提高氢气提纯装置氢气回收率的工艺改进
大型炼厂气变压吸附(PSA)提氢装置的优化改造

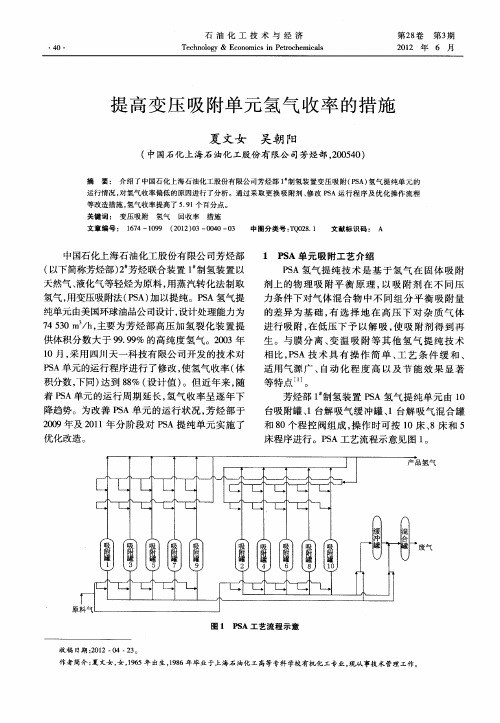
第2期随着国家对燃料油的品质要求越来越高,几乎所有油品都要通过加氢改质或者加氢精制处理才能达到国家标准,因此各炼油厂都需要氢气作为加氢原料,并且氢气需求量越来越大。
绝大多数炼油厂都会副产不少含氢炼厂尾气,例如重整气、低分气、催化干气等,从这些炼厂气中分离提纯氢气用作加氢原料,有着非常高的经济效益。
在中国有数百座炼油厂,大多数炼油厂都有一套或者多套炼厂气变压吸附(PSA )分离提纯氢气装置,这些装置回收的氢气产生着巨大的经济效益。
由于炼厂气成份复杂,烃类组分多且含有C 5+等高碳烃组分,这些烃类杂质组份相对分子质量和分子直径都较大,很容易被吸附在吸附剂的微孔表面,却不容易在常温下被解吸,最终堵塞吸附剂微孔造成吸附剂性能下降。
因此,相比天然气、炼厂干气水蒸汽转化制氢装置配套的PSA 分离提纯氢气装置,炼厂气PSA 分离提纯氢气装置的吸附剂性能衰减速度明显更快,吸附剂寿命明显更短,正常的设大型炼厂气变压吸附(PSA )提氢装置的优化改造伍毅1,徐培泽2,秦建峰2,杨军2,杨劲翔3,陈中明1,黄炼1(1.西南化工研究设计院有限公司,四川成都610225;2.中国石化股份有限公司金陵分公司,江苏南京210033;3.四川石化有限责任公司,四川成都611930)摘要:某炼厂气变压吸附(PSA )提纯氢气装置吸附剂寿命短、吸附性能差、产品氢气纯度和氢气回收率低,故障自动诊断切塔专家系统设计有缺陷造成吸附塔压力大幅波动。
通过更换全部吸附剂,提高产品氢气纯度和氢气回收率;通过更换故障自动诊断处理专家系统,消除装置故障切塔过程中的非正常压力波动,提升装置安全性;通过更换自适应优化控制系统,装置产品质量控制更稳定,提升装置运行经济性。
改造获得了良好的效果,年增产高质量氢气产品超过1000万Nm 3,改造后运行3年装置的各项操作指标均没有下降。
关键词:变压吸附(PSA );炼厂气;提氢;改造;吸附剂;专家系统中图分类号:TE62;TQ116.28文献标志码:B文章编号:1001⁃9219(2020)02⁃51⁃05Revamp and optimization of a large PSA unit for purification of hydrogen from refinery off 鄄gases WU Yi 1,XU Pei ⁃ze 2,QIN Jian ⁃feng 2,YANG Jun 2,YANG Jing ⁃xiang 3,CHEN Zhong ⁃ming 1,HUANG Lian 1(1.Southwest Institute of Chemical Co.,Ltd.,Chengdu 610225,China;2.China Petrochemical Group Jinling Petrochemical Co.,Ltd.,Nanjing 210033,China;3.Petrochina Sichuan Petrochemical Co.LTD.,Chengdu 611930,China )Abstract:There existed many problems in a pressure swing adsorption (PSA )unit for purification of hydrogen from refinery off ⁃gases,such as short life and poor adsorption performance of the adsorbents,low product purity and recovery of hydrogen,and largefluctuation of adsorber pressure caused by the design defects in the automatic fault diagnosis and adsorber cut ⁃out expert system.Inorder to solve the above problems,this PSA unit was revamped.All adsorbents were hreplaced so as to improve the product purityand the recovery of hydrogen;the automatic fault diagnosis and treatment expert system were replaced so as to eliminate the abnormal pressure fluctuation during adsorber cutt ⁃out and improve the safety of the unit;the adaptive optimization control system was replaced so as to obtain more stable product quality control and better operation economy.This revamp has achieved goodresults.The annual production of high ⁃quality hydrogen products has increased by more than 10million cubic meters,and the operation indexes have not declined in the three years since the revamp.Keywords:pressure swing adsorption (PSA );refinery off ⁃gas;hydrogen purification;revamp;adsorbent;expert system收稿日期:2020⁃02⁃24;作者简介:伍毅(1982⁃),高级工程师,电话:135****6824,Email:***************。
提高变压吸附单元氢气收率的措施
4 1 1 更 换 吸 附剂 ..
20 0 9年 1 2月 , 装 置 原 料 适 应 性 改 造 期 间 在
( 原料 由轻石脑 油改 为 天然 气 )对 原 先 使用 的吸 ,
附剂 进行 了更 换 。 P A单 元各 吸 附罐 的吸附剂 重新 装填 情况 见 S
到 20 09年该 吸 附剂 已超 过 预期使 用寿命 , 能逐 性 步下 降 ; 同时 由于原装 填 的吸 附剂种类 单一 , 能 不
适 应处 理含 有微 量 水 、 甲烷 和 二 氧化 碳 含 量 较 高
的原料 , 由于 吸附剂 的密 度较低 , 装填 数量较 且 其
少, 造成 P A单罐 吸 附时 问逐 渐 缩 短 , 洗 、 S 冲 逆放
再 生时 间相对 减少 , 导致 产 品收率 下 降 。
3 3 P A 工艺 的影 响 . S
自 20 03年修 改 运 行程 序 以来 ,S PA单 元 负 荷 基本 维持 在 3% ~ 0 , 0 9 % 运行 初 期 氢 气 收 率 达 到
8 % 。近 年来 由于各 种原 因 ,S 8 P A氢气 提纯 单元 产
表 3 运 行 程 序 优 化 前 后 工 艺 参 数 对 比
运行 程 序 工 艺 参数
1 —3 —4 P 0 . . / 1 — — /P 0— 2—4
艺 原设 计 中没有 设 置顺 放气 缓 冲罐 , 对 而 言 吸 相 附剂 再生效 果较 差 , 响了产 品 的收 率 。 影
项 目
, 、
扫可能带来 的杂质析 出进 而污染被 吹扫床 的问题 ;
20 08年 20 0 8年 20 0 9年 2 0 0 9年 设 计值 ” 4月 1 0月 8月 1 0月
关于变压吸附制氢工艺影响氢气收率因素的分析

数)ቤተ መጻሕፍቲ ባይዱ%。
然而,由于原料气组分的不同,使得原料气的分子量发生
变化,继而导致流量计显示的流量出现偏差,用式(1)得到的
回收率不准确。这时,需要用物料守恒进行推导,得到计算公
式:
η=Ho×(Hi-Hd)Hi×(Ho-Hd)×100% (2) 式中:Ho-产品气氢含量( 摩尔分数),%
Hi-原料氢含量( 摩尔分数),% Hd-解吸气氢含量( 摩尔分数),% 式(2)的方法消除了流量误差的影响,只用各物料中氢 气的纯度计算,所以更为准确[2]。
3 操作压力对氢收率的影响分析
神华鄂尔多斯煤制油分公司变压吸附装置中,设计原料气 以流量168805Nm3/h、压力3.05MPa、温度31℃进入本工序,首 先经流量计计量,通过对原料气流量进行测量,使其流量连续 稳定地送入由十二个吸附塔(C2501-C2512)和一系列程控阀 组成的PSA系统。 酸性气脱除工序来的净化气中含有的CO、 CO2及部分CH4等杂质组分被吸附,产品氢气从吸附器顶部出 来,各经一组压力调节系统将压力调节至≥3.0MPa(a),产 品氢气汇总后用管道送出界外。再生阶段,首先将塔内气体从 吸附器底部排出(逆放),使其压力降至常压,再利用一台吸 附器的顺放气对另一台吸附器自上而下进行冲洗,进一步将吸 附器中剩余的杂质组分分离出来。逆放前期压力较高的解吸气 先经解吸气缓冲罐 后,再经一组压力调节系统调节压力,与逆
2 氢气收率计算
变压吸附装置制氢的回收率是指从原料气中回收的氢气所
占原料气中氢的百分比,简称氢气收率,常规计算公式如下:
η=(Fo×Ho)/(Fi×Hi)×100%
(1)
式中:η-氢气回收率,%;Fo-产品气流量(标准状 态),m3/h;Ho-产品气氢含量(摩尔分数),%;Fi-原 料气流量(标准状态),m3/h;Hi-原料气中氢量(摩尔分
氢气生产技术的改进与创新
氢气生产技术的改进与创新氢气作为一种清洁、高效的能源,受到越来越多人的关注和重视。
随着社会的发展和环境问题的日益凸显,成为了当前研究的热点之一。
在过去的几十年里,人们对氢气的生产技术进行了多方面的探索和改进,不断寻求更加环保、高效的生产方式,并取得了一定的成果。
传统的氢气生产技术主要包括炭氢化学法、水蒸气重整法、电解法等。
虽然这些方法在一定程度上能够满足氢气的需求,但是却存在着一些不足之处。
比如炭氢化学法产生二氧化碳等有害气体,水蒸气重整法存在能源浪费问题,电解法则存在电能利用率低的缺陷。
因此,如何改进和创新氢气生产技术,成为了当前研究的重要课题之一。
近年来,随着科技水平的不断提升,一些新型的氢气生产技术逐渐被引入到研究和实践中。
其中,太阳能水电解技术、生物质气化制氢技术、催化重组技术等备受关注。
太阳能水电解技术利用太阳能作为能源,通过电解水来产生氢气,不仅无污染、能源丰富,而且能够有效解决能源短缺问题。
生物质气化制氢技术则是利用生物质作为原料,通过气化反应来制备氢气,既能降低碳排放,又能有效利用再生能源。
催化重组技术则是通过催化剂引发氢气生成的化学反应,提高了生产效率和氢气纯度。
在氢气生产技术的改进与创新中,催化剂的研究和开发起着至关重要的作用。
催化剂作为氢气生产的关键,直接影响生产效率和氢气纯度。
传统的催化剂存在着稳定性差、成本高等问题,限制了氢气生产技术的发展。
因此,需要不断研究和开发高效、稳定的催化剂,以提高氢气生产技术的效率和经济性。
除了催化剂的研究,反应器的设计与改进也是氢气生产技术的重要方面。
传统的反应器存在着能源浪费、生产效率低等问题,需要不断优化和改进。
通过采用新型的反应器设计,提高反应器的稳定性和效率,能够进一步提高氢气生产技术的整体性能。
此外,智能化技术在氢气生产技术中的应用也逐渐受到关注。
智能化技术可以通过传感器、自动化控制等手段,实现对氢气生产过程的智能监控和调控,提高了生产的精准度和稳定性。
氢气提纯装置PSA单元常见故障及优化

氢气提纯装置PSA单元常见故障及优化发布时间:2023-02-23T00:51:58.315Z 来源:《中国科技信息》2022年第33卷17期作者:侯佳偲李佳园[导读] 随着原油逐渐劣质化重质化,加氢处理装置负荷提高。
侯佳偲李佳园中国石油锦州石化公司辽宁锦州 121001摘要:随着原油逐渐劣质化重质化,加氢处理装置负荷提高。
同时,随着全球气温变暖,低碳能源的发展提上日程,氢能源作为一种新型能源,具有来源多样、清洁低碳、灵活高效的特点,能够帮助可再生能源大规模消纳,实现电网大规模调峰和跨季节、跨地域储,可广泛应用于能源、交通运输、工业等领域。
以上应用均对纯度有较高要求,目前炼厂提纯氢气应用得最为广泛的技术就是变压吸附(PSA),优化PSA操作与降低故障故障率可实现氢气提纯装置“长满优”运行。
关键词:PSA;变压吸附;氢气;程控阀1.装置PSA单元概述概述锦州石化公司目前有四套装置内设有氢气PSA提纯单元:连续重整装置、新连续重整装置、制氢装置以及氢气回收装置,本次分析对象选用制氢装置以及氢气回收装置。
制氢装置PSA单元采用10-2-4工艺流程PSA H2提纯单元由十台吸附塔、三台缓冲罐、一套液压系统构成。
氢气回收装置PSA单元采用8-2-2PSA工艺流程,即装置的8个吸附塔中有2个吸附塔始终处于同时进料吸附的状态。
2.PSA单元常见故障2.1程控阀故障本装置的吸附与分离过程都是依赖于程控阀门的开关来实现切换的,因而程控阀门的开关控制是本装置最重要的控制部分。
PSA程控阀门的可靠性是装置整体可靠性的关键,其工艺要求特点是密封性能要求高、开关次数频繁,其中开关最频繁的程控阀每年开关次数可达13万次以上[1]。
氢气回收自2017年6月开车至2021年末,共发生19次程控阀故障,其中电磁阀4次,阀位回讯10次,阀门内漏5次。
程控阀的故障会直接导致程序自动切塔或操作员手动切塔操作。
切塔会影响产氢量和解吸气量,容易造成生产波动,严重时会对氢气和瓦斯系统造成影响。
氢气制取技术应用现状及发展趋势分析

要实现风电制氢技术的广泛应用,需要攻克一系列关键技术。其中,风电场的 建设和运营是其中的重要一环。未来风电场将朝着更大规模、更高效率、更低 成本的方向发展,为风电制氢提供稳定、充足的电力供应。此外,制氢工艺和 催化剂材料的研发也是关键,只有提高制氢效率和降低制氢成本的工艺和材料 才能更好地满足市场需求。
然而,氢气制取技术在工业领域的应用也存在一些问题。首先,制取氢气的成 本较高,限制了其在工业领域的大规模应用。其次,氢气制取过程中需要消耗 大量能源,且排放的二氧化碳也不利于环保。
2、化学领域
在化学领域,氢气制取技术主要用于合成氨、生产甲醇、合成石油等过程。此 外,氢气还可用于制备有机物、合成高分子材料等。在这些应用中,氢气作为 反应物或催化剂,能够提高反应效率和产物质量。
接下来,我们将详细介绍800Nm3/h甲醇水蒸汽重整制取氢气的工艺流程。该 流程包括反应器、催化剂、加热炉、冷凝器等主要设备。反应器是整个工艺的 核心,甲醇和水在这里进行化学反应。催化剂可以降低反应的活化能,提高反 应速率。加热炉用于提供反应所需的热量。冷凝器则用于将反应生成的气体冷 却并分离出液体水。
800Nm3/h甲醇水蒸汽重整制取氢气工程在实际应用中有许多优势。首先,该 工艺具有较高的氢气产率,可以满足大规模工业生产的需求。其次,甲醇作为 原料具有易于运输和储存的优势,可以适应各种复杂的环境条件。此外,该工 艺的能量利用率较高,可以有效降低生产成本。
在实际应用中,800Nm3/h甲醇水蒸汽重整制取氢气工程已经取得了良好的效 果。例如,某大型化工企业采用该工艺进行氢气生产,不仅满足了自身生产需 求,还通过对外供应氢气获得了良好的经济效益。该工艺的应用也推动了相关 领域的技术进步和发展。
然而,环保领域中的氢气制取技术应用仍存在技术和成本难题。一方面,与传 统能源相比,氢气的生产成本仍然较高;另一方面,氢气的储存和运输技术还 需要进一步完善。
氢气回收装置技术方案
氢气回收装置技术方案氢气回收装置是指在工业流程中,利用气体回收技术将废弃氢气进行回收和再利用的装置。
其主要作用是减少废弃氢气对环境造成的污染和损失,降低生产成本以及提高资源利用率。
本文将介绍一种常见的氢气回收装置技术方案。
一、氢气回收装置工作原理氢气回收装置主要由吸附罐、解吸罐、压缩机、冷却器、过滤器、加热器、阀门等设备组成。
其工作原理如下:1、吸附罐:将含氢气的废气通过吸附剂填充的吸附罐中,在吸附剂表面形成吸附层。
2、解吸罐:当吸附层达到一定厚度时,进入解吸罐中。
在加热和减压的过程中,吸附剂会逐渐释放吸附的氢气。
3、压缩机:将解吸出的氢气经过冷却、过滤后,再通过压缩机进行压缩。
4、加热器:在压缩前,需要对氢气进行预热,以提高氢气的压缩效率。
5、阀门:在氢气回收过程中,需要根据不同的工艺需求,通过控制阀门的开启和关闭,实现氢气的准确流动控制。
二、氢气回收装置技术方案的设计要点1、吸附剂的选择:吸附剂的选择应根据氢气回收的工艺条件和废气成分而定。
目前常用的吸附剂有活性炭、沸石、硅胶等,需要选择具有高吸附能力、高稳定性和容易再生的吸附剂。
2、解吸温度和压力的控制:解吸过程中,需要根据吸附剂的特性和氢气成分来确定解吸的温度和压力。
解吸温度不能过高,以防吸附剂发生变性,同时解吸压力要足够低,以降低解吸时的能量消耗。
3、压缩机的选型:压缩机需要根据氢气的流量和压力要求来进行选型,一般要求压缩机的排气压力不低于30MPa,同时需要具有高效率和低能耗。
4、加热器和冷却器的设计:加热器和冷却器的作用分别是对氢气进行预热和冷却,需要根据氢气的特性和工艺条件来进行设计,以保证氢气的压缩效率和稳定性。
三、氢气回收装置的应用氢气回收装置在石化、化工、发电等工业领域中得到广泛应用。
通过氢气回收技术,不仅可以减少氢气的废弃,还能节约能源、降低生产成本、提高资源利用率,同时也有利于环境保护。
因此,在未来的工业生产中,氢气回收装置技术将得到更广泛的推广和应用。
制氢装置PSA氢提纯讲解
XXXXX有限公司加氢精制和制氢联合装置200000Nm3/h 制氢装置PSA氢提纯单元操作手册XXXXXXX有限公司2007-1编制:校对:审核:审定:目录序言 (4)第一章概述 (5)第一节前言 (5)第二节装置概貌 (6)第三节设计基础 (7)第二章工艺过程说明 (8)第一节吸附工艺原理 (9)第二节工艺流程说明............................................................................... 错误!未定义书签。
第三章装置的操作 (20)第一节装置的开车 (20)第二节装置的运行 (25)第三节装置的停车 (28)第四章维修与故障处理........................................................................................ 错误!未定第一节故障查找指南 ................................................................................ 错误!未定义书签。
第二节故障处理 ........................................................................................ 错误!未定义书签。
第五章安全规程 (29)序言本操作手册是XXXXX有限公司专为XXXXXXX有限公司建设的200000Nm3/h制氢装置PSA氢提纯单元编写的。
用于向装置操作人员提供正确的操作步骤,以及预防和处理事故的方法。
本装置是采用变压吸附(简称PSA)法从变换气中提纯氢气的成套装置。
在启动和运行本装置前,要求操作人员透彻地阅读本操作手册及相关图纸。
因为,不适当的操作会导致运行性能低劣、产品不合格,甚至吸附剂损坏或造成安全事故。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附剂的氢气量 , 改善吸附剂再生效果 , 降低吸附剂
再 生后 的杂 质含 量 , 进一 步 增 加 值 , 产 品质 在 量 达到 要求 的前 提下 使分 周期 吸 附时 间达到 最优 状 态 , 而提 高产 品氢 的回收率 。 从 ( ) 一 阶 段 调 整 操 作 : 消 除 产 品 氢 质 量 1第 先 过 剩 , C C 控 制值 从 原来 的 1 L m 将 O十 O 0m / 提 高 到 3 L m 。将 值 逐 步 提 高 , 加 分 周 期 0m / 增 比较 表 1和表 2可 以看 出 , 通过 优化 操作 , 消 除产 品氢 质量过 剩 , 调整 顺 放 ( 向放 压 ) 力 等 顺 压
较高 。这 是 因为 , 附 分周 期 时 间长 则 吸 附 剂 上 吸
料 气在一 定压 力 下 通 过 吸 附剂 床 层 , 沸 点 的 杂 高 质组 分被 选择 性 吸 附 , 沸 点组 分 的氢 不 易 吸 附 低 而通 过 吸 附剂 床层 ( 为 产 品输 出 )从 而 达 到氢 作 ,
维普资讯
第 4 ̄ ( o 8 2o )
李正光等 .提高氢气提纯装置氢气 回收率 的工 艺改进
比较 [] 小氮肥 ,07,5 2 :1—1 J. 20 3 ( )1 3
置运 行处 于最 佳状 态 。
参 考 文 献
1 赵建恒 , 姚安. 变压吸附( S 过程 中吸 附剂再 生方法应用 及 P A)
好, 提高 吸附剂 再生 效果 , 进一 步 优化 调 整
值等参数增 加分周 期 吸附 时间 , 而 提高 氢气 从
回收率 。表 1和表 2分别 是 优 化 操 作 前 后 的数
据对 比
除了上述影 响因素外 , 原料气的含氢量 和流
量变化 , 提 高 回收率也 有着 较大 影 响 , 对 增加 原料 气氢 含量 在线 分 析 仪 , 可及 时根 据 原 料 气 氢 含 便 量 的波 动 对操作 参 数进 行 及 时 的调 整 , P A装 使 S
2 范志涛. 提高变压 吸附装 置 的产 品 回收率 [ ] 低温 与特气 , J.
20 2 ( )3 3 0 6,4 2 :3~ 5
Pr c s m p o e e to o e sI r v m n fHyd o e rfc to Pl n o r g n Pu i a in a tf r i
3S A氢气提纯装置采用了 1 一 — / 工 P O 3 4P
艺 , 3台吸 附罐 同 时进 料 ,0台 吸 附 罐 在 线 吸 即 1 附, 4次均 压 工艺 , 此 工艺 中每个 吸附器 在一 次 在
收稿 日期 : 0 8— 4— 0。 20 0 1
作 者简介 : 李正光 , 18 男,9 1年出生,0 3年毕业于江 苏石 油 20 化工学院 , 助理 工程 师。 目前在上海石化炼油事业部 1 炼油 联 合装 置从事 工艺管理 工作。
第4 期
20 年 8 月 08
%
常情 况下该 值 设 定 后 不再 进 行 修 改 。
为 流 量
表 1 优化 操 作 前 数 据
校正因子 , 主要作用是修正流量计的偏差 , 该值为 固定值。 为吸附剂状态参数 , 单位为 , 与吸附
剂再 生后 杂质 含 量 有关 , 生 后 吸 附剂 上 杂 质 含 再
使 值得到较大幅度调高, 分周期吸附时间得到 进一步 延 长 , 析气 中的氢 含量 明显 降低 , 均氢 解 平 气回收率明显得 到提高 , 调整后 的氢气回收达到 9 .4 , 13 % 较调 整前 的 8 . 4 9 7 %有 了 明显 的提高 。
4 0调至 4 0时 , 品质量 产
2 E R) 升压 平 衡 1 E R) (2 、 ( 1 以及 最 终 升 压 ( R) F
( 2 10 ~ 0 、 台解吸气缓 冲罐 ( 2 1 、 A 0/ 1 1 ) 1 V 0 ) 1台
解吸气混合罐 ( 22 和 8 V 0 ) 2台程控阀组成 , 采用 变压吸附分离气体 的工艺 , 含氢混合气 中提取 从 纯氢 。该 装 置原 料 来 自于 上 海赛 科 石 化 的 副 产 氢、 上海 石 化 的乙烯氢 和 33M/ 柴 油 加氢 装 置 . ta
等 1 步骤 ,0个 吸 附器 在 程 序 的安 排 上 相 互 5个 1 错开 , 以保证 原料 连续 输入 和产 品不 断输 出 。 2 氢气 回收率偏 低 的原 因分析 及提 高方 法 变压 吸附 的工作 原 理是 以 吸 附剂 ( 孔 固体 多 物质 ) 内部 表 面 对 气 体 分 子 的物 理 吸 附为 基 础 , 利 用 吸附剂 在相 同压 力 下 易 吸 附高 沸 点组 分 , 不 易 吸 附低 沸 点组 分 和 高压 下 吸 附量 增 加 ( 附 组 吸
PA分 周期 吸 附时 间 t S a的计算公 式 :
K 。 — K —
— —
收率的主要原则就是在保证产品氢质量合格 的前 提 下 , 高分 周期 吸附时 间 。 提
1 P A 装 置 吸附流 程 的介绍 S
2
x
FL — 1 3 —I2 +K Q— — C0
—
式 中 K 为装 置 的状 态参 数 , 装 置所选 用 的 与 吸 附罐 内的 吸 附剂 床 层 体 积 有关 , 位 为 m , 单 正
生效 果 也可 以使 得 吸 附 时 间增 加 , 而 提 高 氢气 从 回收率 。
() 2 第二 阶段优 化操作 : 在保 证产 品质量合 格 的前 提 下 , 过 调 整顺 放 ( 向放 压 ) 力 , 通 顺 压 增
加顺 放 气 的 量 ( 增 加 吸 附 剂 冲洗 量 ) 减 少 逆 即 , 放 氢 气 量 , 吸 附 剂 冲 洗 得 更 彻 底 , 生 效 果 更 使 再
杂质含 量 高 , 相 同 的解 析条 件下 , 在 吸附剂杂 质 含 量 高将 影 响下一 周 期 吸 附效 果 , 成 产 品 氢气 中 造
杂质含 量相 对 较 高 ¨ 。 因此 提 高 该 装 置 氢 气 回 j
和杂质组分的分离 , 然后在减压下解析被吸附的 杂 质组分 使 吸 附剂 获 得再 生 , 以利 于下 一 次 再 进 行 吸 附分 离杂 质 。
循环中均需经历 吸附( 、 A) 降压平衡 1 E D 、 ( 1 ) 降
维普资讯
石 油 化 工 技 术 与 经 济
T c n l g & Ec n mis i er c e c l e h oo y o o c n P to h mia s
第2 卷 4
出现 不合 格 ( O十C 含 量 超 过 3 / , C O 0mL m ) 因
此将 值设定在 3 。调整操作后解析气 中的氢 5
含量 有所 下 降 , 氢气 回收率有 所提 高 。
影 响 P A氢 气 提 纯 装 置 回收 率 的主 要 因 素 S
为原料气在吸附剂上 的吸附时间, 在保证产 品氢 气质量合格的前提下 , 最大程度的增加吸附时间, 可提 高 产 品氢气 的 回收 率 。 同 时 , 善 吸 附剂 再 改
量越 低 , 则 可 设 置得 越 高 , 分周 期 吸 附时 间将
得 到延长 ; 而再 生 后 吸 附 剂 上 杂质 含 量 可 根 据产
品氢气 中杂 质含 量 判 断 , 品 氢 中杂 质含 量 低 则 产 说 明再 生后 吸 附剂 上 杂 质 含 量低 , 品氢 中杂 质 产
含量高则说明再生后吸附剂 上杂质含量高 , 因此
的脱 硫 后 的 少 量 低 分 气 , 品 氢 气 纯 度 达 到 产 9 .5 ( 9 9 % 物质 的量 比) 产 品氢气 中 的杂质 C , O+ C , 0 m / 3 P A装 置 于 2 0 O ≤1 L m , S 0 5年 7月 6 日 建成 投入 运行 。 该装 置 自投 入运 行 以来 , 品氢 气 回收 率 偏 产
间。
3 优 化工 艺参 数 、 整 值 , 高 回收 率 调 提 在 优 化工艺 参数 、 整操作 的第 一 阶段 , 调 首先
消除产 品氢质量过剩 , 增加 可调节变量 值 , 提
高分周 期 吸附 时间 , 在将产 品氢 中 C O十C 含 量 O
适 当上调的前提下提高氢气 回收率 ; 然后 进行第
维普资讯
第2 卷 4
20 年 08
第4 期
8 月
石 油 化 工 技 术 与 经 济
Te hn lg & Ec n mi si to h mi as c oo y o o c n Per c e c l
提高氢气提纯装置氢气 回收率 的工艺 改进
可 根 据 产 品 氢 气 中 的 杂 质 含 量 来 调 整 。
F I2 1 QC 0 为原 料气 流量 , 位 为 m / ( 准 状 单 h 标
态 ) 。
装 置运 行时 , 料 气 流 量 取 上一 分 周 期 的平 原
均值 ( 自动跟踪 ) K 、 2 由设计 提供 , ; K 值 不作调 整, 因此仅通过调 整 K 值 来改变分周 期吸 附时 3
李正光 黄 纪 军 彭 宇 慧
( 中国石化上海石油化工股份有限公司炼油事业部 , 04 ) 2 50 0
摘 要 : 介绍了上海石化 3 氢气提纯 ( S 装 置的工艺运 行情况 , 对产 品氢 气 回收率 偏低 的原 因进行 P A) 并
了分析 。通过提高分周期吸附时间、 降低 顺放 ( 向放压 ) 力等方法 改善吸 附剂的再 生效果 , 顺 压 从而 有效地
分 ) 低压 下 吸 附量 减小 ( 析 组分 ) , 解 的特 性 , 原 使
低 , 为 8 9 % 。影 响 氢气 回收 率 的 主要 因素 仅 5~ 0 是原 料气 在 吸附罐 中的停 留时 间即 吸附分周 期 时 间, 吸附分 周期 时 间长则 说 明吸 附充分 , 对提 高 回 收率有 利 , 产 品氢气 中杂质 C 但 O+C , 量 相对 O含