双相不锈钢
双相钢
1.双相不锈钢:是奥氏体和铁素体共存相比例约各占一半的不锈钢,简称双相钢。
早先有的称“二重钢”,也有叫“复相钢”。
实际相比例是铁素体占45~55%,相应奥氏体占55~45%。
它综合了许多铁素体和奥氏体最有益的性能,显示了独特的有别于常规用不锈钢的特性。
2.使用场合一般使用在含Cl-介质,中温的场合。
尿素级双相钢已在日本东洋公司ACES尿素工艺流程的设备上使用。
3.独特的习性:3.1 与316L型的奥氏体不锈钢相比:a具有良好的耐应力腐蚀破裂性能。
b 具有良好的耐孔蚀,耐缝隙腐蚀性。
c强度高,韧性低。
3.2 焊接性能良好。
3.3 线热膨胀系数低,与碳素钢相近。
3.4几个温度区呈现脆化,有σ,α,χ等相析出。
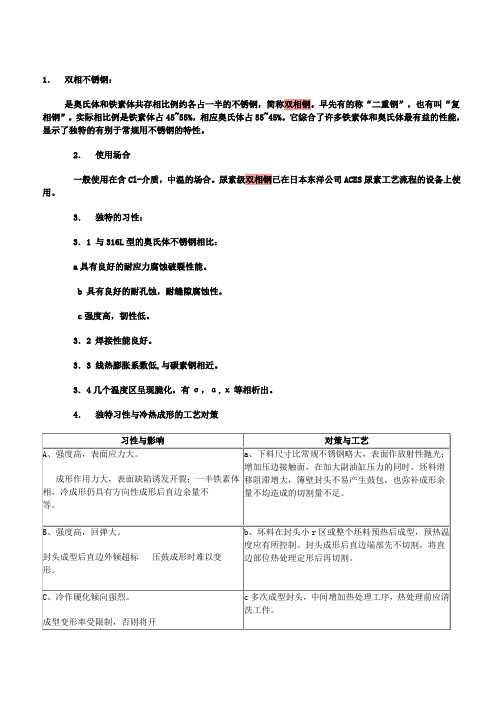
4.独特习性与冷热成形的工艺对策5.我国市场上的双相不锈钢我国已开发出5种双相钢,都属于第二代钢种,目前只有0Cr18Ni5Mo3Si2钢纳标并大量生产,其他都按厂标生产,产量不大,钢材市场大量进口国外产品。
按双相钢生产技术要求,各国知名企业都打出自已牌号.例如瑞典AVESTA,SANDVIK公司的SAF系列,日本住友公司的DP系列,法国CLI公司UR系列.这些牌号相互对照如下表:6.订购双相不锈钢钢板时应注意的事项:6.1 板材应经固溶处理,质保书中应有加热温度和冷却方式,不能用“迅速冷却”这类含糊的词语表达,这点很重要,最好明确说明“固溶水淬”,国外订货往往如此。
6. 2 订货时应考虑把Ni适当提高到中上限水平。
同时要综合考虑Ni、N关系,因为它们都是奥氏体形成元素,如果Ni,N都在上限,可能导致奥氏体相数量过高,影响耐SCC的性能。
6.3力学性能中,屈服点不能过高,硬度不能超标,否则给冷成形带来困难。
6. 4 中国GB150-1998规定双相钢的伸长率应不小于25%。
双相不锈钢分类、牌号及标准本公司在2004年下半年度,对新产品钢种的开发,特别是双相不锈钢的研制,双相不锈钢一般可分为低合金型、中合金型、高合金型和超级双相不锈钢型四类。
双相不锈钢密度
双相不锈钢密度双相不锈钢是一种特殊的不锈钢材料,其密度与普通不锈钢略有差异。
本文将从以下几个方面详细介绍双相不锈钢的密度。
一、什么是双相不锈钢双相不锈钢是一种由奥氏体和铁素体组成的混合结构,具有高强度、高耐腐蚀性和良好的韧性等优良性能。
它主要由铬、镍、钼等元素组成,其中镍含量较高,通常在20%以上。
二、双相不锈钢密度双相不锈钢的密度与普通不锈钢略有差异。
根据国际标准ASTMA240/A240M-18a,在室温下,双相不锈钢的密度为7.8g/cm³左右。
而普通不锈钢(如304、316等)的密度也在7.8g/cm³左右。
三、影响双相不锈钢密度的因素1.化学成分:铬、镍等元素含量对于材料的密度有着很大影响。
2.加工工艺:材料经过冷拔、冷轧等加工过程后,其密度也会有所变化。
3.温度:双相不锈钢在高温下,由于晶格的膨胀,密度会有所降低。
四、双相不锈钢的应用由于双相不锈钢具有优良的性能和较高的强度,因此在船舶、化工、石油天然气等领域得到了广泛应用。
例如,在海上石油平台上使用的管道、阀门等设备,往往采用双相不锈钢材料制造。
五、如何判断双相不锈钢1.外观:双相不锈钢表面呈现出银白色光泽,并且具有较高的光洁度。
2.磁性:由于其结构中含有铁素体成分,因此双相不锈钢是磁性材料。
可以使用磁铁来判断材料是否为双相不锈钢。
3.化学成分:通过对材料进行化学成分分析,可以判断其是否为双相不锈钢。
一般来说,镍含量在20%以上的材料可以被认为是双相不锈钢。
综上所述,双相不锈钢是一种特殊的不锈钢材料,具有高强度、高耐腐蚀性和良好的韧性等优良性能。
其密度与普通不锈钢略有差异,在室温下约为7.8g/cm³左右。
在船舶、化工、石油天然气等领域得到了广泛应用。
判断双相不锈钢可以通过外观、磁性和化学成分等方面进行。
2205双相钢
2205双相钢双相不锈钢2205合金是由21%铬,2.5%钼及4.5%镍氮合金构成的复式不锈钢。
它具有高强度、良好的冲击韧性以及良好的整体和局部的抗应力腐蚀能力。
特点:1.双相不锈钢2205合金与316L和317L奥氏体不锈钢相比,2205合金在抗斑蚀及裂隙腐蚀方面的性能更优越,它具有很高的抗腐蚀能力,与奥氏体相比,它的热膨胀系数更低,导热性更高。
2.双相不锈钢2205合金与奥氏体不锈钢相比,它的耐压强度是其两倍,与316L和317L相比,设计者可以减轻其重量。
2205合金特别适用于—50°F/+600°F温度范围内,在严格限制的情况下(尤其对于焊接结构),也可以用于更低的温度。
化学成分:C≤0.030 Mn≤2.00 Si≤1.00 p≤0.030 S≤0.020 Cr 22.0~23.0 Ni 4.5~6.5 Mo3.0~3.5 N0.14~0.20(奥氏体-铁素体型)双相不锈钢(Duplex stainless steel)双相不锈钢是一种铁素体相和奥氏体相共存的不锈钢,同时也是集优良的耐蚀性能、高强度和易于加工制造等诸多优异性能于一身的钢种。
双相不锈钢已经有60多年的历史,世界上第一批双相不锈钢于1930年在瑞典生产出来并用于亚硫酸盐造纸工业。
1968年不锈钢精炼工艺——氩氧脱碳工艺(AOD)的发明,使一系列新的不锈钢的产生成为可能。
AOD工艺带来的诸多进步之一就是合金元素N的添加。
双相不锈钢添加N元素可以使焊接状态下热影响区的韧性和耐蚀性能接近于基体金属的性能,还可以降低有害金属间相的形成速率。
双相不锈钢同奥氏体不锈钢一样,是一种按腐蚀性能排序的钢种,腐蚀性能取决于它们的合金成分。
双相不锈钢一直在不断发展,现代的双相不锈钢可以分为四种类型:1、不含Mo的低级双相不锈钢2304;2、标准双相不锈钢2205,占双相钢总量的80%以上;3、25%Cr的双相不锈钢,典型代表合金255,可归为超级双相不锈钢;4、超级双相不锈钢,含25-26%Cr,与255合金相比Mo和N的含量增加。
s22253双相不锈钢的力学指标
【深度评估】s22253双相不锈钢的力学指标s22253双相不锈钢是一种特殊的不锈钢材料,具有优良的力学性能和耐腐蚀性能,被广泛应用于化工、石油、食品和医药等领域。
了解其力学指标对于材料的选择和设计至关重要。
本文将对s22253双相不锈钢的力学指标进行深入的评估和探讨。
1. 引言s22253双相不锈钢作为一种新型不锈钢材料,其力学指标对于材料的使用和加工具有重要的指导作用。
本文将通过分析其弹性模量、屈服强度、抗拉强度和延伸率等力学指标,来全面了解该材料的力学性能。
2. 弹性模量弹性模量是材料在受力作用下产生弹性变形的能力,是衡量材料刚度的重要参数。
s22253双相不锈钢具有优异的弹性模量,这意味着在一定范围内可以保持较好的形状稳定性,适用于要求高刚度的工程领域。
3. 屈服强度屈服强度是材料在受力作用下产生塑性变形的能力,是衡量材料抗变形能力的重要参数。
s22253双相不锈钢具有较高的屈服强度,这意味着在外力作用下,该材料可以保持较好的形状稳定性和耐用性,适用于承受较大载荷的工程结构。
4. 抗拉强度抗拉强度是材料在拉伸作用下的最大抗拉应力,是衡量材料抗拉能力的重要参数。
s22253双相不锈钢具有优异的抗拉强度,这意味着在外拉伸力作用下,该材料可以保持较好的形状稳定性和耐用性,适用于承受拉伸应力的工程结构。
5. 延伸率延伸率是材料在拉伸断裂前能够产生的塑性变形量,是衡量材料韧性的重要参数。
s22253双相不锈钢具有较高的延伸率,这意味着在受力作用下,该材料可以产生较大的塑性变形,具有良好的韧性和延展性,适用于要求高抗拉和耐疲劳性能的工程结构。
6. 总结和回顾s22253双相不锈钢具有优良的力学指标,包括良好的弹性模量、高屈服强度和抗拉强度,以及较高的延伸率。
这些优异的力学性能使其在化工、石油、食品和医药等领域得到广泛应用。
对于材料的选择和设计,理解其力学指标是非常重要的。
7. 个人观点和理解作为一种新型不锈钢材料,s22253双相不锈钢的力学指标体现了其在工程领域的广泛应用前景。
双相不锈钢材料牌号
双相不锈钢材料牌号
双相不锈钢是一种具有良好耐腐蚀性能和高强度的不锈钢材料。
常见的双相不锈钢材料牌号包括:
1. 2205:常用的双相不锈钢材料,含有22%铬和5%镍,并添
加了3%钼。
具有较高的强度和耐蚀性,能够在广泛的工业应
用中使用。
2. S31803:双相不锈钢的一种标准牌号,含有18-20%铬和4-6%镍。
具有较高的耐腐蚀性和强度,常用于化工、海洋工程
和石油行业。
3. S32205:与S31803相似的双相不锈钢材料,含有22%铬和5%镍。
具有优异的耐腐蚀性和机械性能,广泛应用于海洋工程、化工和食品加工等领域。
4. 2507:高合金双相不锈钢,含有25%铬和7%镍,添加了4%钼和0.25%氮等合金元素。
具有较高的抗腐蚀性能和耐久性,
常用于海洋工程、石油勘探和化工设备等。
这些双相不锈钢材料牌号多数基于AISI(美国钢铁协会)标
准命名,其他国家或地区也有类似的命名体系。
不同牌号的双相不锈钢具有不同的化学成分和性能,选择合适的牌号应根据具体应用需求。
双相钢铁素体含量标准
双相钢铁素体含量标准
双相钢铁素体含量标准是指在双相不锈钢材料中所含的钢铁素体的含量标准。
双相不锈钢是一种具有双相结构的不锈钢,其主要由奥氏体相和铁素体相组成。
在双相不锈钢中,钢铁素体的含量对材料的性能和应用具有重要影响。
根据国际标准,双相钢铁素体含量标准一般在30%-70%之间。
这个范围的设
定是为了保证双相不锈钢具有良好的力学性能、耐腐蚀性能和焊接性能。
当钢铁素体的含量过高或过低时,都会对材料的性能产生不利影响。
在实际生产中,双相钢铁素体含量的控制是非常重要的。
通常采用金相显微镜、化学分析和计算机辅助技术等手段来检测和控制钢铁素体的含量。
通过精确的控制,可以确保双相不锈钢材料具有稳定的性能和质量。
双相不锈钢作为一种新型的不锈钢材料,具有优异的耐腐蚀性能、高强度和良
好的焊接性能,在船舶、化工、海洋工程、食品加工等领域得到广泛应用。
因此,双相钢铁素体含量标准的制定和执行对于保证双相不锈钢材料的质量和性能具有重要意义。
总的来说,双相钢铁素体含量标准是确保双相不锈钢材料性能稳定的重要指标,对于材料的生产和应用具有重要意义。
通过科学的检测和控制手段,可以有效地确保双相不锈钢材料的质量和性能,促进材料的广泛应用和推广。
双相不锈钢的性能特点与结构类型
双相不锈钢的性能特点与结构类型
性能特点:
1.高强度:双相不锈钢具有较高的强度,其屈服强度通常能达到
450MPa以上,比一般的奥氏体不锈钢高出约50%。
2.良好的塑性:双相不锈钢具有良好的塑性和韧性,能够轻松进行冷加工和热加工,可用于制造复杂的构件和零件。
3.耐腐蚀性:双相不锈钢具有良好的耐腐蚀性能,可以抵抗常见的腐蚀介质,如酸、碱、盐等,尤其适用于海洋环境中的应用。
4.抗应力腐蚀开裂:双相不锈钢具有较好的抗应力腐蚀开裂性能,在高温和高应力环境下依然能保持较高的强度和耐蚀性。
5.良好的焊接性能:双相不锈钢具有良好的焊接性能,可以采用大多数常用的焊接方法,如电弧焊、激光焊、等离子焊等进行连接,焊后性能优良。
6.低磁性:双相不锈钢具有较低的磁性,尤其适用于对磁性要求较高的应用场合。
结构类型:
1.低铁素体型(LD型):奥氏体的含量较高,铁素体的含量较低,该结构类型具有较高的强度和韧性,适用于高强度要求的结构件制造。
2.中铁素体型(MD型):奥氏体和铁素体的含量接近,既保持了奥氏体不锈钢的高塑性和良好的韧性,又具有较高的强度和耐腐蚀性能。
3.高铁素体型(HD型):铁素体的含量较高,奥氏体的含量较低,
该结构类型具有较高的强度和硬度,适用于耐磨、耐蚀等特殊环境的使用。
双相不锈钢

2.需要掌握双相不锈钢的组织转变规律,熟悉每一个钢种的TTT和CCT转变曲线,这是正确指导制定双相不锈 钢热处理,热成型等工艺的关键,双相不锈钢脆性相的析出要比奥氏体不锈钢敏感的多。
3.双相不锈钢的连续使用温度范围为-50~250℃,下限取决于钢的脆性转变温度,上限受到475℃脆性的限 制,上限温度不能超过300℃。
根据耐腐蚀性、接头韧性的要求不同来选择与母材化学成分相匹配的焊条,如焊接Cr22型双相不锈钢,可选 用Cr22Ni9Mo3型焊条,如E2209焊条。采用酸性焊条时脱渣优良,焊缝成形美观,但冲击韧性较低,当要求焊缝 金属具有较高的冲击韧性,并需进行全位置焊接时,应采用碱性焊条。当根部封底焊时,通常采用碱性焊条。当 对焊缝金属的耐腐蚀性能具有特殊要求时,还应采用超级双相钢成分的碱性焊条。
(1)含钼双相不锈钢在低应力下有良好的耐氯化物应力腐蚀性能。一般18-8型奥氏体不锈钢在60°C以上中 性氯化物溶液中容易发生应力腐蚀断裂,在微量氯化物及硫化氢工业介质中用这类不锈钢制造的热交换器、蒸发 器等设备都存在着产生应力腐蚀断裂的倾向,而双相不锈钢却有良好的抵抗能力。
(2)含钼双相不锈钢有良好的耐孔蚀性能。在具有相同的孔蚀抗力当量值(PRE=Cr%+3.3Mo%+16N%)时, 双相不锈钢与奥氏体不锈钢的临界孔蚀电位相仿。双相不锈钢与奥氏体不锈钢耐孔蚀性能与AISI 316L相当。含 25%Cr的,尤其是含氮的高铬双相不锈钢的耐孔蚀和缝隙腐蚀性能超过了AISI 316L。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不同焊接工艺焊接22 % Cr-双相不锈钢诺伯特.富瑞德瑞希内容¾什么是双相不锈钢?¾标准双相不锈钢的焊接材料和焊接工艺¾焊接联结处的性能¾产品应用优点和性能¾高抗拉强度¾高韧性和延展性¾良好的抗裂纹腐蚀和点蚀能力¾良好的抗应力腐蚀开裂能力¾良好的抗侵蚀能力¾合理的成本和价格金相及冶金学特点¾相平衡(铁素体/奥氏体)¾σ(Sigma)相(富Cr和Mo相, 产生在600 到1000°C温度间)¾475°C 脆化(最高服役工作温度280°C)¾退火固溶态相偏差影响高铁素体量(> 70 %)¾韧性下降¾抗腐蚀能力下降(氮化物)高奥氏体量(> 80 %)¾SSCC下降¾抗拉强度下降时间–温度–析出图双相钢1.4462双相不锈钢1.45011.450725 % Cr 7 % Ni 4 % MoNi (Cu, Ti)1.446222 % Cr 5 % Ni 3 % MoNi 化学工业海上建设工程技术化学品容器海水应用工程/海水处理容器管道工程1.436223 % Cr 4 % Ni 应用典型钢种EN 10088; SEW 400母材双相不锈钢与奥氏体钢的屈服强度和点蚀性能对比7006005004003002001000奥氏体钢(1.4401/AISI 316)奥氏体钢(1.4539/N08904)超级奥氏体钢(6 % Mo)超级双相不锈钢(25 % Cr)(1.4410/S325501.4501/S327601.4507/S32750)双相不锈钢(22 % Cr)(1.4462/S31803)不含Mo 双相不锈钢(1.4362/S32304)屈服强度[N /m m ²]点蚀指数PRE20 25 30 35 40 45母材1.4462 (UNS S 31803)*PRE N ≥34*改善了可焊接性(HAZ)≥0,145,53,022,5标准值*0,125,52,722,0最低含量要求0,100,224,56,52,53,521,023,0max.0,015max.0,035max .2,0max .1,0max.0,030NNi Mo Cr S P Mn Si C 标准化学成份[重量%]内容¾什么是双相不锈钢?¾标准双相不锈钢的焊接材料和焊接工艺¾焊接联结处的性能¾产品应用-50°C-46°C -20°C -20°C -20°C 41 J (27 J min)SHELL/UK(ES 124)≥27 J NORSOK/N M (601)≥41 J NAM/NL (NSS 60)≥40 J SPIE-CAPAG ≥27 J DNV(造船业)技术标准22 % Cr 双相不锈钢熔敷金属的冲击功要求22 % Cr 双相不锈钢焊接应用的伯乐焊材SAWCN 22/9 N-UP + BB 202FCAW CN 22/9 PW-FD FCAW CN 22/9 N-FD GTAW GMAW CN 22/9 N-IG SMAW FOX CN 22/9 N-B 1.4462(UNS S31803)(UNS S32205)C 0,03Cr 22,8Mo 3,2Ni 8,7N0,16SMAW FOX CN 22/9 N 母材EN /UNS平均化学组份[%]*焊接工艺焊材* PREN = % Cr + 3,3 % Mo + 16 % N = 34-36CAD 17 / 6384双相不锈钢焊接X3CrNiMoN-22-9-3,冲击功值冲击功[J o u l e ] I S O -V12010080604020-60-40-200+ 20测试温度[°C]SM AWb a s i cSM A W r ut i l b a s i c -60-40-200+ 20GM A W GT A W非常低非常低气孔敏感性不敏感*是(< 20 mm)厚度限制非常好*一般延展性非常好*好韧性通常困难好*再起弧性能非常好好(G+)全位置焊非常好(G+)非常好(G-)根步焊非常好好焊道面好/非常好好脱渣性---非常好---好*非常好好稳定性AC(电流)DCRP (G+)DCNP (G-)FOX CN 22/9 N-B (锂金石碱性药皮)FOX CN 22/9 N 金红石碱性药皮对比性能FOX CN 22/9 N 与FOX CN 22/9 N-B 对比TIG -焊接时的N 损失T I G -熔敷金属中N %TIG-焊条中的N %熔敷金属类别22 % Cr, 9 % Ni, 3 % Mo: 冲击韧性随测试温度和焊接工艺的变化S... 标准, PW... 全位置焊接5027802611CN 22/9 PW-FDT 22 9 3 NLPM( C )14730832634CN 22/9 N-FDT 22 9 3 NLR M3[Z] (%)[A 5] (%)R m [Mpa]Rp 0,2 [Mpa]抗拉强度药芯焊丝类0,140,14N9,109,02Ni3,103,30Mo22,770,920,780,027CN 22/9 PW-FD T 22 9 3 NLPM( C )123,211,120,690,030CN 22/9 N-FDT 22 9 3 NLR M3CrMnSiC化学成份[%]药芯焊丝类纯焊接熔敷金属EN 1597-1Ö更宽的电弧Ö更安全可靠的熔透能力Ö最大程度地减少了未熔和的风险Ö使用实芯焊丝时,通常会难于避免边缘处的不良熔和和非均匀熔透.当电弧方向稍有偏差时,即使熟练的焊工加倍小心操作,亦难以确保没有此类问题与实芯焊丝相比更安全可靠Flux cored wire 1,2 mm Solid wire 1,2 mmGas: Argon + 18 % CO 2Gas: Argon + 2,5 % CO 2Excellent penetration Deep penetration at the bead Good bead configurationcentre, however, the lower plate is hardly penetrated1820222426283032343638100150200250300药芯焊丝FCW Ø1,2 mm药芯焊丝FCW Ø0,9 mm产生飞溅实芯焊丝Ø1,0 mm实芯焊丝Ø1,2 mm焊道外观差电流(A)电压(V )不锈钢药芯焊丝焊接参数范围药芯填充情况混合粘和型药芯50X 重叠管状焊丝截面, Ø1.2 mm10X不同药芯填充体系的焊渣粘性AWS …T-0“和…T-1 “丝10000010100100010000125013001350145015001550T 19 12 3 LPM 1T 19 12 3 LRM 31400…AWS T-1“焊渣全位置焊接药芯焊丝…AWS T-0“焊渣向下焊药芯焊丝温度[°C]粘性[m P a .s ]焊接熔敷长度比较(相同焊接时间)flux cored wire solid wire stick electrode75 mmFOX CN 22/9 NØ3,2 mm220 mmCN 22/9 PW-FDØ1,2 mm150 mmCN 22/9 N-IGØ1,0 mmpulsed arcthroat thickness = 6 position PF welding time 1 min全位置角焊GMAW 实芯焊丝与药芯焊丝的对比药芯焊丝Ø1,2 mm 8,2 m/min, 25 V喷射弧155 ABead configuration = flat实芯焊丝Ø1,0 mm6,4 m/min, 25 V脉冲弧115 ABead configuration= convex焊接位置: 立向上快速形渣药芯焊丝55 Ampere 大电流!药芯焊丝Ø1,2 mm8,2 m/min, 25 V喷射弧155 ABead configuration= flat实芯焊丝Ø1,0 mm5 m/min, 25 V脉冲弧100 ABead configuration= flat内容¾什么是双相不锈钢?¾标准双相不锈钢的焊接材料和焊接工艺¾焊接联结处的性能¾产品应用双相不锈钢S 31803 (1.4462)焊接技术焊接要求?¾满足母材化学成份的要求(Ni和N含量).¾确保熔透性,即保证根焊道足够的熔敷金属.¾150°C的层间温度,最高200°C, (特殊情况须预热).双相不锈钢S 31803 (1.4462)焊接技术焊接要求?¾第一层填充焊接热输入要小,其他情形应满足壁厚要求¾壁厚≤6 mm时,应保持低的焊接热输入,壁厚>12 mm时,可以有较高焊接热输入.¾焊后热处理(PWHT)要格外小心.¾焊条和焊剂须烘干双相不锈钢S 31803 (1.4462)焊接技术应避免什么?¾铁素体含量≤25 % 或≥50 % (GTAW ≥70 %).¾焊道上的任何不必要起弧,多余的没有填充金属的“修饰焊接”(重熔).¾第一填充焊道的…热焊道“技术(避免根部焊道的过热).双相不锈钢S 31803 (1.4462)焊接技术应避免什么?¾过快速和太满的焊接冷却情形¾过大的冷缩变形.¾打磨印或打磨轮停转的非稳定接触¾注意保护气体中的氢的作用UNS S 31803/DIN 1.4462钢的焊接层间温度和热输入0.5 –2.0TWI PublicationRoot: 1.2-2.0 (GTAW)第一填充焊道≤1.5IIWDoc IX-1697-92打底≤2.0 (GTAW) 足够熔敷金属第一填充焊道≤1.0 (GTAW ≤1.5)Böhlermax. 225°CTWI Publicationmax. 150°CIIW Doc IX-1697-92max. 150°C (≤6 mm)max. 200°C (≥12 mm)Böhler层间温度. (°C)热输入(kJ/mm)若有必要,预热温度为100°C, (如特殊情形或接触焊接开裂...)推荐参数的比较药皮对双相不锈钢的V 形联结焊的冲击功影响2030405060708090100110-60 -40 -20 ±0 +203G 1G3G 1G测试温度[°C]冲击功[J o u l e ], I S O -VE 碱性.E 金红石-碱性.母材: 1.4462Girth welding on base metal pipes UNS S 31803/1.4462 Procedures and matching filler materialsRoot pass First filler Further layers a)1 GTAW man CN 22/9 N-IG GTAW man CN 22/9 N-IG GTAW man CN 22/9 N-IG(GTAW aut) CN 22/9 N-IG(GTAW aut) CN 22/9 N-IG (GTAW aut) CN 22/9 N-IGSMAW FOX CN 22/9 N orFOX CN 22/9 N-BGMAWCN 22/9 PW-FD orCN 22/9 N-FDGMAWCN 22/9 N-IGSAWCN 22/9 N-UP + BB 2022 GMAW b)GMAWorcombination GMAWor combination3 SMAW SMAW SMAWa) Parameter: Thickness, welding position (1 GR/5 G/6 G), specificationb) Specialpowersource and pulse programmT506t d49 m mp i p e ?508 m m UNS 318031.4462UNS 318031.4462213GTAW 保护气: Ar + 20%CO 2层间温度IPT: 150°C (300°F)预热: ~100°C (~210°F)焊接位置: 5G使用CN 22/9 PW-FD Ø1,2mm 药芯焊丝的管道坡口焊接V-形坡口联结焊的冲击功54Run Layer PF (3G)150°C NumberPosition IPT 药芯焊丝AWS E 2209 T1-4Diameter: Ø1,2 mm Plate: UNS S 31803/1.4492-46 -30 -20 0 +20 测试温度[°C]••••Ar + 18 % CO 2100 % CO 2冲击功(I S O -V ) J o u l e 100908070605040CN 22/9 PW-FD (FCAW 药芯焊丝)15 mm V-形坡口联结焊的冲击功值1,27/1,151,62盖面(FCAW)51,10/1,241,92第三填充(FCAW)41,58-1,61第二填充(FCAW)31,0-1,3第一填充(GTAW)21,1-1,8打底(GTAW)1分立焊道摆动连续焊道B A 工艺No.母材: 1.4462 dia.240 mm 管, 壁厚15 mmFCAW:CN 22/9 PW-FD Ø1,2 mm; Corgon 18GTAW:CN 22/9 N-IG; Ø2,4 mmCN 22/9 PW-FD = E2209T1-45 G 焊接位置的管道焊接焊道顺序49-53-56 (≥40)*48-50-59 (≥40)*-4754-55-5754-55-59-3055-58-6162-63-69+20分立焊道摆动连续焊道B A 冲击性能A V [Joule] ISO-V 测试温度.[C°]*要求管道:1.4462 (d = 240 mm; s = 15 mm)打底+第一填充层:CN 22/9 N-IG (GTAW)CN 22/9 PW-FD = E2209T1-45 G 焊接位置的管道焊接双相钢的埋弧焊SAW •避免不良焊道几何外形→枝晶开裂(枝晶间薄弱点)•不形成磨菇形的最后焊道•有限稀释结晶图双相钢对接焊坡口处理如壁厚:14 mm 5050Speed cm/min 2828Volt 500Ø4,0 mm 450Ø3,0 mmAmps CN 22/9 N-UP/BB 202第一种情形31/32/360°90°双相钢对接焊坡口处理如壁厚:14 mm 5050Speed cm/min2828Volts 500Ø4,0 mm 450Ø3,0 mmAmps CN 22/9 N-UP/BB 202第二种情形500-550Amps 28Volts 50cm/min 470°双相钢对接焊坡口处理如壁厚:14 mm3,04,0CN 22/9 N-UPresp.3rd layer1,21,2Ø/mm CN 22/9 PW-FD 2nd layer CN 22/9 PW-FD 1st layer CN 22/9 PW-FD + CN 22/9 N-UP/BB202第三种情形Ceramic Backing290°4-8对接焊坡口处理和焊接参数:埋弧焊SAWKJ/cm cm/min v A 803270021. wire DC/2. wire AC distance of wires:~13 mm8031600tandem 2 x 3,2 or 3,0112-1755-60326002~2055-6032600113-1638304502~1938304001910-1250-5530-323202stick out max. 30 mm11-1345-5030 -323203,011G;PA6remarksheat input Vs Us Is Øbead no.positionflux wire plate thickness mm Base metal: 1.4462Preheating:noneInterpass temp.:max. 200°C60-70°x x21s = 6 –16 mmx = 5 mm for s : 13 –16 mm x = 2 mm for s : 6 –12 mmuse grinding (ceramic wheels) for preparationC N 22/9 N -U PB B 202点蚀实验:ASTM G 48/Meth. A (24 hrs)腐蚀速度与混合气体的关系Corrosion rate (weight loss) in g/m².hr0,0250,031,031,052,3350,0180,0170,170,052,230<0,010,010,030,020,1025N 2Ar N 295%N 2+5%H 2Ar backing gas Ar+1,5%N 2Ar+1,5%N 2Ar Ar Ar shielding gas T e s t -t e m p °C点蚀: 只发生在填充层(不在根部和盖面)!点蚀:根部+填充层母材:UNS S 31803/1.4462, 厚: 11 mm焊材:CN 22/9 N-IG, Ø2,0 mm, GTAW-焊接(样品经酸洗处理)1 mm母材成份: 4,75 % Ni/0,10 % N焊接造成的热影响区高铁素体含量(> 80 %)铁素体晶粒中含Cr-氮化物热影响区对焊接的严重影响,1.4462钢–服役后的管道(化工厂)使用FOX CN 22/9 N 焊材的管道对接焊接处的结构改进的腐蚀晶相黑的腐蚀晶相组织: 奥氏体焊接区36 ±5 % (metallogr.)热影响区HAZ 75 –85 % max.铁素体量:900 µm40 µm熔敷金属TIG 重熔效果双相钢1.4462/UNS S 31803根部重熔焊道铁素体量: > 80 % (平均)抗腐蚀性和局部变形塑性100 μm1500 μm双相不锈钢1.4462与碳钢的异种钢焊接22Cr 9Ni 3 Mo N *3 : 2209特别注意NiCrFe-3309L (受限)若需焊后热处理PWHT23Cr 12 Ni 2 : 309 L23Cr 12Ni 3Mo 1 : 309 MoL Grade AS 355 J2G3(1.0570)说明可选焊材1.4462/UNS S 31803钢rdstnd* 在高稀释区域存在形成马氏体的极高风险内容¾什么是双相不锈钢?¾标准双相不锈钢的焊接材料和焊接工艺¾焊接联结处的性能¾产品应用产品应用母材:UNS S 31803/1.446215-25mm焊材:CN22/9PW-FD (E2209T1-4(1)CN22/9N-FD (E2209T0-4(1)用户:M/S Frank Mohn/挪威灭火设备用注水系统造船业用双相钢化学容器。