成型参数条件设定表
注塑成型参数的定义

成型条件设定一、成型四大要素图一二、注塑工艺五大要素温度、压力、时间、行程(位置)、速度三、料温定义:料温是指塑化物料的温度和以喷嘴注射出的温度,图二其中,前者称为塑化温度,后者称为注射温度.料温设定有利于塑化,降低熔体粘度,流动阻力或注射压力损失.增强流动性,提高料温还能对制品的一些性能带来好的影响,如结合线强度增加,但是料温过高又很容易引起热降解,最终反而导致制品的物理和力学性能变差.料温设定不利于塑化,塑料熔融后粘度较大,流动性差,成型后的制品容易出现熔接痕迹,表面无光泽和缺料等缺陷.料温设定的几个原则1.对于薄壁制品或形状复杂以及带有嵌件的制品,因流动困难或容易冷却,应选用较高的机筒温度,反之,对原壁制品,简单制品及无嵌件制品,均可选用较低的机筒温度.2.避免成型物料在机筒中过热降解,除应严格控制机筒最高温度之外,还必须控制物料或熔体在机筒内的停留时间.3.避免流涎, 喷嘴温度可略低于机筒最高温度,但不解太低.4.判断料温是否合适,可采用对空注射法观察,对空注射时,料流均匀,光滑,无泡,色泽均匀,刚劲有力.四、模温模具温度指和制品接触的模腔温度,它直接影响熔体的充模流动行为,制品的冷却速度和成型后的制品性解.一般来讲,提高模温可以改善熔体在模内的流动性,增加制品的密度和结晶度,以减小充模压力和制品的应力,但制品冷却时间延长,收缩率和脱模后的翘曲变形将会延长或增大,是生产率随冷却时间延长下降.反之,若降低模温,虽然缩短冷却时间和提高生产率,但在温度过低的情况下,熔体在模内的流动性能将会变差,并使制品产生较大的应力或明显的熔接痕迹等缺陷.此外,除了模腔表壁的粗糙度之外,模温还是影响制品表面质量的因素,适当地提高模温,制品表面的粗糙度也会下降。
关于成型条件设定要点总则:一般情况下条件设定越简单,生产越稳定,尤其是对于形状较简单或外观要求不高产品尽量使用较简单条件,如射出速度、射出压力及保压压力均使用1段即可。
Moldflow成型参数设置

L=V/S*λ
V为总体积,需换算成mm^3 S为螺杆横截面面积,单位mm^2,S=1/4*πD^2,式中D为螺杆直径,单位mm λ为补偿熔体收缩的修正系数,其参考值取材料固态密度与熔融态密度之比 经计算得L=78.1mm
- 计算cusion(料垫)、Shot size(注射量) 、suck back(松退)
速度(%)
30
位置(mm)
6
V/P切换7.8mm Ls4
38
21
13.8
62.6
Ls3
Ls2
26
68.5
87.1
Ls1
Ls0
- 输入参数,编辑螺杆曲线:
分析结果如下:
产品填充顺利完成,V/P切换位置稍稍靠后
- 根据分析结果,精确调整螺杆位置和V/P切换位置
速度(%)
30
38
21
26
位置(mm)
87.1715
90.0000 100.0000
100.0000 51.3736
Melt front is entirely in the cavity at % fill = 27.1391 %
在注塑初期,熔体注塑速度由初始速度线性增加,在进入型腔前通过浇口 一段时,速度下降并保持匀速,通过浇口后流动前锋完全进入型腔,速度 迅速上升,最后阶段速度再次下降,直到填充完毕,跟实际注塑状况一致。
国产注塑机Moldflow分析必需机器参数
海天注塑机 • HTFX系列
• HTW1系列
• HTW2系列
部分国产注塑机的参数已经编制成udb文件,可以提供给用户使用
实际工艺条件Moldflow标准化设置方法(实例)
成型机参数一览表

730X730 1035X1035
150 66 10 4 150
J350ELⅡ(34
射出容量(cm) 射出重量(gr) 锁模力(ton) 最大射出压力 可塑化能力 最大型开距离
最小金型厚 最 拉大 杆金 间型 距厚 (H× V) 模板尺寸(H×V) 顶杆顶出距离 螺杆直径 射嘴球径R 射嘴直径φ
A
890 810 350 1820 226 1370 320 670 730X730 1035X1035 150 66 10
13
射出容量 (cm)
HTF86X2(11#)
A
B
C
备注
131
181
147第 5 页 顶孔样
定位环外径φ
射出容量(cm) 射出重量(gr) 锁模力(ton) 最大射出压力 可塑化能力 最大型开距离 最小金型厚 最 拉大 杆金 间型 距厚 (H× V) 模板尺寸(H×V) 顶杆顶出距离 螺杆直径 射嘴球径R 射嘴直径φ 定位环外径φ
射出容量(cm) 射出重量(gr)
锁模力(ton)
150
150
150
最大射出压力
2410
2410
2410
可塑化能力
90
129
160
最大型开距离
890
890
890
最小金型厚
220
220
220
最拉大杆金间型 距厚 (H×
450
450
450
V)
510X510 510X510 510X510
模板尺寸(H×V) 740X740 740X740 740X740
最小金型厚 最 拉大 杆金 间型 距厚 (H× V) 模板尺寸(H×V) 顶杆顶出距离 螺杆直径 射嘴球径R 射嘴直径φ 定位环外径φ
注塑成型参数表
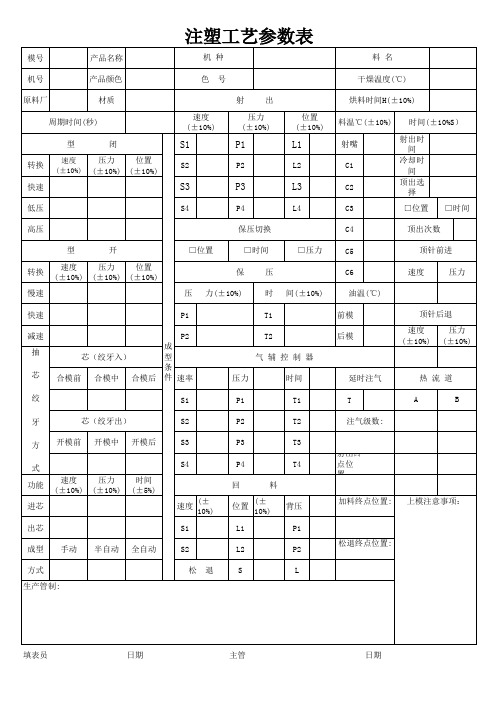
模号
产品名称
机种
料名
机号
产品颜色
色号
干燥温度(℃)
原料厂
材质
周期时间(秒)
转换 快速
型
速度 (±10%)
闭
压力 位置 (±10%) (±10%)
低压
速度 (±10%)
S1
S2
S3
S4
射出 压力
(±10%)
P1
P2
P3
P4
位置 (±10%)
L1
L2
L3
L4
烘料时间H(±10%)
料温℃(±10%) 时间(±10%S)
射嘴 C1 C2
射出时 间
冷却时 间
顶出选 择
C3
□位置 □时间
高压
保压切换
C4
顶出次数
型
开
转换
速度 (±10%)
压力 位置 (±10%) (±10%)
慢速
□位置
□时间
□压力
保压
压 力(±10%)
时 间(±10%)
C6 油温(℃)
顶针前进
速度
压力
快速
P1
减速 抽
芯
芯(绞牙入) 合模前 合模中 合模后
P2 成 型 条 件 速率
T1
T2
气辅控制器
压力
时间
前模 后模
顶针后退
速度
压力
(±10%) (±10%)
延时注气
热流道
绞
S1
P1
T1
T
A
B
牙
芯(绞牙出)
S2
P2
T2
注气级数:
方 开模前 开模中 开模后
成型机参数对照表

一压
15-60 25-60 10-50 35-75 20-50 30-70 45-95 25-60 15-65 35-75 40-80 30-70 45-90 25-60 20-65 35-75 40-80 30-70 45-95 25-65 20-70 35-80 40-85 30-75 55-95 15-50 40-80
深圳市银缘电子科技有限公司
SHENZHEN YINYUAN ELECTRONIC TECHNOLOGY CO.,LTD
制订日期 工程等级 适用范围 成型机 2016/11/1 修订日期 版 本 A
核准
审核
制作
Chen Jian
成型机参数对照表
成型参数 温度 中节
140-185 100-150 125-210 190-240 185-235 130-185 140-185 105-155 175-215 190-240 185-235 1130-185 155-195 105-155 180-215 190-240 135-235 130-185 155-195 105-155 180-215 190-240 135-235 130-185 210-250 160-190 140-190
两穴/单穴固定模 (包括手动模)
2.50Z
四穴固定模(包 括手动模)
2.50Z
六穴固定模(包 括手动模)
2.50Z
八穴或八穴以上 固定模(包括手 动模)
2.50Z
其它特殊磨具
2.5OZ
备注:以上数据为生产经验所得:1.调机参数与参数表不符时(除特殊机台、特殊磨具外)由工程、品管评估确定; 2.特殊机台设置有中节温度。
总压
40-100 40-80 40-100 60-110 40-100 60-100 60-100 40-90 60-100 60-110 40-100 60-100 60-100 40-90 60-100 60-110 40-100 60-100 60-105 40-95 60-105 60-115 40-105 60-105 60-100 40-80 60-100
注塑标准成型条件表

标准周期:
±5℃ h 螺杆直径
除湿 热风
∮
半全 自自 动动
机械手取出 自由落下
模温标准值 单位
控制方式
℃ 发热板 模温机 常温
℃ 发热板 模温机 常温
热流道温度 1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
热流道标准值
胚料预热温度标准 值
参考设定值
(重要参数)变更要求:保压压力、保压时间、保压速度未经验证许可禁止调整、充填位置±1mm;炮筒温度±10℃热
计量式 延 冷却迟时 中间间时
间
开锁模 开
位模 置速 度
位 置速 度
前松退
s
位
m
es
置速
mm
es
度
m
e
1 s 位置
背压
转速
2计 段量
m
mkgf/c
2
rm
延
p
迟
后松退 m mm
sm e
计量
段
锁
方
顶
4
3
2
1
数
段
段
段
段m
模 TON
式
出
c
延
os 保
顶针
s
1 段
2 段
3 段
4 段
m %
高压 m
低 位压 置压
m %
流道温度标准值±10℃;烤料温度±5℃;模具温度标准值±10℃;胚料预热温度标准值±10℃;
保压
保压速
m
度
4321
m
Zero
充填设定
成型调机参数表

机台 吨位
4段: 5段: 6段:
单位: ℃
mm
mm
前模: ℃
mm
mm/s
kn
kn
mm mm/s
后模: ℃
检查注意事项
顶出方式 次
后退
顶出
顶出位置 顶出速mm mm/s 秒
变更版本号
变更日期
变更原因
核准
审核
编制
日期:
年 月
项目 机型
原材料 名称
料管 温度
温度设定
射出 射出速度
射出 条件
射出压力 射出切换位置
终止位置
保压____ 段
单位 bar
保压 计量
第一段. 第二段
第三段
合模位置
合模速度 合模
模具保护
开模位置 开模
开模速度
成型标准参数条件表
产品名称
产品物料编码
模具编号
文件编号 版本号
机台号
成型周期(s)
射嘴
4
4
3
模穴数
3
2
2
1
冷却时间_____秒 秒 射出时间_____秒
计量 前停 止
背压
保压速度___ _mm/s 转速
射出前停止__ _秒
计量位置
松退距离
低压 压力
锁模 压力
1
mm/s bar
mm mm 计量 bar Rpm
原料比例 每模单重(g) ℃ 每时耗料(kg) 热流道温度 (℃):
1段: 2段: 3段:
注塑P-FMEA表--样表

修模或加工
第 3 页,共 4 页
{注塑(Injection
参照OK样板
Potential Failure Mode And Effective Analyse
潜在失效模式 潜在失效后果 严 重 分级 度 S 现行过程控制 潜在失效起因/机理 预防控制 频度 O 控制探测 风险顺 序数 探测 RPN 度D 建议措施 责任和目 标 完成日期 措施执行结果 采取的措施 严 重 度 频 度 探 测 度 R P N
射胶压力过小 保压压力过小 计量过小 参照OK样板 缩水 影响产品外观 6 射胶速度过慢 保压速度过慢 射胶时间过短 保压时间过短 模温过低/过高 按最新标准更 新的重量标准 重量过轻 重量过重 装配不良 装配不良 6 6 △ △ 注塑参数不合理 注塑参数不合理 出模不顺 I-1010 注塑 拉坏 影响产品功能 7 取出手法不当 擦花 影响产品外观 6 员工操作不当 原料有黑点 料温高,料碳化 使用X-R图控制 使用X-R图控制 《模具保养操作指 引》 严格按取放产品操 作指引操作 培训员工操作手法 每班清理车间环境 制定注塑成型参数 作业指示书,设定 成型参数 严格按《机器设备 保养操作指引》进 行保养 制定注塑成型参数 作业指示书,设定 成型参数、PQC 首检 制定注塑成型参数 作业指示书,设定 成型参数
退回供应商更 换 退回供应商更 换 调整成型参 数,修模 调整成型参数 调整成型参数 和检查模具
4 3
2 2
3 3
24 18
3
2
3
18
4 5 4
2 3 3 3 3 1 3 4 4 2 2 1 2 3
3 2 2 2 2 5 2 2 2 3 4 4 3 3
12 30 24 36 24 30 30 24 40 24 40 12 36 45
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
位置 ㎜
背压 mpa
松退
±20
1
前mmBiblioteka smm秒 计量 2
后
mm/s
5m
切换方式(V-P 模式) 保压切换(V-P 位置)
冷却时间
中间时间 保护时间 残余量
T1 热浇道温度
3
限制速度
位置
延迟
±5mm
±3
速度 ㎜/s
/ 秒 顶针 1
/秒
2
±5mm
3
T2
T3
0
进
退
压力 位置 速度 压力 mpa ㎜ ㎜/s mpa
工作说明书
模具编号
使用机台 产品名称 厂商/原料/番号/颜色
温度
干燥
时间
单位:℃
温度
±20℃
xxxx 有 限 公 司
成型条件设定表
编号
版次
页数
模取数
模厚
mm
整模重
g
成型周期(+ 取付)
单一成品重
g 锁模力
KN
浇道重
g
水路图
时
分
实 际 公模
℃
公
母
模温 母模
℃
模
模
±20℃
±20℃
±20℃
±20℃
±20℃
T4
T5
秒
冷公
位置 却 模
㎜
方
式母
模
T6T6
T7T7
/mm/s
□循环水 ■模温机 □冷冻机
□循环水 ■模温机 □冷冻机
T8T8
备注: 射出参数调整后需经 QC 人员的品质确认;当超出可许范围时请依《成型参数管制》执行.
发行日期
修订日期
原发行单位
核准
年月日
年月日
保存期限:
格式:A4
表单编号:
审查
拟稿
速度㎜ /s
压力 mpa
位置 ㎜
1 ±10
±20
1
2 锁模
3
±10 ±10
±20
2
射出 ±5 参数 3
速度 ㎜/s
±20
压力 mpa
±20
位置 ㎜
±15
压力 mpa
秒
1 ±15 ±0.5
2 ±10mm
0.5
保 压3
4
4
4
1 ±5
±10
5
5
2 开模
3
4
射胶保压
±10 ±10 ±10
±20
6
6
±20
速度 rpm