膜法富氧助燃技术论证及工程应用
膜法富氧用于工业锅炉助燃的安全性分析

膜法富氧用于工业锅炉助燃的安全性分析随着工业化进程的不断加快,工业锅炉作为工业生产中必不可少的设备已经得到广泛应用。
然而,锅炉燃烧过程中产生的废气排放不仅会直接影响环境质量,同时还会导致能量的大量浪费。
为了解决这个问题,许多厂家研发出了各种各样的锅炉附属设备,其中富氧助燃器也成为了一种常见的选择。
本文将就膜法富氧在工业锅炉助燃过程中的安全性问题进行分析。
膜法富氧技术简介膜法富氧技术是现代化工生产中最为成熟的新型化学工艺之一,其主要原理是利用高压透氧膜分离技术将技术氧气分离出来,将其应用于燃烧过程中。
利用膜法富氧技术助燃,可以提高锅炉燃烧效率,减少氮氧化物排放量,同时还能节约能源。
此外,膜法富氧技术还能实现燃料适应性强,使用方便等诸多优点。
膜法富氧技术的优势在工业生产中使用膜法富氧技术,具有以下几个优势:燃烧效率高膜法富氧技术能够提高燃烧氧气的浓度,使得燃烧过程中的氧与燃料反应更加完全,从而有效提升了燃烧效率。
降低氮氧化物排放量由于燃烧过程中氧的浓度提高了,所以每个燃料分子反应时所需要的氧气就更少了,从而减少了燃烧产生的氮氧化物的排放。
节约能源使用膜法富氧技术可以提高燃烧效率,减少了废气中的残余氧气浓度,从而降低了冷凝水的排放量。
燃料适应性强膜法富氧技术可以适应多种燃料,包括天然气、工业尾气、煤炭等不同的燃料,具有广泛的适应性。
无污染膜法富氧技术在使用过程中,仅仅是把氧气从空气中分离出来,而没有其它有害气体排放,对于环境是非常友好的技术。
膜法富氧技术在工业锅炉助燃中的应用膜法富氧技术在锅炉中的应用主要是通过安装富氧助燃器的方式实现的。
与传统的助燃器相比,富氧助燃器能够提供更高浓度的氧气,进一步提高锅炉的燃烧效率和节约能源,并且污染排放更少。
然而,膜法富氧技术并不是万无一失的。
在实际应用中,如果出现漏氧现象,就存在一定的安全隐患:打火、爆燃如果富氧助燃器中氧气泄漏,当氧气与燃料直接接触时,就会产生打火和爆燃的危险。
膜法富氧局部增氧助燃技术及其在抛煤机锅炉中的应用

2 富 氧助 燃 技 术 节 能 和 减 少污 染 机 理
2 1 燃烧速 度 .
膜法 富氧技术 设备 简单 , 当得 到 的氧 浓 度在 3 左 右 0, 9 6 时 , 技术 的投资 仅 为深 冷 法 和 P A 法 的 23 34 该 S /~ /, 被称 为资源 的创造 性技 术[ 。 1 ] 富氧助燃 , 般分 为整 体富 氧和 局部增 氧 两种 , 一 前
[ 关键词 ] 膜 法 富氧 ; 部 增氧助 燃 ; 煤机 锅 炉 ; 局 抛 燃烧 ; 条炉 链
[ 中图分类号" K 2 . ] 2 96 2 T
[ 文献标识码] A
[ 文章编号20 2 3 6 (06 0 — 0 9 0 10 — 34 20 2 0 4 — 3 J
链条 炉 、 煤 机 炉 、 粉 炉 、 烧 炉 、 热 炉 和 热 媒 炉 抛 煤 焚 加
i1 ii i i i i i ; ii
‘
氧 助燃 能 提高 火焰 强度 , 使燃 料 释放 热量增 加 , 能获 并 得 较 好 的热传 导 , 对热 量 的利用 率会 有所 提高 。 2 4 气体 不 完全 燃烧 损失 和排 烟损 失 .
进入 炉膛 的冷 空气 量过 多 , 炉膛 温度要 下 降 , 当炉
维普资讯
增 加 而显 著提 高 。
/
/
,謦矗 \
3 煤燃 点 及热 量利 用 率 .
燃料 的燃 点 温度 不是 常 数 , C 在 空 气 中 的燃 如 O
点 为 6 9℃ , 0 而在 纯氧 中 的燃 点 仅 为 3 8℃ , 以用 富 8 所
部增 氧助燃 技术 的有 机 结 合 。 目前 , 该技 术 已应 用 于 各种燃料 和大 多数 炉窑 , 马蹄焰 窑 、 火焰 窑 、 炉 、 如 横 油
富氧燃烧技术及工业应用

一.富氧简介及方式富氧是应用物理或化学方法将空气中的氧气进行收集,使收集后气体中的富氧含量≥21%。
现有的富氧方式主要有:(1)增压增氧方式增压增氧主要用在飞机上,通过增加机舱内的压力,使空气密度增加,由于空气中含氧量的比例是一定的(氧在空气中的体积比为20 95%),空气密度增加后,空气中氧的绝对质量也增加,从而达到增加氧的目的。
(2)制氧机制氧方式制氧机制氧广泛用在各个领域,制氧机有3大类:第一是利用空气为原料,通过物理的方法,把氧气从空气里分离出来。
在1个大气压下,液态氧的沸点是-183℃,而液态氮的沸点是-196℃,当控制液态空气的沸点在-183℃以下高于-196℃时,液态氮首先蒸发,留下来的是液态氧,这种方法可制得纯度很高的氧气,再用很大的压力(一般150个大气压)压入钢瓶贮存起来,供工厂、医院使用,贮存在钢瓶的氧气还可向氧气袋充氧,供个人或旅行者使用。
平时我们所见的氧气瓶供氧、氧气袋供氧都是使用这种方法制出的氧气。
第二种是常压(或叫低压)制氧方法,所需压缩空气的压力在1MPa以内,这是近十几年发展起来的制氧方法,也叫膜制氧方法。
膜制氧方法的原理可参见文献。
第三种是PSA分子筛制氧方法,PSA分子筛制氧是使用一种变压吸附制氧设备,这种设备主要由空气净化系统,PSA氧氮分离系统,氧气缓冲、检测系统等组成。
(3)化学制氧方式化学制氧是利用含氧化合物为原料,通过与催化剂的反应,制出氧气。
使用的含氧化合物必须具备两个条件:一是这种含氧化合物是较不稳定的,在加热时容易分解放出氧气;二是这种含氧化合物里含氧的百分比是比较高的,能分解放出较多的氧气。
一般用氯酸钾(分子式是KClO3),它含氧的百分比达40%,在氯酸钾里加入少量黑色的二氧化锰(MnO2)粉末,氯酸钾会迅速分解,有多量的氧气放出。
氯酸钾分解放出的氧气常用“排水集气法”收集,供试验、呼吸等使用。
氧立得就是利用这种原理制氧的。
二.富氧燃烧用比通常空气(含氧21%)含氧浓度高的富氧空气进行燃烧,称为富氧燃烧。
加热炉富氧助燃系统应用
加热炉富氧助燃系统应用摘要:石油炼化企业的加氢装置中加热炉是反应系统中的重要设备,航煤加氢进料加热炉自开工以来已经运行28年之久,航煤加氢反应进料加热炉热效率低,不能满足工艺需求,成为装置生产瓶颈问题;加热炉设计陈旧,本体不具备优化改造条件。
因此,该设备部分的改造意义重大,本文主要结介绍系统改造目的、内容,系统主要控制方案,系统配置及改造前后对比。
关键字:膜法局部富氧控制系统改造1.引言加氢装置中加热炉是反应系统中的重要设备,航煤加氢反应进料加热炉热效率低,不能满足工艺需求,成为装置生产瓶颈问题;加热炉设计陈旧,本体不具备优化改造条件。
设备设计技术落后,炉体漏风腐蚀严重,尤其装置改开航煤加氢之后,出入口温差达50℃,炉膛温度达700℃以上(控制指标≤800℃),炉管壁温度经常超标(指标≤450℃),炉膛正压,火嘴燃烧效果差,调节弹性小,加热炉处于超负荷运行状态;无余热回收系统,加热炉排烟温度达到210℃以上,热效率全公司排名最后;燃料气消耗量大,是导致装置能耗高的主要因素。
针对航煤加氢加热炉的现状,提出了对其加热系统择机改造,以保证设备长周期平稳运行。
2.改造概述2.1富氧助燃系统介绍利用空气中各组分透过高分子分离膜时的渗透速率不同,在压力差驱动下,将空气中的氧气富集来获得富氧空气的技术称为膜法富氧技术。
而通过膜法富氧技术来获得富氧空气的装置称为膜法富氧系统。
目前,氧气的制备主要有液化空气的精馏(深冷法)、使用各种吸附剂进行变压吸附(PSA法或VPSA法)和利用气体对高分子膜的渗透性能不同进行分离(膜法)。
由于膜法设备简单、操作方便、质量稳定和安全、起动快、投资少、能耗低、不污染环境、规模可小可中等优点,它在制备富氧方面的应用正在迅速增长,并正在取代其他高成本且操作不方便的分离技术。
工业发达国家称膜法富氧技术为“资源的创造性技术”,它是第三代最具发展应用前景的气体分离技术。
膜法富氧在6000 Nm3/h以下(可配500吨以下的各种锅炉)和富氧浓度在30%左右时的能耗、运行费用等均比较经济!膜法富氧局部增氧助燃集成系统,一般采用负压操作:经过高效空气过滤器除去>0.3µ灰尘的空气由通风机送入膜富氧发生器进行分离,其中富氮从富氧发生器的上部排出,而富氧由真空泵抽出送往加热炉。
大连理工大学科技成果——膜法富氧设备及富氧助燃技术

大连理工大学科技成果——膜法富氧设备及富氧助燃技术一、产品和技术简介膜法富氧系利用空气中各组分透过膜时的渗透速率不同,在压力差驱动下,使空气中的氧气优先通过膜来得到的。
当氧浓度在30%左右,流量小于20000NM3/h时,膜法投资、维修及操作费用之和仅为深冷法和PSA法的五分之四到百分之九十五左右,而且规模越小,膜法越经济。
此外,膜法设备简单、操作方便和安全、起动快、规模可小可中、不污染环境、节能效果显着、用途广等,工业发达国家称之为“资源的创造性技术”。
我们从1986年起就一直从事国家“七.五”和“八.五”重点科技攻关项目:富氧膜、组件、装置及其应用和开发的研究。
有关应用成果通过了中国科学院和北京市人民政府组织的联合鉴定,被确认为国家“八.五”新技术重点推广项目和1991年度国家级新产品,还被原化工部确认为定点生产企业。
特别是开发出“局部增氧”、“对称燃烧”和“梯度燃烧”等高新专利技术,系国际领先:使用富氧量一般仅为所需空气量的0.5-15%,而原来进风量和引风量均明显降低等,经济效益和社会效益十分显着。
二、应用范围富氧应用非常广泛,如各种燃油、燃气、燃煤窑炉、工业锅炉、加热炉、焚烧炉、热媒炉、冶炼炉、造气炉和催化裂化、脱硫、废水处理、柴油机等的助燃节能和环保、富氧医疗保健和高原增氧等领域,涉及石化、化工、医药、轻工、电力、建材、冶金、煤炭、交通运输和水产养殖等行业。
有一定的化工技术力量。
三、获得的专利等知识产权情况我们从1986年起就一直从事国家“七.五”和“八.五”重点科技攻关项目:富氧膜、组件、装置及其应用和开发的研究。
有关应用成果通过了中国科学院和北京市人民政府组织的联合鉴定,被确认为国家“八.五”新技术重点推广项目和1991年度国家级新产品,还被原化工部确认为定点生产企业。
四、规模与投资取决于生产规模。
五、提供技术的程度和合作方式可以提供富氧组件、装置、助燃技术和整个工程。
负责工程流程设计、设备布置设计、工艺配管设计、配电系统设计;负责工程设备的安装调试;提供设备安装、维护、操作说明书;负责对用户的技术培训,实现交钥匙工程,提供持久不断创新的膜技术支持。
膜法制氧富氧燃烧技术推广应用刻不容缓--访烟台华盛燃烧设备工程有限公司董事长姜政华

膜法制氧富氧燃烧技术推广应用刻不容缓--访烟台华盛燃烧设备工程有限公司董事长姜政华魏东【期刊名称】《化工管理》【年(卷),期】2014(000)010【总页数】3页(P59-61)【作者】魏东【作者单位】【正文语种】中文关于膜法富氧燃烧技术及其相关话题,记者近日专访了烟台华盛燃烧设备工程有限公司董事长姜政华。
记者:我们知道,膜法制氧技术兴起于20世纪70年代,总的来说是起源于美国,兴起在德国,发展在日本;实际上,我国多年来也已经在一些小型工业锅炉和工业炉窑上实施,并且取得了成功。
但为什么经过几十年推进却没能在国内大面积的推广呢?姜政华:这是一个值得探讨的问题。
1983年美国康宁公司率先应用在燃烧领域,在熔化炉采用全富燃烧技术并成功。
几十年来国内外研究机构对富氧燃烧技术和节能效果、污染物减排效果、燃烧和传热特点开展了一系列的理论计算和试验,取得了较好的效果。
富氧燃烧技术发达国家将其称为“资源的创造性技术”。
我国大连物化研究所、天邦膜技术国家工程研究中心多年来在国内30多台小型工业锅炉和工业炉窑上实施了富氧助燃技术,平均节能10.6%。
不仅节能还减少了烟尘排放,也获得了成功。
国内外的研究成果表明富氧燃烧技术,目前有三种技术,分别是深冷空分技术、变压吸附制氧技术、膜法制氧技术。
深冷空分技术始于1903年,高炉炼钢主要采用(深冷法)富氧喷煤技术,已有将近一个世纪的历史,综合节能效益非常显著。
至今是钢铁厂标配的主流工艺技术,现建钢厂必建制氧车间。
变压吸附制氧技术发明于1958年,20世纪70年代应用在燃烧领域。
20世纪90年代我国把高炉富氧喷煤作为发展钢铁工业节能降耗的重点改造项目,在冶金行业推广使用。
实践表明,膜法制氧是成熟的技术,特别是对回转窑需要大流量富氧空气,膜法制氧是最安全、投资量少,且安装简单,操作方便灵活,使用寿命长,维修费用低,为我国工业炉窑应用膜法制氧开辟出一条全新的道路。
但为什么几十年来在我国没有大面积的推广呢?主要原因有:对富氧燃烧技术在一定的层面上还没有引起国家足够的重视,在富氧燃烧技术试验资金投入不足,在燃烧领域里一直是以空气燃烧为主,而且所有的大专院校在燃烧领域没有开设有关富氧燃烧技术课程,在技工学校也没有开设富氧燃烧技术的培训课程,所有的司炉工和操窑者都是以空气助燃技术培训出来的,而是由富氧燃烧设备的研究者承担了上述的任务,设备调试成功后,研究者一离开,节能效果就出现反复,有的试验成功了,论文发表了,资金使用完了,设备就停用了,造成了富氧燃烧技术推广有一定的困难。
膜法富氧助燃技术论证及工程应用
程 中, 富氧空气 的含氧量应 ≤4 %。 0
3 0 50 3 0 00
2 0 5 0 = 2 0 0 0 1 0 0 5
/
过滤器 : 要求 除去空气 中的灰尘 ( 粒径 > m) ;
鼓风机 : 克服系统阻力 , 鼓风量为设计富氧空气量 的 7 1 倍 ; ~5 膜装置 : 由空气均配箱 、 卷式膜组件 、 真空均分器等组成 ;
早在 2 0年前 ,工业发达 国家就已广泛使用气体分离膜生产 膜销售额 为 3 0万美 元 , 19 已达 10 0 至 9 2年 . 5亿美元 , 年平均增
长率为 4 .%。 27 1本 以膜法富氧技术助燃 , 3 取得 了显著成效。 由国家资助的
且规模 逐年扩大。据资料显示 ,92 18 年世界气体分离 证 及 应 用 的膜 法 富 氧 助 燃技 术 经 过 实践 证 明 经 取 得 了 良好 的 经 富氧空气 , 【 关键词 】 膜法富氧 ; 燃烧技术 ; 锅炉热效率
助燃 系统 工艺流 程示 意如下 : 空气
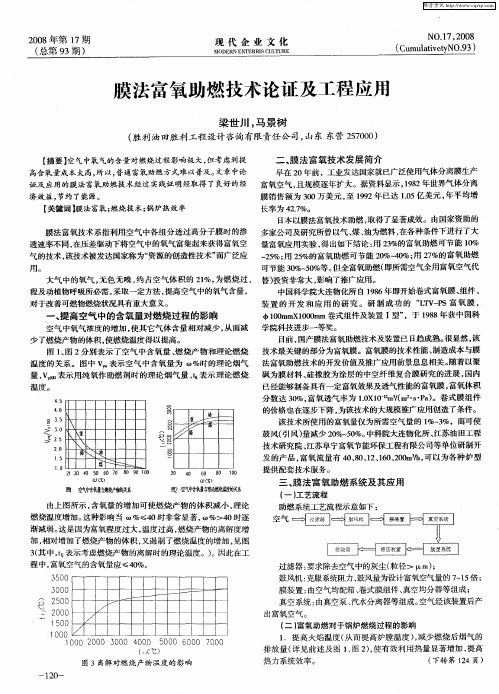
燃烧温度增加。 这种影 响当 ‘%≤4 o o时非常显著 ,o ‘%>4 0时逐 渐减弱。 这是因为富氧程度过大 , 温度过 高 , 燃烧产物的离解度增 加, 相对增加 了燃烧产物的体积 , 又遏制 了燃烧温度 的增加 , 见图
3 其 中, 表示考虑燃烧产物的离解时的理论温度。) ( t 。因此在工
梁 世 川 , 景 树 马
( 胜利油田胜利工程设计咨询有限责任公司, 山东 东营 270 ) 500
【 摘要 】 空气中氧 气的含量对燃烧过程影 响极 大, 但考虑到提 高合氧 量成本 太高, 以, 所 普通 富氧助燃方式难 以普及 。 文章 中论
济效益 , 节约 了能源。
膜分离法富氧助燃技术用于水泥窑的探讨

燃料在 空气中和在纯氧 中的燃烧 速度相差甚 大 ,如 H : 在纯氧 中的燃烧速 度是在空气 中的 42倍 , . 用富氧助燃 。 不仅
程 中,不 能助燃 的氮气吸收 了大量 的热量在废气 中排掉 , 造 成 了能源浪 费和损失 。这样 , 用膜法产生 的富氧空气 ( 氧含 量 为 2 %一 0 ) 7 3 % 来代 替普 通空气 , 参与燃料 燃烧 、 助燃 , 从 而起 到节能降耗 、 增效 , 消烟 除尘 , 提高煅烧能力之 目的。氧 浓 度在 3 %左 右 ,规 模小于 1 0 m3 。膜法富氧投 0 500 N / h时 资、 维修及 操作 费用 最低 , 而且规 模越 小 。 膜法 富氧越 经济
PA S — — 一 深冷 法 ・
制氧 能 力 ( 方 , ) 标 时
— —
◆一 卷 式 膜 ——I l一 中空 膜 + _
应溅 少, 从而 . l 圣 源。 勺
图 1 各 种 制 氧方 法 比较 (已换 算 成 氧 浓 度 为 3 % ) 0
3 水泥 窑现 状分 析
中国是水泥 大国 。0 4年 20
1 膜 分 离富 氧技 术简 介
气体膜分离技术是 利用渗透的原理 。 即分子通过膜 向化 学势降低 的方 向运动。首先运动至膜的外表层上 , 并溶解 于
膜 中, 然后在膜 的内部扩散至膜的内表面层解吸。其推动力 量减少 。 空气量及 烟气量均显 著减少 , 火焰 温 故 度随着燃烧 空气 中氧气 比例的增加 而显著提高 。国内外 的研 究均表明 。 氧气 的体积 比例 占总体积 的 2 %左右时最佳 。因 8
收 稿 日期 :0 6— 3— 0 20 0 2
作者 简介 : 史伟 华 ( 9 8 ) 男。 17 一 。 山西 太原 人 ,0 1 2 0 年毕 业
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
膜法富氧助燃技术论证及工程应用
作者:梁世川马景树
来源:《现代企业文化·理论版》2008年第11期
【摘要】空气中氧气的含量对燃烧过程影响极大,但考虑到提高含氧量成本太高,所以,普通富氧助燃方式难以普及。
文章中论证及应用的膜法富氧助燃技术经过实践证明经取得了良好的经济效益,节约了能源。
【关键词】膜法富氧;燃烧技术;锅炉热效率
膜法富氧技术系指利用空气中各组分透过高分子膜时的渗透速率不同,在压差驱动下将空气中的氧气富集起来获得富氧空气的技术,该技术被发达国家称为“资源的创造性技术”而广泛应用。
大气中的氧气,无色无嗅,约占空气体积的21%,为燃烧过程及动植物呼吸所必需。
采取一定方法,提高空气中的氧气含量,对于改善可燃物燃烧状况具有重大意义。
一、提高空气中的含氧量对燃烧过程的影响
空气中氧气浓度的增加,使其它气体含量相对减少,从而减少了燃烧产物的体积,使燃烧温度得以提高。
图1、图2分别表示了空气中含氧量、燃烧产物和理论燃烧温度的关系。
图中V yw表示空气中含氧量为ω%时的理论烟气量,V y100表示用纯氧作助燃剂时的理论烟气量,t ll表示理论燃烧温度。
由上图所示,含氧量的增加可使燃烧产物的体积减小,理论燃烧温度增加。
这种影响当ω%≤40时非常显著,ω%>40时逐渐减弱。
这是因为富氧程度过大,温度过高,燃烧产物的离解度增加,相对增加了燃烧产物的体积,又遏制了燃烧温度的增加,见图3(其中,t lj表示考虑燃烧产物的离解时的理论温度。
)。
因此在工程中,富氧空气的含氧量应≤40%。
二、膜法富氧技术发展简介
早在20年前,工业发达国家就已广泛使用气体分离膜生产富氧空气,且规模逐年扩大。
据资料显示,1982年世界气体分离膜销售额为300万美元,至1992年已达1.05亿美元,年平均增长率为42.7%。
日本以膜法富氧技术助燃,取得了显著成效。
由国家资助的多家公司及研究所曾以气、煤、油为燃料,在各种条件下进行了大量富氧应用实验,得出如下结论:用23%的富氧助燃可节能10%~25%;用25%的富氧助燃可节能20%~40%;用27%的富氧助燃可节能30%~50%等。
但全富氧助燃(即所需空气全用富氧空气代替)投资非常大,影响了推广应用。
中国科学院大连物化所自1986年即开始卷式富氧膜、组件、装置的开发和应用的研究。
研制成功的“LTV-PS富氧膜,φ100mmX1000mm卷式组件及装置Ⅰ型”,于1988年获中国科学院科技进步一等奖。
目前,国产膜法富氧助燃技术及装置已日趋成熟。
很显然,该技术最关键的部分为富氧膜。
富氧膜的技术性能、制造成本与膜法富氧助燃技术的开发价值及推广应用前景息息相关。
随着以聚砜为膜材料、硅橡胶为涂层的中空纤维复合膜研究的进展,国内已经能够制备具有一定富氧效果及透气性能的富氧膜,富氧体积分数达30%,富氧透气率为1.0X10-12m3/
(m2·s·Pa)。
卷式膜组件的价格也在逐步下降,为该技术的大规模推广应用创造了条件。
该技术所使用的富氧量仅为所需空气量的1%~3%,而可使鼓风(引风)量减少
20%~50%。
中科院大连物化所、江苏油田工程技术研究院、江苏阜宁富氧节能环保工程有限
公司等单位研制开发的产品,富氧流量有40、80、12、160、200m3/h,可以为各种炉型提供配套技术服务。
三、膜法富氧助燃系统及其应用
(一)工艺流程
助燃系统工艺流程示意如下:
过滤器:要求除去空气中的灰尘(粒径>μm);
鼓风机:克服系统阻力,鼓风量为设计富氧空气量的7~15倍;
膜装置:由空气均配箱、卷式膜组件、真空均分器等组成;
真空系统:由真空泵、汽水分离器等组成。
空气经该装置后产出富氧空气。
(二)富氧助燃对于锅炉燃烧过程的影响
1.提高火焰温度(从而提高炉膛温度),减少燃烧后烟气的排放量(详见前述及图1、图2),使有效利用热量显著增加,提高热力系统效率。
2.加快燃烧速度,促进燃烧完全,减少烟尘排放量,有利于环境保护。
3.降低过剩空气系数。
显而易见,利用普通空气参与燃烧,过剩空气系数不宜过小,否则会造成燃烧不完全、炉膛温度低、烟囱冒黑烟等不良后果;过大则降低锅炉运行效率。
因而,工程实际中,应根据不同情况,采用较为合适的过剩空气系数,对于锅炉来说,一般为1.05~1.30。
利用富氧助燃,由于氧气浓度的提高,过剩空气系数可相对较低。
此举可使热效率有显著提高。
(三)设计应用
在已经完成的“孤四管理区注气锅炉系统技术改造方案”文本中,设计采用了膜法富氧助燃技术,以提高锅炉系统热效率。
孤四管理区注气站锅炉房于1995年投产,共设SF23-17.2-YQ型高压注汽锅炉2台,为上海四方锅炉厂生产,蒸发量为23t/h,额定蒸汽温度为354℃,额定蒸汽压力17.2MPa。
锅炉房所有系统均为程序化控制,燃烧器、鼓风机、柱塞泵、软化水装置、热力除氧器(后改为过滤式除氧器)均作为锅炉配套,由厂家提供。
运行一段时间后,测试发现锅炉外表面温度过高、过剩空气系数较大,造成锅炉热效率偏低。
针对以上情况,自1996年起,孤四区对该锅炉房已经完成了以下改造:
锅壳内壁涂刷远红外隔热涂料,减小了辐射热损失,降低了锅炉外表面温度。
采用超声波吹灰装置,提高了对流段的换热系数,有利于降低排烟温度。
采取以上措施后,注汽锅炉运行热效率较高时为84%,而设计要求为90%,本次改造拟采用“膜法富氧助燃技术”,提高锅炉热效率。
采用“膜法富氧助燃技术”,须采取有效措施控制过剩空气系数。
由于空气中氧气含量增加,改善了炉膛燃烧状况,因而,可以使过剩空气系数降低到1.10%~1.15%(原设计要求为1.15%~1.20%),从而进一步提高锅炉热效率。
加装烟气含氧量检测装置,鼓风机变频控制,以含氧量控制鼓风机的运行,可以有效降低由空/燃比不匹配引起的排烟热损失。
2003年7月,该技术在孤四管理区注气站进行了实际应用。
经测定,孤四区注汽锅炉热效率由84%提高至92.3%,提高幅度达8.3%,年节油计453.6t,经济效益十分显著。
四、膜法富氧助燃技术的应用前景
随着人们对于环保、节能要求的不断提高及膜法富氧技术本身应用研究的进一步发展,该项技术必将在锅炉房设计中得到越来越广泛的应用,创造出更加显著的经济效益和良好的社会效益。
【参考文献】
[1]章熙民,梅飞鸣,任泽霈,王中铮.传热学[M].中国建筑工业出版社,北京.
[2]沈光林著“膜法富氧助燃技术在石油化工中的应用”[J].石油化工,1998,(11).
【作者简介】梁世川(1953- ),男,山东东营人,胜利油田胜利工程设计咨询有限责任公司工程师,研究方向:热能工程;马景树(1966- ),男,山东东营人,胜利油田胜利工程设计咨询有限责任公司高级工程师,研究方向:热能工程。