N125汽轮机低压缸体热应力及变形研究
1000MW火电机组汽轮机低压缸变形问题
円电力科搭11Power technology摘要:哈尔滨汽轮机厂生产的N1000-25/600/600型四缸四排汽1000MW汽轮机是引进日本东芝技术制造的.早期已经投产的机组,在调试期间均因低压缸变形而发生了不同程度的动静部分在垂直方向碰磨的问题.基于此种现状,文章通过某电厂此类机型启动前针对低压缸的测量、分析和处理,探讨了汽轮机低压缸变形问题的解决方案.关键词:低压缸;动静碰磨;变形;泊桑效应文章编号:2096-4137(2019)19-082-03D0I:10.13535/ki.10-1507/n.2019.19.21■文/侯伯男-1000MW火电机组谨轮机佢压缸变形问题0引言已经投运的哈汽N1000-25/600/600型1000MW超超临界机组,在调试期间均发生不同程度的低压缸动静碰摩的问题。
初步分析是由于低压缸通流部套和内缸的刚性不足,导致在 抽真空状态下缸体垂直方向变形量较大,使机组径向通流间隙变小,从而造成动静部套的径向摩擦。
1数据测量方法为避免与以往机组发生同类问题,某2x1000MW燃煤电站项目在汽轮机正式扣缸前,邀请专业机构分别对2台汽轮机的低压内缸、外缸和轴封洼窝等处的变形量进行测量。
制作了专用铅块,用以测量在抽真空状态下低压缸末级叶片围顶与隔板的真实径向间隙。
为更直观地监测真空状态下的汽缸变形量,同时制作了支架,用以分别测量低压缸每个轴封洼窝处的对地沉降。
每台机组分别有A、B2个低压缸,其中A低压缸机端为#5轴承、励端为#6轴承,B低压缸机端为#7轴承、励端为#8轴承。
2测量数据2.1#1汽轮机测量数据2.1.1第1次变形测量首次测量结果显示,#1汽轮机A、B低压缸前后轴封洼窝在抽真空时沉降值均为1.92mm,变化量超过汽封间隙设计值1.60mm。
但盘车时没有出现内部碰磨迹象,暂无法判断运行状态下低压缸内部动静部套是否会发生碰磨。
低压缸外侧轴封洼窝处在最大真空度-92.90kPa下,通过外部支架测得A缸和B缸变形不一致,B缸最大0.35mm,A缸最大0.09mm。
125MW机组汽轮机低压缸焊接变形及处理
125MW机组汽轮机低压缸焊接变形及处理1 概述酒钢热电厂技改工程1号汽轮机组是东方汽轮机厂生产的超高压、一次中间再热、单轴、双排汽、抽凝式汽轮机,型号为125/114-13.2/0.245/535/535,该机组为东方汽轮机厂生产的同类型机组第一台机组,也是国内该种结构形式的第一台机组。
酒钢宏晟1号汽轮机本体安装从2002年3月18日开始,低压缸为现场组装。
东汽厂生产的低压缸分前中后三段,采用螺栓组合后形成两条圆周接缝,组合后按图纸要求该接缝需进行密封焊接,根据东汽厂图纸标识该密封焊为满焊,焊条选用E4303,规格为φ3.2mm。
焊接坡口形式为“V”型,坡口宽度为50mm,深度为30mm,对接坡口错边量达10~15mm,错边量占整条焊缝的1/4。
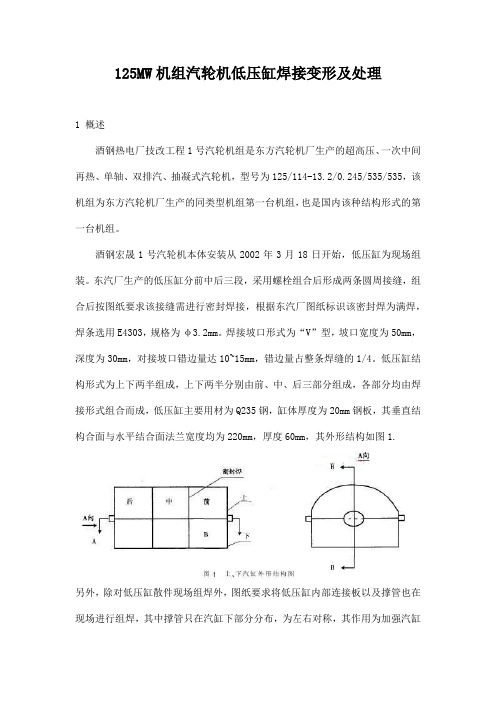
低压缸结构形式为上下两半组成,上下两半分别由前、中、后三部分组成,各部分均由焊接形式组合而成,低压缸主要用材为Q235钢,缸体厚度为20mm钢板,其垂直结构合面与水平结合面法兰宽度均为220mm,厚度60mm,其外形结构如图1.另外,除对低压缸散件现场组焊外,图纸要求将低压缸内部连接板以及撑管也在现场进行组焊,其中撑管只在汽缸下部分分布,为左右对称,其作用为加强汽缸前、中、后刚性连接强度,而连接筋板只有汽缸上部有,共4块,左右各布置两块,其作用也是为了加强汽缸上部的刚性强度。
详情见图2。
结合面焊接、筋板焊接、撑管焊接焊缝具体如图3所示。
2 低压缸现场组焊产生变形的情况安装单位根据东汽厂图纸要求,编写密封焊技术措施。
经专业技术员审批同意后,焊接人员严格按焊接技术措施进行焊接,东汽厂驻工地代表在现场全过程监督,当焊接完毕后,为防止焊接变形,对焊缝进行对称锤击消除应力,待汽缸冷却至室温后,松开汽缸中分面螺栓,发现汽缸严重变形,在自由状态下,汽缸中分面间隙达到1.6mm(标准为不大于0.25mm),台板与汽缸底部支撑面间隙最大达到0.25mm(焊接前测量时0.03mm塞尺寸不入),前后汽封洼窝处最大错口量达2mm (焊接前前后汽封无错口)。
热应力和热变形
某转子表面蒸汽150/h 升温2小时后,恒温,温 度和转子热应力关系 曲线
低负荷暖机的原因
若空负荷暖机,参数低, 进汽量小,加热太慢, 不经济,且高中压不 能超过低温脆性转变 温度.
低负荷暖机运行一段 时间进行超速时间, 转子热应力明显降低, 只受离心拉应力且超 过低温脆性转变温 度.
第二节 汽轮机的热应力、热膨胀、热变形
一、汽轮机的受热特点
启动过程温度变化剧烈,各部件受热条件 不同,汽轮机金属部件存在温度梯度,导致热 应力,热变形 1 启动时温度变化:内壁与蒸汽直接接触,温 度上升比较快;外壁温度上升比较慢,造成温 度差。 2 汽缸部件由于受到约束,不能自由膨胀,因 此将产生热应力。其中温度高部件受压;温度 低部件受拉伸作用
1 内外壁温差允许值的确定
根据金属特性工作温度,确定许用最大 应力,推出允许的最大温差
停机时以内壁拉应力计算 启动时以外壁拉应力计算 冷态启动比停机甩负荷时允许的内外壁温
差要大些
2 内外温差取决与汽缸壁加热或冷却的速度 以及壁厚 —和汽缸内壁温度变化率成正比 —和汽缸壁厚平方成正比. 采用双层缸 汽缸启动停机,转速和负荷变化的快慢影响 内壁温度的变化
3 合成应力若超过材料的许用应力,则局部 会产生塑性变形,在转子表面出现残余应 力,缩短转子的使用寿命。
3 冷态启动时转子表面承受压应力,中心孔表 面承受热拉应力,中心孔的强度低于其他部 位,所以在启动和加负荷过程中限制转子内 外温差,减小中心孔热应力的目的。
4 热态启动,极热态启动转子表面温度会暂时下 降被冷却,转子表面形成热拉伸应力
1 启动时蒸汽温度和金属温度不匹配 低压微过热蒸汽冲转,合理暖机
浅谈热应力对汽轮机组运行的影响
浅谈热应力对汽轮机组运行的影响作者:郭新来源:《中国新技术新产品》2012年第22期摘要:热应力是金属的属性。
对于大型汽轮机组来说,控制设备热应力在允许范围之内是保证机组安全运行的必要条件。
本文将对机组热应力产生情况、原因及危害进行分析,并提出防范措施,供指导生产之用。
关键词:热变形;热应力;温差;危害中图分类号:U664.113 文献标识码:A国华热电分公司#1、2汽轮机为德国ABB公司生产的单轴、双缸、双抽双排汽凝汽抽汽式汽轮机,型号为DKEH-1ND31。
汽轮机配有先进的DEH控制系统和多种保护来维持汽轮机的正常运行,防止机组在异常情况下运行。
1何为热应力定义:汽轮机零部件在汽轮机启动、停机或负荷变化过程中,由于温度变化而产生的膨胀或收缩变形称为热变形,当热变形受到某种约束时,则要在零部件内产生应力,称为热应力。
由定义可知,热应力有两种形式,一种是由于温度变化设备涨缩,但受到刚性约束,使涨缩受阻而产生的热应力。
另一种是零部件加热或冷却时温度不均匀,相邻部分之间涨缩受到约束,如高温部分受到低温部分的约束,它的变形量比自由膨胀值小些,即在高温部分引起压缩热应力;反之,低温部分受到高温部分热膨胀的牵拉,它的变形量比自由膨胀值大些,即在低温区产生拉伸热应力。
如果零部件不能按温度变化规律进行自由涨缩,即变形受到约束,则在零部件内引起应力,这种由温度或温差引起的应力称为热应力。
对于第一种热应力,汽轮机在设计中,通过对滑销系统和定、转子死点的设置,可使其影响变小。
在运行中我们主要控制的是第二种热应力。
对于汽轮机而言,由于部件各部分温差而产生的热应力主要表现为两种形式,一种是汽缸热应力,另一种为转子热应力。
2产生热应力的几种情况2.1冷态启动时规程规定:高压转子温度≤160度时为冷态启动,此时主汽参数为4Mpa,375度。
蒸汽进入汽轮机时,对汽缸而言,内表面与蒸汽直接接触,受热快,膨胀快,而外表面由于壁厚的影响,受热慢,膨胀慢。
黄埔电厂N125汽轮机转子低周疲劳损伤分析与控制
朱凯 陈群 芳 周彤 程 绍兵 , , ,
Z U K i, H N Q nf g,H U T n2 C E G Sa .ig H a C E u — n Z O o g, H N hob  ̄ a n
若 调 峰任务 。 由于 频 繁 的启 停 及 负 荷 变 动 , 轮机 经 子 表 面及 中心 的热应 力 就 交 替 变 化一 次 , 汽 轮 机 汽 停 则 将 常处 于启 动 、 机 、 载 等 非稳 定 工 况 , 组 温 度 变 多次 启 、 , 交 变 热 应 力 多 次 反 复 作 用 , 引 起 转 停 变 机
汽轮机 运行 中寿命 影 响 因素 主要 是机 组 启 停及
1 汽轮机转子低周 疲劳特性及寿命损耗
在机组 启 、 过 程 中 , 子 表 面 和 中 心 存 在 温 停 转
启动 时转 子温度 高 于 中心温 度 , 停机 时 转子 中心 工 况 变化 时 汽 缸 、 子 等金 属 部 件 受 到周 期 性 的 交 差 , 转 温度 高于 表 面 温 度 。 因此 , 机 组 启 、 过程 中 , 在 停 转 变热 应力作 用 。这种 交变 热应 力循 环 的特 点 是 交变
C m ay G aghu 17 1 C i ; .undn l tcPw r colG aghu502 ,h a o pn, unzo 0 3 , h a2 G agogEe r o e Sho, unzo 150 C i ) 5 n c i n
摘
要: 通过对 N 2 15汽轮机转子在各种 工况下的转 子热 应力和低周 疲劳的分析 , 出 了对转 子低 周疲 劳寿 提
造 化大 , 部件 间及 部件 内部温 差 大 , 而往 往 产 生 较 大 子金 属表 面 出现裂 纹 , 成 转子 低周 疲 劳 损 伤 。启 、 因 转子 损耗 就 越 大 , 而 缩 短 从 交变热 应 力 , 致 机 组疲 劳 损 伤 。作 者 针 对 黄 埔 电 停 时加热 或冷 却得 越快 , 导
汽轮机运行

压力法启动
常用
抽真空投盘车时,汽轮机主汽阀和调节阀门是关闭状态。锅炉点火,蒸 汽升温升压,待主汽阀前蒸汽参数达到一定值时,例如:压力升至0.98~ 1.47MPa,温度为240~ 250℃,开始冲转升速,这一过程中,为了使汽压 和汽温稳定,锅炉不宜进行过大的燃烧调整。利用调节阀门或主汽阀控制 转速,增加进汽量,进行冲转、升速、和并网带少量负荷,蒸汽压力值由 旁路阀控制保持不变,允许汽温按规律升高,在旁路阀关闭后,再通过加 强锅炉燃烧提高主蒸汽参数,增加机组负荷至满负荷。
汽轮机启动方式大致可分为四类:
1.按新汽参数 分类
额定参数启动
整个启动过程中电动主闸门前的 蒸汽参数(压力、温度)始终保
持额定
滑参数启动 真空法启动
压力法启动
额定参数启动的缺点:
冲转参数高,机炉分开启动,启动时间长;冷态或温态启动时,进汽 温度高,温差大,参数高进汽量小,汽缸和转子受热不均匀,调门节流 大,调节级后温度变化剧烈,热应力大,为减少热应力,进一步延长启 动时间;机炉分开启动,延长了启动时间,增大了燃料损耗。
在停机过程中,应严密监视机组的各种参数,如蒸汽参 数、转子的胀差、轴向位移、振动和热应力、轴承金属 温度和油温、油压等。
停机过程中由于转子被冷却,会出现负胀差;
汽轮机停机后,汽缸和转子的金属温度还较高,需要一 个逐渐冷却的过程,此时,必须保持盘车装置连续运行 ,一直到金属温度冷却到120~150℃后,才允许停盘车。 盘车运行时,润滑油系统和顶轴油泵必须维持运行。盘 车运行期间,不允许拆除保温设施。
第一节 汽轮机主要零部件的 热应力、热膨胀和热变形
一、汽轮机部件内的热应力
热变形 汽轮机启停机或变负荷过程中,其零部件由于 温度变化而产生膨胀或收缩变形。
热膨胀、热应力和热变形
F.控制方法
600MW机组这样的汽轮机转子,在蒸汽温度不变的 情况下,转子表面温度和转子内部温度趋于基本均 匀所需要的时间约为4~5h。由此可见,汽轮机在 冷态启动时,事先送汽预热的时间应当不少于4~ 5h。此外,蒸汽与转子的温差以不大于100℃为宜, 蒸汽的升温以不大于2.5℃/min为宜。如果蒸汽与转 子的温差达到150℃,那么,即使平滑的转子表面, 其热应力将大到材料屈服极限的数值;如果是这样, 转子表面很快就会产生疲劳裂纹。由此可见,为了 限制热应力,就必须限制蒸汽与转子的温
转子的最大弯曲部位通常在调节级附近多缸 汽轮机的高压转子和背压汽轮机的转子约在 中部单缸汽轮机转子则稍偏于转子的前端。 通过晃度来间接得到转子的热弯曲值将千分 表装在转子的轴颈或轴向位移发讯器圆盘上 测取转子晃度。转子的离心力与转速的平方 成正比在离心力作用下转子沿径向伸长轴向 则缩短,胀差减小。弹性材料的径向应变与 轴向应变有一定比例关系当转子径向伸长时
上、下汽缸温差
上、下汽缸温差的大小影响汽缸的上拱形变(弯曲) 及转子的热弯曲值。因此上、下缸温差控制在规定 值范围内。
E.热态启动监视参数
蒸汽参数 热态启动前,机组金属部件已有较高的温度只有选 择较高的冲转参数,才能使蒸汽温度与金属相匹配 即他们的温差应符合汽轮机的热应力、热变形和胀 差的要求。一般宜采用正温差启动(即蒸汽温度高 于金属温度)。 如调节级段的汽缸和转子表面温度 在450℃以上,则采用正温差启动有困难,为了满 足电力负荷的要求,只好采用负温差启动(即蒸汽 温度低于金属温度)。负温差启动过程中,转子和 汽缸先受到蒸汽冷却,而后又随蒸汽参数的升高而 被加热,转子和汽缸受一次交变热应力循环,增
转子与蒸汽的温差 在转子存在弹性热弯曲时启动汽轮机,转子重心与 旋转中心偏离,高速旋转将产生更大的离心力,使 转子弯曲增大并出现动静部分之间的径向摩擦和轴 向摩擦,摩擦部位温度急剧升高,又促使转子进一 步弯曲,而弯曲增大又引起摩擦加剧,这种恶性循 环有可能导致汽轮机大轴永久性弯曲。在热态冲转 前消除转子的弯曲是机组热态启动的关键条件。热 态启动过程中,汽轮机迅速进行冲转、升速、并网、 升负荷至初负荷点,不能期待在机组冲转后再来矫
汽轮机主要零部件的热应力、热膨胀及热变形
所谓提高启动水平,就是在汽轮机启动过程 中,不仅要确保安全,而且要在规定的寿命 消耗下尽量缩短启动时间、以节省启动费用。
一、启动方式分类
汽轮机启动可以采用多种店动方式, 一般可分为以下四种
转子的热弯曲有两种情况。一种是由于转子 某段径向存在温差引起的弹性弯曲,这种弯 曲当温度均匀后即消除,转子恢复原状。另 一种是转子金属产生塑性变形后造成的塑性 弯曲。塑性弯曲差不多总是从弹性弯曲开始 的.而且在温度均匀后永久弯曲的凸面居于 原来弹件弯曲凸面的相对的一例。
高压汽轮机的转于发生塑性弯曲后,需要停 机相当长的时间进行直轴。直轴不仅缩短了 机组的使用年限,并直接影响发电厂生产任 务的完成。
第八章 第一节汽轮机主要零部件的热应力、
热膨胀及热变形
热应力
金属构件在以下三种情况下将产生热应 力:、金属不均匀受热(断面上各点温 度不同)
金属受热后膨胀受阻、受热金属材料不 均匀。所以热应力的大小与工件形状、 温度梯度、
受阻情况及材料性质等有关。汽轮机热 应力讨论中假设金属材料是均匀的。
二 冷态滑参数启动
滑参数启动的优缺点 启动条件的确定 1 冲转参数的选择
汽温和汽压 2 凝结器的真空 3 大轴的晃动 4 油压 5油温 6冲转条件的确认
二 冷态滑参数启动
启动过程 1 准备工作 2 汽缸预热 3 冲转、升速和暖机 4 并网、接带负荷
启动中的控制指标
个人收集整理,仅供交流学习!
按新蒸汽参数分类 (1)额定参数启动 (2)滑参数启动
1)压力法启动 2)真空法启动 按冲转时进汽方式分类 (1)高中压缸启动 (2)中压缸启动
汽轮机热应力、热膨胀、热变形
汽轮机热应力、热膨胀、热变形一、汽轮机启停和工况变化时的传热现象:1、凝结放热:当蒸汽与低于蒸汽饱和温度的金属表面接触时,在金属壁表面发生蒸汽凝结现象,蒸汽放出气化潜热,蒸汽凝结放热在金属表面形成水膜——膜状凝结,其放热系数达4652~17445w/m2·k,如果蒸汽在壁面上凝结,形不成水膜则这种凝结——珠状凝结,珠状凝结的放热系数是膜状凝结的15~20倍。
汽轮机冷态启动,从开始冲转2~3min内,剧烈的换热使汽缸表面很快上升到蒸汽的饱和温度,尤其是转子表面上升更快。
2、对流放热:汽轮机部件的最大允许温差,由机组结构、汽缸转子的热应力、热变形以及转子与汽缸的胀差决定的。
汽轮机启停和工况变化由于高、中压缸进汽区温度较高,热交换剧烈,因而汽缸转子内形成的温差也大,因此监视好这些部件温差不超允许值,其它部件的温差就不超允许值。
当蒸汽的温升率一定时,随着启动时间的增长及蒸汽参数的提高,蒸汽对金属单位时间的放热量并不相等,在金属部件内部引起的温差也不是定值。
当调节级的蒸汽温度升到满负荷所对应的蒸汽温度时(约为503℃)蒸汽温度不再变化,此时金属部件内部温差达到最大值,在温升率变化曲线上的这一点为准稳态点,准稳态附近的区域为准稳态区。
经过一段时间热量从内壁传到外壁,不考虑外壁的散热损失,内外壁温度相同,汽轮机进入稳定状态。
在汽轮机启停和变工况运行时,在金属部件内引起的温差不仅与蒸汽的温升率有关还与蒸汽温度的变化量有关,温差随蒸汽的温升率增大而增加,随蒸汽温度变化量的增加而增大。
机组启动时暖机,有效的减少了金属部件内引起的温差,所谓暖机,就是在蒸汽参数不变的情况下,对汽缸、转子进行加热,此时蒸汽传给金属的热量等于金属内部的导热量,使金属内外壁温差减小,暖机结束时,金属部件的温差很小或接近于零,金属部件的温度接近暖机开始的温度。
二、热应力:1、由于温度的变化引起零件的变形——热变形,如果热变形受到约束,则物体内就产生应力,这种应力称为热应力。
N125MW汽轮机低压缸组合及汽缸加固焊接的方法
N125MW汽轮机低压缸组合及汽缸加固焊接的方法
韩斌
【期刊名称】《陕西电力》
【年(卷),期】2004(032)005
【摘要】介绍N125MW机组低压缸组合的方法,汽缸加固焊接的主要方法.【总页数】3页(P87-88,27)
【作者】韩斌
【作者单位】青海火电工程公司,青海,西宁,810003
【正文语种】中文
【中图分类】TK269
【相关文献】
1.N125MW汽轮机调速汽门卡涩的原因分析和处理方法 [J], 曹润;王心科
2.9F燃机工程汽轮机低压缸组合焊接变形控制 [J], 姜晖
3.9F燃机工程汽轮机低压缸组合焊接变形控制 [J], 姜晖
4.汽轮机低压缸圆筒式组合找正的方法 [J], 张忠庆;宋宝林
5.哈三电厂4号汽轮机低压缸组合汽缸平面度控制 [J], 刘文庆; 刘文涛
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
n t t e a c ) a r e h ~ 咪l u i Pm e h t P we r o n )o n f
es 倒r
b
d
t
e
o
,
w hic h
m a y
e u b s
ed
h s t a
e
d 。田沈 爪
K
ey, ,
六七 :
s 出留 d
n a
g le
h T
e
o p
it s i
s n o
f o
s w i止in t r 口e i h r t r P 歇t o a
也. 功目 g e r 曰川 i n g
r c ef r ee n ba s i h s i n t
Co n
n u
it h a s b 笼 n
U 廿。 a t
e n 改“旧 n
e de s ig 曲l n o f D l任比 i n o
tr n l 姆r a t Ul e a f m 如ei n d P众治s u r e P o s u t e g e n e s o n s 以 h d Z e na a : y i e i : P D O se d i r , t d r 伪盯班 t l Pr o f n 众e g
e b
c a
sn i o d c e se u d t es n d i g if
5
io t n
.
n I
面
h t (
pa l 祀瓦
o p
s
t i
山旧 加
s n o
f o
f a o d
e
i t d i o 拙a l f l 山d t t h r t s a oa
~
ts p 翻r
初U 五n
h r t t o a
乃O
第 一届 国 际 机械 工程 学术 会 议
☆ ☆☆ O卯 10 8
汽 轮机 调 节 阀 阀体 应 力 及 疲 劳寿 命 计 算
彭震 中
摘要
:
王 松龄
;
、
丁 祝顺
安利 强
王 璋奇 (华北 电力大学机械 系 )
,
提 出 阀 门 阀体有 限元 建 模 的有效方法
、
采用 结构分 析有 限元 方 法
。
2 对 国产 1
了b
d
日比女汀
山r o
l g a
e n pa id e n o h a t u g
ra e t i n g 切由t w i l
en
e i Cl ng ( U[ l vI u f Sh a n g n d Te a L Ke I q u n Cu iG u o m i y o t h a i Sc m o 10 留) ei s ’ c n e 0 e e v e ee n c o n e n ‘ e 0 切 t t 切 t o a s i t 吐 be t w 七 d r P o n r f P we la n d . T r e h P we t i n e c h t e a n i
,
,
使 火力发 电机组 的保有 量增 加
由于 技 术 的原 因
,
机组 在 运 行过 程 中表现 出 的问 题也 越来 越
低压 内缸的 有 限 元 分 析模 型
。
。
.
本文 分 析低 压 内缸 结 构
、
采 用 基 于子 模块 的 建 模方 法及技 巧
,
建立 了
, ,
N 12 5
通 过对 N 1 5 2
,
喉部 内构件
,
提供 了理 论 依据
关键 词
:
凝汽 器喉 部
结构设计
扩 散角
内置 低 压 加热 器
附 加 流体
T 月皿 只皿凌名O N 声 R 百双 D 呕忍IC N O F C O N D E N S E R T E 卫刃叻J
G
u
n a
n
X in
t:
i l in g I Me L
e con
川加七鱿
hn f t o e m u ‘t b e
e c on
( e h t
~
e h t
n f i iu e
nc e
n a c
f o
t1 y if
g em
n e
t
f o
st e
别m
e h t
sh a l
e h t
止o a 吐 t i s
祀
n d a
s
c l u s d
0 w g pi Pe a n d 1
s ig i eh b 玩 wh n tde o n e d r e aso n a r i o s t d l七 i f 吐 a n g le ) t (f i n a o 泳o e h
ST R I G 刃困 IJ F E C A L C U L 鱿n 0 N O N V A L V E B O D Y O F T U 卫D 扭 SE V 皿R O ] 吸拐 A N D R 幻F 军A L V E
Pe n g
冉血拍口d 5 1
ca I i C :
h Z
g f o
。业上o n g
n g So V 而I
g n
伽O
P
i 】 由。功目 s 切留 f , d
画 5 e
i f
n
,
r d a s
目的e d
s 切留 5 r
:
h y t b
e
~ o 丘 s
J 五c ha
e h t
e 巧e c
t ve P i
h t r
l
g n i Ch j吐
。吐
l
D
a
v er Un i l c E e 城 PO 、
g n i
Zh l 拐I n i n A n L iq i n g a
v
ng V 自L
e
s红 ℃5
e i f
i 峋笋l t r e d a l n d n e s t
e
c o r
以刃 i ng
g f m D o d e 场l
ss
i e ld f
w 别限
也 食功目
K 叮邢 山
e 伙 记y V 司障
d l e
s i
al so
o f l ve g n
Fl i五 e t
石 力l e t
,
计予 以足 够 的 重 视 布置 )
,
本文 着 重 分析 了凝汽器 喉 部 的几 何尺 寸 ( 扩 散角 )
,
低 压 加热器 等 的 位 置 为完 善凝 汽器 的 设 计
附 加 流 体 的排入 ( 减 温 减 压 器 的处理 )等 对机 组 出 力 的影响
。
据 此提 出了喉 部合 理设 计 的原则
汽 机 启动 曲线 的 分析 温 度应力场
关键 词
:
确 定低 压 内缸 各部 分 的温度边 界条 件 及 放热 系 数 有限 元
强 度分析 ( 本文无 英 文摘 要)
计 算 缸休温 度 场
计 算额定 工况 下
低压 内缸 的
机 械 应力 场 和 复 合应力场 及最 大 变形
讨 论 缸体 的结构强度
分析 影 响缸 体 强度 的 因素
r o f
n r e
m
et h
d o
.
The
e
el 日比 l eo
一
o p
tm et h od
L n i
The
妓 五 lg u
n 劝 。”n o 止以i f eh 即w aL n i g g D l f t o e h
e h t
y) t si r e
.
n ha Z
e
g ql
va lv e
wi h t
汽 轮机
缸体
☆ ☆☆
关
摘要
:
欣
李 美玲
李科群
。
崔 国 民 (上 海理工大 学动 力学院 )
,
,
电厂凝 汽 器 喉部是 汽轮机 与 凝汽器 的连接 部 件
。
不合理 的喉部 设计 会 导 致 电 厂 出 力 的下 降 所 以应 对喉部 的 合 理 设
喉 部 内部 部件 的布 置 ( 抽汽 管
l 创L e Ur e f i e ld
S 切e s
e i f
d l
( )10 ☆ ☆☆ 0 9 9
N 12 5
丁 兆海
摘要
多
。
汽轮机 低 压 缸 体热 应 力及 变 形研 究
( 山 东电力 研究 院热 能研究所 )
,
毕仲 波
,
王 璋奇 周 兰欣
,
(华北 电力 大学 )
:
电 力 工 业 的 迅 速发 展
EE ] M
.
o s i f s a l s o
a ‘ses s s
d e
~
,
va ll ve
h T
em t
e p
烧功山七
el i f , d
f o
J由 12 . 5 M W tu
em t
l n r i r l er p a d e e V t ue a f d e
e n i
l皿 a
e T
P n l
,
.
SMW
汽轮 机主 蒸 汽调 节阀阀 体 冷态 启
动 工 况 的温度 场
热 应力 场
、
机械 应 力 场
应力 场
综 合应 力 场进 行 了分析 计 算
给 出关键点 详 细 的温 度 场及 其对 应 的热 应 力场 的