《磨床余量标准》
磨床加工标准
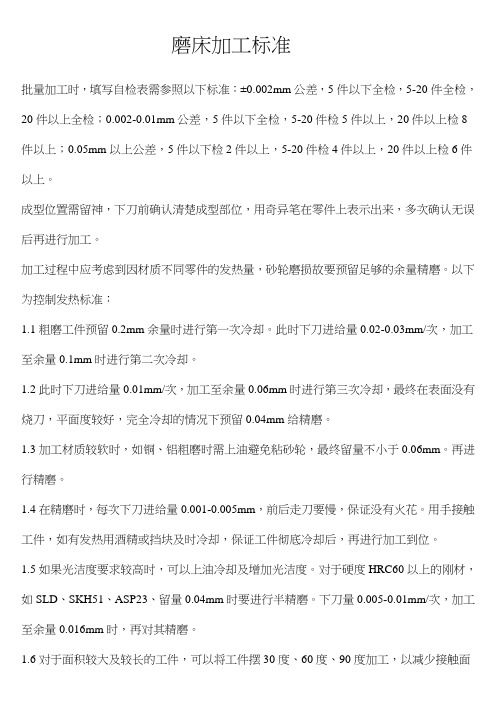
磨床加工标准批量加工时,填写自检表需参照以下标准:±0.002mm公差,5件以下全检,5-20件全检,20件以上全检;0.002-0.01mm公差,5件以下全检,5-20件检5件以上,20件以上检8件以上;0.05mm以上公差,5件以下检2件以上,5-20件检4件以上,20件以上检6件以上。
成型位置需留神,下刀前确认清楚成型部位,用奇异笔在零件上表示出来,多次确认无误后再进行加工。
加工过程中应考虑到因材质不同零件的发热量,砂轮磨损故要预留足够的余量精磨。
以下为控制发热标准:1.1粗磨工件预留0.2mm余量时进行第一次冷却。
此时下刀进给量0.02-0.03mm/次,加工至余量0.1mm时进行第二次冷却。
1.2此时下刀进给量0.01mm/次,加工至余量0.06mm时进行第三次冷却,最终在表面没有烧刀,平面度较好,完全冷却的情况下预留0.04mm给精磨。
1.3加工材质较软时,如铜、铝粗磨时需上油避免粘砂轮,最终留量不小于0.06mm。
再进行精磨。
1.4在精磨时,每次下刀进给量0.001-0.005mm,前后走刀要慢,保证没有火花。
用手接触工件,如有发热用酒精或挡块及时冷却,保证工件彻底冷却后,再进行加工到位。
1.5如果光洁度要求较高时,可以上油冷却及增加光洁度。
对于硬度HRC60以上的刚材,如SLD、SKH51、ASP23、留量0.04mm时要进行半精磨。
下刀量0.005-0.01mm/次,加工至余量0.016mm时,再对其精磨。
1.6对于面积较大及较长的工件,可以将工件摆30度、60度、90度加工,以减少接触面积,避免发热及烧刀而引起变形或尺寸变小。
工件余量很多的情况下,砂轮磨削不利时要及时修锐,也可选用水磨进行逃料以减少发热。
发热量较大时要中途冷却,以免发热太大而使工件退火或影响其它尺寸。
2.工作平台的修整,尽量选择直径较小的46J砂轮,修整时平台必须处于吸磁状态下。
2.1平台平面度较差时,要先进行粗修,粗修砂轮转速为2000-2400转/分,上下进刀量为0.01-0.03mm,粗修平台转速为2000转左右,上下进刀量为0.001-0.005mm;2.2精修砂轮转速为1800-2400转/分,上下进刀量为0.001-0.003mm,精修平台转速为1800-200转/分,上下进刀量为0.000-0.001mm;2.3修整平台时需要注意,各方向手柄摇动须均匀一致,绝对不允许将旋转之砂轮停留在平台上,否则停留处会被吃刀而难以修平,修整过程中必须眼观,耳听,不得有大火花出现,走刀要连续勿撞击到行程限位块,可在修整时加上润滑油,可以减少磨擦,降低发热量。
磨削加工余量标准

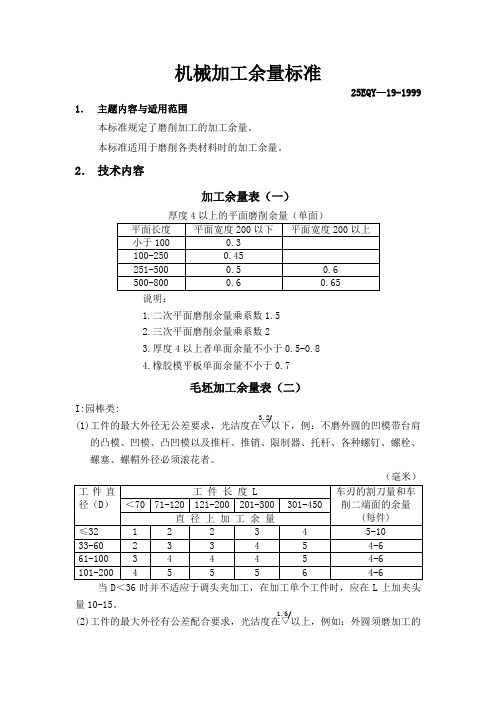
磨削加工余量标准 Document serial number【KKGB-LBS98YT-BS8CB-BSUT-BST108】·机械加工余量标准25EQY—19-1999 1.主题内容与适用范围本标准规定了磨削加工的加工余量。
本标准适用于磨削各类材料时的加工余量。
2.技术内容加工余量表(一)厚度4以上的平面磨削余量(单面)平面长度平面宽度200以下平面宽度200以上小于100100-250251-500500-800说明:1.二次平面磨削余量乘系数2.三次平面磨削余量乘系数23.厚度4以上者单面余量不小于橡胶模平板单面余量不小于毛坯加工余量表(二)I:园棒类:(1)工件的最大外径无公差要求,光洁度在▽以下,例:不磨外圆的凹模带台肩的凸模、凹模、凸凹模以及推杆、推销、限制器、托杆、各种螺钉、螺栓、螺塞、螺帽外径必须滚花者。
(毫米)工件直径(D)工件长度 L车刃的割刀量和车削二端面的余量(每件)<7071-120121-200201-300301-450直径上加工余量≤32122345-10 33-60233454-6 61-100344454-6 101-200455564-6当D<36时并不适应于调头夹加工,在加工单个工件时,应在L上加夹头量10-15。
(2)工件的最大外径有公差配合要求,光洁度在▽以上,例如:外圆须磨加工的凹模,挡料销、肩台须磨加工的凸模或凸凹模等。
(毫米)工件直径(D)工件长度 L车刃的割刀量和车削二端面的余量(每件)<5051-8081-150151-250251-420直径上加工余量≤15334455-1016-32344565-1033-60445665-861-100555675-8101-200666775-8当D<36时,不适合调头加工,在加工单个零件时,应加夹头量10-15。
毛坯加工余量表(三)Ⅱ:圆形锻件类(不需锻件图)(1)不淬火钢表面粗糙度在▽以下无公差配合要求者,例如:固定板、退料板等。
机械加工余量标准详

机械加工余量标准25EQY—19-19991.主题内容与适用范围本标准规定了磨削加工的加工余量。
本标准适用于磨削各类材料时的加工余量2.技术内容加工余量表(一)厚度4以上的平面磨削余量(单面)说明:1.二次平面磨削余量乘系数1.52.三次平面磨削余量乘系数23.厚度4以上者单面余量不小于0.5-0.84.橡胶模平板单面余量不小于0.7毛坯加工余量表(二)I:园棒类:3.2 /⑴ 工件的最大外径无公差要求,光洁度在▽以下,例:不磨外圆的凹模带台肩的凸模、凹模、凸凹模以及推杆、推销、限制器、托杆、各种螺钉、螺栓、螺塞、螺帽外径必须滚花者。
当D v 36时并不适应于调头夹加工,在加工单个工件时,应在L上量10-15。
1.6/(2)工件的最大外径有公差配合要求,光洁度在▽以上,例如:外圆须磨加工的凹模,挡料销、肩台须磨加工的凸模或凸凹模等。
当D36时,不适合调头加工,在加工单个零件时,应加夹头量毛坯加工余量表(三)U:圆形锻件类(不需锻件图)3.2 /(1)不淬火钢表面粗糙度在^ 以下无公差配合要求者,例如:固定板、退料板等。
(毫米)注:表中的加工余量为最小余量,其最大余量不得超过厂规定标准毛坯加工余量表(四)川:矩形锻件类:表内的加工余量为最小余量,其最大余量不得超过厂规定标准平面、端面磨削加工余量表(五)、平面平面每面磨量、端面端面每面磨量注:本表适用于淬火零件,不淬火零件应适当减少20-40%3勺粗加工的表面粗糙度不应低于^如需磨两次的零件,其磨量应适当增加10-20%环形工件磨削加工余量表(六)© 50以下,壁厚10以上者,或长度为100-300者,用上限© 50- © 100,壁厚20以下者,或长度为200-500者,用上限© 100以上者,壁厚30以下者,或长度为300-600者,用上限长度超过以上界线者,上限乘以系数 1.36.4 /加工粗糙度不低于▽,端面留磨量0.5© 6以下小孔研磨量表(七)注:本表只适用于淬火件应按孔的最小极限尺寸来留研磨量1.6 /淬火前小孔需占铰粗糙度▽以上当长度e小于15毫米时,表内数值应加大20-30%导柱衬套磨削加工余量表(八)镗孔加工余量表(九)附注:当一次镗削时,加工余量应该是粗加工余量加工精加工余量表7-1模具常用加工方法的加工余量、加工精度、表面粗糙度电火花线切割 一 0.005 〜0.01mm 1.25 〜 -2.5电解成形加工 — ± 0.05 〜0.2mm0.8〜 3.2电解抛光 0.1 〜0.15 — 0.025 〜0.电解磨削 0.1 〜0.15 IT6 〜7 0.025 〜0.照相腐蚀 0.1〜 0.40.1〜 0.8超声抛光 0.02 〜 7.1 — 0.01 〜 -0.1磨料流动抛光0.02 〜 7.1— 0.01 〜 -0.1冷挤压—IT7 〜80.08 〜 0.32注:经济加工余量是指本道工序的比较合理、经济的加工余量。
磨削加工余量标准

·机械加工余量标准25EQY—19-1999 1.主题内容与适用范围本标准规定了磨削加工的加工余量。
本标准适用于磨削各类材料时的加工余量。
2.技术内容加工余量表(一)厚度4以上的平面磨削余量(单面)说明:1.二次平面磨削余量乘系数2.三次平面磨削余量乘系数23.厚度4以上者单面余量不小于橡胶模平板单面余量不小于毛坯加工余量表(二)I:园棒类:(1)工件的最大外径无公差要求,光洁度在▽以下,例:不磨外圆的凹模带台肩的凸模、凹模、凸凹模以及推杆、推销、限制器、托杆、各种螺钉、螺栓、螺塞、螺帽外径必须滚花者。
(毫米)当D<36时并不适应于调头夹加工,在加工单个工件时,应在L上加夹头量10-15。
(2)工件的最大外径有公差配合要求,光洁度在▽以上,例如:外圆须磨加工的凹模,挡料销、肩台须磨加工的凸模或凸凹模等。
(毫米)当D<36时,不适合调头加工,在加工单个零件时,应加夹头量10-15。
毛坯加工余量表(三)Ⅱ:圆形锻件类(不需锻件图)(1)不淬火钢表面粗糙度在▽以下无公差配合要求者,例如:固定板、退料板等。
(毫米)注:表中的加工余量为最小余量,其最大余量不得超过厂规定标准。
毛坯加工余量表(四)Ⅲ:矩形锻件类:表内的加工余量为最小余量,其最大余量不得超过厂规定标准。
平面、端面磨削加工余量表(五)一、平面平面每面磨量二、端面端面每面磨量注:本表适用于淬火零件,不淬火零件应适当减少20-40%粗加工的表面粗糙度不应低于▽如需磨两次的零件,其磨量应适当增加10-20%环形工件磨削加工余量表(六)注:φ50以下,壁厚10以上者,或长度为100-300者,用上限φ50-φ100,壁厚20以下者,或长度为200-500者,用上限φ100以上者,壁厚30以下者,或长度为300-600者,用上限长度超过以上界线者,上限乘以系数加工粗糙度不低于▽,端面留磨量φ6以下小孔研磨量表(七)注:本表只适用于淬火件应按孔的最小极限尺寸来留研磨量淬火前小孔需占铰粗糙度▽以上当长度e小于15毫米时,表内数值应加大20-30%导柱衬套磨削加工余量表(八)镗孔加工余量表(九)附注:当一次镗削时,加工余量应该是粗加工余量加工精加工余量。
机械加工余量标准
机械加工余量标准25EQY —19-19991. 主题内容与适用范围本标准规定了磨削加工的加工余量。
本标准适用于磨削各类材料时的加工余量。
2. 技术内容加工余量表(一)说明:1.二次平面磨削余量乘系数1.52.三次平面磨削余量乘系数23.厚度4以上者单面余量不小于0.5-0.84.橡胶模平板单面余量不小于0.7毛坯加工余量表(二)I:园棒类:(1)的凸模、凹模、凸凹模以及推杆、推销、限制器、托杆、各种螺钉、螺栓、螺塞、螺帽外径必须滚花者。
(毫米)当D <36时并不适应于调头夹加工,在加工单个工件时,应在L 上加夹头量10-15。
(2)凹模,挡料销、肩台须磨加工的凸模或凸凹模等。
当D <36时,不适合调头加工,在加工单个零件时,应加夹头量10-15。
毛坯加工余量表(三)(1)例如:固定板、退料板等。
注:表中的加工余量为最小余量,其最大余量不得超过厂规定标准。
毛坯加工余量表(四)Ⅲ:矩形锻件类:表内的加工余量为最小余量,其最大余量不得超过厂规定标准。
平面、端面磨削加工余量表(五)一、平面注:20-40% 如需磨两次的零件,其磨量应适当增加10-20%环形工件磨削加工余量表(六)注:φ50以下,壁厚10以上者,或长度为100-300者,用上限 φ50-φ100,壁厚20以下者,或长度为200-500者,用上限 φ100以上者,壁厚30以下者,或长度为300-600者,用上限 1.3 0.5φ6以下小孔研磨量表(七)注:本表只适用于淬火件当长度e 小于15毫米时,表内数值应加大20-30%导柱衬套磨削加工余量表(八)镗孔加工余量表(九)附注:当一次镗削时,加工余量应该是粗加工余量加工精加工余量。
表7-1 模具常用加工方法的加工余量、加工精度、表面粗糙度前道工序的加工结果等具体情况而定。
余量的确定)加工总余量和工序余量加工总余量(毛坯余量)—毛坯尺寸与零件图设计尺寸之差。
序余量—相邻两工序的工序尺寸之差。
机械加工余量标准汇总
机械加工余量标准汇总 The latest revision on November 22, 2020机械加工余量标准25EQY —19-19991. 主题内容与适用范围本标准规定了磨削加工的加工余量。
本标准适用于磨削各类材料时的加工余量。
2. 技术内容加工余量表(一)说明:1.二次平面磨削余量乘系数1.52.三次平面磨削余量乘系数23.厚度4以上者单面余量不小于0.5-0.84.橡胶模平板单面余量不小于0.7毛坯加工余量表(二)I:园棒类:(1)模、凹模、凸凹模以及推杆、推销、限制器、托杆、各种螺钉、螺栓、螺塞、螺帽外径必须滚花者。
(毫米)当D <36时并不适应于调头夹加工,在加工单个工件时,应在L 上加夹头量10-15。
(2)工件的最大外径有公差配合要求,光洁度在▽以上,例如:外圆须磨加工的凹模,挡料销、肩台须磨加工的凸模或凸凹模等。
当D <36时,不适合调头加工,在加工单个零件时,应加夹头量10-15。
毛坯加工余量表(三)(1)注:表中的加工余量为最小余量,其最大余量不得超过厂规定标准。
毛坯加工余量表(四)Ⅲ:矩形锻件类:表内的加工余量为最小余量,其最大余量不得超过厂规定标准。
平面、端面磨削加工余量表(五)一、平面注:20-40% 如需磨两次的零件,其磨量应适当增加10-20%环形工件磨削加工余量表(六)注:φ50以下,壁厚10以上者,或长度为100-300者,用上限 φ50-φ100,壁厚20以下者,或长度为200-500者,用上限 φ100以上者,壁厚30以下者,或长度为300-600者,用上限 1.3 0.5φ6以下小孔研磨量表(七)注:本表只适用于淬火件当长度e 小于15毫米时,表内数值应加大20-30%导柱衬套磨削加工余量表(八)镗孔加工余量表(九)附注:当一次镗削时,加工余量应该是粗加工余量加工精加工余量。
表7-1 模具常用加工方法的加工余量、加工精度、表面粗糙度序的加工结果等具体情况而定。
工序余量参考标准-30
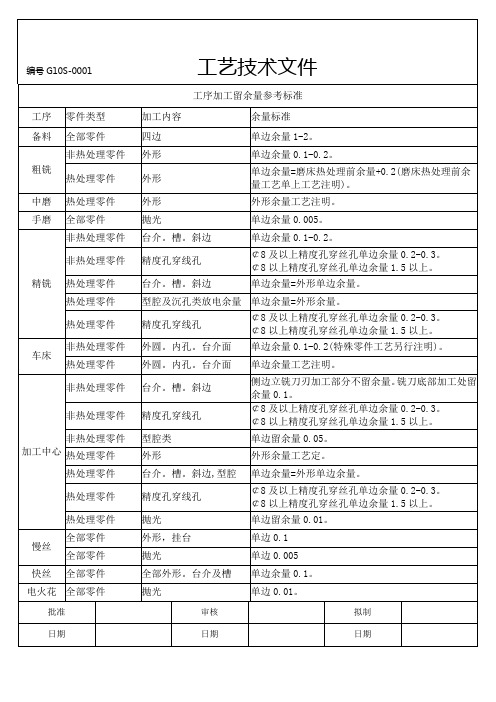
编号G10S-0001 工艺技术文件工序加工留余量参考标准工序零件类型加工内容余量标准备料全部零件四边单边余量1-2。
粗铣非热处理零件外形单边余量0.1-0.2。
热处理零件外形单边余量=磨床热处理前余量+0.2(磨床热处理前余量工艺单上工艺注明)。
中磨热处理零件外形外形余量工艺注明。
手磨全部零件抛光单边余量0.005。
精铣非热处理零件台介。
槽。
斜边单边余量0.1-0.2。
非热处理零件精度孔穿线孔¢8及以上精度孔穿丝孔单边余量0.2-0.3。
¢8以上精度孔穿丝孔单边余量1.5以上。
热处理零件台介。
槽。
斜边单边余量=外形单边余量。
热处理零件型腔及沉孔类放电余量单边余量=外形余量。
热处理零件精度孔穿线孔¢8及以上精度孔穿丝孔单边余量0.2-0.3。
¢8以上精度孔穿丝孔单边余量1.5以上。
车床非热处理零件外圆。
内孔。
台介面单边余量0.1-0.2(特殊零件工艺另行注明)。
热处理零件外圆。
内孔。
台介面单边余量工艺注明。
加工中心非热处理零件台介。
槽。
斜边侧边立铣刀刃加工部分不留余量。
铣刀底部加工处留余量0.1。
非热处理零件精度孔穿线孔¢8及以上精度孔穿丝孔单边余量0.2-0.3。
¢8以上精度孔穿丝孔单边余量1.5以上。
非热处理零件型腔类单边留余量0.05。
热处理零件外形外形余量工艺定。
热处理零件台介。
槽。
斜边,型腔单边余量=外形单边余量。
热处理零件精度孔穿线孔¢8及以上精度孔穿丝孔单边余量0.2-0.3。
¢8以上精度孔穿丝孔单边余量1.5以上。
热处理零件抛光单边留余量0.01。
慢丝全部零件外形,挂台单边0.1 全部零件抛光单边0.005快丝全部零件全部外形。
台介及槽单边余量0.1。
电火花全部零件抛光单边0.01。
批准审核拟制日期日期日期。
机械加工余量标准[详]
![机械加工余量标准[详]](https://img.taocdn.com/s3/m/42cf6eea18e8b8f67c1cfad6195f312b3169eb1a.png)
机械加工余量标准25EQY —19-19991. 主题容与适用围本标准规定了磨削加工的加工余量。
本标准适用于磨削各类材料时的加工余量。
2. 技术容加工余量表(一)说明:1.二次平面磨削余量乘系数1.52.三次平面磨削余量乘系数23.厚度4以上者单面余量不小于0.5-0.84.橡胶模平板单面余量不小于0.7毛坯加工余量表(二)I:园棒类:(1)的凸模、凹模、凸凹模以及推杆、推销、限制器、托杆、各种螺钉、螺栓、螺塞、螺帽外径必须滚花者。
(毫米)当D <36时并不适应于调头夹加工,在加工单个工件时,应在L 上加夹头量10-15。
(2)凹模,挡料销、肩台须磨加工的凸模或凸凹模等。
当D <36时,不适合调头加工,在加工单个零件时,应加夹头量10-15。
毛坯加工余量表(三)(1)例如:固定板、退料板等。
注:表中的加工余量为最小余量,其最大余量不得超过厂规定标准。
毛坯加工余量表(四)Ⅲ:矩形锻件类:表的加工余量为最小余量,其最大余量不得超过厂规定标准。
平面、端面磨削加工余量表(五)一、平面二、端面注:20-40%如需磨两次的零件,其磨量应适当增加10-20%环形工件磨削加工余量表(六)注:φ50以下,壁厚10以上者,或长度为100-300者,用上限φ50-φ100,壁厚20以下者,或长度为200-500者,用上限φ100以上者,壁厚30以下者,或长度为300-600者,用上限1.30.5φ6以下小孔研磨量表(七)注:本表只适用于淬火件当长度e 小于15毫米时,表数值应加大20-30%导柱衬套磨削加工余量表(八)镗孔加工余量表(九)附注:当一次镗削时,加工余量应该是粗加工余量加工精加工余量。
表7-1 模具常用加工方法的加工余量、加工精度、表面粗糙度电火花线切割—0.005~0.01mm 1.25~2.5 电解成形加工—±0.05~0.2mm 0.8~3.2 电解抛光0.1~0.15 —0.025~0.8 电解磨削0.1~0.15 IT6~7 0.025~0.8 照相腐蚀0.1~0.4 —0.1~0.8超声抛光0.02~0.1 —0.01~0.1 磨料流动抛光0.02~0.1 —0.01~0.1 冷挤压—IT7~8 0.08~0.32前道工序的加工结果等具体情况而定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ห้องสมุดไป่ตู้
审核:
批准:
蒋界食塑胶模具股份有限公司
编制:蒋公
快走丝割外形的零件, 单面留余量0.1MM
审核:
批准:
蒋界食塑胶模具股份有限公司
小压块、 压条等小 零件,单 边留淬火
余量 0.15MM磨。 不淬火而 只需留余 量0.1MM
编制:蒋公
审核:
批准:
蒋界食塑胶模具股份有限公司
根据零件 尺寸大小, 按标准留 磨床余量, 不淬火的 减少30%
编制:蒋公
审核:
批准:
蒋界食塑胶模具股份有限公司
编制:蒋公
此类型的零件,容易 变形,余量需在标准
0.2
0.25
根据零件形 状而定
0.2
0.25
0.3
>100
0.2
21~50
0.2
>200
51~100
0.2
0.25 0.25 0.3
0.3 0.3 0.35
0.35
根据零件形 状而定
0.4
>100
0.2
0.3
0.4
0.5
注:1、本表适用于淬火零件,不淬火零件余量应减少30%. 2、本公司小磨床加工尺寸极限范围:350(长)×160(宽)×290(高) 超出小磨床加工极限的,由大水磨床加工
蒋界食塑胶模具股份有限公司
磨床余量标准培训
编制:蒋公
审核:
批准:
蒋界食塑胶模具股份有限公司
单位:毫米
磨床加工余量标准
零件厚度
零件长度 零件宽度
<100
101~250 251~400 401~600 余量(单面/MM)
<200
<20 21~50 51~100
0.15 0.15 0.2
0.2
根据零件形状而定