材料强度设计X80级管线钢设计
X80管线钢轧制工艺及性能影响研究

g r e a t l y r e i f n e he t a u s t e n i t e ra g i n s i z e ,p mmo  ̄t he h o mo g e n e i t y o f he t mi c r o s t mc t u r e a n d i mp r o v e t h e D唧 p r o p e r t y o f t h e X8 0 p i p e l i n e s t e e 1 .I n a d d i t i o n.b e c a u s e he t l a r g e r c o o l i n g s p e e d l e a d s t o he t
1 合金成分及 T M C P工艺设计
首秦公司 2 2 a r i n厚 X 8 0管线钢成品规格为 2 2 × 3 8 3 0 X 1 2 0 0 0 m n ' l ,用于国家西二线和西三 线 ,合金成分采用低碳成分设计 ,添加适 量铌 、 铬 、镍和钼等合金改善钢的强度及韧性 。x 8 0管 线钢化学成分见表 1 。
o n .T h e r e s u l t s h o ws ha t t t h e r e a s o n bl a e r e h e a t i n g p r o c e s s ,s l b a mo ld u d e s i n g a n d ol r l i n g r u l e s c a n
A b s t r a c t C o mb i n e d t h e a c t u a l p r o d u c t i o n d tu a m, t h i s p a p e r h a s a d e t a i l s t u d y o n X8 0 p i p e l i n e s t e e l k e y r o l l i n g p r o c e s s e s ,s u c h a s he t s l a b h e a t i n g t e mp e r a t u r e ,s l b a mo ld u d e s i g n,c o o l i n g r a t e a n d 8 0
高级别厚规格X80管线钢研制开发
r l o l h oo y T s s l s o t t r n n o t t l d c oi gtc n lg . e t e ut h w a te gh a d lw mp r t r u h e seco c a ia r p r e e oe n e r s h s t e e au et g n s t.f o me h n c l o e t sa p i r
中 图分 类 号 : G 7 . T 3 61 文献标识码 : A 文章 编 号 : 62 4 2 ( 02 0 — 0 O _ 0 17 - 2 4 2 1 ) l o 6_ 5
De e o m e to i h Gr d n a y Ga g 0 Pi ei e S e l v lp n fH g a e a d He v u e X8 p l t e n
C E n , H N ime, I h a g q a , A H NYog Z A G A - iQ U S u n — u n WUT
f n fc r gMa ae n e a m n ,air Mauat i ngmet pr etB y I n& S e C . as e Gop un D t o t l oB ot l ru ) e , e
2 1 年第 1 02 期
新 疆钢 铁
总 11 2 期
高级别厚规格 X8 管线钢研制开发 0
陈 勇 , 爱梅 , 双全 , 塔 张 邱 吾
( 宝钢集团八 钢公 司制造管理部 ) 摘 要 : 介绍 了采用低碳成分设计 和 T P工艺开发 X 0钢级石油输送管用热轧卷板的关键控制技术和工 MC 8
工程 建设 , 内几 大 钢铁 企业 对 X 0钢级 或 更高 钢 国 8
国内某钢厂管线钢X80的生产浅析
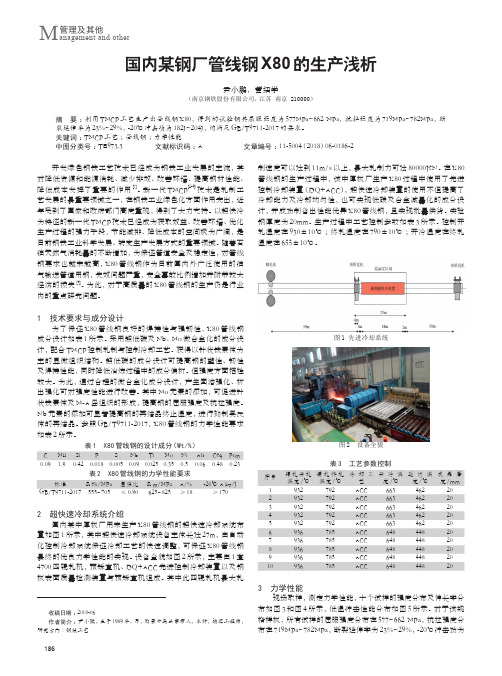
管理及其他M anagement and other国内某钢厂管线钢X80的生产浅析尹小鹏,訾绍学(南京钢铁股份有限公司,江苏 南京 210000)摘 要:利用TMCP工艺生产出管线钢X80,得到的试验钢其屈服强度为577MPa~662 MPa,抗拉强度为719MPa~782MPa,断裂延伸率为23%~29%,-20℃冲击功为182J~204J,均满足GB/T9711-2017的要求。
关键词:TMCP工艺;管线钢;力学性能中图分类号:TE973.3 文献标识码:A 文章编号:11-5004(2018)06-0186-2开发绿色钢铁工艺技术已经成为钢铁工业发展的主流,其对降低资源和能源消耗、减少排放、改善环境、提高钢材性能、降低成本发挥了重要的作用[1]。
新一代TMCP[2-4]技术是轧制工艺发展的最重要领域之一,在钢铁工业绿色化方面作用突出,近年受到了国家和政府部门高度重视,得到了大力支持。
以超快冷为特征的新一代TMCP技术已经成为获取效益、改善环境、优化生产过程的强力手段,节能减排、降低成本的空间极为广阔,是目前钢铁工业科学发展、转变生产发展方式的重要领域。
随着石油天然气消耗量的不断增加,为保证管道安全及稳定性,对管线钢要求也越来越高,X80管线钢作为目前国内外广泛使用的油气输送管道用钢,失效问题严重,安全事故比例增加并附带较大经济的损失[5]。
为此,对于高质量的X80管线钢的生产仍是行业内的重点研究问题。
1 技术要求与成分设计为了保证X80管线钢良好的焊接性与强韧性,X80管线钢成分设计如表1所示。
采用超低碳及Nb、Mo微合金化的成分设计,配合TMCP控制轧制与控制冷却工艺。
获得以针状铁素体为主的显微组织结构。
超低碳的成分设计可提高钢的塑性、韧性及焊接性能,同时降低冶炼过程中的成分偏析。
但强度方面牺牲较大。
为此,通过合理的微合金化成分设计,产生固溶强化、析出强化可对强度性能进行改善。
其中Mo元素的添加,可促进针状铁素体及M-A岛组织的形成,提高钢的屈服强度及抗拉强度。
X80高强度高韧性厚壁管线钢及高速埋弧焊接头性能
据推算
…
,
采用
,
X 10 0
管材 比
X65
和 X70 管
~
材 费 用 节 约 3 0 % 左 右 节 约 管线 建 设 成 本
因此 世 界
,
一
10 %
12 %
。
些 发达 国家都在不 断开 发 高钢 级 管线 钢
X80
,
及 其 焊 管 目前 全 球 已 建 成
,
钢级输气管线 总 长 约
由美 国
E lp a
.
;
.
平
36
该 试 件 在 弯 曲过 程 中 焊 缝 正 面 承 受 拉 应 力 背 面 承 受
压 应 力 ;背 弯表 示 的 情 况 正 好 与 正 弯 相 反
。
均 断后 伸 长 率 ( 19
05 %
) 是 母 材 ( 14
,
)的
1
倍
。
接头 断 裂 在 焊 缝 中心 在 正 弯 角 和 背 弯 角 达 到
.
化学 成 分
X 80
管 线 钢 具 有 高 强 度 高 韧 性 良好 的 焊 接 性 能
、 、
和
一
定 的抗 腐蚀 能 力
,
。
在成分设 计 上 采用 超低碳 微 合
、
金 化 通 过适量 添加 Nb
6
.
电焊 机
,
接 头 弯 曲试 件
7 # 工
30 ( 1 )
,
3
—
通过观 察图 6 可 知 在
,
艺 参数 组 合下 获得 的
18 0
。
。
[3 ] [4 ] [5 ]
栾 国红 关
X80管线钢冶炼工艺路线设计

X80管线钢冶炼工艺路线设计近年来,我国在高钢级管线钢的开发和应用方面进展迅速,先后在西气东输一线采用X70管线钢,并在西气东输陕京二线的冀宁联络线试验段采用了X80管线钢,管道全长7km,由宝钢、武钢和鞍钢生产。
下面简单的介绍下其冶炼工艺路线设计所涉及的问题。
首先,对于炼钢而言,可采用以下3种工艺路线:工艺路线I:铁水预处理→顶底复吹转炉→RH真空脱气、脱C→LF炉深脱S→喂Si-Ca线→板坯连铸机;工艺路线Ⅱ:铁水预处理→顶底复吹转炉→出钢A1-Fe脱氧→LF炉深脱S(喂Si-Ca线)→RH真空脱气(喂Si-Ca 线)→板坯连铸机;工艺路线Ⅲ:铁水预处理→顶底复吹转炉→出钢Al-Fe脱氧→RH真空脱气→LF炉深脱S→喂Si-Ca线→板坯连铸机。
其次,具体采用何种冶炼工艺路线,主要考虑以下几个因素:(1)各厂根据对冶炼过程中对C含量控制的稳定性,决定是否采用RH真空脱C;(2)温度控制水平和精确度;(3)Si-Ca线的喂人位置能否保证Ca处理的效果。
08Al钢转炉冶炼工艺改进实践08Al钢是我国应用较多的一种深冲用钢,属于优质碳素结构钢,是高附加值产品。
常规冶炼在出转炉脱氧时会采用锰芯铝铁与铝饼脱氧,同时合金化。
这是因为锰芯铝铁含25%的Al和48%的Mn,具有比重大、吸收率高的特点,但出现的问题时铝耗较大成本高,且节奏慢不能满足后续薄板连铸机的铸坯生产,需要改进冶炼工艺。
改进工艺中采用中碳锰铁与铝线取代原工艺的锰芯铝铁与铝饼及微调的少量铝线。
工艺为,待钢水出至1/4时,将中碳锰铁通过合金槽加入钢包内,出钢完毕后将钢包开到吹氩站,定氧,根据氧活度确定一次铝线加入量,将铝线垂直钢水表明喂入钢包内,吹氩后取钢样分析[AlS]量,据此结果进行二次喂线,以保证钢中[AlS]达到钢种含量要求。
旧工艺由于铝饼较轻,易漂浮于钢包内钢水表明,被钢水表面钢渣吸收,增加了铝耗,铝吸收也低,钢水终点难以控制,炉前工强度大且生产节奏缓慢。
日本第一条X80高强度管线钢管的设计制造与现场施工

焊管WELDED PIPE AND TUBE第44卷第1期2021年1月Vol.44 No.1Jan. 2021日本第一条X80高强度管线钢管的设计制造与现场施工刘炜辰打李嘉良2,蒋浩泽3编译(1.中国石油测井公司国际事业部,北京102206;2.成都索贝数码科技股份有限公司,成都610041;3.中国石油测井公司,西安710089)摘 要:为了全面了解日本第一条X80钢级高压输气管道工程的建设情况,从管道设计思路、管材 制造、环缝焊接工艺及施工等方面进行了总结和分析。
由于该管线安装在城市地区,设计要求具有 极高的安全性和抗震性能。
为了保证管道安全,将最大工作压力下的许用环向应力限制在222 MPa 以下;工程用板材成分设计中严格控制Ti/N 比,轧制采用了动态加速冷却技术,保证大批量高效生产的钢板满足钢管技术规范的要求;钢管采用了 160益的低温外涂层工艺,各项力学性能均超过了API 标准的基本要求;环缝焊接采用与母材完全高强匹配的焊接材料,研发了性能和无损检测质量 优良的机械GMAW 焊接工艺。
该管道各项技术可为高强度管道的建设提供借鉴。
关键词:X80管线钢;管道设计;管线钢管;环缝焊接中图分类号:TG444.7文献标识码:B DOI : 10.19291/ki.1001-3938.2021.01.009Design Manufacture and Construction of the First X80 High Strength Steel Pipe in JapanTranslated by LIU Weichen 1, LI Jialiang 2, JIANG Haoze 3(1. International Business Department, China Petroleum Logging Co., Ltd., Beijing 102206, China;2. Chengdu SOBEY Digital Technology Co., Ltd., Chengdu 610041, China;3. China Petroleum Logging Co., Ltd., Xi 'an 710089, China )Abstract: In order to fully understand the construction situation of the first X80 steel grade high pressure gas transmissionpipeline project in Japan, the pipeline design ideas, pipe material manufacturing, girth welding process and construction andother aspects are summarized and analyzed. It is found that the pipeline is installed in urban areas and the design requireshigh safety and seismic performance. In order to ensure pipeline safety, the allowable circumferential stress under the maximum working pressure should be limited below 222 MPa; Ti/N ratio is strictly controlled in the composition design ofsheet metal used in engineering. New dynamic accelerated cooling is adopted in rolling to ensure that the steel plate producedin large quantities and efficiently meets the requirements of steel tube technical specifications. The steel pipe adopts thelow -temperature external coating process at 160。
首钢X80管线钢的研制
首
钢
X0 管 S
飞 潘
技 术 (
线
研
钢
究
的
院 )
研
制
张永青 李
辉 代晓莉 朱立新 李本海 郝亚 魁 李 明 刘建辉
( 迁
摘 要
钢 公
司 )
系统介绍 了首钢用 2 6 10热连轧生 产线试 制 “ 西气 东输 二线 ” X 0热 轧卷板 的力学 性能 。对 比分 S
htrln i fS o gn o h eod w s- ・atg s ppl e po c ae ss m t a y o ol g m l o h u ag f te scn etoes a ie n rj t r yt a cl i l r ・- t i e e i l
五”能源发展 规划 中 ,西气 东输二 线工程 作为
我国 2 1世 纪 的 又 一 项 重 大 工 程 ,有 望 在 2 0 08
年 前后 正式 实施 。该 工程规 划 管道 铺设 长度 约 为
70 0 k 0 m、输气 量 为 3 0亿 m / 、管径 为 12 9 0 a 1
De eo m e to 0 P p l e S e lo h u a g v l p n fXS i ei t e fS o g n n
ZHANG n qi g LIFe Yo g n iPAN iDAIXi oiZHU i i I Be — i Hu al lx n L n ha
备了生产高钢级管线钢的装备条件 。结合国家重
点工 程 的需要 ,酋钢采 用 新 的成分 设计 体 系 、贝 氏体控 制 和 强 化 机 制 试 制 了 “ 气 东 输 二 线 ” 西 用 1. l 8 84rnX 0热轧板 卷 ,并 成为 国 内首家 通过 a
基于“等强匹配”选材原则下的X80钢级管道焊接工艺验证试验研究
基于“等强匹配”选材原则下的X80钢级管道焊接工艺验证试验研究发布时间:2021-05-17T10:54:25.510Z 来源:《基层建设》2021年第2期作者:魏子云宋卫臣姜志阳[导读] 摘要:目前已经开发完成并投入应用的X80钢级管道的焊接工艺设计中,其根焊焊材的强度远低于钢管本身的强度,部分焊接工艺中热焊层和填充盖面层的焊材强度也低于钢管本身的强度。
中石化石油工程设计有限公司山东省东营市 257000摘要:目前已经开发完成并投入应用的X80钢级管道的焊接工艺设计中,其根焊焊材的强度远低于钢管本身的强度,部分焊接工艺中热焊层和填充盖面层的焊材强度也低于钢管本身的强度。
从焊接工艺评定的角度考虑,这种“低强”匹配的选材原则存在不足之处。
通过试验,验证了“等强匹配”选材原则下的焊接工艺不仅能满足X80钢级管道焊接所要求的工艺性能,同样能够获得优良的焊接接头使用性能。
关键词:X80钢级;等强匹配;工艺评定1前言目前,国内X80钢级管道的焊接研究较少,在已经施工应用的X80钢级管道的焊接工艺设计中基本参照X70钢级。
比如焊接选材方面,在X70钢级的施工中,根焊均选择了“低强”的焊材,在X80钢级管道的焊接中也采用了同样的选材原则和焊材。
一般而言,在长输管道的焊接施工中要求管道的焊接接头强度要高于管体本身的强度,以避免在使用过程中应力应变集中在焊接接头这一薄弱且狭小的区域,常规做法有从选材方面考虑选择强度高于母材的焊材,另外从焊接工艺方面入手,通过“补强覆盖焊接法”来实现焊接接头整体强度高于母材。
对此,我们从焊接选材方面考虑,开展了X80钢级管道“等强匹配”选材原则下的焊接试验研究,验证“等强匹配”选材原则在X80钢级管道根焊中的适用情况。
2焊接选材对比分析通过查阅已经应用过的X80钢级管线施工项目,包括陕京四线输气管道工程、鄂安沧输气管道一期工程、中缅天然气管道工程。
工程中X80钢级管道焊接选材原则基本相同,根焊均采用“低强”焊材,热焊和填充盖面的自保护药芯焊丝也采用了“低强”的原则。
X80~X120高钢级管线钢的最新进展
方伟编译:X80~X120高钢级管线钢的最新进展
X80一X120高钢级管线钢的最新进展
方 伟 编译,李为卫 校对
(中国石油集团石油管工程技术研究院,西安710065)
摘 要:介绍了高强度管线钢的制造技术概况,分析和讨论了X80,X100和x120级钢板、钢管
的显微组织和力学性能;通过UOE模拟装置,对从钢板到钢管成型后力学性能的变化进行了评
5 908 5 808
图2所示为B1和B2试验的力矩一压缩应变
关系。B类试样试验的第2个力矩相当大,足以
影响临界屈曲应变值。试验过程中两种情况的轴
向力基本为9 MN。从图2可以看出,第2个力
矩近乎为第1个力矩的1/2.第2个力矩不仅使
总力矩发生了变化,而且改变了最大力矩的位
置.其应变值为临界屈曲应变。
X100管线管的夏比V形缺口冲击功(.20℃) 为220J,其DW丌剪切面积(.20℃)为100%。从 钢板和钢管在不同试验温度下冲击功的变化可发 现,相同温度下,钢管的夏比冲击值比钢板的略 低,但是冲击值均很高,如在一40℃温度下为 200 J。试验钢管的DWrr性能非常好,85%.s。 韧脆转变温度低于一40℃.这意味着试验钢管甚 至可应用于条件苛刻的北极管线项目。
472曩≯誊耋穆
一70
14.3叠j蠹=_-_;—-_——————————————岬—■,晶———————————_————一
、蠹:。i酾∥
282
蠢;}u{一穆—60
慝糠糕鬻磐:…
。>85
看出,1单相轧制方法适用于提高钢板的低温韧 性,1+仅双相轧制方法有利于提高钢板的强度。
3 X80钢管的力学性能
2 X80钢板的显微组织和力学性能
具有优异低温韧性的APIX80级别电阻焊接管线钢
T i k— w l d hs t n t i ep p sa et e i ce sn l s d frh g r s u i ei e o e ai n t rv a s h c — al ih s e e r gh l i e o b r a ig yu e h p s r p p l p r t i e e t n ・ n r n o i e e n o O mp r - p r e ce c o au a a d ol o i rv t r r p r e f o ol rX8 t e e e t o c t t e o t f in y f rn t rlg s a i.T mp o e mae i p o e t s o tc i f 0,h f cs fmimsmcu , i n l a i h o r
t ldpoes( MC )t h o g s odblneo a r l rpre f aem t a a dsa e ut l f r l r s T P e nl i .G o a c f t a poet s s a r m w l si be o oe c c oe a m e i i ob e ln e i d a r
杜淑丽 喻 中心
( 阳钢铁有限责任公司 ) 舞 摘 要 介绍 X 0电阻焊接 ( R 管 线钢的本质和特点 。厚壁高强管线钢将越来 越多地用于高 压管线 , 8 E W)
以提高天然气和石油的输送效率 , 了提高 X 0热轧板卷的材料性能 , 为 8 研究 了显微组 织 、 化学成分对 强度和韧 性 的影 响。基于此结果 , 采用 热机械控轧工艺 ( MC ) T P 技术 开发 了具 有细 小析 出物和非 粗大珠 光体 或马氏体 的超低 碳贝 氏体铁素体钢 , 获得了低温用途基材 和焊缝 性能的 良好平衡。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
材料强度设计题目:X80级管线钢设计性能要求:1)Rp0.2≥650MPa Rm≥800MPa Ak(-20℃)≥200J Tc=-50℃2)良好的焊接性能Ceq≤0.5 Pcm≤0.23)良好的抗H2S腐蚀性能设计要求:撰写格式1、任务书2、前言(表述该钢的作用和发展状况)3、化学成分设计(碳及各个合金元素的作用)4、自己查找文献的经验公式,计算Ac1、Ac3、Bs、Ms等参数。
5、工序设计(该钢的生产流程图及流程图工序说明)6、强度设计(进行各种强化方法的强度贡献)7、其它性能计算与说明(如焊接性能、耐候性能等)8、文献总结(每个学生独立查阅与该类钢相关的五篇以上文献总结)9、参考文献2.前言管线钢的简介:管线用钢(steelforpipeline)是制造石油、自然气集输和长输管或煤炭、建材浆体输送管等用的中厚板和带卷钢。
管线钢在使用过程中,除要求具有较高的耐压强度外,还要求具有较高的低温韧性和优良的焊接性能,一般采用中厚板制成厚壁直缝焊管,而板卷用于生产直缝电阻焊管或埋弧螺旋焊管。
现代管线钢属于低碳或超低碳的微合金化钢,是高技术含量和高附加值的产品,管线钢生产几乎应用了冶金领域近20多年来的一切工艺技术新成就。
管线工程的发展趋势是大管径、高压富气输送、高冷和腐蚀的服役环境、海底管线的厚壁化。
因此,现代管线钢应当具有高强度、低包申格效应、高韧性和抗脆断、低焊接碳素量和良好焊接性、以及抗HIC和抗H2S腐蚀。
油气管道特别是天然气管道发展的一个重要趋势是采用大口径高压输送及选用高钢级管材。
采用高压输送和高强度管材,可大幅度节约管道建设成本国外如德国、加拿大、日本和意大利等国在X80及更高钢级管线钢的研究应用方面已经有很多实践。
世界著名的大石油公司积极开展X80及以上钢级管线钢的开发和应用研究。
我国管道工业的发展经历了三个高潮期。
1958年开始建设长距离原油输送管道,1965年开始建设长距离天然气输送管道,在20世纪60年代中期至70年代初形成了第一个发展高潮,在此期间建成的主要管道有四川天然气管网和东北输油管道等。
20世纪90年代逐渐形成第二个发展高潮,在此期间建成的主要有鄯乌输气管道、库鄯输油管道和陕京输气管道。
随着我国对石油、天然气能源需求的急剧增加,又迎来了一个前所未有的管线建设高潮。
3.合金成分元素 C Si Mn P S Cr Mo含量0.043 0.23 1.87 0.010 0.0028 0.025 0.27 (%)Ni Nb V Ti Cu B Al0.230 0.060 0.006 0.017 0.13 0.0011 0.042(1) 碳: 随着碳含量增加,钢的强度增加而韧性、焊接性能降低。
但由于控轧控冷工艺和微合金化技术的日趋成熟,同时为改善焊接热影响区的性能,钢中的碳含量逐渐降低,X80级管线钢碳含量应在0.06%以下为宜。
(2) 锰: Mn有固溶强化作用,还可降低γ-α相变温度,进而细化铁素体晶粒。
有研究表明:添加1.0%~1.5%Mn,γ-α相变温度降低50℃,还可细化铁素体晶粒并保持多边形;当添加1.5%~2.0%Mn时,可获得针状铁素体组织。
Mn还可提高韧性、降低韧脆转变温度,所以早期的管线钢以C-Mn为主。
但是,Mn含量过大会加速控轧钢板的中心偏析,从而引起钢板和钢管力学性能的各向异性,且导致抗HIC性能的降低。
因而,在高钢级管线钢中,Mn的含量应保持在一个合理的范围内(1.2%~2.0%),而且Mn/C比值也应适宜。
由于Mn抑制珠光体的形成,同时促进贝氏体形成,因而要获得X80钢级,Mn含量应达到1.9%;对于抗HIC钢,如果Mn含量过高,则必须尽可能降低C、P含量和P的偏析。
(3) 铌:Nb可延迟奥氏体再结晶、降低相变温度,通过固溶强化、相变强化、析出强化等机制来获得要求的性能。
有研究表明,0.30%~0.75%Nb钢,配合合理的轧制工艺,可以获得均匀的针状铁素体组织和良好韧性。
但在X80等高钢级贝氏体钢中,添加Nb会促进M-A岛的生成,降低热影响区的韧性。
一般Nb的含量为0.01%~0.05%。
此外,含Nb钢还存在高温延展性能会明显降低的脆化温度区(900~700℃),易在连铸时出现裂纹。
但在添加微量Ti后,脆化温度区消失。
在奥氏体高温区,TiN比Nb(N,C)更易生成,所以N被TiN固定在奥氏体高温区,Nb析出物从Nb(N,C)变成了在奥氏体低温区和γ-α双相区难以析出的NbC。
在X80的合金体系中,Ti和Nb同时存在。
(4) 钒: V在钢中可补充Nb析出强化的不足,还可以改善钢材焊后韧性。
因其有较强的沉淀强化和较弱的细晶作用,故其韧脆转变温度比Nb、Ti高,但在管线钢的合金设计中,一般不单独作用。
(5) 钼:1972年投入使用了低C+高Mn+Nb+Mo系管线钢。
由于Mo能够降低相变温度、抑制块状铁素体的形成、促进针状铁素体的转变,并能提高Nb(C、N)的沉淀强化效果,这种合金体系的管线钢具有含高密位错的细小针状铁素体组织,强度高(达到X80)、冲击韧性好。
早期为获得针状铁素体,多用高Mn和Mo,导致Ceq和Pcm偏高,影响管线钢的焊接性能。
后来为改善焊接性能开发出了Nb2Mo2TiV系钢,即降低Mn和Mo含量,通过添加V来弥补强度损失、通过TiN细化晶粒改善韧性。
在X80管线钢中,Mo含量在0.1%~0.3%比较理想。
此外,当[Si]较高时,[Mo]增加可以改善钢板焊接热影响区的韧性;当[Si]很小(如0.06%),也可得到良好的焊接热影响区韧性,0.2%≤[Mo]≤0.3%时,这种改善会更加明显,而且钢板强度和低温韧性都很好。
在X80钢级中,Mo在0.15%~0.22%较理想,X80管线钢中,Mo一般为0.2%~0.3%。
(6) 铬: 钢中,为减少合金元素的中间偏析,通常采用低C、低Mn。
这时要达到X80的强度,可添加Cr。
随着Cr的添加,强度近乎直线上升,σb可以达到X80钢级,但是σs不合要求,只有Cr达到0.2%以上时,通过UOE冷加工变形,才能达到X80的屈服强度要求。
当Cr含量超过0.3%时,其低温韧性就会明显下降。
(7) 硼: 加入微量的B可明显抑制铁素体在奥氏体晶界上的形核;同时还使贝氏体转变曲线变得扁平,从而即使在低碳的情况下在一个较大的冷却范围之内也能获得贝氏体组织,使管线钢获得X80的强度级别。
但冶炼时必须精确控制B含量,因为B的上述作用是基于其在奥氏体晶界的偏聚,从而阻止等轴铁素体在晶界上优先形核。
如果B以氧化物或氮化物存在于钢中,就丧失了抑制铁素体在晶界上形核的作用。
为了防止B与氧和氮形成化合物,必须在钢中添加适量的Al来脱氧,并添加与氮亲和力更大的元素Ti来固氮。
另外,在超低碳贝氏体中由于碳含量很低,如果工艺控制不当,易形成局部空隙自由区而促进晶内裂纹。
贝氏体钢特别适用于高寒焊接、酸性环境中的高强和厚壁钢管。
(8) 钛: 钢中钛的作用与Nb、V相似,在阻止奥氏体晶粒长大方面,Nb、Ti较明显,V较弱;在延迟奥氏体再结晶方面,Nb>Ti>V;在轧后快冷的细晶强化方面,Nb>Ti>V;在析出强化方面,Ti>Nb>V。
此外,对焊接热影响区的韧性不利方面,Ti>Nb。
新的研究表明:在奥氏体中,通过弥散、细小的TiN颗粒可抑制奥氏体晶粒的长大,但在1400℃以上时,TiN颗粒开始粗化或溶解,其作用开始丧失。
由于Ti2O3在高温下性能很稳定,新开发的TiO钢就是利用细小均匀分布在钢中的Ti2O3来改善钢管热影响区的韧性。
这种颗粒大小为2μm,一般与MnS、TiN 共存析出在奥氏体晶粒内。
在实际生产中,为获得足够细小的Ti2O3,必须尽量减少与氧有很强亲和力的元素Al。
(9) 其他元素: 从经济、产品性能方面考虑,在管线钢中还经常用Ni、Cu、Cr代替Mo,这些元素对管线钢相变行为的影响类似于Mn、Mo。
Cu还能降低钢的腐蚀速率,这对于酸性环境中使用的管线钢有利。
但是在电炉废钢炼钢时,有时残余Cu、Cr的含量较难控制,从而影响与后序焊接工艺的匹配。
因此,X80管线钢应选用低碳贝氏体钢。
针状铁素体和细小弥散的贝氏体相结合的组织是X80钢的理想组织形貌。
对于X80管线钢,各元素控制在下列范围为宜:[C]≤0.6%,1.7%≤[Mn]≤1.9%,0.01%≤[Nb]≤0.05%,0.2%≤[Mo]≤0.3%。
4根据经验公式,计算AC1、AC3、BS 、MS 等参数。
℃59.730006.05027.040023.015025.01587.1723.02572350403015157257231=⨯+⨯++⨯-⨯+⨯-⨯+=+++-+-+=V Mo W Ni Cr Mn Si A C()℃1.93023.006.054.0043.020023.02387.14.34006.092.3723.049.30010.05.438043.07.223908)06.054.0(200234.3492.3749.305.4387.2239083=⨯+--⨯-⨯-⨯+⨯+⨯+⨯-=+----+++-=Ni C Ni Mn V Si P C A c℃42.61727.083025.07023.03787.190043.027083083703790270830=⨯-⨯-⨯-⨯-⨯-=-----=Mo Cr Ni Mn C B s ℃90.46827.021025.01787.133043.047456121171733474561=⨯-⨯-⨯-⨯-=-----=Mo Ni Cr Mn C M S 5.工序设计炉外脱硫→炼铁→铁水热送→转炉炼钢→脱氧(成分分析)→VOD (脱气)→LF (成分分析)→盛钢桶(加合金元素)→中间包(测温)→连铸→铸坯检查探伤→均热(温度确定)→初轧(温度确定)→控制轧制(精轧、温度确定)→超强度在线快冷(制度确定)→热处理(制度确定)→精整(在线探伤、剪切、标志)→成品下线入库 炼铁:炉外脱硫是为了减少炼铁过程中含杂质硫含量,避免对钢的耐蚀性和焊接性产生不良影响。
铁水热送:把炼好的铁水进行下一步处理。
转炉炼钢:进一步降低碳含量,除去钢液中的杂质,清洁钢。
脱氧:除去钢水中的氧气,防止钢在凝固的过程中产生气泡, 防止合金元素与氧反应。
对钢水进行成分分析,是为了检查碳含量和杂质含量是否超标,是否合格。
VOD :脱气处理也是为了减少钢液中的气体,最重要的是减少钢液中氢气的含量,防止引起氢脆,对焊接性能也有影响。
LF :进一步进行成分分析,确定钢液中各元素的含量。
盛钢桶:向钢中添加合金元素,达到设计的要求。
中间包:测温以保证添加的合金元素能够完全熔解。