UG修改后处理文件的路径ppt课件
UG中如何修改后处理使数控程序头中包含程序的名字
如何修改后处理使数控程序头中包含程序的名字? (加工)
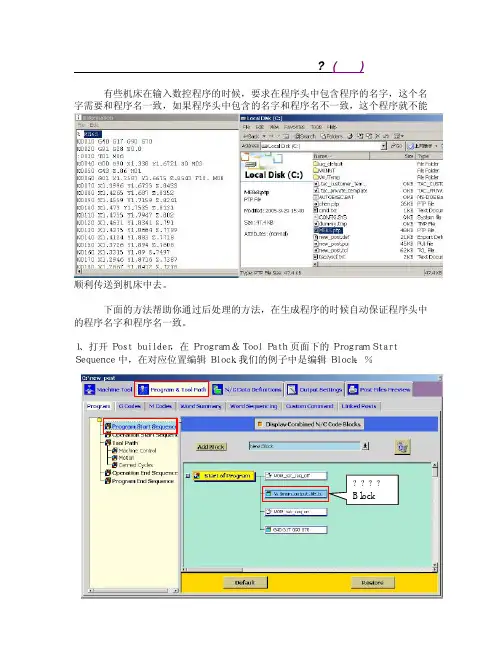
有些机床在输入数控程序的时候,要求在程序头中包含程序的名字,这个名字需要和程序名一致,如果程序头中包含的名字和程序名不一致,这个程序就不能
顺利传送到机床中去。
下面的方法帮助你通过后处理的方法,在生成程序的时候自动保证程序头中的程序名字和程序名一致。
1、打开Post builder, 在Program & Tool Path 页面下的Program Start
Sequence 中,在对应位置编辑Block.我们的例子中是编辑Block: %
????
Block
2. 在编辑对话框中,添加一个Text字段,字段的之值为:
¥mom_output_file_basename
3、这样,就可以在后处理输出程序的时候,自动保证程序名之间的统一。
提示:修改后处理之前,注意备份原来的后处理文件!!! 。
UG_后处理技巧说明[1]
![UG_后处理技巧说明[1]](https://uimg.taocdn.com/24bd418d5a8102d277a22f9c.webp)
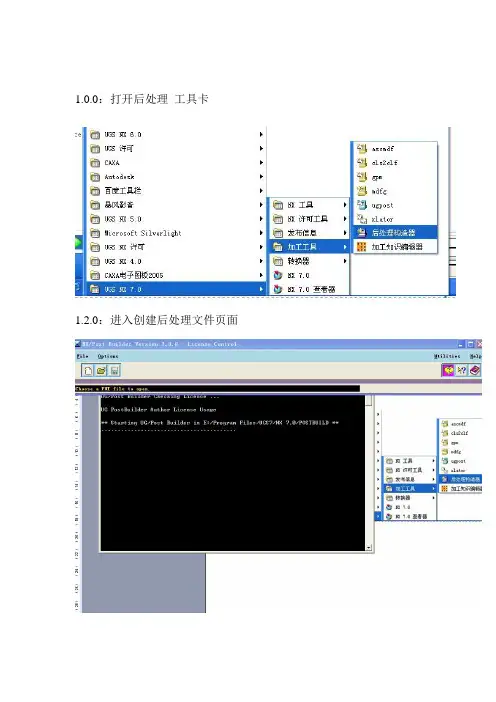
U G_后处理技巧说明[1]标准化文件发布号:(9312-EUATWW-MWUB-WUNN-INNUL-DDQTY-KIIUG 后处理(后面有点UG与VERICUT)要适当的提高自己的英语水平1.0.0:打开后处理工具卡1.2.0:进入创建后处理文件页面1.2.1 创建一个新的后处理文件这里输入文件名(英文)此区域 Inches 英制单位 Millimeters 公制设定此区域轴选项 3-轴 4-轴或5轴这里只讲解 3轴通用设定此区域为机床类型设定 Generic 通用的 Library 浏览自带机床 User’s 用户自定义此区域描述你的后处理单只能输入英文选择完自己需要的格式后处理单击OK 进入下一步这一选项可以显示你选择机床类型 4轴 3轴或你自定义的机床这一区域是你的输出是否记录选项此区域左边为机床行程数据右边为机床原点数据此区域左边为机床精度小数右边为机床快速进给G00速度其他选项默认就可以了这一选项进行修改你的程序头程序尾中间换刀程序衔接道具号道具属性显示的添加进行讲解此选项为程序头选项此选项为增加程序条命令点击它可以拖入程序条就像这样这里的垃圾桶通样你不想要的此条可以删除下面讲解通用的编程设置下面图片是默认的设置此选项为N码关闭此选项为N码开启一般都是把这条此选项需要更改改成你需要的 G40 G49 G80 G90既可单击这条词条就可修改进入下一画面把不需要的拖入垃圾桶通过此选项里的代码你可以找到你想要的改好后点击OK既可安全起见最好加入个Z轴回零命令拉入一个词条框添加一个新的词条框如果你想把词条框放在哪个词条框的周围只要看好词条对应放置位置变白既可松掉鼠标下面进入新词条选项里点击这里可以加入你要的词条而我们需要的是 G00 G91 G28 Z0 命令可以用文本形式输入就是这里选择第二个选项“TEXT”文本点击 Add word 拉入这个区域同样变白放置输入你要的文本G00 G91 G28 ZO 点击OK 既可程序头设定完成就是这个效果看下图如果需要加入O号下面编辑你的换刀过程点击中文意思就是操作开始步骤在这里你可以加入你需要的道具信息 N号的开关 M8 M9的开关设置 G43H00等设置下面先讲解 N号的加入加入N号我们只需要拉两个 N号开关词条就可以选择这一选项拉到上面是N号开然后拉入在下面既可下面加入刀具信息找到这个选项操作员消息拉入 N号关后面输入命令MOM_output_literal “( 刀具名称:$mom_tool_name )”MOM_output_literal “( 刀具直径:$mom_tool_diameter )”MOM_output_literal “( 刀具R角半径:$mom_tool_corner_radius )”想要哪个信息就输入哪行如果要两个以上就飞边拉入词条输入这项编辑完毕单击蓝色的区域机床控制 Machine Control 进入一下界面我们只要在G43后加上M8既可完成此项设定然后点击进程动作设定我们只需要修改中间的那个 G02 G03的进入下一页面该为Vector-Arc Start to Center修改后OK 推出不改出程序带R的带圆的程序就是乱做一团。
ug的ISV机床仿真与后处理ppt课件

© UGS Corp. 2007. All rights reserved.
Installed Machines (NX5)
8
© UGS Corp. 2007. All rights reserved.
CSE Simulation Engine
Encapsulation of RealNC In NX5, OOTB support for
Machine tool model Tools Fixtures
Machine tool controller
Created in Post Builder
• Complete solution inside NX
• Common data is shared by all applications
NX5
Common Simulation Engine (CSE)
Encapsulation of RealNC for ISV Encrypted XML OOTB machine configurations provided by development
6
© UGS Corp. 2007. All rights reserved.
ISV-集成的工几何 创建或编辑父节点数据
程序组
刀具组
加工几何组 加工方式组
创建操作 产生刀具轨迹 刀具轨迹验证
ISV
后置处理
NC代码 © UGS Corp. 2007. All rights reserved.
2
Complete Machining Solution with NX
ISV Advanced Simulation
External PTP file
UG6.0后置处理设置经验之谈
1.0.0:打开后处理工具卡1.2.0:进入创建后处理文件页面1.2.1 创建一个新的后处理文件这里输入文件名(英文)此区域Inches 英制单位Millimeters 公制设定此区域轴选项3-轴4-轴或5轴这里只讲解3轴通用设定此区域为机床类型设定Generic 通用的Library 浏览自带机床User’s 用户自定义此区域描述你的后处理单只能输入英文选择完自己需要的格式后处理单击OK 进入下一步这一选项可以显示你选择机床类型4轴3轴或你自定义的机床这一区域是你的输出是否记录选项此区域左边为机床行程数据右边为机床原点数据此区域左边为机床精度小数右边为机床快速进给G00速度其他选项默认就可以了这一选项进行修改你的程序头程序尾中间换刀程序衔接道具号道具属性显示的添加进行讲解此选项为程序头选项此选项为增加程序条命令点击它可以拖入程序条就像这样这里的垃圾桶通样你不想要的此条可以删除下面讲解通用的编程设置下面图片是默认的设置此选项为N码关闭此选项为N码开启一般都是把这条此选项需要更改改成你需要的G40 G49 G80 G90既可单击这条词条就可修改进入下一画面把不需要的拖入垃圾桶通过此选项里的代码你可以找到你想要的改好后点击OK既可安全起见最好加入个Z轴回零命令拉入一个词条框添加一个新的词条框如果你想把词条框放在哪个词条框的周围只要看好词条对应放置位置变白既可松掉鼠标下面进入新词条选项里点击这里可以加入你要的词条而我们需要的是 G00 G91 G28 Z0 命令可以用文本形式输入就是这里选择第二个选项“TEXT”文本点击 Add word 拉入这个区域同样变白放置输入你要的文本G00 G91 G28 ZO 点击OK 既可程序头设定完成就是这个效果看下图如果需要加入O号下面编辑你的换刀过程点击中文意思就是操作开始步骤在这里你可以加入你需要的道具信息 N号的开关 M8 M9的开关设置 G43H00等设置下面先讲解 N号的加入加入N号我们只需要拉两个 N号开关词条就可以选择这一选项拉到上面是N号开然后拉入在下面既可下面加入刀具信息找到这个选项操作员消息拉入 N号关后面输入命令MOM_output_literal “( 刀具名称:$mom_tool_name )”MOM_output_literal “( 刀具直径:$mom_tool_diameter )”MOM_output_literal “( 刀具R角半径:$mom_tool_corner_radius )”想要哪个信息就输入哪行如果要两个以上就飞边拉入词条输入这项编辑完毕单击蓝色的区域机床控制 Machine Control 进入一下界面我们只要在G43后加上M8既可完成此项设定然后点击进程动作设定我们只需要修改中间的那个 G02 G03的进入下一页面该为Vector-Arc Start to Center 修改后OK 推出不改出程序带R的带圆的程序就是乱做一团。
UG NX8.0数控加工基础及应用第5章后处理
第五章 后处理
• • • • • • • • • • • 2.设置新建参数 显示参数: 1)机床显示:【Display Machine Tool】,以状态树显示机床; 2)后处理输出单位显示:【Post Output Unit:Metric】; 设置参数: 3)输出圆形记录【Output Circular Record】:选“是”。 4)机床线性行程限制【Linear Aris Travel Linits】:用来设置机床的工作行程 ,设为X“1500”,Y“1500”,Z“1500”; 5)回零位置【Home Position】:设置机床回零位置,设置为X“0”,Y“0”, Z“0”。 6)线性运动分辨率【Linear Metion Reselution】:【最小值】设为0.001; 7)移刀进给率【Traversal Feed Rate】:【最大值】设为“15000”; 其他参数限制默认设置,如图5-6所示。
第五章 后处理
• • • • • • • • 3)选择机床类型 【Machine Tool】区域选择【机床类型】,选择铣床【MILL】; 4)选择机床轴数 【轴】选项【3-轴】【4-轴】或【5轴】,用来设置机床加工联动轴数 ,在此选择【3轴】; 5)设置机床控制系统 在制器【Controller】区域选择机床控制类型,【Generic】为通用的 ;【Library】为浏览自带机床,【User’s】用户自定义。 选择,单击【OK】进入下一步,如图5-5所示。 图5-5 创建新文件
第五章 后处理
后处理
【教学提示】 任何自动编程软件都需要后处理程序将加工生成的轨迹变成数控机床所能够 执行的程序,即NC代码。 【教学要求】 后处理概述 后处理创建设置 后处理参数设置 后处理应用
UG-后处理程序解析
G05 P0 (程序尾输出高速结束格式) MOM_do_template end_of_program_1 取消输出 # MOM_do_template end_of_program_1 更改高速格式输出 打开 dochop.def 搜索 G05 P10000 G05 P0 分别更改就行
makino _牧野高速机: 自动换刀 后处理程序格式。
% O0100 G40 G17 G49 G80 G91 G28 Z0.0 (Tool_Name:D10-R Tool_No:0 Cavity Milling ) G00 G90 G54 X0.0 Y-35.851 S2500 M03 G43 Z15. H00 M08 Z2.66 Z2.312 G01 Z-.688 F1500. Y-29.851 X-51.807 F3500. G02 X-51.984 Y-29.853 I-.174 J8.867 X-60.852 Y-20.984 I0.0 J8.869 G01 X52.117 Y-29.999 G02 X52. Y-30. I-.117 J8.999 G01 X0.0 G00 Z15. M05 M09 G91 G28 Z0.0 M30 %
2:此后处理开启了螺旋下刀圆弧输出。(若你机床不接受此格式) 关闭螺旋下刀圆弧输出:打开dochop.tcl 文件 PB_CMD_init_helix 更改成 # PB_CMD_init_helix
3: 本后处理已输出 G91 G28 Z0.0 Z轴归零 (若你不想输出此格式) 关闭Z轴归零输出:MOM_do_template return_home 更改为 # MOM_do_template return_home
UG NX 8.0数控加工基础教程ppt课件
3
图形后置处理器(GPM)是一个可执行文件,其名称为 GPM.EXE。图形后置处理器可以将机床数据文件转换为特定 格式的数控程序,从而控制特定的数控机床进行加工。机床数 据文件(Machine Date File,简写MDFA)是一种包括特定数 控机床信息和数据程序输出规则等内容的文件,其后缀有两种: MDF和MDFA,其中MDF为二进制文件,MDFA为文本文件, 这两类文件都可以用图形后置处理器进行后置处理。图形后置 处理器后置处理过程如图7-2所示,首先在加工应用中生成刀 具位置源文件(CLSF),并用机床数据文件生成器(MDFC) 建立机床数据文件(MDF),然后,进入GPM模块,对刀具 位置源文件进行后置处理。GPM和MDF文件相互依赖,GPM 必须根据MDF文件中的数据来设置其开关量,同时MDF文件 也只能用于GPM进行后置处理,最后利用图形后置处理器对 机床数控文件进行处理,输出特定格式的数控程序。
标轴代码、准备功能代码、进给量代码、刀具代码等分别采用哪个字符 表示,以及它们的格式等。
(3)FORMAT(格式) 该选项定义数控程序中可能出现的各种数据格式。如坐标值、准
备功能代码、进给量、主轴转速等参数的数据格式。 (4)Other Data Elements(其它数据元素) 该选项定义其他数据,如程序序号的起始值、增量以及跳过程序段
12
图7-10 新建机床后对话框
13
图7-11 机床对话框
14
2. 机床参数设置 如图7-11所示的对话框,即可进行所选机床后置处理
UG编程加工学习资料全PPT课件
• 选择步距
• 选择控制点
• 选择进刀/退刀方法及其参数
• 选择切削参数
• 确定分层加工方法及其参数
• 常用选项——避让选项、进给速率、机床控制命令
• 刀具路径的显示(可选)
• 刀具路径的产生与模拟
•47
• 切削方法
Zig-Zag
区域加工
Zig
Zig with Contour Follow Periphery Follow Part Profile
刀具组
加工几何组
加工方法组
• 参数组的作用
• 为什么要建立参数组
• 如何建立参数组
•24
• UG标准的刀具移动
•25
• 操作类型
操作类型
适用范围
Drilling 深度较浅的孔 Drill
Peck_Drilling 深孔
适用工艺
孔的粗钻、精钻
MillPlanar
Face_Milling Planar_Mill
切削步距
等距离 刀具直径的百分比 变步距
•5
进刀/退刀方法
水平距离
垂直距离
进刀/退刀的方法
自动进刀/退刀
矢量方向进刀
刀具轴方向进刀
自动进刀/退刀方法的参数
区域切削
轮廓切削
横越移动方法
安全平面
前一个切削层平面
毛坯平面
分层加工
切削参数
与切削方法相对应的参数
切削精度
例如,在同一个刀具路径中,可以钻不同深 度的孔,钻削各个孔时也可以使用不同的进给速 率、停留时间和步进量。
•42
• 确定深度的方法
•43
• 步进量 ——指定循环式深孔钻削的步进增量,仅应用于Standard
《UG全部教程》课件
逆向工程与设计
总结词
介绍逆向工程与设计的基本原理、方法和技术,以及如何使用UG软件进行逆向建模和优化设计。
详细描述
在逆向工程与设计部分,我们将学习如何将实物样品转化为数字模型。我们将了解逆向工程的常用方法和技术, 如三坐标测量、点云数据处理等。此外,我们还将学习如何使用UG软件进行逆向建模和优化设计,以便更好地 满足产品制造的需求。通过案例演示,我们将掌握从测量到建模的全过程。
草图绘制
介绍如何使用UG NX的草图绘制 工具进行二维图形的绘制和编辑 。
实体建模与编辑
实体建模
介绍如何使用UG NX的实体建模工 具进行三维实体的创建和编辑,如拉 伸、旋转、扫掠等。
特征编辑
介绍如何对已创建的特征进行编辑和 修改,如移动、复制、删除等。
装配设计
装配概述
介绍装配的基本概念和装配设计在UG NX中的重要性。
解决方案
针对模型显示异常,可以尝试重新建模或调整软件设置;对于布尔运算问题,可以检查运 算对象是否正确、是否在同一个装配体中、是否开启了参数继承等。
数控加工常见问题
总结词
详细描述
解决方案
UG的数控加工模块是用于生成数控 机床加工代码的重要工具,常见问题 包括加工参数设置不当、后处理错误 等。
在进行数控加工时,需要设置好加工 参数和刀路轨迹,如果参数设置不正 确或刀路轨迹规划不合理,可能会导 致加工结果不准确或出现安全事故。 此外,后处理错误也是常见问题之一 ,可能会导致生成的加工代码无法在 数控机床上正常运行。
有限元分析
要点一
总结词
介绍有限元分析的基本原理、步骤和方法,以及如何使用 UG软件进行有限元建模和结果分析。
UG后处理实例讲解
U G 后处理实训案例本实训案例建立一个三轴数控铣床后处理(控制系统:FANUC),机床型号:MILLAC-761V。
客户要求: 1.NC 程序自动换刀,并给出刀具基本信息,便于检查。
2.在每一单条程序结尾处将机床主轴 Z 方向回零,主轴停转,冷却关闭。
便于检查工件加工质量。
3.在每一单条程序前加上相关的程序名称,便于机床操作员检查。
4.在程序结尾处增加加工时间的显示,便于工时计算。
5.用户可以选择普通攻牙和刚性攻牙软件要求•UG NX v2.0.4.2•Post Builder v3.2.1硬件要求•Windows 2000 + Service Package 4,或者Windows XP + Service Package 1•CPU 1 GHz 以上,内存1 GB 以上,64 MB 显存以上的图卡,并且支持OpenGL。
初始设置:1. 在ugii_env.dat 文件中UGII_DEFAULTS_FILE=${UGII_BASE_DIR}\ugii\ug_metric.def2. 装载选项Load option From directory3. 文件目录将文件夹放在E:\…\post\mill\操作指导:步骤操作说明图例说明1启动后处理构建器• 启动NX/Post B uilder2新建后处理文件• 按File →New...图标3选择控制系统• 在Post Name 栏中输入 MILLAC-761V• 在Post Output Unit 处选择Millimeters• 确认Machine Tool 选项在Mill 上• 点 3-axis 选择条,选默认的 3 轴机床• 控制系统选Library ,并在下拉选项中选择 fanuc_6M• 单击OK4显示轴机床简图• 在File 下拉菜单,选择 Save• 找到E:\post\mill 点击OK• 单击Display Machine Tool ,显示出 3 轴机床简图。