塑胶件黑点检验标准要求
塑胶件检验规范
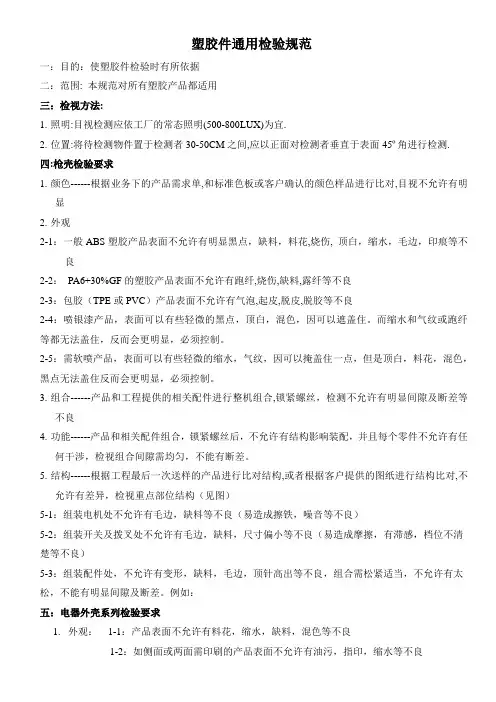
塑胶件通用检验规范一:目的:使塑胶件检验时有所依据二:范围: 本规范对所有塑胶产品都适用三:检视方法:1.照明:目视检测应依工厂的常态照明(500-800LUX)为宜.2.位置:将待检测物件置于检测者30-50CM之间,应以正面对检测者垂直于表面45º角进行检测. 四:枪壳检验要求1.颜色------根据业务下的产品需求单,和标准色板或客户确认的颜色样品进行比对,目视不允许有明显2.外观2-1:一般ABS塑胶产品表面不允许有明显黑点,缺料,料花,烧伤, 顶白,缩水,毛边,印痕等不良2-2:PA6+30%GF的塑胶产品表面不允许有跑纤,烧伤,缺料,露纤等不良2-3:包胶(TPE或PVC)产品表面不允许有气泡,起皮,脱皮,脱胶等不良2-4:喷银漆产品,表面可以有些轻微的黑点,顶白,混色,因可以遮盖住。
而缩水和气纹或跑纤等都无法盖住,反而会更明显,必须控制。
2-5:需软喷产品,表面可以有些轻微的缩水,气纹,因可以掩盖住一点,但是顶白,料花,混色,黑点无法盖住反而会更明显,必须控制。
3.组合------产品和工程提供的相关配件进行整机组合,锁紧螺丝,检测不允许有明显间隙及断差等不良4.功能------产品和相关配件组合,锁紧螺丝后,不允许有结构影响装配,并且每个零件不允许有任何干涉,检视组合间隙需均匀,不能有断差。
5.结构------根据工程最后一次送样的产品进行比对结构,或者根据客户提供的图纸进行结构比对,不允许有差异,检视重点部位结构(见图)5-1:组装电机处不允许有毛边,缺料等不良(易造成擦铁,噪音等不良)5-2:组装开关及拨叉处不允许有毛边,缺料,尺寸偏小等不良(易造成摩擦,有滞感,档位不清楚等不良)5-3:组装配件处,不允许有变形,缺料,毛边,顶针高出等不良,组合需松紧适当,不允许有太松,不能有明显间隙及断差。
例如:五:电器外壳系列检验要求1.外观:1-1:产品表面不允许有料花,缩水,缺料,混色等不良1-2:如侧面或两面需印刷的产品表面不允许有油污,指印,缩水等不良1-3:产品上盖螺丝柱盲孔不允许堵孔,变形,缺料,毛边,孔径需一致(易造成打螺丝时,容易打滑或打不到位)2.组合:2-1:电池包上下组合不允许有明显色差,断差,间隙等不良2-2:组合后的电池包和枪壳装配,检验无明显滞感,间隙,松紧适当。
qc系列检验--塑胶检验标准
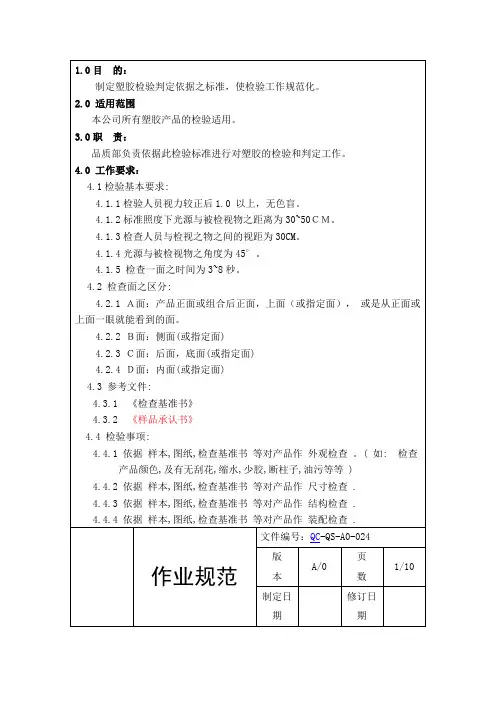
4.3参考文件:
4.3.1《检查基准书》
4.3.2《样品承认书》
4.4检验事项:
4.4.1依据样本,图纸,检查基准书等对产品作外观检查。(如:检查产品颜色,及有无刮花,缩水,少胶,断柱子,油污等等)
4.4.2依据样本,图纸,检查基准书等对产品作尺寸检查.
4.4.3依据样本,图纸,检查基准书等对产品作结构检查.
4.6.1依据MIL-STD-105E记数值抽样表普通检验水准Ⅱ级,检验水准依正常检验单次抽样计划实施。(塑胶件生产过程中巡检不适用)
4.6.2特殊情形由品质部主管调整检验水准。
致命缺点:对人体造成隐患或严重影响产品性能和装配的不符合点。
严重缺点:对产品性能、装配及操作有影响的不符合点。
轻微缺点:对产品性能、装配及操作无影响的,在上述两种缺点之外的不符合点。
继续燃烧
黄色
浓黑烟
软化起泡
比PS易焦
特殊聚丙烯气味
塑钢POM
容易
继续燃烧
紫色火焰
溶融滴落
起泡
强烈刺鼻味
续上表
作业规范
文件编号:QC-QS-A0-024
版本:A/0
页数:4/10
文件名称
塑胶检验标准
制定/修订日期:2006/12/7
生效日期:2006/12/8
5.2其它各项指标检验方法与判定基准:
NO
软化
刺激性酸味
聚苯乙烯PS
容易
继续燃烧
橙黄色浓黑烟碳束
软化
起泡
特殊苯烯
单体味
作业规范
文件编号:QC-QS-A0-024
版本:A/0
页数:3/10
文件名称
IQC-塑胶件检验标准
丝印/喷油颜色
a.颜色应符合样板;
b.由重影、套影引起的色差在视距25cm看不明显为可接收;
文字图案:商标不允许有丝印/移印不良存在。(除色差可在限度样偏差范围外)
不良专案
接受标准
色 差
所有图案、字迹色差应在限度板范围内
模糊不清、飞油
正常视距(25cm)不允许有飞油等引起的笔划不清
笔划残缺
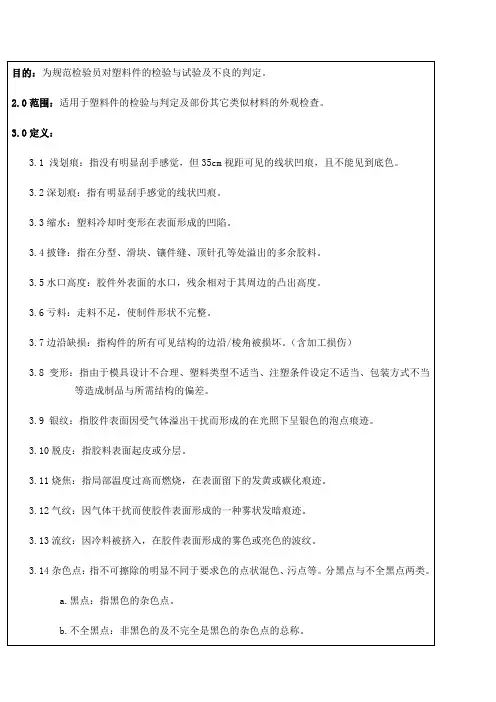
3.5水口高度:胶件外表面的水口,残余相对于其周边的凸出高度。
3.6亏料:走料不足,使制件形状不完整。
3.7边沿缺损:指构件的所有可见结构的边沿/棱角被损坏。(含加工损伤)
3.8变形:指由于模具设计不合理、塑料类型不适当、注塑条件设定不适当、包装方式不当等造成制品与所需结构的偏差。
3.9银纹:指胶件表面因受气体溢出干扰而形成的在光照下呈银色的泡点痕迹。
2
不全黑点
≤0.25
2
≤0.15
1
透明罩
有效透明面
黑点
≤0.2
2
≤0.15
1
不全黑点
≤0.2
2
≤0.20
1
表中允许的杂色点限于:
a.杂色点远离商标20mm以上,远离同色字体10 mm以上,若是多个点则彼此间距40 mm以上。
b.载体可见面积大于1cm2。
单个按键:指单个装配,且一台机里同类键只有一个的按键。
4.1.3披锋(溢料、飞边)
注:装配之后非拆卸不能见到的披锋不计外观缺陷,但因功能需要在使用时要打开的部位内部,按“底壳底面”标准接受披锋;目视为锯齿状或手感锋利的披锋不接受。
4.1.4亏料:外表不允许有35cm视距可见的亏料现象。
注:部件在组装后不可见的内部区域亏料,在不影响装配、功能、强度时可接受。
塑胶件黑点检验标准要求
塑胶件黑点检验标准要求
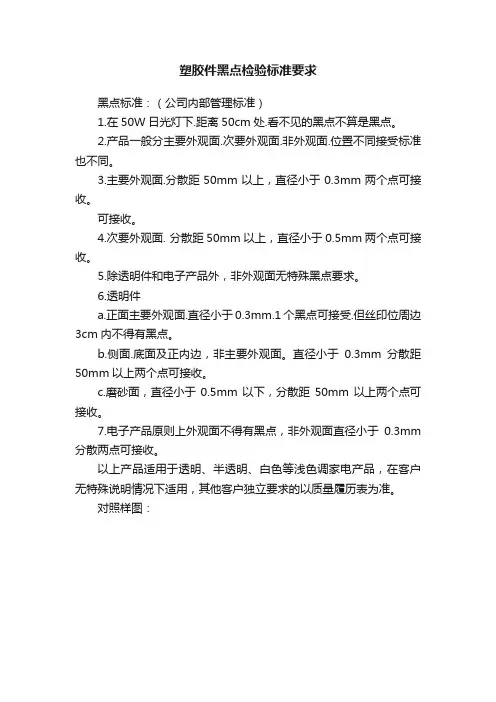
黑点标准:(公司内部管理标准)
1.在50W日光灯下.距离50cm处.看不见的黑点不算是黑点。
2.产品一般分主要外观面.次要外观面.非外观面.位置不同接受标准也不同。
3.主要外观面.分散距50mm以上,直径小于0.3mm两个点可接收。
可接收。
4.次要外观面. 分散距50mm以上,直径小于0.5mm两个点可接收。
5.除透明件和电子产品外,非外观面无特殊黑点要求。
6.透明件
a.正面主要外观面.直径小于0.3mm.1个黑点可接受.但丝印位周边3cm内不得有黑点。
b.侧面.底面及正内边,非主要外观面。
直径小于0.3mm分散距50mm以上两个点可接收。
c.磨砂面,直径小于0.5mm以下,分散距50mm以上两个点可接收。
7.电子产品原则上外观面不得有黑点,非外观面直径小于0.3mm 分散两点可接收。
以上产品适用于透明、半透明、白色等浅色调家电产品,在客户无特殊说明情况下适用,其他客户独立要求的以质量履历表为准。
对照样图:
编制:马燃审核:日期:。
塑胶零件IQC,AQL等级区分
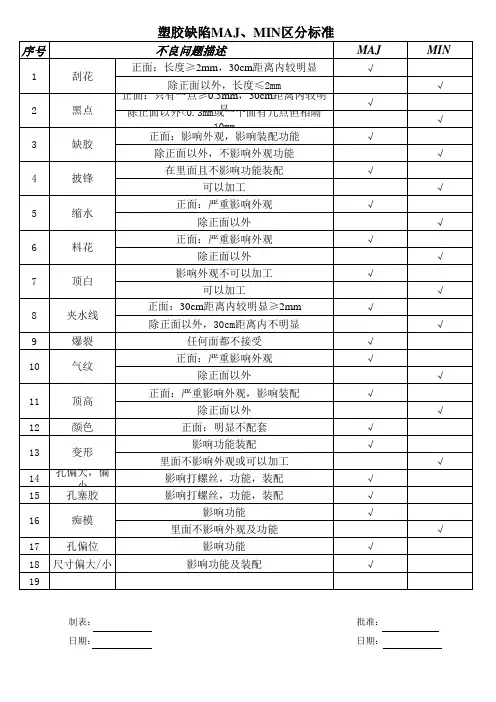
MAJ
√
MIN
√
√ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √
14 孔偏大,偏小 15 16 17 18 19 孔塞胶 痴模 孔偏位 尺寸偏大/小
制表: 日期J、MIN区分标准
序号
1 2 3 4 5 6 7 8 9 10 11 12 13 刮花 黑点 缺胶 披锋 缩水 料花 顶白 夹水线 爆裂 气纹 顶高 颜色 变形
不良问题描述
正面:长度≥2mm,30cm距离内较明显 除正面以外,长度≤2mm 正面:只有一点≥0.3mm,30cm距离内较明显 除正面以外<0.3mm或一个面有几点但相隔10mm 正面:影响外观,影响装配功能 除正面以外,不影响外观功能 在里面且不影响功能装配 可以加工 正面:严重影响外观 除正面以外 正面:严重影响外观 除正面以外 影响外观不可以加工 可以加工 正面:30cm距离内较明显≥2mm 除正面以外,30cm距离内不明显 任何面都不接受 正面:严重影响外观 除正面以外 正面:严重影响外观,影响装配 除正面以外 正面:明显不配套 影响功能装配 里面不影响外观或可以加工 影响打螺丝,功能,装配 影响打螺丝,功能,装配 影响功能 里面不影响外观及功能 影响功能 影响功能及装配
塑胶件检验标准
塑胶件检验标准1目的本标准为IQC对塑胶(包括五金件)来料检验、测试提供作业方法指导。
2适用范围本标准适用于所有须经IQC检验、测试塑胶(包括五金件)来料的检测过程。
3职责IQC检查员负责按照本标准对相关来料进行检验、测试。
4工具4.1卡尺(精度不低于0.2mm)。
4.2打火机。
5外观缺陷检查条件5.1 距离:肉眼与被测物距离30CM。
5.2 时间:10秒钟内确认缺陷。
5.3 角度:15-90度范围旋转。
5.4 照明:60W日光灯下。
5.5 视力:1.0以上(含较正后)。
6检验项目及要求6.1塑壳6.1.1外观a.所有外观面光滑过渡、无注塑不良。
b.外观面无划伤、痕迹、压痕。
c.非喷涂面不能有喷涂印。
d.喷涂均匀完整、不粗糙、无暗纹、亮斑,不能有局部堆积,少油,纤维丝。
喷涂是否牢固,硬度是否符合要求。
e.喷涂层色差光泽均匀、光亮。
6. 1.2尺寸测量下列尺寸,所有尺寸均须同图纸吻合或与样板一致。
a.五金槽的尺寸。
b.外型轮廓。
c.定位孔位置d.特殊点位置及规格(超声线)。
6.1.3材质a.原材料是符合相关设计要求。
b.防火材料应用打火机做实验(需在确保安全的条件下进行)。
6.1.4试装配a.将胶壳与相应的保护板、五金、支架等配件试装应配合良好。
b.必要时应取1-3个胶壳试超声,超声缝隙应均匀一致,焊接良好。
6.2五金件6.2.1尺寸测量五金的尺寸,须与样品或BOM一致。
6.2.2外观目测检查五金的色泽是否与样品一致,是否有划伤、变形,电镀层脱落等。
7检验方法7.1外观使用目测法检查被检品的外观。
7.2尺寸使用卡尺测量被检品的尺寸。
8塑壳表面分类A面:塑壳壳面;B面:塑壳底面。
9等级分类A级:公司所生产原配、原装产品的塑壳和五金来料;B级:公司所生产自有品牌或类似产品塑壳和五金来料;C级:以客户所承认样品生产的产品的塑壳和五金来料。
10 质量评定10.1检验办法塑胶(包括五金件)来料按按GB/T 2828-87 正常检查一次抽样方案II级检查水平进行抽样检查。
塑胶件黑点检验准则要求
塑胶件黑点检验准则要求塑胶件黑点检验是对塑胶制品进行质量检验的重要环节之一、黑点指的是塑胶制品表面或内部出现的黑色污点,这些污点可能是塑胶材料本身的不纯物质或者是制造过程中污染物的残留。
黑点不仅影响产品的外观质量,还可能对产品的物理性能和使用寿命造成不良影响。
因此,制定塑胶件黑点检验准则是确保产品质量的重要措施。
一、塑胶件黑点检验方法1.目视检查法:对于外观要求较高的产品,可以进行目视检查来判断是否存在黑点。
检验员应将产品放在明亮的环境下进行观察,注意黑点的数量、分布和大小,以及是否与产品表面或内部有关。
2.放大镜检查法:对于外观要求较高但黑点较小且分布不均匀的产品,可以使用放大镜进行检查。
检验员应将产品放在光线充足的地方,用放大镜观察黑点的数量、分布和大小,以及是否与产品表面或内部有关。
3.摄影检查法:对于黑点数量多、分布范围广的产品,可以使用摄影检查法。
检验员应使用高分辨率的相机对产品进行拍摄,然后将照片放大观察黑点的数量、分布和大小,以及是否与产品表面或内部有关。
4.X射线检查法:对于黑点分布在产品内部的情况,可以使用X射线检查法。
检验员应将产品放在X射线设备下,通过扫描获取产品内部的影像,然后观察黑点的数量、分布和大小,以及是否与产品表面或内部有关。
二、塑胶件黑点检验准则针对塑胶件黑点的检验准则可以根据产品的外观要求、使用环境和性能要求等因素来制定1.黑点数量:准则应规定产品上允许存在的黑点数量的上限。
通过不同级别的分类,如A级、B级和C级,来表示黑点数量的不同容忍程度。
A级表示允许的黑点数量最少,C级表示允许的黑点数量最多。
2.黑点分布和大小:准则应规定黑点在产品表面或内部的分布范围和大小要求。
一般来说,黑点应均匀分布在产品表面或内部,不应集中在其中一区域。
而且,黑点的大小也应符合规定的要求,不能超过一定的尺寸。
3.黑点与产品质量的关系:准则应明确黑点对产品质量的影响程度和容忍程度。
一些黑点可能会直接影响产品的物理性能和使用寿命,而一些黑点只是影响外观质量,对产品性能没有明显影响。
塑胶件检验要求
V-0:对样品进行两次10秒的燃烧测试后,火焰在10秒内熄灭,不能有燃烧物掉下。
3.2实配尺寸配合良好,安装方便
3.3塑胶件的强度应能满足冲击测试的要求
3.4 PP板不能有黑点、杂质、横纹、刮花等不良现象
特殊S-3
3.5 塑胶件重量公差,如下表
特殊S-3
简易的测试方法:在避风环境下用打火机点燃,要求
HB:UL94标准中最低的阻燃等级。要求对于3到13毫米厚的样品,燃烧速度小于40毫米每分钟;小于3毫米厚的样品,燃烧速度小于70毫米每分钟;或者在100毫米的标志前熄灭;
V-2:对样品进行两次10秒的燃烧测试后,火焰在30秒内熄灭,可以有燃烧物掉下。
序号
检验项目
测试要求/方法
检验频率
1
外观
1.1 表面不得有变形、脏污、色差、缩水、气纹、缺料、成型不足、毛边、刮伤等不良
一般Ⅱ级
1.2 针对有UL认证的塑胶件,须由厂商提供物性表及UL认证黄卡,作为IQC检验核对的依据
2
尺寸规格
2.1依据对应型号的产品BOM表尺寸要求进行检查
3
特性检验
3.1塑料阻燃等级由HB,V-2,V-1向V-0逐级递增(测试方法如下)
重量范围(g)
公差(±)
0-5
0.1
5-100Biblioteka 210-500.5
50-100
1.0
100-150
1.5
150-200
2.0
200-250
2.5
250-300
3.0
300以上
3.5
1:外观检查依据GB2828-87,Level Ⅱ级单次抽检法以AQL2.5来判定合格与否
塑胶件验收质量检验规范
技术质量保证协议附件塑胶件验收质量检验规范买方:卖方:一、本规范基于买方相关移动电话外观检验标准、来料检验规范、系统实验室来料实验方案、手机成品测试规范、卖方产品规格书、质量检验标准以及相关国家标准、行业标准制定。
二、适用范围本规范适用于卖方提供给买方的塑胶件检验,买方使用本规范进行塑胶件来料检验。
三、抽样方案与判定标准3.1 抽样方案采用GB/T2828.1-2003/ISO2859-1:1999抽样标准中的正常检查一次抽样方案。
3.2 判定标准3.2.1 缺陷项目分类A、致命缺陷CRI(Critical Defect)项目规定:明显且会造成伤害的浇铸口切断,明显且会造成伤害的缩水痕和毛刺。
B、主要缺陷MAJ(Major Defect)项目规定:断裂、裂缝、弯曲变形、脱漆、严重划伤、影响装配的缺陷等。
C、次要缺陷MIN(Minor Defect)项目规定:脏污、轻微划伤、黑点、亮点等。
3.2.2四、检验要求4.1 外观要求检验时应在光源为普通室内40W日光灯的照明环境下,且光源距离待测物1m,以非透光方式,让眼睛与待测物距离30cm , 目检方向与待测物成45~90度(视线与待测面垂直为90度),检验时每面检验不超过10秒,以目视扫描方式进行。
4.1.1尺寸、公差符合设计图纸要求。
4.1.2颜色与双方承认的色度样版为据检测。
4.1.3各结构件上图案、文字应正确。
无印刷缺陷,诸如:印刷倾斜,毛边,宽窄不一致,文字重叠,字体印刷不全,文字偏移等。
4.1.4边、角位置应无注塑、喷涂毛刺,或者因此缺陷引起的脱漆。
4.1.5按键字符印刷在结构件上的特殊结构件,应对光检测结构件无漏光现象。
4.1.6外观必须满足如下外观检验标准,见附表一。
附表一:外观检验标准。
塑胶件外观检验常见不良分类与判定标准
塑胶件外观检验常见不良分类与判定标准1 / 15文件依据:公司文件ZQ/SIP08-QA-001《塑胶件来料检验标准》名词解释:A级面:在正常使用条件下,直视看得到的面。
B级面:表面外露,但不明显,在正常使用时,直视看不到的面。
C级面:在正常使用时看不到的面。
2 / 15熔接线)3 / 152 划伤碰伤不良现象:触摸有凹凸感或没有凹凸感但明显的发白与零件面色不一致,目视明显。
A级面:不允许B级面:长度少于5mm,数量不超过2处并且相距需超过30mm。
C级面:允收上图所示有凹凸感划伤喷油无法遮盖,喷油前需检出;下图所示无感发白划伤,喷油可遮盖,喷油前不需检出。
4 / 15序号不良项目图片示例判定参考3 划花划痕不良现象:呈线状,触摸一般没有凹凸感,目视不明显,(臂长距离看不见)。
A级面:臂长距离看得见不允收臂长距离看不见允收B级面:允收C级面:允收此类不良下列情况需加严检验:喷油件:需比普通件严格重要客户:CHD、OLYMPIA等等。
重要产品:如显示屏外框等。
5 / 15序号不良项目图片示例判定参考4 拉白不良现象:呈条纹状,一般在产品侧壁出现,表面像划痕并伴随有发白。
A级面:不允收B级面:允收C级面:允收如拉白较轻微(只呈现点雾状),喷油件与非重点客户零件可允收。
6 / 15序号不良项目图片示例判定参考5 缩水不良现象:呈凹坑或凹孔状,一般在产品厚壁或加强筋位置出现。
A级面:臂长距离看得见不允收。
臂长距离看不见允收。
B级面:允收C级面:允收如拉白较轻微(只呈现点雾状),喷油件与非重点客户零件可允收。
7 / 15序号不良项目图片示例判定参考6黑点杂点不良现象:在材料表面存在点状的与产品颜色不一致的黑点或其它颜色杂点。
A级面:直径少于0.3mm允收,数量少于2,间距需大于30mm。
B级面:直径少于0.5mm允收C级面:允收如是CHD、OLYMPIA等重点客户产品以与透明件需标准加严。
如是需发外喷油件不需检验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑胶件黑点检验标准要求 Prepared on 24 November 2020
黑点标准:(公司内部管理标准)
1.在50W日光灯下.距离50cm处.看不见的黑点不算是黑点。
2.产品一般分主要外观面.次要外观面.非外观面.位置不同接受标准也不同。
3.主要外观面.分散距50mm以上,直径小于0.3mm两个点可接收。
可接收。
4.次要外观面. 分散距50mm以上,直径小于0.5mm两个点可接收。
5.除透明件和电子产品外,非外观面无特殊黑点要求。
6.透明件
a.正面主要外观面.直径小于0.3mm.1个黑点可接受.但丝印位周边3cm内不得有黑点。
b.侧面.底面及正内边,非主要外观面。
直径小于0.3mm分散距50mm以上两个点可接收。
c.磨砂面,直径小于0.5mm以下,分散距50mm以上两个点可接收。
7.电子产品原则上外观面不得有黑点,非外观面直径小于0.3mm分散两点可接收。
以上产品适用于透明、半透明、白色等浅色调家电产品,在客户无特殊说明情况下适用,其他客户独立要求的以质量履历表为准。
对照样图:
编制:马燃审核:日期:。