钳工等级考证图纸
钳工实训图纸

学号
图号
02
任务三:制作T形板
加工要求:1、划出内T形全部加工线;
2、钻排孔后錾去余料锯;
日 期
签 字
T形板
制图
审核
比例
1∶1
材料
45钢板
标准
数量
1
乐至县高级职业中学
学号
图号
03
任务四:制作工形板
加工要求:1、通过锯、錾、锉、钻等操作完成工件;
2、各精度可降低;
日 期
签 字
工形板
制图
学号
图号
05
任务八:锉配凹凸体
加工要求:1、注意配合间隙;
日 期
签 字
凹凸体配合
制图
审核
比例
1∶1
材料
45
标准
数量
1
乐至县高级职业中学
学号
图号
07
任务九:制作V形镶配
日 期
签 字
V形镶配
制图
审核
比例
1∶1
材料
45钢板
标准
数量
1
乐至县高级职业日 期
签 字
螺纹孔板
制图
审核
审核
比例
1∶1
材料
45钢板
标准
数量
1
乐至县高级职业中学
学号
图号
04
任务六:制作凸形块
加工要求:1、学会攻丝.
日 期
签 字
凸形块
制图
审核
比例
1∶1
材料
45钢板
标准
数量
1
乐至县高级职业中学
学号
图号
06
任务五:制作E字板
中级钳工图纸
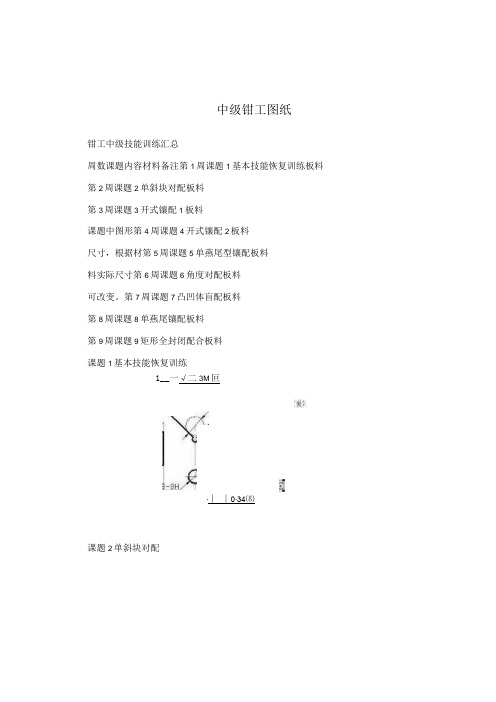
中级钳工图纸钳工中级技能训练汇总周数课题内容材料备注第1周课题1基本技能恢复训练板料第2周课题2单斜块对配板料第3周课题3开式镶配1板料课题中图形第4周课题4开式镶配2板料尺寸,根据材第5周课题5单燕尾型镶配板料料实际尺寸第6周课题6角度对配板料可改变。
第7周课题7凸凹体盲配板料第8周课题8单燕尾镶配板料第9周课题9矩形全封闭配合板料课题1基本技能恢复训练1__一√二3M叵∙∣÷∣0∙34⑻课题2单斜块对配课题3开式镶配120.02珀O1 .2C呢,I A6C,07dj∕T课题4开式镶配22-≡7TnTnrzTTTF5课题5单燕尾型镶配技术要求 1键"方法不许推'户在族优劣处 R<0.20.梭通去毛*・□⅜1ΛO.5Γ 2,作U 按件1沿制面的作用问察不大于0.04 3.候配时不衿般打S 人,件I 与件IJ 配合府外侧60*0.)2把边不大于0.06. 4,港备H 间W 分甘,加工IM 网不许延长技术要索 11G 新饼二生%m∣H411C⅛.1.令11摊【啾,密静糠看坏大于口,:14,3触」肝收好、包,|比 4.τ⅛wm⅛.⅜t 05x45β.课题6角度对配 课题7凸凹体盲配rt林2MA碎卬ITIWC04”Mg(14”i・课题8单燕尾镶配T照,货配课题9矩形全封闭配合触魏1抑储I 右HW 2 .件II 错”E 3 .船粘股筋转轴孔K 附科 4虹耒■钺3口醇附MsWr5.1⅜RI⅜fiO⅝,6.髭雒氏於2 Λ.s.o^o^AT iT。
国家职业资格机械鉴定工种含证书样本图文
国家职业资格证书机械行业特有工种职业技能鉴定浙江考证培训管理服务中心机械业特有n种职业能鉴定项目简介发证机关:人力资源和社会保障部职业技能鉴定中心(暨人力资源和社会保障部中国就业培训技术指导中心),是人力资源和社会保障部的直属事业单位,主要负责全国就业、职业培训的技术指导以及职业技能鉴定的技术指导和组织实施工作。
就业准入:所谓就业准入是指根据《劳动法》和《职业教育法》的有关规定,对从事技术复杂、通用性广、涉及到国家财产、人民生命安全和消费者利益的职业(工种)的劳动者,必须经过培训,并取得职业资格证书后,方可就业上岗。
实行就业准入的职业范围由劳动和社会保障部确定并向社会发布。
等级设置我国职业资格证书分为五个等级:初级(国家职业资格五级)、中级(国家职业资格四级)、高级(国家职业资格三级)、技师(国家职业资格二级)和高级技师(国家职业资格一级)。
申报要求参加不同级别鉴定的人员,其申报条件不尽相同,考生要根据鉴定公告的要求,确定申报的级别一般来讲,不同等级的申报条件为:中级鉴定:必须是取得初级技能证书并连续工作5年以上、或是经劳动行政部门审定的以中级技能为培养目标的技工学校以及其他学校毕业生;高级鉴定:必须是取得中级技能证书5年以上、连续从事本职业(工种)生产作业可少于10年、或是经过正规的高级技工培训并取得了结业证书的人员;鉴定内容依据国家职业(技能)标准、职业技能鉴定规范(即考试大纲)和相应教材来确定的,并通过编制试 卷来进行鉴定考核鉴定方式职业技能鉴定分为知识要求考试和操作技能考核两部分。
知识要求考试一般采用笔试,技能要求 考核一般采用现场操作加工典型工件、生产作业项目、模拟操作等方式进行。
计分一般采用百分制, 两部分成绩都在60分以上为合格,80分以上为良好,90分以上为优秀。
H TT IIL1HM lx*d /3«.«kui IhLBw中平人氏共和国四缜/中飙联.ift l\ia<l.hiMi^Mrn 也 ill Idffwi国家实施职业技能鉴定的主要内容包括:职业知识、操作技能和职业道德三个方面。
钳工技能大赛训练图纸
钳工技能大赛训练图纸 The manuscript was revised on the evening of 2021
“钳工加工工艺”一般操作流程
识读零件图
截取零件毛坯
选择加工基准
基准面加工
划线
锯割加工零件的外形
钻孔加工
各零件表面的粗加工(锉销加工)
各零件表面的精加工(锉销加工)
对照零件图纸及技术要求检验零件
任务一:斜块配
任务二:外开放斜块配一
任务三:外开放斜块配二
任务任务四:外开放斜块配三
任务五:外开放斜块配四
任务六:凸凹体配合件
注意:运用3mm的工艺孔加工。
任务七:V型块配合加工
技术要求及注意事项要求:
1.件2按件1配作,配合面清毛刺。
2.配合(翻转180度配合)间隙。
3.其余锐边倒圆。
4.参赛选手在开赛前5分钟内,检查好来料尺寸,比赛中不予调换。
5.时间小时;请参赛选手,安排好工艺,赛出水平。
钳工竞赛图纸

R规
5~14.5mm
1
200mm(5号纹)
1
V型架
Φ20mm×15mm
1
钳工常用工具
锯弓、锯条、手锤、錾子、划针、划规、样冲、钢板尺、软钳口、锉刀刷、机油等
整形锉
1
半圆锉
100mm(5号纹)
1
四、零件图
0.01mm
1
平 锉
300mm(1号纹)
1
25~50mm
0.01mm
1
150mm(1号纹)
1
50~75mm
0.01mm
1
200mm(4号纹)
1
百分表
0~0.8mm
0.01mm
150′
1
150mm(5号纹)
1
表架
1
100mm(5号纹)
1
90°角尺
100×63mm
精度1级
5
方箱
150
个/4人
精度1级
6
砂轮机
台/20人
2、画线平台、钻床、砂轮机、钳台及附件配套齐全,布局合理。
三、工具刃具准备
名称
规格
精度
(读数值)
数量
名称
规格
精度
(读数值)
数量
高度游标尺
0~300mm
0.02mm
1
直柄麻花钻
Φ4mm
1
游标卡尺
0~150mm
0.02mm
1
Φ8.8mm
1
千分尺
0~25mm
三工具刃具准备名称规格精度名称精度读数值高度游标尺0300mm002mm游标卡尺0150mm002mm025mm001mm千分尺2550mm001mm5075mm001mm百分表008mm001mm90角尺10063mm一级刀口尺125mm正弦规100mm80mm一级量块38检验棒4mm20mmh7塞尺00205mm半圆锉100mm四零件图150mm锯弓锯条手锤錾子划针划钳工常规样冲钢板尺软钳口锉刀用工具刷机油等
中级钳工图纸

板料
课题1基本技能恢复训练
课题2单斜块对配
课题3开式镶配1
课题4开镶配2
课题5单燕尾型镶配
课题6角度对配
课题7凸凹体盲配
课题8单燕尾镶配
课题9矩形全封闭配合
钳工中级技能训练汇总
周数
课题内容
材料
备注
第1周
课题1基本技能恢复训练
板料
课题中图形尺寸,根据材料实际尺寸可改变。
第2周
课题2单斜块对配
板料
第3周
课题3开式镶配1
板料
第4周
课题4开式镶配2
板料
第5周
课题5单燕尾型镶配
板料
第6周
课题6角度对配
板料
第7周
课题7凸凹体盲配
板料
第8周
课题8单燕尾镶配
板料
第9周
钳工竞赛图纸
钳工竞赛图纸
一、材料准备要求:
1、材料准备
序号
材料名称
规格
数量
备注
1
45
Φ76×11mm
1
2、按考试人数准备
二、设备准备
1、以下所需设备由考场准备
序号
名称
规格
数量
备注
1
台钳工位
150(台钳)
个/1人
2
台钻
Z412
台/8人
3
平口钳
125
个/8人
4
平板
300×400
块/2人
精度1级
5
方箱
150
个/4人
精度1级
6
砂轮机
台/20人
2、画线平台、钻床、砂轮机、钳台及附件配套齐全,布局合理。
三、工具刃具准备
名称
规格
精度
(读数值)
数量
名称
规格
精度
(读数值)
数量
高度游标尺
0~300mm
0.02mm
直柄麻花钻
Φ4mm
1
游标卡尺
0~150mm
0.02mm
1
Φ8.8mm
1
千分尺
0~25mm
0.01mm
1
平锉
300mm(1号纹)
1
25~50mm
0.01mm
1
150mm(1号纹)
1
50~75mm
0.01mm
1
200mm(4号纹)
1
百分表
0~0.8mm
0.01mm
150mm(4号纹)
1
万能角度尺
0°~320°