基于FFT算法的振动信号分析
振动信号的频谱分析与故障诊断

振动信号的频谱分析与故障诊断频谱分析是一种常用的信号处理技术,可以对振动信号进行分析和故障诊断。
本文将介绍频谱分析的原理和应用,并探讨其在故障诊断中的作用。
一、频谱分析的原理频谱分析是将一个信号分解成一系列频率成分的过程。
它基于傅里叶变换原理,将时域上的信号转换为频域上的频谱。
通过频谱分析,可以更直观地了解信号的频率特性和频率成分。
在振动信号处理中,频谱分析可以帮助我们获取振动信号的频率谱。
频率谱可以用图形表示,横轴表示频率,纵轴表示振幅。
通过分析频率谱,可以发现信号中的主要频率成分,从而进行故障诊断和分析。
二、频谱分析的方法1. 傅里叶变换(Fourier Transform)傅里叶变换是将信号从时域转换到频域的重要方法。
它将一个连续时域的信号转换为一个连续频域的频谱。
傅里叶变换可以精确地表示信号的频谱信息,但对计算机实现来说,计算量较大。
2. 快速傅里叶变换(Fast Fourier Transform,FFT)为了克服傅里叶变换的计算复杂度,人们提出了快速傅里叶变换算法。
FFT是一种高效的离散傅里叶变换方法,可以在计算机上快速计算信号的频谱。
FFT广泛应用于振动信号处理中,可以实时获得信号的频谱特征。
三、频谱分析在故障诊断中的应用1. 故障特征提取频谱分析可以帮助我们提取振动信号中的故障特征。
不同的故障在频谱上表现出不同的频率成分和振幅分布。
通过比较正常信号和故障信号的频谱特征,可以判断故障类型和程度。
2. 故障诊断频谱分析可以根据特定故障的频率特征,对故障进行诊断。
例如,对于轴承故障,通常会在频谱上出现与旋转频率相关的峰值,通过检测这些峰值可以判断轴承是否发生故障。
3. 故障监测与预警通过对振动信号进行实时频谱分析,可以实现故障的监测与预警。
当频谱中出现异常的频率成分时,说明设备可能存在故障隐患,及早发现并采取措施进行维修,可以避免设备故障进一步恶化。
四、频谱分析的局限性频谱分析虽然是一种有效的振动信号处理方法,但也存在一定的局限性。
基于FFT的实测爆破振动信号综合分析
8 O
9 0
1 0 0
频 率 ( ) Hz
图5 信号 2 F T 的 F 分析
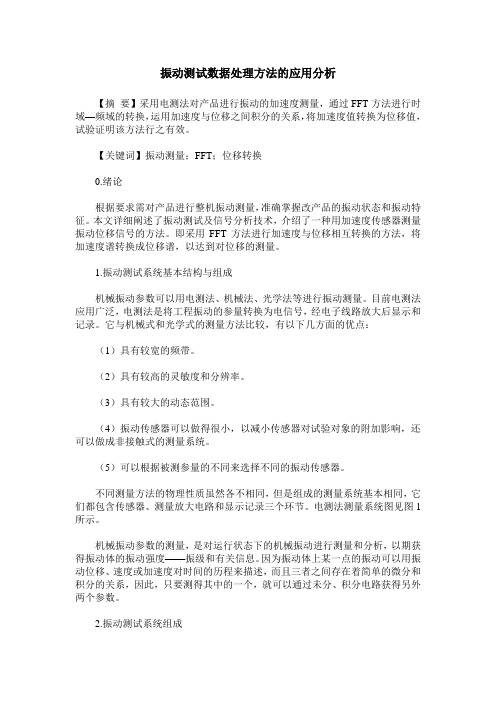
图3 实测爆破振 动信号 3
( )盯 分析 2F
对实测信号 I2 3 、, 进行 F T F 分析 , 到测试信号 的频率 的高低 、 得 分 布情况 、 能量的分 布、 主振频率等物理量 。分析结果统计见表 1典型的 , 傅立 叶分 析见 图 4 5 6所示 。 、、
科技信息
博士 ・ 专家论坛
基 于 F T硇实测爆破振动信号综合分析 F
六盘水 师 范学 院 杨 军伟
[ 摘 要] 快速傅 立叶变换(F ) F T 能较好 地对爆破振动信号进行频谱 分析 , 把振动信号 的从 时间域 变换到频率域 , 通过频谱分析我们 可 以较好地得到信号的频率的高低 、 能量的分布情况、 主振频 率等物 理量。为研 究爆破地震 波的传播规 律、 特性和爆破振动对地 下 和地表建( 筑物、 构) 边坡 的影响提供依据 。 【 关键词 ] 快速傅立叶变换 爆破 振动信 号 主振频 率
最大振 动速度 c ) m
24 .0
22 .3 2-O 2
主振频率 ( H)
1 .6 1 58 9
67 3 .1 9 1 .1 5 83 0
蛳 蓦 拗 l 啪 ; 寻
O O 0 0 O
O
∞
D
O
垂 瑚 伽 O ∞ 0 O O O 伽 O O i
1前 言 .
表 1振动信号分析结果统计表 信号编号
1
2 3
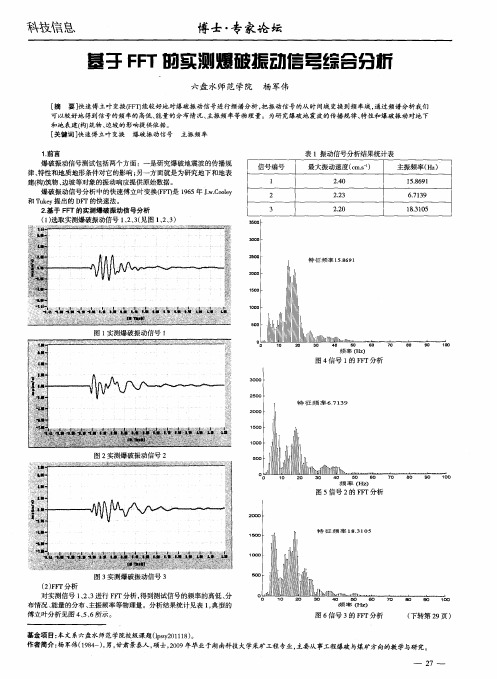
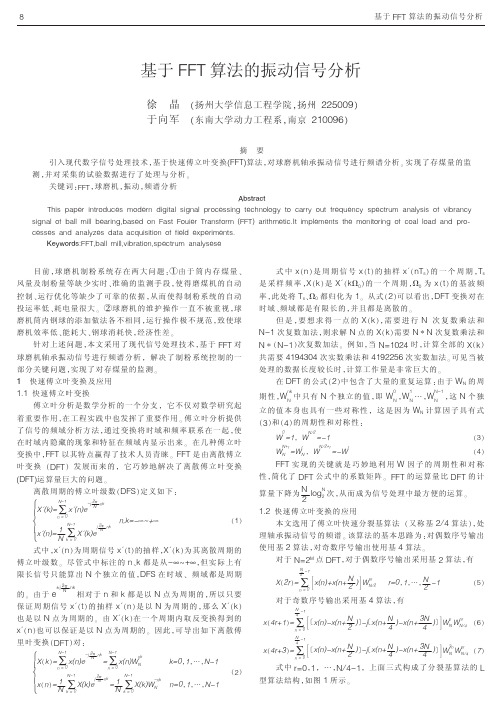
爆破振动信号测试 包括两个方面 :一是研究爆 破地 震波的传播规 律、 特性和地质地形条件对 它的影响 ; 另一方 面就是 为研究 地下和地表 建( 筑物 、 构) 边坡等对象的振动响应提供原始数据 。 爆 破振动信号分析 中的快 速傅 立叶变换( ) 16 年 J . o y F 是 95 丌 .C l w oe 和 T ky u e 提出的 D T的快速 法。 F 2基 于 F T的实测爆破振 动信 号分析 . F ( ) 实测爆破振动信号 123见图 123 1选取 、、( 、,)
利用示波器FFT功能简化振动分析

利用示波器FFT功能简化振动分析无论是普通消费品还是工业机械,振动分析在产品设计过程中都是必不可少的一步。
设计工程师需要了解并解决振动带来的影响,以确保产品的寿命、安全性和可靠性。
过去完成这项工作要用昂贵复杂的工具,使得振动分析需要富有经验的专业人员才能完成,本文介绍用普通带FFT功能的示波器进行振动分析,一般机械工程师稍加训练即可完成这项任务。
具有快速傅立叶变换(FFT)功能的低价位示波器是一种功能齐全而又使用方便的工具,它可以帮助机械工程师确定被测物的本征频率、共鸣峰值、频率范围及衰减曲线等,即使没有多少电子测量经验的工程师也只需几个简单的加速计和连线就可以设定、测量和分析产品的振动特性。
虽然FFT技术广泛用于振荡和其它物理现象的频率分析,但示波器对机械工程师来说还不是很熟悉,尤其是那些旋钮和按键,我们采用了一种简单的测试台(图1)和一个振荡响应“教材”(图2)使这个问题得到很好的解决。
首先在测试台上安装一个实际测量使用的加速计,然后用一个击锤敲打台面,再用Tektronix TDS系列便携式示波器捕获振荡信号(即加速计的输出),从中可以看到波形、FFT结果以及锤子重量、打击力度等造成的振荡效果。
改变示波器测量范围和触发设定进行多次试验后,我们逐渐对工作仪器的响应情况越来越熟悉。
制造系统应用我们接到一个任务要求为SMT电阻设计精密激光切割系统,此时我们面临着双重挑战。
首先,激光定位精度在偏差要求上比前一代产品高,数以百计的一个个电阻排列在半张名片大小的陶瓷基片上,所以定位要求绝对稳定一致,以便准确地在元件上面进行“点划线”切割。
其次,定位是在一个系统下进行,又大又重的装载和运输工具不断在不同工作台面移动,因此这又是一个与振动有关的问题。
激光切割系统基本设计过程与我们以前的项目没有太大不同,用以前经过验证的设计和3D模型软件来模拟必需的机械装置,另外再用有限元分析(FEA)工具构造一个动态系统模型和谐波系列。
频谱分析的理论基础及振动案例分析

频谱分析的理论基础及振动案例分析频谱分析是一种通过将信号中各频率成分分离出来,并定量描述其幅度、相位等特征的方法。
其理论基础主要涉及信号的傅里叶变换、功率谱密度以及频谱分析方法等方面。
振动案例分析是频谱分析的一个应用领域,用于研究物体的振动特性以及故障诊断等。
下面将分别对频谱分析的理论基础及振动案例分析进行更详细的讨论。
首先,频谱分析的理论基础涉及信号的傅里叶变换。
傅里叶变换是一种将信号从时域转换到频域的变换方法,用于分析信号的频率成分。
对于一个连续的实际信号x(t),其傅里叶变换可以表示为:X(f) = ∫[x(t) * exp(-2πift)]dt其中,X(f)为信号在频率为f时的复数幅度。
通过计算信号x(t)在不同频率上的傅里叶变换,就可以得到信号的频谱分布情况。
功率谱密度也是频谱分析的重要理论基础。
信号的功率谱密度描述了信号在不同频率上的功率分布情况。
对于一个随机平稳信号x(t),其功率谱密度可以通过自相关函数R(τ)进行计算,即:S(f) = Lim(T -> ∞) [1/(2T)] * ,F{∫[x(t) * exp(-2πift)]dt},²其中,F{}表示傅里叶变换,S(f)为信号在频率为f时的功率谱密度。
功率谱密度可以用来反映信号在不同频率上的能量分布情况,从而了解信号的频谱特性。
频谱分析方法包括离散傅里叶变换(DFT)、快速傅里叶变换(FFT)等。
DFT是将连续信号的傅里叶变换转化为离散信号的变换方法,通过对信号进行采样和截断来获得有限长度的离散信号,进而进行频谱分析。
FFT是DFT的一种高效实现方法,能够快速计算信号的频谱。
振动案例分析是频谱分析的一个重要应用领域,主要用于研究物体的振动特性以及故障诊断。
在实际工程中,振动往往是由于机械结构的不平衡、不稳定或者故障引起的。
频谱分析方法可以通过分析振动信号的频谱特性,进一步判断振动是否正常以及故障的类型和原因。
基于FFT算法的振动信号分析
#&同时对 AA= 获得的振动功率谱图提取了中心主频率 ) 频谱
总能量与分频段能量值百分比几个特征量来判断球磨机钢球的 运行情况 $ 这样就实现了由轴承振动信号入手 # 分析振动信号功率的 变化 # 准确实时地获得球磨机筒内存煤量的变化 $
$ , ’* (& )
’()
’
!!#$%$&+
. /# *$ ’
&) ’
’()
!!#$%4
$&+
*&+ !) !)!’()
! 工业控制计算机 "!""# 年 $% 卷第 $! 期
! !H! 数据处理结果分析
要 处 理 的 数 据 为 ?*4 个 C,= 格 式 文 件 # 每 个 文 件 为 *!4IJ # 程序在工控机上大约运行了 $4 个小时 $ 通过 AA= 我们 得 到 很 多 ;2KLF 表 格 ’GLM01NH2FO )PQR1EH2FO ) 前 轴 承 振 动 频 谱 H 2FO ) 后轴承振动频谱 H2FO) 前轴承振动能量 "I>*IH2FO) 前轴承振 动 能 量 *I>!IH2FO ) 前 轴 承 振 动 能 量 !I>6IH2FO) 前 轴 承 振 动 能 量 6I>5IH2FO) 前 轴 承 振 动 能 量 5I>#IH2FO) 前 轴 承 振 动 能 量 #I>7IH2FO ) 前 轴 承 振 动 能 量 7I>&IH2FO) 前 轴 承 振 动 能 量 &I> %IH2FO ) 前 轴 承 振 动 总 能 量 H2FO ) 后 轴 承 振 动 能 量 "I>*IH2FO) 后 轴 承 振 动 能 量 *I>!IH2FO ) 后 轴 承 振 动 能 量 !I>6IH2FO ) 后 轴 承 振 动 能 量 6I>5IH2FO ) 后 轴 承 振 动 能 量 5I>#IH2FO) 后 轴 承 振 动 能 量 #I>7IH2FO) 后 轴 承 振 动 能 量 7I>&IH2FO) 后 轴 承 振 动 能 量 &I>%IH2FO ) 后轴承振动总能量 H2FO$ 球磨机加煤时 # 筒内的存煤量随着球磨机负荷的增加而增 加 # 图中振动功率曲线明显随着球磨机负荷的增加而降低 $ 在负 荷保持不变的情况下振动功率曲线也围绕一个相对固定的中心 值上下波动 $ 球磨机加煤后 # 前轴承的振动功率首先是明显的下 降 # 随后再缓慢上升的变化规律 # 这反映了在筒内前段存煤量随 着给煤量的增加也相应的出现了先增后减的变化过程 $ 而后轴 承的振动功率变化平稳 # 加煤后振动功率相应降低 # 但幅度没有 前轴承剧烈 # 随后也没有出现上升趋势 # 而是很快保持了相对的 稳定 # 说明了在筒的后段存煤量是随着给煤量的增加呈现了平 稳的增加 $ 从对曲线的对比分析我们可以得出 # 在加煤过程中 # 前轴承 振动对给煤量变化的反应迅速 # 但会出现先升后降的变化趋势 ( 后轴承振动信号对给煤量反应负荷变化的时刻落后于前轴承振 动信号 # 反应的存煤量变化与前轴承相比较平稳 # 也即它们各有 自己的长处和短处 $ 同时也可以推断出 ’ 当通风量保持不变 # 煤 质相同 # 钢球加载量相同的条件下 # 轴承振动功率仅仅随给煤量 的变化而变化 # 反映筒内存煤量的增减 $ 利用上述振动信号处理的方法还可以对球磨机磨筒内的钢 球装载量与球径分布进行分析 # 限于篇幅 # 本文不进行叙述 $
振动信号的频域分析

振动信号的频域分析傅立叶变换通过对信号的频率域和能量域分布的描述来揭示信号的频率域的特征,它能说明信号中含有哪些频率分量,并且能表示出信号在相应的频率处的幅度和相位。
但是,傅氏变换是一种整体的全局变换,它揭示的是信号的时域和频域的全局特性,所给出的只是信号在时域和频域的统计平均结果,并不能说明其中某种频率分量出现的时刻以及其相应的变化情况。
快速傅里叶变换 (fast Fourier transform),即利用计算机计算离散傅里叶变换(DFT)的高效、快速计算方法的统称,简称FFT 。
快速傅里叶变换是1965年由J.W.库利和T.W.图基提出的。
采用这种算法能使计算机计算离散傅里叶变换所需要的乘法次数大为减少,特别是被变换的抽样点数N 越多,FFT 算法计算量的节省就越显著。
(a)正常状态(a)Normal state(b)铁芯卡涩(b) Jam fault of the iron coreTime (s)A m p l i t u d e (g )正常状态Frequency (Hz)A m p l i t u d e (g )Time (s)A m p l i t u d e (g )铁芯卡涩Frequency (Hz)A m p l i t u d e (g )铁芯卡涩的FFT(c)润滑不良(c) Lack of mechanical lubrication(d)螺丝松动(d) Base screw looseness图2-6 振动信号的FFT 变换Fig. 2-5 The FFT transform of vibration signal如图2-6所示为振动信号的FFT 变换,从图中可以看出振动信号的频率分布,正常信号和不同故障信号的频率成分和不同频率成分的幅值差异不大,因此,仅利用频域信号提取不同故障信号的特征,并对断路器不同故障进行分类并不可行,应同时考虑频域和时域特征,对振动信号进行时频分析,时频分析方法有小波分析、经验模态分解和局部均值分解((Local Mean Decomposition, LMD)等算法。
振动测试数据处理方法的应用分析
振动测试数据处理方法的应用分析【摘要】采用电测法对产品进行振动的加速度测量,通过FFT方法进行时域—频域的转换,运用加速度与位移之间积分的关系,将加速度值转换为位移值,试验证明该方法行之有效。
【关键词】振动测量;FFT;位移转换0.绪论根据要求需对产品进行整机振动测量,准确掌握改产品的振动状态和振动特征。
本文详细阐述了振动测试及信号分析技术,介绍了一种用加速度传感器测量振动位移信号的方法。
即采用FFT方法进行加速度与位移相互转换的方法,将加速度谱转换成位移谱,以达到对位移的测量。
1.振动测试系统基本结构与组成机械振动参数可以用电测法、机械法、光学法等进行振动测量。
目前电测法应用广泛,电测法是将工程振动的参量转换为电信号,经电子线路放大后显示和记录。
它与机械式和光学式的测量方法比较,有以下几方面的优点:(1)具有较宽的频带。
(2)具有较高的灵敏度和分辨率。
(3)具有较大的动态范围。
(4)振动传感器可以做得很小,以减小传感器对试验对象的附加影响,还可以做成非接触式的测量系统。
(5)可以根据被测参量的不同来选择不同的振动传感器。
不同测量方法的物理性质虽然各不相同,但是组成的测量系统基本相同,它们都包含传感器、测量放大电路和显示记录三个环节。
电测法测量系统图见图1所示。
机械振动参数的测量,是对运行状态下的机械振动进行测量和分析,以期获得振动体的振动强度——振级和有关信息。
因为振动体上某一点的振动可以用振动位移、速度或加速度对时间的历程来描述,而且三者之间存在着简单的微分和积分的关系,因此,只要测得其中的一个,就可以通过未分、积分电路获得另外两个参数。
2.振动测试系统组成振动测量主要依靠传感器,通过振动传感器实现机械振动信号转化为电信号,再应用振动采集处理系统采集电压信号。
振动测试系统框图见图2采用的传感器是内置集成电路的压电传感器。
与前置放大器的压电传感器相比,它可以克服灵敏度受电缆分布电容的影响、产生电缆噪声缺点。
利用振动信号分析故障诊断方法研究

利用振动信号分析故障诊断方法研究引言:振动信号是一种常见的故障诊断手段,通过对机械或电气设备产生的振动信号进行分析,可以有效地判断设备的工作状态和潜在故障。
近年来,随着科学技术的发展,振动信号分析在工业领域得到了广泛的应用。
本文旨在探讨利用振动信号分析进行故障诊断的方法及其研究意义。
一、振动信号分析的原理振动信号是机械设备在运行过程中由于内部结构、运动部件等原因所产生的振动,其特征包括振动频率、振幅、相位等。
振动信号分析的核心原理是通过对振动信号的频谱分析,确定故障特征频率,从而判断设备是否存在故障。
二、常见的振动信号分析技术1. FFT频谱分析快速傅里叶变换(FFT)是一种基于傅里叶变换的频谱分析方法,通过FFT分析振动信号的功率谱密度,可以得到频率信息。
利用频谱分析技术,可以检测设备内部的故障频率,如轴承的谐波频率、齿轮的啮合频率等。
2. 小波分析小波分析是一种时频分析方法,通过对振动信号进行小波变换,可以同时获得时域和频域的信息。
小波分析相对于FFT分析更具优势,可以有效地提取出瞬时频率、瞬时幅值等特征,对非平稳信号的分析具有较好的效果。
3. 非线性分析振动信号中包含了丰富的非线性特征,如共振、周期倍频、离散谱等,通过对振动信号进行相空间重构、Lyapunov指数计算等非线性分析方法,可以有效地判断设备是否存在故障。
三、利用振动信号分析故障诊断的应用振动信号分析在工业领域具有广泛的应用,可以用于早期故障预测、设备状态监测、故障诊断等方面。
1. 早期故障预测通过对设备产生的振动信号进行分析,可以提前检测到设备存在的潜在故障,并采取相应的维护措施。
例如,在风力发电机组中,通过监测主轴箱的振动信号可以判断主轴箱内轴承是否存在异常磨损,从而预测轴承故障的发生时间。
2. 设备状态监测振动信号可以反映设备的实时工作状态,通过对振动信号的监测与分析,可以及时了解设备的运行情况。
例如,在石油钻机上安装振动传感器,可以实时监测钻杆的振动情况,通过对振动信号的分析,可以判断钻具是否受损,避免钻具折断等事故的发生。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
式 中 0 ’2 ( 是 周 期 信 号 0 ’3 ( 的 抽 样 01 ’2">( 的 一 个 周 期 !"> 是 采 样 频 率 !4 ’5 ( 是 41 ’5$%( 的 一 个 周 期 !$% 为 0 ’3 ( 的 基 波 频 率 ! 此处将 ">%$% 都归化为 ($ 从式 ’? ( 可以看出 !+!" 变换对在 时域 % 频域都是有限长的 ! 并且都是离散的 $ 但 是 ! 要 想 求 得 一 点 的 4 ’5 (! 需 要 进 行 : 次 复 数 乘 法 和
’ ! ’/6 (& ! ,#*%3,#*3 % 4’ 5 / / *&+
*6 ’ () 7 ’ () /
!!"#$%$&+
式中 !01 ’2 ( 为周期信号 01 ’3 ( 的抽样 !41 ’5( 为其离散周期的 傅立叶级数 $ 尽管式中标注的 2 %5 都是从 67897 ! 但实际上 有 限长信号只能算出 : 个独立的值 !+!. 在时域 % 频 域 都 是 周 期 的 $ 由于 ;
对于奇数序号输出采用基 A 算法 ! 有
’ ’ 8’ % + * *6 , ’763) (& ! *,#*%(,#*3 % +(.*,#*3 %(,#*3 4’ 4’ 5 7 ’) ( / 7 7 *&+ ’ ’ 8’ % + 8* *6 , ’7638 (& ! *,#*%(,#*3 % +(.*,#*3 %(,#*3 4’ 4’ 5 7 ’9 ( / 7 7 *&+
4 &) ! 4
’36 6 + ’5/
! 快速傅立叶变换及应用 (*( 快速傅立叶变换
傅立叶分析是数学分析的一个分支 ! 它不仅对数学研究起 着重要作用 ! 在工程实践中也发挥了重要作用 & 傅立叶分析提供 了信号的频域分析方法 ! 通过变换将时域和频率联系在一起 ! 使 在时域内隐藏的现象和特征在频域内显示出来 & 在几种傅立叶 变换中 !!!" 以其特点赢得了技术人员青睐 & !!" 是由离散傅立 叶变换 ’+!" ( 发展而来的 ! 它巧妙 地 解 决 了 离 散 傅 立 叶 变 换 ,+!"- 运算量巨大的问题 $ 离散周期的傅立叶级数 ’+!. ( 定义如下 "
<= ## 25 :
(
)
相对于 2 和 5 都是以 : 点为周期的 ! 所以只要
6&+ !) !)! ’ () /
’E (
保 证 周 期 信 号 01 ’3 ( 的 抽 样 01 ’2 ( 是 以 : 为 周 期 的 ! 那 么 41 ’5 ( 也是以 : 点为周期的 $ 由 41 ’5 ( 在一个周期内取反变换得到的
:6( 次复数加法 ! 则求解 : 点的 4 ’5( 需要 :’: 次复数乘法和 :’ ’:6( ( 次复数加法 $ 例如 ! 当 :@(%?A 时 ! 计算全部的 4 ’5( 共需要 B(&BCDB 次实数乘法和 B(&##E) 次实数加法 $ 可见当被
处理的数据长度较长时 ! 计算工作量是非常巨大的 $ 在 +!" 的公式 ’# ( 中包含了大量的重复运算 " 由于 F: 的周 期性 !F: 中只有 : 个独立的值 ! 即 F: !F : ) !F : ! 这 : 个 独 立的值本身也具有一些对 称 性 ! 这 是 因 为 F: 计 算 因 子 具 有 式 ’C ( 和 ’B ( 的周期性和对称性 "
对振动能量进行线性化处理 # 获得振动能量与存煤量之间的对 应关系 # 并对计算结果与实际存煤量的百分比进行归一化处理 $
#&同时对 AA= 获得的振动功率谱图提取了中心主频率 ) 频谱
总能量与分频段能量值百分比几个特征量来判断球磨机钢球的 运行情况 $ 这样就实现了由轴承振动信号入手 # 分析振动信号功率的 变化 # 准确实时地获得球磨机筒内存煤量的变化 $
要
引入现代数字信号处理技术 " 基于快速傅立叶变换 ,!!"- 算法 " 对球磨机轴承振动信号进行频谱分析 % 实现了存煤量的监
目 前 ! 球 磨 机 制 粉 系 统 存 在 两 大 问 题 "! 由 于 筒 内 存 煤 量 # 风量及制粉量等缺少实时 # 准确的监测手段 ! 使得磨煤机的自动 控制 # 运行优化等缺少了可靠的依据 ! 从而使得制粉系统的自动 投运率低 # 耗电量很大 $ " 球磨机的维护操作一直不被重视 ! 球 磨机筒内钢球的添加做法各不相同 ! 运行操作极不规范 ! 致使球 磨机效率低 % 能耗大 # 钢球消耗快 ! 经济性差 & 针对上述问题 ! 本文采用了现代信号处理技术 ! 基于 !!" 对 球磨机轴承振动信号进行频谱分析 ! 解决了制粉系统控制的一 部分关键问题 ! 实现了对存煤量的监测 &
算量下降为 : GHI? 次 ! 从而成为信号处理中最方便的运算 $
:
?
$ $
#
*&+
/*? 快速傅立叶变换的应用
. /# *$ ’
,"#*%& ) ’ %
’()
*0$&(1231
’/ (
本文选用了傅立叶快速分裂基算法 ’ 又称基 ? J A 算法 (! 处 理轴承振动信号的频谱 $ 该算法的基本思路为 " 对偶数序号输出 使用基 ? 算法 ! 对奇数序号输出使用基 A 算法 $ 对于 :@?K 点 +!"! 对于偶数序号输出采用基 ? 算法 ! 有
! 轴承振动信号的数据处理与分析 !+* 轴承振动信号的数据处理
本文采用的数据来自在某厂球磨机上所作的一系列试验数 据的一部分 $ 根据数据附带的记事本可知 # 在该厂 ! 号球磨机上 的实验过程 中 # 球 磨 机 经 历 了 4 负 荷 #* B 6 负 荷 #! B 6 负 荷 与 满 负荷的运行工况 $ 本文所处理的是某一天当球磨机由 * B 6 正常 工况保持一段时间后 # 再加 * B 6 负荷至 ! B 6 工况球磨机启动后 的第 *7 分钟至第 !5 分钟的数据 $ 该数据是由放置在球磨机前 后轴承上的振动信号传感器获得 # 通过数据采集卡读入工控机 硬盘的 C,= 格式文件 $ 采用 .DEFDG 工具实现数据的处理 $ 程序 流程如图 ! 所示 $
!
基于 !!" 算法的振动信号分析
基于 !!" 算法的振动信号分析
徐 晶 !扬州大学信息工程学院 "扬州 ##$%%& # 于向军 !东南大学动力工程系 "南京 ’(%%&)$
摘 测 " 并对采集的试验数据进行了处理与分析 % 关键词 &!!" " 球磨机 " 振动 " 频谱分析
"#$%&’(% "NO> PQP;L O23LHRST;> UHR;L2 ROIO3QG >OI2QG PLHT;>>O2I 3;TN2HGHIV 3H TQLLV HS3 WL;XS;2TV >P;T3LSU Q2QGV>O> HW YOZLQ2TV >OI2QG HW ZQGG UOGG Z;QLO2I[ZQ>;R H2 !Q>3 !HSO;L "LQ2>WHLU ,!!"- QLO3NU;3OT*\3 OUPG;U;23> 3N; UH2O3HLO2I HW THQG GHQR Q2R PLH] T;>>;> Q2R Q2QGV^;> RQ3Q QTXSO>O3OH2 HW WO;GR ;0P;LOU;23>* )*+,-&.$_!!"[ZQGG UOGG[YOZLQ3OH2[>P;T3LSU Q2QGV>;>;
图*
分裂基算法结构示意图
分裂基算法是目前已知的所有针对 <@!. 算 法 中 最 理 想 的 算法 $ 在球磨机存煤量监测试验中 # 对于静态离线试验 # 采集的 原始轴承信号数据总长度 < 并不一 定 满 足 ! 的 整 数 次 方 # 此 时 在使用 AA= 分裂基算法时 # 采用了最接近数截取和补零的做法 $ 对于在线实时试验数据的处理分析过程描述如下 ’
$ , ’* (& )
’()
’Байду номын сангаас
!!#$%$&+
. /# *$ ’
&) ’
’()
!!#$%4
$&+
*&+ !) !)!’()
! 工业控制计算机 "!""# 年 $% 卷第 $! 期
! !H! 数据处理结果分析
要 处 理 的 数 据 为 ?*4 个 C,= 格 式 文 件 # 每 个 文 件 为 *!4IJ # 程序在工控机上大约运行了 $4 个小时 $ 通过 AA= 我们 得 到 很 多 ;2KLF 表 格 ’GLM01NH2FO )PQR1EH2FO ) 前 轴 承 振 动 频 谱 H 2FO ) 后轴承振动频谱 H2FO) 前轴承振动能量 "I>*IH2FO) 前轴承振 动 能 量 *I>!IH2FO ) 前 轴 承 振 动 能 量 !I>6IH2FO) 前 轴 承 振 动 能 量 6I>5IH2FO) 前 轴 承 振 动 能 量 5I>#IH2FO) 前 轴 承 振 动 能 量 #I>7IH2FO ) 前 轴 承 振 动 能 量 7I>&IH2FO) 前 轴 承 振 动 能 量 &I> %IH2FO ) 前 轴 承 振 动 总 能 量 H2FO ) 后 轴 承 振 动 能 量 "I>*IH2FO) 后 轴 承 振 动 能 量 *I>!IH2FO ) 后 轴 承 振 动 能 量 !I>6IH2FO ) 后 轴 承 振 动 能 量 6I>5IH2FO ) 后 轴 承 振 动 能 量 5I>#IH2FO) 后 轴 承 振 动 能 量 #I>7IH2FO) 后 轴 承 振 动 能 量 7I>&IH2FO) 后 轴 承 振 动 能 量 &I>%IH2FO ) 后轴承振动总能量 H2FO$ 球磨机加煤时 # 筒内的存煤量随着球磨机负荷的增加而增 加 # 图中振动功率曲线明显随着球磨机负荷的增加而降低 $ 在负 荷保持不变的情况下振动功率曲线也围绕一个相对固定的中心 值上下波动 $ 球磨机加煤后 # 前轴承的振动功率首先是明显的下 降 # 随后再缓慢上升的变化规律 # 这反映了在筒内前段存煤量随 着给煤量的增加也相应的出现了先增后减的变化过程 $ 而后轴 承的振动功率变化平稳 # 加煤后振动功率相应降低 # 但幅度没有 前轴承剧烈 # 随后也没有出现上升趋势 # 而是很快保持了相对的 稳定 # 说明了在筒的后段存煤量是随着给煤量的增加呈现了平 稳的增加 $ 从对曲线的对比分析我们可以得出 # 在加煤过程中 # 前轴承 振动对给煤量变化的反应迅速 # 但会出现先升后降的变化趋势 ( 后轴承振动信号对给煤量反应负荷变化的时刻落后于前轴承振 动信号 # 反应的存煤量变化与前轴承相比较平稳 # 也即它们各有 自己的长处和短处 $ 同时也可以推断出 ’ 当通风量保持不变 # 煤 质相同 # 钢球加载量相同的条件下 # 轴承振动功率仅仅随给煤量 的变化而变化 # 反映筒内存煤量的增减 $ 利用上述振动信号处理的方法还可以对球磨机磨筒内的钢 球装载量与球径分布进行分析 # 限于篇幅 # 本文不进行叙述 $