钳工竞赛图纸
钳工初、中、高考级图(全面)

标准文档
考试图纸:
实用文案
标准文档 实用文案
标准文档 实用文案
标准文档 实用文案
标准文档 实用文案
标准文档
中级工:
实用文案
标准文档 实用文案
标准文档 实用文案
标准文档 实用文案
标准文档 实用文案
标准文档 实用文案
标准文档 实用文案
标准文档 实用文案
标准文档 实准文档 实用文案
标准文档 实用文案
标准文档 实用文案
标准文档 实用文案
高级工:
标准文档
实用文案
标准文档 实用文案
标准文档 实用文案
标准文档 实用文案
钳工实际加工考试项目(加工图纸和评分表)

项目一加工样板1备料图试题图3.竞赛规则(1)本题分值100分。
(2)竞赛时间120分钟,全过程按评分标准对结果进行评分。
(3)从进入考场开始计时。
(4)考试时,提前完成操作不加分,超过规定操作时间按规定标准评分。
(5)考场准备材料,工具、用具、量具自带。
(6)必须穿戴好劳动保护用品,携带必要的证件,证件在整个考试期间必须放置在钳台上。
(7)必备的工具、量具准备齐全。
(8)按图纸要求进行操作。
(9)符合安全文明操作。
(10)不准携带非标准量具(自制量块模块等)。
(11)不准用砂纸、刮刀、油石等。
(12)如操作违规将停止考试4.准备要求(1)材料准备5.评分细则钳工加工样板技能考核评分表准考证号:工位号: 板件编号:试题名称:加工样板考试时间:120 分钟序号考核内容考核要点配分评分标准评价结果扣分得分备注5 术要求2 超差扣2分66 每超差1处扣2分8 每少一项扣1分7 Φ3(4处) 4 每超差1处扣1分8 配合间隙0.06mm(4处)9 每超差1处扣3分9表面粗糙度12 每超差1处扣1分10 各加工面锉纹整齐一致6 每超差1处扣1分11 锯口直线度和平行度 4 每超差1处扣2分12 安全文明生产现场清扫干净规定时间内完成3 每少一项扣1分安全文明生产遵守安全操作规程; 3 每少一项扣1分合计100。
钳工实习图纸精选全文

考核项目
考核内容
考核要求
配分
评分标准
扣分
得分
主
要
项
目
尺寸精度
30±0.15
10
超差不得分
尺寸精度
20±0.04
8
超差不得分
对称度公差
0.06
10
超差不得分
尺寸精度
26±0.20
8
超差不得分
尺寸精度
40±0.04(2处)
10
超差不得分
平行度公差
0.04(3处)
15
超差不得分
一
般
项
目
表面粗糙度
3.2 (7处)
14
超差不得分
垂直度公差
0.04(5处)
12
超差不得分
螺纹孔
M8
2
不合格不得分
两孔精度
2 x
4
超差不得分
表面粗糙度
1.6 (2处)
4
超差不得分
尺寸精度
12±0.2
2
超差不得分
倒角
C1.5
1
超差不得分
安全及文明生产
根据实际情况酌情扣分
扣分不超过10分
ห้องสมุดไป่ตู้工时定额
2
根据超工时定额情况扣分
中级钳工图纸
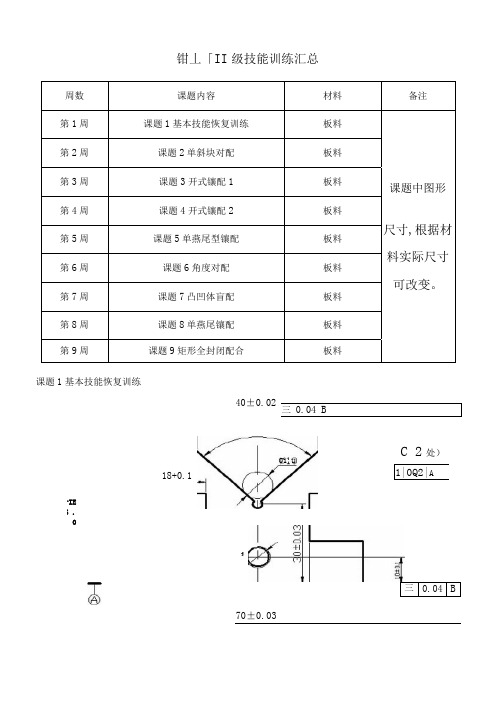
钳丄「II 级技能训练汇总周数 课题内容材料备注第1周 课题1基本技能恢复训练板料第2周 课题2单斜块对配 板料第3周 课题3开式镶配1 板料 课题中图形第4周 课题4开式镶配2 板料 尺寸,根据材 料实际尺寸 可改变。
第5周 课题5单燕尾型镶配 板料 第6周 课题6角度对配 板料 第7周 课题7凸凹体盲配 板料第8周 课题8单燕尾镶配 板料第9周课题9矩形全封闭配合板料课题1基本技能恢复训练三 0.04 B三 0.04 B70±0.03E.04-I S01 u18+0.1C 2处)1|0Q2|AT40±0.0225±0.021 0.0A.S.+I戈E.omoo十ICOIm其余un2±0.05课题3开式镶配120.02±0.0140±0.130-0.0820±0g8S・4-I\P9SC5+I寸UO寸二〕4-leb—」0.02 c2-01OH7M A-Az..(窖)SIOIHO96l).07±QtQlI A80,09±0,1^0.68+0.01技术要求1. 各配合面间隙小于0・042. 镶配图C-C 不直度允差0. 043. 两孔距52 ±0. 15两次镶配后测呈均达 要求4•去毛刺、倒角0.3*45° ,孔口倒角0.5*45°技术要求1、 锂削方法不许推、铲挫法锐角处 R<0・20,棱边去毛剌,口削角0.5X 。
2、 件□按件I 沿型面的作用间隙不大于 0. 043. 镶配时不许敲打压入,件I 与件n 配 合后外侧60 ± 0・02挫边不大于0. 06.4. 淮备时间30分钟,加工时间不许延长5X450技术要求1. & 为不锂加工磅昜若加工者扣曲殂一10分。
W,件II 按件IWK 酪合嘀隙单画不大于0.04. 3冷拗工丙不弃用纱布、油石打光 4, 不许囲推铲毬方法加二5, 不允许有煽堵现^林注缁埶二其余的去毛刺'孔口側角 0.5x45° .in oG J U 十Iin <u1.考生不电自幘升工也 oum.2点租耀粘舵配骼 榕關曙0.04釣① ffiWi<0.04nn 6S R 0SJ|0.03 c |0.0^380 土 08K£)— a.iD1 0.03三|冲|创 1」0・025 8.05课题8单燕尾镣配技术要求1,以件1铿配件22•所有锂削平面与基准A 垂直度为0,02mm 、V ° 3. 配合间隙0・05mm._4. 配合面两侧错位呈D ・06mm. 单骐E 尾镶配5. 翻转配合对称度0. 06mrn ・课题9矩形全封闭配合60-0.04630s.sLn寸40±0.10 90±0,022CS3-=-10.0GO3-08H82—^。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
R规
5~14.5mm
1
200mm(5号纹)
1
V型架
Φ20mm×15mm
1
钳Hale Waihona Puke 常用工具锯弓、锯条、手锤、錾子、划针、划规、样冲、钢板尺、软钳口、锉刀刷、机油等
整形锉
1
半圆锉
100mm(5号纹)
1
四、零件图
0.01mm
1
平 锉
300mm(1号纹)
1
25~50mm
0.01mm
1
150mm(1号纹)
1
50~75mm
0.01mm
1
200mm(4号纹)
1
百分表
0~0.8mm
0.01mm
150mm(4号纹)
1
万能角度尺
0°~320°
2′
1
150mm(5号纹)
1
表架
1
100mm(5号纹)
1
90°角尺
100×63mm
精度1级
5
方箱
150
个/4人
精度1级
6
砂轮机
台/20人
2、画线平台、钻床、砂轮机、钳台及附件配套齐全,布局合理。
三、工具刃具准备
名称
规格
精度
(读数值)
数量
名称
规格
精度
(读数值)
数量
高度游标尺
0~300mm
0.02mm
1
直柄麻花钻
Φ4mm
1
游标卡尺
0~150mm
0.02mm
1
Φ8.8mm
1
千分尺
0~25mm
一级
1
三 角 锉
150mm(1号纹)
1
刀口尺
125mm
150mm(3号纹)
1
正弦规
100mm×80mm
一级
1
150mm(4号纹)
1
量块
38块
一级
1
150mm(5号纹)
1
检验棒
Φ4mm×20mm
H7
1
圆 锉
250mm(2号纹)
1
铰杠
1
250mm(3号纹)
1
塞尺
0.02~0.5mm
1
200mm(4号纹)
2011年吉林省辽源市技能大赛
钳工竞赛图纸
一、材料准备要求:
1、材料准备
序号
材料名称
规格
数量
备注
1
45
Φ76×11mm
1
2、按考试人数准备
二、设备准备
1、以下所需设备由考场准备
序号
名称
规格
数量
备注
1
台钳工位
150(台钳)
个/1人
2
台钻
Z412
台/8人
3
平口钳
125
个/8人
4
平板
300×400
块/2人