聚酯生产过程中真空系统运行稳定性探讨
聚酯装置真空系统的工艺改进
热清洗结束后,将板式换热器拆开,从板式换
热器的内表面以及连接板式换热器的管口处可以看 出,厚厚的低聚物层不见了,管道内表面非常干
净。这足以证明,EG循环系统的热清洗对清理附 着在EG管道内的低聚物有非常明显的效果,并且 简单、容易操作,不影响正常的生产。定期地进行
热清洗可以大大延长 EG喷淋系统的运行 时间。 1.3降液管N:反吹 缩聚反应产生的
真空泵
气体在刮板冷凝器冷
凝后,很容易形成大
的物块。这些物块在 经过降液管时,很可
EGluI收罐
能会卡在里面造成降 液管堵塞。这也是聚 酯生产经常遇到的问 题。降液管堵塞后, 常用的处理方法就是 用木锤等敲击管道堵 塞的部位,以达到振 落物块的目的。严重 时就会导致被迫停
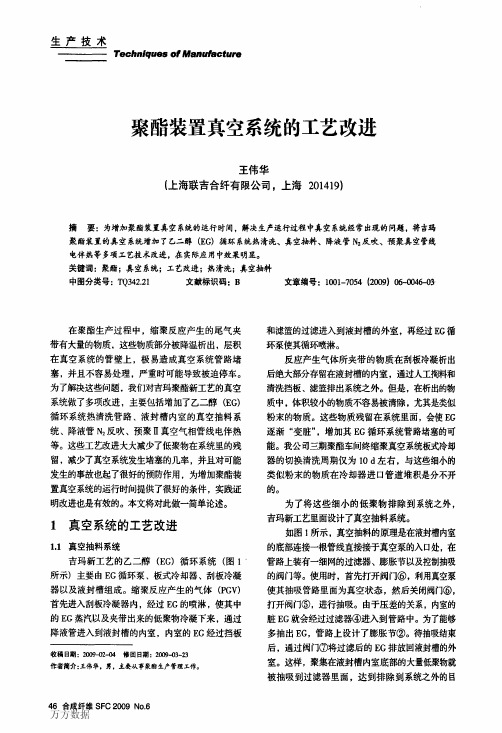
l—热媒加热的夹套管;2-膨胀节;3一缓冲罐;4一篮式过滤器;5-球阀;6一球阀;7一球阀;8一球阀;9一球阔; lo-球阀;11一球阀;12一蝶阀。 图1 EG循环系统
车,费时费力,处理
效果也不佳。
万方数据
合成纤维SFC
2009
No.6 47
生产技术
吉玛新的聚酯工艺中,在其降液管底部增加 了一N:管线(图1所示),其目的在于:当降液管 堵塞时,向其中充入N:,由于刮板冷凝器内为真 空状态,而N:为正压(0.25 MPa),所以充入N: 后,因为压力差的关系,N:就会推动降液管中的 EG向刮板冷凝器内流动,达到冲洗管道的目的, 同时对堵塞在降液管中的物块进行冲击,达到疏通 的目的。但要注意,为了保证生产稳定,在使用N:
WANG Wei—hua
(Shanghai Lianji Chemical Fiber Co.Ltd.,Shanghai 201419,China)
聚酯装置气相热媒系统加热稳定性的改进措施及效果
0. 628 3
0. 627 9
0. 629 3
0. 629 1
0. 627 9
0. 629 2
0. 631 8
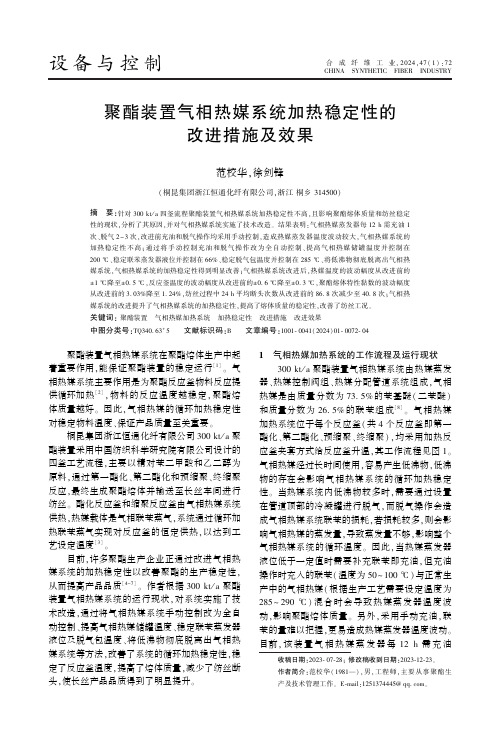
气动阀,通过气动阀将脱气包温度控制在设定温
热媒储罐中。 原设计脱气包温度在 260 ~ 285 ℃
熔体特性黏数 / ( dL·g -1 )
0. 631 8
波动,改为全自动控制后可将脱气包温度稳定控
性的现状,分析了其原因,并对气相热媒系统实施了技术改造。 结果表明:气相热媒蒸发器每 12 h 需充油 1
次、脱气 2 ~ 3 次,改进前充油和脱气操作均采用手动控制,造成热媒蒸发器温度波动较大,气相热媒系统的
加热稳定性不 高; 通过将手动 控制充油和脱气操作改为全自 动控制、 提高 气相热媒储罐温度并控 制在
图 2 联苯蒸发器全自动控制装置示意
Fig. 2 Schematic diagram of fully automatic control device for biphenyl evaporator
1—联苯蒸发器;2—反应釜;3—脱气包;4—联苯储罐;5—充油泵;6—联苯蒸发器液位计;7—充油气动阀;8—充油流量计;9—充油
200 ℃ 、稳定联苯蒸发器液位并控制在 66%、稳定脱气包温度并控制在 285 ℃ 、将低沸物彻底脱离出气相热
媒系统,气相热媒系统的加热稳定性得到明显改善;气相热媒系统改进后,热媒温度的波动幅度从改进前的
±1 ℃ 降至±0. 5 ℃ ,反应釜温度的波动幅度从改进前的±0. 6 ℃ 降至±0. 3 ℃ ,聚酯熔体特性黏数的波动幅度
操作时充入的联苯( 温度为 50 ~ 100 ℃ ) 与正常生
产中的气相热媒( 根据生产工艺需要设定温度为
真空系统安全稳定运行优化设计探讨

真空系统安全稳定运行优化设计探讨摘要:本文结合电厂汽机真空系统存在设计问题工程实例,进行技术分析研究,并在工程建设中进行了优化设计,在实际生产运行中取得的良好效果,提高了机组安全性及经济性,为其它机组汽轮机真空系统设计及运行提供参考借鉴。
关键词:真空系统安全经济优化1、概述真空系统的作用是为防止空气和不凝结气体在冷凝系统内累积而导致汽轮机背压升高、冷凝效果及机组效率下降的影响,影响机组安全稳定及经济性,投入抽真空系统来维持冷凝系统的真空度,由真空泵把来自凝汽器的空气与蒸汽混合物抽出,排入大气,使凝汽器保持高度的真空。
某垃圾发电厂汽轮机型号N15-3.8/445,其中汽轮机为中温、中压、单缸、凝汽式。
真空系统主要为凝汽器抽真空,低加汽侧抽真空,凝泵排空抽真空以及汽机侧各类疏水回收至真空系统。
本文阐述该机组真空系统在安装施工前及运行中存在一些影响机组安全稳定运行问题,通过技术分析研究,进行系统优化。
2、存在的问题分析及优化措施2.1 凝泵排空管道凝泵排空管设计接至真空泵进气管道,不合理。
为避免凝泵聚集空气,在凝泵运行时,凝泵排空管道手动门保持常开(微开)状态,凝结水会从凝泵排空管进入真空泵进气管道,破坏真空泵工作液水平衡,使真空泵一直处于补水状态,如果手动门操作不当全开,还会导致真空泵满水,使真空泵满水负载过大跳泵;而且混入真空泵凝结水温度过高时,工作液温度会升高,影响真空泵性能,以涪陵三峰环保发电有限公司为例,凝汽器真空与工作液温度存在近似线性关系Y=0.2864X-97.966,真空泵工作液温度每上升3.5℃,凝汽器真空下降约1kPa [1],工作液温度升高与凝汽器真空下降成正比关系。
因此,将凝结水泵排空母管接至凝汽器排汽缩颈处,使凝泵排空管道来的凝结水直接排入凝汽器,循环利用,提高真空系统安全经济性。
2.2 低加汽侧空气抽除管道低加空气抽除管原设计接至真空泵进气管道,同样不合理。
因低加抽除管管口厂家设计位于低加疏水高Ⅱ值液位处,如果低加疏水位过高时,会导致真空泵进气管道大量进水,破坏真空泵工作液水平衡,影响真空泵性能,甚至引起机组跳机。
PET装置真空系统优化

do i : 10. 3969 / j . i ss n . 1008-8261. 2013. 05. 009P E T 装置真空系统优化张国跃( 中国石油辽阳石化分公司 聚酯厂,辽宁 辽阳 111000)摘要: 对 20 万 t PET 装置的真空系统经常出现的故障进行分析,通过增加缩聚真空管线电伴热,刮板冷凝器改造、大气腿反 吹、真空喷淋管线改造等真空系统的技术改进,延长真空系统运行时间,为装置长周期平稳运行提供保障。
关键词: PET ; 真空系统; 优化 中图分类号: TQ323. 41文献标识码: B文章编号: 1008-8261( 2013) 05-0032-04 证连续稳定生产。
本文通过对生产实际经验进行总 结和借鉴其他厂经验,对缩聚真空状况的故障处理 及相应的改造提出一些方法和建议。
0 前言PET 生产中,缩聚反应需要一定的真空度,真空 系统的作用就是抽脱缩聚反应过程中所产生的 EG 及反应过程中所产生的少量水、醛类及低聚物,提供 反应所需的真空条件,使反应向链增长方向进行,确 保产品品质。
被抽这些夹带物附着于管道、刮板冷凝器内壁及真空发生装置内,致使真空管线管径变 细或堵塞,造成抽气不足、真空波动,影响生产能力 和产品品 质,严重时必须停车清理。
我 厂 20 万 t PET 装置自 2005 年开车以来,由于真空系统及喷淋 系统原因引起的生产事故已有 10 余次,因此,须对 真空系统故障进行分析,找出原因及解决方案,以保1 真空系统工艺我厂的 PET 装置的真空系统可分为 2 部分,第 一部分为 EG 喷淋冷凝系统,其作用是将来自 缩 聚 釜的 EG 等可凝气体充分冷却,同时捕集升气 中 所夹带的低聚物,减轻真空泵系统的负荷,防止堵塞; 第二部分为真空泵系统,其作用是抽出不能喷淋冷 凝下来的不凝性气体,控制反应釜的真空度,工艺流 程如图 1 所示。
图 1 20 万 t / a PET 装置真空系统工艺流程图F i g . 1 T ec h no l og i c a l p r o cess d i ag r a m of the vacuum system of 20 × 104 t / a PET p l an t经过装置长时间运转,发现真空系统运行很不 稳定,经常发生故障,给长周期、平稳生产带来一定收稿日期: 2013-05-22。
103 聚酯缩聚真空的影响因素及故障处理

聚酯缩聚真空的影响因素及故障处理曾义成(珠海裕华股份有限公司,519080) 摘要 介绍了聚酯切片生产真空系统的组成及特点,并对真空系统运行状况的表征方法进行了总结和探讨。
结合真空理论,重点分析了聚酯切片生产中该类真空系统真空状况的各种影响因素,并给出了因素图。
在此基础上,结合生产实践经验总结,提出了聚酯缩聚反应真空状况的日常维护及常见故障的处理方法。
关键词 聚酯 缩聚反应 真空 故障处理0 前言 真空是聚酯缩聚反应最重要的反应条件之一。
一定的真空度是使缩聚反应达到所需要的平均分子量的基本条件。
同时,通过抽真空,可以除去反应体系中的低分子副产物如醛、齐聚物等,而理想的真空度可以降低反应温度,减少聚酯热降解的机会,有利于提高产品色相。
因此,真空条件也是聚酯产品质量的重要保证条件之一,但真空由于受诸多因素的影响,不易控制,容易波动。
实践证明,切片降等有两成以上是由于真空不好造成的。
因此,认识引起真空波动的各种因素,以指导真空系统的日常维护,并在真空波动时迅速有效地处理真空故障,使之尽快地回到正常运行状况,是每个聚酯生产厂家必需面对的课题。
本文试图对缩聚真空状况的影响因素进行较全面的分析,并对真空系统的日常维护和故障处理作初略探讨,以便与同行交流。
1 聚酯缩聚真空系统的组成 典型的聚酯缩聚真空系统由被抽容器(缩聚釜)、EG喷淋冷凝系统及多级喷射泵组所组成,如图1所示。
多级喷射泵由于无运动部件,使用维修方便,故障率低,且抽气能力可以满足现有聚酯生产线设计能力的要求,而为所有聚酯生产线设计者所采用。
其工作介质可以是EG、EG蒸汽及中压水蒸汽,最常用的是水蒸汽。
根据工作介质、喷射器喷嘴的设计,反应釜所要求的真空度及要求的抽气量的不同,喷射器的级数应不同。
一般地,如果采用中、低压水蒸汽喷射泵组,对于典型的五釜反应工艺而言,缩聚Ⅰ和缩聚Ⅱ采用四级喷射泵,终缩釜采用五级喷射泵。
EG喷淋冷凝器用以冷凝回收从反应釜中抽出的EG蒸汽,并可降低喷射泵组的抽气负荷,其冷凝效率将直接影响到喷射泵组的工作能力。
聚酯装置真空喷淋循环系统的优化改造(聚酯工业2007年)

Rf
=Qu Q
×100%
≤ 3 660. 04 138 805. 32
×100%
= 21636%。
图 1 循环乙二醇喷淋系统改造方案 F ig11 M od if ica tion schem e of c ircula tion EG spray ing system
3. 2 旋流沉降的流速及压力分析
著降低 ,在循环管道内不会再产生结垢 、缩径和堵塞 现象 。
由此可知 :聚酯装置真空喷淋系统循环乙二醇 中的绝大部分乳状物或悬浮物 , 2 h基本沉降完全 , 4 h之后 ,组分基本稳定 。因此 ,聚酯装置终缩聚釜 真空喷淋循环系统中的各种乳状物或悬浮物 ,通过 自然沉降 ,可以从乙二醇中分离出来 。
因此 ,可以充分运用旋流分离的科学理论 ,结合 我厂生产现场的实际情况和已有 3 个 500 m3 乙二 醇储罐 、具备一定的沉降分离条件 ,本着节能降耗 、 优化工艺 、减少单元操作 、减少排污和降低操作人员 劳动负荷的基本原则 ,通过对乙二醇储罐加以科学 合理的配置和改进 ,对终缩聚真空喷淋系统进行如 图 1所示的改造和优化 ,利用乙二醇储罐 ,通过控制 真空系统的喷淋后乙二醇进入乙二醇储罐的流向 、 流速和压力 ,将离心沉降和自然沉降过程有效地结 合起来 ,控制循环乙二醇在储罐内的平稳运动状态 , 以便使其中的悬浮物和乳状物得以更好地沉降分 离 ,净化分离循环乙二醇中悬浮物 。 3. 1 沉降分离的流量分析 从 20 万 t聚酯装置乙二醇喷淋系统设计工艺参 数可知 :循环乙二醇的总流量设计值为 138 805. 32 kg/ h,喷淋乙二醇流量设计值为 135 145. 28 kg/ h。这 就要求循环乙二醇进入乙二醇储罐的进口流量 Q 应 与循环乙二醇总流量 (即蒸气凝液流量 )相对应 , Q = 138 805. 32 kg/ h,其溢流口流量 Qo 应与喷淋乙二醇 流量相对应 , Qo = 135 145. 28 kg/ h。由此可知 ,旋流 乙二醇底流口流量 Qu 应等于循环乙二醇总流量减去 喷淋乙二醇流量即 Qu =Q - Qo = 3 660. 04 kg / h。
涤纶聚酯生产装置的真空系统

涤纶聚酯生产装置的真空系统摘要:文章介绍了聚酯生产中所使用的真空获得系统的发展过程;华达公司开发、设计、生产的真空系统的技术原理及特点。
关键词:聚酯;真空系统;一、涤纶聚酯生产装置中真空泵发展历程概述在上世纪最早的涤纶聚酯生产装置中,采用机械真空泵(滑罗机组)作为真空获得设备。
由于机械真空泵存在缺点:A、不能抽除可凝性气体(今后干式螺杆泵发展情况怎样?);B、易受齐聚物堵塞,真空度波动大;C、随着单线产量规模增大,需要许多机械真空泵组并联,机构庞大复杂;维修复杂;50年代(国外)~60年代(国内)开始,逐渐被水蒸汽喷射真空泵所取代(上海涤纶厂等)。
采用水蒸汽喷射真空泵产生新的问题:A、能耗大;B、产生大量废水;C、原料EG损耗大;60年代开始,德国吉玛公司开始研制以涤纶聚酯原料的乙二醇蒸汽驱动的EG喷射真空泵——EG液体喷射真空泵和EG蒸汽喷射真空泵,国内于1977年由北京燕山长征化工厂首先引进使用。
整个80~90年代,我国引进的或国产的涤纶聚酯装置,大部分仍采用水蒸汽喷射真空泵,小部分采用EG蒸汽喷射真空泵(仪化)。
进入21世纪,我国引进的或国产的涤纶聚酯装置,大部分采用EG蒸汽喷射真空泵,小部分仍采用水蒸汽喷射真空泵。
实践证明,在涤纶聚酯生产中,EG蒸汽喷射真空泵具有能耗小,不损耗原料EG,不产生废水,真空度稳定等优点。
二、华达公司发展EG真空泵历程概述华达公司(前身建华真空设备机械厂)创立时,生产的第一台设备——5级真空泵就是为涤纶聚酯生产服务的。
扬州惠通的第一条5000T/A线使用的也是我公司的5级泵。
从1991年至2002年我们为间歇式提供了500多台(套)5级水蒸汽喷射真空泵(是中国聚酯工业发展的罪人,谢晓中语);1999年,我公司开展EG真空泵的理论研究;2000年,自费试制了1台EG真空泵在浙江超同安装,进行了性能测试;2001年,在试验设备的基础上,为上海浦源免费制造2台,在间歇式生产中投入使用;2002年,为上海石化CP-3提供第1台(与汪总、新良合作);2003年到2008年,为近百条间歇式生产线提供了EG真空泵;同时,从1994年开始为上海石化2号聚酯的6条钟纺线进行真空泵改造,1998年,随着改造进入到EG捕集器的改造阶段;我们开始接触涤纶聚酯生产装置中的整个真空系统。
聚酯装置缩聚系统平稳运行分析

聚酯装置缩聚系统平稳运行分析张涛【摘要】通过对钟纺聚酯缩聚系统构造进行分析,并结合生产中遇到的问题,分别从生产操作、设备管理、工艺调整等方面进行研究和探讨,对影响缩聚系统平稳运行的因素进行分析,找到控制和预防终缩聚釜波动的关键措施,并通过平稳操作、工艺优化、技术改造等具体措施,实现装置长周期平稳运行.【期刊名称】《广州化工》【年(卷),期】2013(041)003【总页数】3页(P114-116)【关键词】聚酯;缩聚系统;堵塞【作者】张涛【作者单位】洛阳实华合纤有限责任公司,河南洛阳471012【正文语种】中文【中图分类】TQ323.4洛阳实华合纤公司聚酯装置采用的是日本钟纺五釜聚合工艺,以精对苯二甲酸(PTA)和乙二醇(EG)为原料,乙二醇锑为催化剂,TiO2为消光剂,采用直接酯化、连续缩聚工艺,设计生产能力为日产500吨聚酯熔体 (供熔体直接纺丝)及切片[1]。
自2005年9月22日投产以来,经多次技术改造,生产运行保持平稳,产品质量控制稳定。
本文针对聚酯装置开工几年以来缩聚系统出现过的异常情况进行分析,并提出改进措施。
1 工艺简介缩聚系统主要是将酯化生成的小分子单体以链的形式聚合在一起,经过第一、第二缩聚和终缩聚反应,生成聚酯熔体,对反应过程中产生的副产物 (主要是乙二醇蒸汽)利用真空系统通过汽相管线抽出,经喷淋冷却后重新回用[2]。
1.1 缩聚系统的化学反应方程式1.2 缩聚系统的主要工艺流程物料在缩聚反应釜内进行聚合反应,反应生成的副产物EG蒸汽和低分子汽相物质通过反应釜顶部的汽相管线被抽入刮板冷凝器,在刮板冷凝器内液态EG对汽相物进行喷淋,使大部分汽相物冷凝,凝液收集在液封槽内,汽相物中的低分子齐聚物在刮板冷凝器内凝结固化,系统产生的多余EG由泵打走,如图1所示。
同时通过对系统清渣、补加新鲜EG对系统EG进行置换,使系统保持清洁。
对喷淋后产生的不凝气体利用EG蒸汽喷射泵和液环泵抽真空,使系统达到所需的工艺条件来进行反应[3]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
聚酯生产过程中真空系统运行稳定性探
讨
摘要:近年来,在PET产能过剩、利润微薄的背景下,以提高装置的稳定,
保证熔体的质量和纺丝的优等率,提高产品的竞争力已经成为行业的共识。
尤其
是如何确保聚酯装置真空系统的稳定,保障装置的运行稳定已经成为研究的热点。
在聚酯生产过程中,缩聚阶段对系统内真空要求极高,特别在终缩聚阶段需要约
绝压1.5~4mm/Hg的真空条件,保证链增长反应达到所需的聚合度。
缩聚反应生
成的乙二醇蒸汽会夹带低分子聚合物,这些低聚物在喷淋冷凝器内冷却析出后沉
积在真空系统的管壁上,不仅增加管线堵塞的风险,影响真空系统的抽气能力,
而且降低了装置抵抗风险的能力,对聚酯质量的稳定存在极大的隐患。
在聚酯突
发的降等事故当中,因真空系统引起的比例越来越高,成为当前亟待解决的难题,因此,探讨真空系统波动的影响因素,总结过往经验教训,从而得出有效解决方法。
目前对真空系统稳定性的研究大多是针对吉玛工艺,本文将对杜邦工艺真空
系统的稳定运行展开探讨。
关键词:聚酯生产过程;真空系统运行;稳定性
1真空系统分析
1.1降液管道堵塞
杜邦工艺的立式冷凝器相比于吉玛工艺的刮板冷凝器,不同点在于后者设有
卧式连续运转的刮板,可将凝结在器壁上的聚合物连续不断的刮下并搅碎,因此
降液管堵塞发生的概率极低。
而杜邦立式冷凝器,顶部探针用于清除冷凝器顶部
气相管壁上的结垢,不能将大块聚合物彻底粉碎破坏,大的残渣刮落后会卡在底
部管口处,易造成降液管道堵塞。
堵塞后的现象一般有以下几种:1)热井液位
控制调节阀开度变小;2)立式冷凝器底部视镜被淹没;3)液环真空泵进口压力
显著减小;4)系统内的真空度下降。
但也有优点,相比于吉玛工艺来说,杜邦
工艺真空系统中的循环乙二醇更干净,颗粒状碎渣也越少,利于乙二醇循环系统
过滤。
极少出现真空喷淋流量断流的情况。
1.2真空管道结垢
经过喷淋冷凝后的乙二醇内含有大量粉末状碎渣,这些低聚物在冷却析出后,具有一定的吸附能力,小颗粒及粉末状碎渣会加速结垢的成长,长时间的积累造
成管线的结垢和堵塞。
由于立式冷凝器上部和下部的环形乙二醇喷淋管道和乙二
醇喷嘴之间的管径最小,堵塞情况在这个位置最为严重,导致乙二醇喷淋流量下降,捕捉蒸汽不均匀。
在真空系统调节阀阀片位置,由于是蝶阀,小分子低聚物
也极易吸附在阀片上,极易造成调节阀调节失灵,抽气量不足等情况产生。
在立
式冷凝器不凝气出口水平管道位置也是小分子低聚物附着沉积的重灾区域,若长
时间不处理则导致管道缩径抽气量不足,大块的低聚物结块也容易滑落堵塞降液
管道。
1.3真空系统泄漏
随着装置长期运行,部分结构会存在漏气现象[2],主要表现为中控控制黏
度不稳定,真空余量下降,真空负荷提升等情况。
特别是在立式冷凝器顶部探针
位置,甚至可能出现探针直接掉落至喷淋冷凝器内部造成系统失真空。
系统泄漏
会导致体系内部氧气含量的上升,熔体发生氧化降解,影响产品品质。
在日常的
巡检过程中重点检查终缩聚搅拌器机封,探针密封和真空仪表等地方,需做好日
常维护工作。
1.4参数设定的影响
参数设定主要包括循环喷淋乙二醇温度及喷淋流量,液环真空泵进口压力和
动力蒸汽出口压力等。
合适的喷淋温度和喷淋流量可以保证在达到节能降耗的同
时也能保证不错的喷淋效果,若一味的考虑节能降耗,设置过高的喷淋温度和过
低的喷淋流量,则会导致增加冷凝器形成气阻,增加系统的抽气负荷,减小真空
余量。
设置合适的液环泵进口压力可以保证3级喷淋系统处于最佳的工作状态,
提高真空余量,设置压力过高则导致系统抽气效率的降低。
在设置动力蒸汽出口
压力时,需保证蒸汽压力满足真空喷射泵工作要求,设置喷射压力过低调节能力下降,甚至出现真空失控而导致熔体黏度失控。
2真空系统优化
2.1常用措施
2.1.1从减少循环乙二醇内低聚物废渣角度角度出发
1)在终缩聚热井底部用绞笼除渣机替换原先的捕捉罐。
替换后有2方面的好处:①使喷淋乙二醇中絮状物和块状物得以有效分离[3];②不会存在液封槽液位掉光的情况,保证了大气腿的安全。
此方法在生产过程中证明有效;2)增加乙二醇循环泵后过滤器滤芯过滤面积。
主要改造为对滤芯长度的增加,延长过滤器切换时间,在运行过程中增加抗风险能力。
2.1.2从清理附着在挂壁上的低聚物废渣角度出发
1)对真空调节阀片定期用循环乙二醇冲洗。
用循环乙二醇冲洗调节阀上下2面,中控控制调节阀控制开度(0%~100%),保证冲洗到位,用循环乙二醇冲洗真空调节阀片后,真空开度有所改善,并且预防了因为小分子低聚物附着导致阀门卡死和管道缩径的现象。
2)冲洗立式冷凝器出口气相管线。
气相管线上雾沫废渣易聚集结垢,导致通气量减少,大块结垢废渣也会顺气相管道滑落至冷凝器降液管从而堵塞管道。
因此在气相管线上安装多段乙二醇冲洗管线,主要冲洗气相管线底部废渣,冲洗过程中中控操作需保持液封罐液位及系统真空,此方法可降低立式冷凝器气相出口端管道堵塞的现象发生。
3)在降液管底部和中下部通入2Kg/cm2普氮,时间约在1~10s左右,氮气沿着降液管上升,在到达喷淋冷凝器底部管口时,体积突然增大,膨胀的一瞬间产生振动,将管口的废渣震落,同时又疏通了降液管,此外用四氟锤敲击管道,此操作对中控操作员要求较高,稍有失误容易造成工艺波动。
4)拆洗喷淋冷凝器喷嘴,喷淋乙二醇在循环过程中虽然经过多道过滤,在乙二醇中不乏有部分残留的废渣、PTA粉末等。
在喷嘴和乙二醇分配器位置由于管径小,弯头多,日积月累废料依附在管壁上,造成喷淋流量下降,喷嘴雾化效果差,从而影响真空。
拆洗喷嘴前,现场配合中控确定喷嘴堵塞位置,拆开时要迅速,保证系统不失真空。
拆除后,对碰嘴螺旋形缩径
导流片彻底清理。
此操作对日常生产影响较小,在正常生产的情况下就可以完成
疏通。
2.2在线处理
众多聚酯装置在处理管道堵塞问题时往往是在聚酯装置停车检修的时候,无
法在线处理,成了威胁聚酯生产的重大难题。
在线处理可以在不影响生产的前提
下改善真空状况,保障装置的稳定运行。
根据前期生产经验,本装置在安装期间
完成了真空系统在线热乙二醇蒸煮管道改造。
本装置内热乙二醇来源主要有酯化
乙二醇(塔釜乙二醇)和动力乙二醇蒸汽,介于温度、管线改造难易程度和乙二
醇纯净度考虑,最后选择后者。
改造如下:在乙二醇蒸发器循环泵出口添加一路
到预缩和终缩的立式冷凝尾气出口管线处。
在尾气管线需要用到热乙二醇蒸煮时,双泵运行增加流量。
热乙二醇在进入尾气管线时瞬间气化,能大面积覆盖气相管
线内部表面,热乙二醇又具有热解和冲击废渣结垢物的作用。
在经过多次蒸煮后,真空状况有所改善,真空余量充足。
可以根据真空状况,控制流量、蒸煮时间、
频次等,保障真空系统的稳定运行。
3结语
聚酯装置真空喷淋系统普遍存在管道和设备的结垢、缩径堵塞的现象,困扰
和制约着聚酯装置稳定长期运行和产品的品质。
根据杜邦工艺真空系统的实际情
况实施了相应的处理方法,如氮气反吹降液管道,乙二醇冲洗真空调节阀和真空
尾气管道。
对热井除渣系统进行了升级,在终缩聚热井处使用增加绞笼除渣系统。
对真空气相管线实施了在线优化处理,通过对热乙二醇管线的改造,在终缩聚和
预缩聚立式冷凝器尾气管道出口处接入热乙二醇蒸煮,真空系统得到明显改善,
真空余量充足。
参考文献
[1]余建林,陈金义,刘洪星.聚酯装置真空喷淋系统结垢堵塞的原因和对
策[J].聚酯工业,2007,20(3):4.
[2]张玉森.吉玛PET工艺真空系统常见问题分析及处理[J].聚酯工业,2013(2):5.
[3]余建林,陈金义,刘洪星.聚酯装置真空喷淋循环系统的优化改造[J].聚酯工业,2007,20(6):34-38.
[4]罗武林,施学平,杨建忠.聚酯真空系统管道冲洗改进装置:
CN208912716U[P].2019.
[5]张晓刚.聚酯生产中酯化反应的生产优化控制[J].聚酯工业,2019,32(03):37-41.。