采用。
实际回流比常取最小回流比的1.2~2.0倍。
在精馏塔操作中,若回流系统出现故障,操况会急剧恶化,分离效果也将变坏。
板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。
(1) 总板效率E E=N/N e (4-25) 式中 E ——总板效率; N ——包括塔釜); N e ——实际板数。
(2)单板效率E ml式中 E ml ——以液相浓度表示的单板效率; X n X n-1——第n 块板和第(n-1)块板的液相浓度; Xn *——与第n 块板气相浓度相平衡的液相浓度;总板效率与单板效率的数值常由实验测定。
单板效率是评价塔板性能优劣的重要数据。
物系性质、板型及操作负荷是影响单板效率的重要因数。
当物系与板型确定后,可通过改变汽液符合达到最高的板效率;对于不同的板型,可以在保持相同的物系及操作条件下,测定其单板效率,以评价*11n n nn ML x x x x E --=--(4-26)化工原理实验报告——精馏实验其性能优劣。
精馏实验报告

北京化工大学化工原理实验报告实验名称:精馏实验班级:姓名:学号:序号:同组人:设备型号:板式精馏塔实验日期:一、实验摘要本次实验采用板式精馏塔,通过全回流和部分回流的操作模式,分离乙醇—正丙醇混合物。
全回流时,x F=0.1177,x D=0.9017,x w=0.0942,通过画梯级图得到的理论板数为6.1,全塔效率为63.75%,单板效率E mL,N=73.25%,E mV,N=69.66%。
部分回流时,x F=0.316,x D=0.8341,x W=0.0877,通过画梯级图得到的理论板数N T=7.5,全塔效率:E T=81.25%, D=10.91 ml/min,W=24.72 ml/min。
二、实验目的1、了解板式精馏塔的结构特点和测控系统2、测量全回流时的全塔效率和单板效率3、测量部分回流时的全塔效率4、测量精馏塔操作弹性、负荷性能等5、观察冷模板式塔的气液(鼓泡、泡沫、喷射)接触状态6、观察冷模板式塔的漏液、雾沫夹带或液泛等情况三、实验原理精馏是根据液体混合物组分的挥发度不同,经塔底供热产生蒸汽向上回流,塔顶移走热量产生液体向下回流,塔内发生气液逆流接触和物质传递,最后轻组分富集于塔顶,重组分富集于塔底,将混合物分开的单元操作。
精馏塔的操作参数有:板效率、板压降、持液量、塔板温度等。
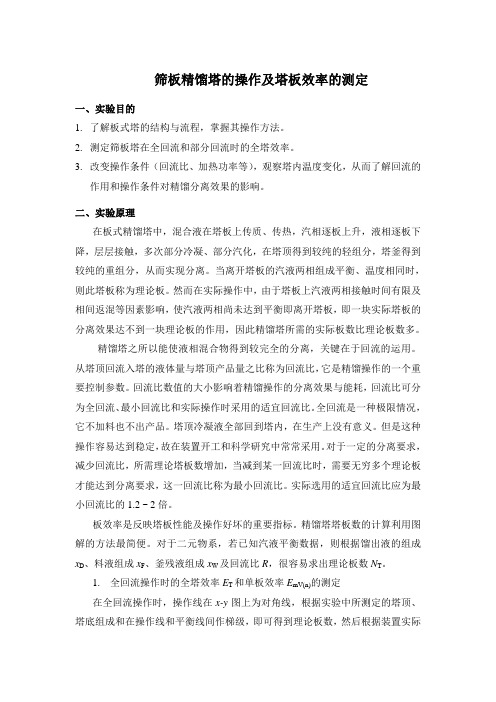
其中,板效率是体现塔板性能及操作条件好坏的主要参数,包括:1、全塔效率E T=N T−1NN T—理论塔板数(包括塔釜1块理论板) N—实际塔板数理论塔板数N T可通过画梯级图(如图5-1)求得,还可以通过逐板计算得到。
图5-1 全回流和部分回流操作的理论板梯级对于全回流操作,以作图法为例:首先画出乙醇—正丙醇溶液在101.3kPa下的y-x相平衡曲线(平衡数据见附录),对角线即是操作线.然后以塔顶组成x D和塔釜组成x W为始、终点,在平衡线和操作线之间画梯级,梯级数(含小数部分)等于理论板数N T。
精馏塔的操作和全塔效率的测定实验

0.1532
39914
0.9339
0.8468
塔釜
39427
1.0000
1.0000
0
0.0000
0.0000
以塔顶为例,具体的计算步骤如下:
乙醇的质量百分数
水的质量百分数
乙醇的摩尔分数
水的摩尔分数
利用理论塔板绘制软件,得到理论塔板数为11(含塔釜),所以全塔效率为
(2)在部分回流连续精馏操作时,根据进料组成 和分离要求( ≥93%, ≤3%)。初步估计操作回流比R的大小,根据进料流量(2~4L/h)估算D和W。
同理,D=0.2887,塔顶采出率D/F=0.0656
2.5在进料量5.0L/h,回流量 ,采出量 下,回流比 =5.5,同样计算方法的如下表格
回流比5.5
水
乙醇
峰面积
质量百分数
摩尔分数
峰面积
质量百分数
摩尔分数
塔顶
4849
0.0781
0.1780
43621
0.9219
0.8220
塔釜
60228
1.0000
2.1 在进料量4L/h,回流量 ,采出量 下,回流比 =1.9,同样计算方法的如下表格
回流比1.9
水
乙醇
峰面积
质量百分数
摩尔分数
峰面积
质量百分数
摩尔分数
塔顶
2692
0.0653
0.1515
29374
0.9347
0.8485
塔釜
31851
1.0000
1.0000
0.0000
0.0000
利用理论塔板绘制软件,得到理论塔板数为11(含塔釜),所以全塔效率为
筛板精馏塔及塔板效率原理解析
筛板精馏塔的操作及塔板效率的测定一、实验目的1.了解板式塔的结构与流程,掌握其操作方法。
2.测定筛板塔在全回流和部分回流时的全塔效率。
3.改变操作条件(回流比、加热功率等),观察塔内温度变化,从而了解回流的作用和操作条件对精馏分离效果的影响。
二、实验原理在板式精馏塔中,混合液在塔板上传质、传热,汽相逐板上升,液相逐板下降,层层接触,多次部分冷凝、部分汽化,在塔顶得到较纯的轻组分,塔釜得到较纯的重组分,从而实现分离。
当离开塔板的汽液两相组成平衡、温度相同时,则此塔板称为理论板。
然而在实际操作中,由于塔板上汽液两相接触时间有限及相间返混等因素影响,使汽液两相尚未达到平衡即离开塔板,即一块实际塔板的分离效果达不到一块理论板的作用,因此精馏塔所需的实际板数比理论板数多。
精馏塔之所以能使液相混合物得到较完全的分离,关键在于回流的运用。
从塔顶回流入塔的液体量与塔顶产品量之比称为回流比,它是精馏操作的一个重要控制参数。
回流比数值的大小影响着精馏操作的分离效果与能耗,回流比可分为全回流、最小回流比和实际操作时采用的适宜回流比。
全回流是一种极限情况,它不加料也不出产品。
塔顶冷凝液全部回到塔内,在生产上没有意义。
但是这种操作容易达到稳定,故在装置开工和科学研究中常常采用。
对于一定的分离要求,减少回流比,所需理论塔板数增加,当减到某一回流比时,需要无穷多个理论板才能达到分离要求,这一回流比称为最小回流比。
实际选用的适宜回流比应为最小回流比的1.2 ~ 2倍。
板效率是反映塔板性能及操作好坏的重要指标。
精馏塔塔板数的计算利用图解的方法最简便。
对于二元物系,若已知汽液平衡数据,则根据馏出液的组成x D、料液组成x F、釜残液组成x W及回流比R,很容易求出理论板数N T。
1.全回流操作时的全塔效率E T和单板效率E mV(n)的测定在全回流操作时,操作线在x-y图上为对角线,根据实验中所测定的塔顶、塔底组成和在操作线和平衡线间作梯级,即可得到理论板数,然后根据装置实际板数,由式(1)可求取全塔效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.部分回流操作得产品500ml,XD ≥93v%, XD≤3v%。 a.正常的操作参数P釜(20─40)×100Pa, 灵敏板温度 T灵(80—83)℃。
b.不正常现象的观察和调节。
2017/10/28
21
5.原始数据记录
实验物系:酒精水溶液 进料状态:常温 设备参数:塔板数=15 塔 径: 50mm 板 间 距: 100mm 开 孔 率: 3.8%
2017/10/28
5
1.1.1 设备因素
合理的塔板数和塔结构为正常精馏达到指 定分离任务提供了质量保证,塔板数和塔板 结构为汽液接触提供传质面积。
n ,H ,投资 ; α ,n ; 塔结构合理 η 塔板结构合理 操作弹性大 不易发生三种不正常现 象
6
2017/10/28
x D % xW v% T灵 ℃ P釜 /100Pa
全 回流 部分 回流 95.2 (v) 93.0 (v) 3.0
F
L/h
D
ml/mil
W
ml/min
R ∞
xF
%
2017/10/28
22
2017/10/28
23
13
(3)灵敏点温度
2017/10/28
14
按塔顶和塔釜温度进行操作控制的不可靠性 塔内温度剧变的区域
按灵敏点温度进行操作控制
2017/10/28
15
若 : Fx f DxD WxW
2017/10/28
16
若:Fx f DxD WxW
2017/10/28
17
若:分离能力 R 不够
11
2017/10/28
(1)适宜回流比的确定
初估操作回流比的方法
在漏液点和液泛点之间选择一合适的塔釜加 热量。
2017/10/28
12
(2)物
——塔釜液位恒定为基准
② 轻组分的物料平衡
Fx f DxD WxW
——以灵敏板温度合格为标准
2017/10/28
板式精馏塔的操作及其全塔效率的测定
2017/10/28
1
1. 基本原理
(1) 塔釜加热,在塔内产生上升蒸 汽;塔顶冷凝,部分凝液作为轻 组份较浓的塔顶产品,部分凝液 作为回流形成塔内下降液流;连 续或间歇地自塔釜排出部分釜液 作为重组份较浓的塔底产品。
(2) 在塔中部适当位置加入待分离 料液;加料液中轻组分浓度愈高, 加料位置也愈高,加料位置将塔 分成上下二个塔段,上段为精馏 段,下段为提馏段。
(i) 板式塔正常操作的流动特征
⑴气液两相总体逆流; ⑵气液两相在板上错流。
2017/10/28
7
(ii) 板式塔操作的不正常现象
⑴ 严重的液沫夹带现象 ⑶ 降液管液泛
2017/10/28
⑵ 严重的漏液现象
8
P釜 P顶 + 板压降
Q , V 板压降, P釜
Q ,V 板压降 ,P釜
(5) 精馏的前提是轻重组份间有不 同的挥 发度,因此,只需要部分回流即可达到塔 顶轻组份增浓,塔底重组份提浓的目的。
2017/10/28
4
1.1 维持正常精馏的设备因素和操作因素
(1)精馏塔的结构应能提供所需的塔板数 和塔板上足够的相间传递面积。 (2)塔底加热产生上升蒸汽、塔顶冷凝形 成回流是精馏操作的主要能量消耗;回流比 愈大,塔顶冷凝量愈大,塔底加热量也必须 愈大。回流比愈大,相间物质传递的推动力 也愈大。
2017/10/28
2
(3)在精馏段中上升蒸汽与回 流之间进行物质传递,使上 升蒸汽中轻组份不断增浓, 至塔顶达到要求浓度。 (4)在提馏段中下降液流与上 升蒸汽间的物质传递使下降 液流中的轻组份转入汽相, 重组份则相反,下降液流中 重组份浓度不断增浓,至塔 底达到要求浓度。
2017/10/28
3
2017/10/28
9
P釜 P顶
∑板压降≈0
漏液易发生在何处?
2017/10/28
10
1.1.2 操作因素
回流比是精馏的核心因素:
在设计时,存在着一个最小回流比,低于该回 流比即使塔板数再多,也达不到分离要求。 在精馏塔的设计时,存在一个经济上合理的回 流比,使设备费用和能耗得到兼顾。 在精馏塔操作时,存在一个回流比的允许操作 范围。处理量恒定时,若汽液负荷(回流比) 超出塔的通量极限时,会发生一系列不正常的 操作现象,同样会使塔顶产品不合格。
2017/10/28
18
㈡ 塔底压力
塔底压力与塔釜加热量有关, 表明了塔内汽液负荷的大小。
㈢ 实验时的调整方法
① 若T灵发生急剧上升采取 D=0,F↑,W↑的措施。 ② 若T灵发生缓缓上升采取 R ↑ 或全回流的措施。
2017/10/28
19
3. 实验装置
2017/10/28
20
4. 实验内容