带式输送机导料槽的设计与改进
导料槽
导料槽(矩形口)1、前言带式输送机是物料运输的主要输送设备。
物料装载到带式输送机上到达带速之前,必须用导料槽使其保持在输送带上,并使物料保持在输送带的中央,以防止物料的堆积偏心引起输送带的跑偏及物料从导料槽的边缘撒出。
在应用广泛的中距离带式输送机中(一般长度小于250 in),导料槽的结构对输送带的使用期限有很大的影响。
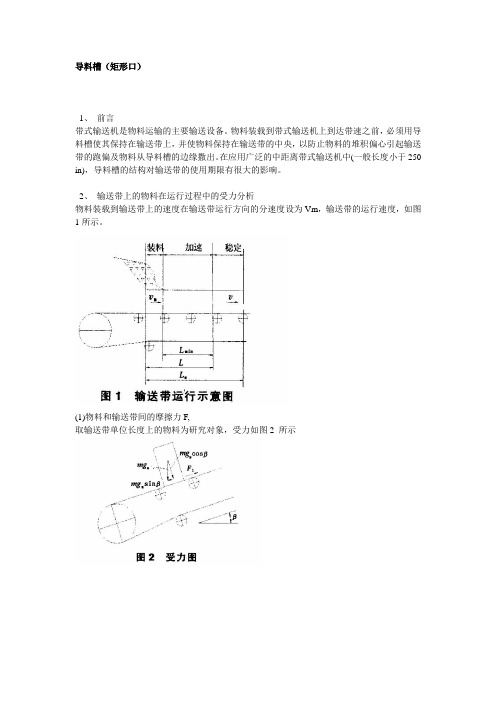
2、输送带上的物料在运行过程中的受力分析物料装载到输送带上的速度在输送带运行方向的分速度设为Vm,输送带的运行速度,如图1所示。
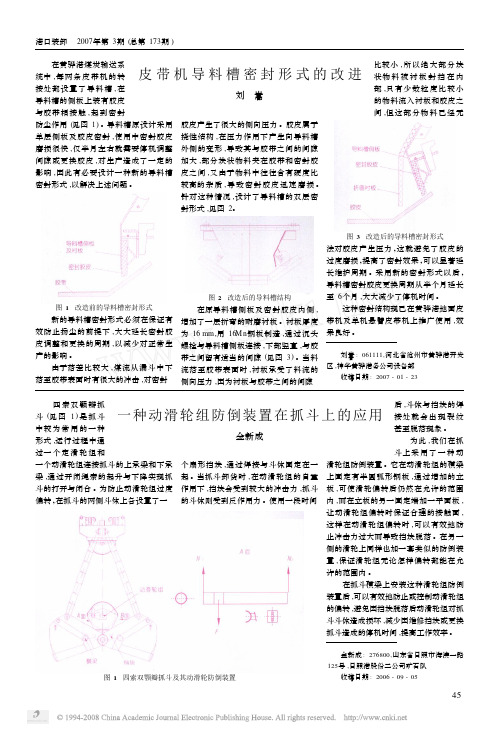
(1)物料和输送带间的摩擦力F,取输送带单位长度上的物料为研究对象,受力如图2 所示考虑到沿输送带运行方向加料宽度的影响,取导料槽设计长度注:当Vm = V时,Smin = 0,取L = B。
这是因为由受料点向带式输送机上加料时,输送带受的冲击很大,需要一定长度的导料槽来控制物料,以防止物料的外溢,此时取导料槽的最小长度为B结语在确定带式输送机装载点时,应使物料不直接砸在受料段的缓冲托辊上,对于带式输送机的上分支,物料通过承载托辊时受到振动。
当物料加速到带速时,为使其稳定,在设计过程中,一般使导料槽的实际长度应延伸到最靠近按式(10)计算的长度 L 的那一组托辊上(见图1) 计算1.玉米的休止角为23°,一个质量为m 的物料静止在玉米传送带上,受力分析如图所示根据 Fn =mg cos23°=μ。
mgsin23°,(sin23°=0.39, cos23°=0.92) 求的 μ。
=0.42为了提高传送带的工作效率,可以增加传送带的螺纹,提高物料与传送带之间摩擦系数,根据传送带的工作情况,我们区μ = 0.51 2.传送带的倾角取值10°~22°当倾角为22°时,已知带宽B=650mm ,m V =0,V=2m/s,根据公式求出L = 1.52m根据公式,随着倾角的减小,导料槽的长度减小,max L = 1.52m ,min L = 0.65m根据导料槽的需要,我们取长度取为1.52m 确定导料槽导料槽的入口为一矩形:长L=1.6m ,宽B =650mm ,从漏斗中落下的物料通过导料槽集中到输送带的中心部位,导料槽的底边宽度为1/2~2/3带宽,如图所示根据上述,确定导料槽的尺寸如图所示俯视图左视图下视图。
皮带机导料槽密封形式的改进
止冲击力过大而导致挡块脱落 。在另一
侧的滑轮上同样也加一套类似的防倒装
置 ,保证滑轮组无论怎样偏转都能在允
许的范围内 。
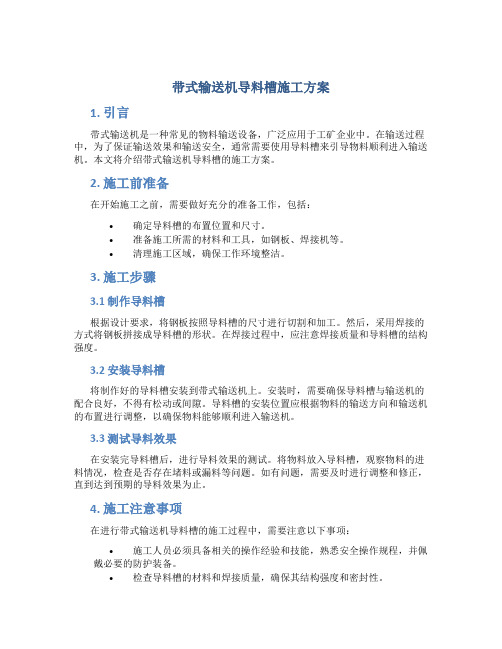
在抓斗横梁上安装这种滑轮组防倒
装置后 ,可以有效地防止或控制动滑轮组
的偏转 ,避免因挡块脱落后动滑轮组对抓
斗斗体造成损坏 ,减少因维修挡块或更换
抓斗造成的停机时间 ,提高工作效率 。
较高的杂质 , 导 致 密 封 胶 皮 迅 速 磨 损 。
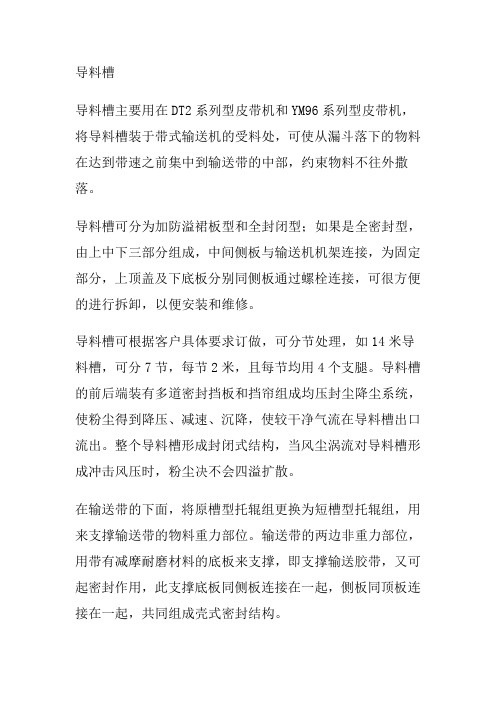
针对这种情况 ,设计了导料槽的双层密
封形式 ,见图 2。
比较小 , 所以绝 大 部分 块 状物料被衬 板 封 挡 在内 部 ,只有少数粒度比较小 的物料流入衬板和胶皮之 间 ,但这部分物料已经无
图 1 改造前的导料槽密封形式 新的导料槽密封形式必须在保证有 效防止扬尘的前提下 ,大大延长密封胶 皮调整和更换的周期 ,以减少对正常生 产的影响 。 由于落差比较大 ,煤流从漏斗中下 落至胶带表面时有很大的冲击 ,对密封
单层侧板及胶皮密封 ,使用中密封胶皮 挠性结构 ,在压力作用下产生向导料槽
磨损很快 ,仅半月左右就需要停机调整 外侧的变形 ,导致其与胶带之间的间隙
间隙或更换胶皮 ,对生产造成了一定的 加大 ,部分块状物料夹在胶带和密封胶
影响 ,因此有必要设计一种新的导料槽 皮之间 ,又由于物料中往往含有硬度比
密封形式 ,以解决上述问题 。
刘嵩 : 061111,河北省沧州市黄骅港开发 区 ,神华黄骅港务公司设备部 收稿日期 : 2007 - 01 - 23
四 索 双 颚 瓣 抓
后 ,斗体与挡块的焊
斗 (见图 1) 是抓斗 一 种 动 滑 轮 组 防 倒 装 置 在 抓 斗 上 的 应 用 接处就会出现裂纹
防止带式输送机撒料的改进措施

() 头部清扫器组合布 置图 1
() a 2 型头部清扫器
() b 3 型头部清扫器
图 1 头部 清扫 器 示 意 图
22 改 造头 部 漏 斗 . 根 据 生产 经 验 , 头 部 安 装 清 扫 器 虽 然 能 在 一 在
传动 滚筒
定程度上 清除黏 附在输送 带带 面上 的物料 , 但是 由 于清扫器 的弹簧压 力有 限 , 还是会 有部 分物 料 随输 送 带运行至带 式输送 机头 架 的增 面轮 处撒 落 , 以 所 现场很多 带式 输送 机 头架 的 增 面轮 下方 有 物料 堆 积, 清除工 作 量大 , 且 清理 的难 度 大 、 险性 高 。 而 危 本次改造工程 , 针对这种情况 , 将现 场条件允许 的输 送机下料孑 加 大 , 标准 型 的头 部漏 斗作 了一定 的 L 对
( u n j nD s nE gn eigC . L d G a gi ei n iern o , t ) a g
Ab ta t B s d o a s s a ay i o e k g f mae il o et c n e o ,s me i r v me tme s r s h v e n s r c : a e n c u e n lss n l a a e o tr f b l o v y r o mp o e n a u e a e b e a tk n t e u e t et s o t r lla a e a d t eefce c fb l c n e o a e n i r v d g e d . a e o r d c h i fma ei e k g n h f in yo e t o v y r h sb e mp o e r a y me a i Ke r s b l c n e e ;l a a eo tr l y wo d : et o v y r e k g fmae i ;mae ilt n p r t n a tra r s o t i a ao
皮带机导料槽
导料槽
导料槽主要用在DT2系列型皮带机和YM96系列型皮带机,将导料槽装于带式输送机的受料处,可使从漏斗落下的物料在达到带速之前集中到输送带的中部,约束物料不往外撒落。
导料槽可分为加防溢裙板型和全封闭型;如果是全密封型,由上中下三部分组成,中间侧板与输送机机架连接,为固定部分,上顶盖及下底板分别同侧板通过螺栓连接,可很方便的进行拆卸,以便安装和维修。
导料槽可根据客户具体要求订做,可分节处理,如14米导料槽,可分7节,每节2米,且每节均用4个支腿。
导料槽的前后端装有多道密封挡板和挡帘组成均压封尘降尘系统,使粉尘得到降压、减速、沉降,使较干净气流在导料槽出口流出。
整个导料槽形成封闭式结构,当风尘涡流对导料槽形成冲击风压时,粉尘决不会四溢扩散。
在输送带的下面,将原槽型托辊组更换为短槽型托辊组,用来支撑输送带的物料重力部位。
输送带的两边非重力部位,用带有减摩耐磨材料的底板来支撑,即支撑输送胶带,又可起密封作用,此支撑底板同侧板连接在一起,侧板同顶板连接在一起,共同组成壳式密封结构。
导料槽的底边宽度为2/3-1/2带宽
导料槽的截面形状分为:矩形和弧形两种。
导料槽设计分为后挡板、槽体、前帘三个部分设计。
带式输送机导料槽施工方案
带式输送机导料槽施工方案1. 引言带式输送机是一种常见的物料输送设备,广泛应用于工矿企业中。
在输送过程中,为了保证输送效果和输送安全,通常需要使用导料槽来引导物料顺利进入输送机。
本文将介绍带式输送机导料槽的施工方案。
2. 施工前准备在开始施工之前,需要做好充分的准备工作,包括:•确定导料槽的布置位置和尺寸。
•准备施工所需的材料和工具,如钢板、焊接机等。
•清理施工区域,确保工作环境整洁。
3. 施工步骤3.1 制作导料槽根据设计要求,将钢板按照导料槽的尺寸进行切割和加工。
然后,采用焊接的方式将钢板拼接成导料槽的形状。
在焊接过程中,应注意焊接质量和导料槽的结构强度。
3.2 安装导料槽将制作好的导料槽安装到带式输送机上。
安装时,需要确保导料槽与输送机的配合良好,不得有松动或间隙。
导料槽的安装位置应根据物料的输送方向和输送机的布置进行调整,以确保物料能够顺利进入输送机。
3.3 测试导料效果在安装完导料槽后,进行导料效果的测试。
将物料放入导料槽,观察物料的进料情况,检查是否存在堵料或漏料等问题。
如有问题,需要及时进行调整和修正,直到达到预期的导料效果为止。
4. 施工注意事项在进行带式输送机导料槽的施工过程中,需要注意以下事项:•施工人员必须具备相关的操作经验和技能,熟悉安全操作规程,并佩戴必要的防护装备。
•检查导料槽的材料和焊接质量,确保其结构强度和密封性。
•导料槽与输送机的安装应牢固可靠,不得有松动或间隙。
•完成施工后,应对导料槽进行检查和测试,确保导料效果符合要求。
5. 总结带式输送机导料槽是保证输送效果和输送安全的重要部分。
通过合理的施工方案和注意事项,可以确保导料槽的质量和效果达到预期。
在施工过程中,需要严格按照相关的操作规范进行施工,保证施工质量和安全。
一期甲侧皮带机导料槽改造技术要求规范书
湖北西塞山发电有限公司2×330MW机组甲侧皮带机导料槽改造技术规范书目录附件1 技术规范 (3)附件2 供货范围 (11)附件3 原设备图纸资料 (17)附件1 技术规范1总则1.1本技术规范适用于湖北西塞山发电有限公司2×330M W机组工程甲侧皮带机导料槽改造,它提出了该设备的功能设计、结构、性能、安装和试验等方面的技术要求。
1.2招标方在本技术规范中提出了最低限度的技术要求,并未规定所有的技术要求和适用的标准,投标方应提供一套满足本技术规范书和所列标准要求的高质量产品及其相应服务。
对国家有关安全、环保等强制性标准,必须满足其要求。
1.3投标方提供的设备应是成熟可靠、技术先进的产品,且制造厂已有同等或以上机组合同设备制造、运行的成功经验,并提供详细业绩。
投标方还应在投标文件中说明投标设备的主要结构特点。
1.4投标方如对本技术规范有偏差(无论多少或微小)都必须清楚地表示在投标文件中的“差异表”中。
否则招标方将认为投标方完全接受和同意本技术规范书的要求。
投标方如有优于本技术规范书基本要求的条款,也应在投标文件中特殊说明。
1.5投标方应执行本技术规范所列标准,有不一致时,按较高标准执行。
投标方在设备设计和制造中所涉及的各项规程、规范和标准必须遵循现行最新标准版本。
若投标方所提供的投标文件前后有不一致的地方,应以更有利于设备安装运行、工程质量为原则,由招标方确定。
1.6本技术规范将作为订货合同的附件,与合同正文具有同等效力。
1.7投标方后续经招投标双方确认的澄清文件内容的理解如有异议,解释权归招标方。
1.8本工程采用K K S标识系统,投标方提供的技术资料(包括图纸)和设备的标识必须有K K S编码。
具体标识要求由招标方提出,在设计联络会上讨论确定。
1.9投标方对供货范围内的成套设备(含辅助设备和附件)负有全责,包括对外采购的产品。
对外采购的主要产品,制造商应先征得招标方的认可。
带式输送机加料溜槽设计与应用
加 料 溜 槽 的 后 板或 底 板 应该 安装 在 带 表面 的损 伤 ,极 大 的 增加 了胶 带 的 使
胶 边 板还 能防 止 块 料跑 到溜 槽 后 板 的 下 … 机 械 工 业部 北 京 起 重 运 输 机 械 研 究
摘 要 :本文 根据 某矿 山带式 输送 机加 料 溜槽设 计 制造 及使 用 情 况 ,总结 出加料 溜槽 的合 理 设计 及其 应 用。本 设 计极 大 增加 了带式输送 机胶 带的使 用寿命 。 关键 词 :倾斜 度 ;冲击 力 ;积料 箱 中 国分类 号 : T 3 5 4 文献标 识码 : A
1 加 料溜槽 概述
在 输 送 带沿 着 运 行 方 向加 料 时 ,加
料 溜 槽 可 做 得 十分 简 单 。在 输 送 带 的 加 料 方 向必 须 和输 送 带 运 行 方 向成 一 个 角 度 时 ,加 料溜 槽 结 构 就 变 得 比较 复杂 。
物 料 流 角 度 ,
.
的速 度 。这 样 做 是 为 了取 得 料 流 前 进速
积料箱 一
输送带
— — — —
V
■_
‘—
— 一 — 7F … ~ — 弋 ~一
一
—
一
~
~
} 】 ±
—
I T I
\ 、 一j
l l 一 , J 卜 1 )—
度 与 带 速 之 间 的最 小 差 别 。然 而 这样 处 理 可能会 导致 输送 带加 宽和成 本提 高 。 加 料 溜槽 可 以用 金 属 或其 它 材 料 制 成 。 金 属溜 槽 是 最 常 用 的 ,用 于 磨 损 性
Ⅱ 料 榴 槽 输 送 带 v
一 一
浅谈带式输送机给料溜槽的设计
浅谈带式输送机给料溜槽的设计摘要:本文针对传统带式输送机给料溜槽设计中存在的问题进行分析,提出改进的措施,解决溜槽的耐用性低、冲击、噪声大等问题。
关键词:带式输送机溜槽改进1 传统带式输送机给料溜槽设计中存在的问题带式输送机是连续运行的运输设备,具有运量大,速度快和连续性高等特点,是煤矿最理想的高效连续运输设备。
带式输送机一般是头部卸载,尾部装载。
装料处用给料溜槽与之连接,实现物料的连续运输。
带式输送机给料溜槽的结构设计直接影响与之搭接设备的使用效果和寿命,但在设计中给料溜槽的结构往往常常被忽略,没有针对大粒度,高落差,磨损性较大的物料采取与之相适应的结构形式,造成带式输送机胶带撕裂,磨损严重,使用寿命大大降低。
我国的带式输送机大部分都采用如图1所示的两种给料方式。
经过现场多年实际使用经验发现,这两种给料方式对带式输送机及环境有以下不利因素:(1)胶面表面磨损严重;(2)装载大块物料时,胶带容易跑偏;(3)装载处粉尘大,有时不得不在装料处增设喷雾装置。
(4)装载块煤时,出现撞击破碎,严重影响块煤质量。
2 原因分析造成上述现象的原因分析如下:(1)物料落入输送带时的垂直力(图1a)或垂直分力(图1b)对输送带表面产生了直接的冲击力。
(2)物料落入输送带时的垂直惯性力,对输送带和托辊产生冲击作用,这不仅会损伤输送带和托辊,还会增加托辊的运行阻力。
(3)物料落入输送带沿输送带运行方向的投影速度与带速一般不相等。
当此速度大于带速时,物料落入输送带后加速运动,反之物料滞后输送带运动。
这两种情况都会产生一个物料相对与输送带的惯性力,对输送带表面产生磨损作用。
3 改进措施为了克服上述带式输送机给料溜槽的不利影响,本文介绍一种底板铺设弧形钢轨的溜槽。
弧形钢轨有放射状布置和并排布置两种形式,如图2和图3所示。
3.1 应用实例阳泉煤业(集团)有限责任公司寺家庄矿井排矸系统1号带式输送机机头溜槽原设计是一般溜槽的设计形式,虽然溜槽底板和侧板铺设了12mm厚的Q345锰钢衬板,但很快就被大块矸石砸破和磨破,修补起来浪费人力物力,耽误生产。
针对烧结矿运输皮带溜槽的优化设计
由于承受物料冲击大 ,经常出现漏料现象 ,我们采用把分叉
口优 化设计 为槽 式形 分料 结构 ,较好 地解 决 了漏 料 问题 ,分 叉处 底板 处槽 深 为 1 0 . 4 0 m m,将 溜槽 分叉 处底 板改 造成 竖直 槽式 结构 ,物料 在输 送 时槽 之间就 会存 满物 料 ,基本 上形成 料磨 料 的状况 ;同时利 用在分 叉 的底板 上积 存 的物料 来承受 来料 的 冲击 ,减少 物料对 溜槽 的磨 损 。 3 . 3 溜 槽 整体 分 三 段 减 少 落 差 。 溜槽 整 体 优 化 设 计 。 ( 1 ) 溜槽 整体 分三段 减小 落差 。2 6 5 m 2 烧结 成 品 1 拌 带 机头 至
关键 词 :设备 改进 ;皮 带输送机 ;下料 溜槽
一
、
普通下料溜槽的使用情况
I 段: 漏斗部分
2 6 5 m。 烧 结成 品 1 带 机头 溜槽 是将 成 品 1 群 带运 送 的烧 结
矿 转运 、分料 至 成 品2 撑 、成品3 j f i } 带 ,输送 的烧 结矿 是将各 种
粉 状含 铁 原料 ,配 人适量 的燃 料和熔 剂 ,加入适 量 的水 ,经
混 合 和造 球 后 在 烧结 设 备 上 使 物 料 发生 一 系列 物 理化 学 变 化, 将 矿 粉颗粒 黏结 成块 ,粒度 为 1 5 0 mm 人造 富矿 。成 品 l # 带 机头 至成 2 # 、成 3 # 带机 尾落 差 为5 2 8 5 m m,改 造 前 为普通 分 叉溜 槽 ,使 用 8 个 月 后溜 槽 局部 破 损 ,落 差较 大 现场 存在 扬尘 现象 ,每次检 修都对 下料溜槽 进行 补焊 。
2 } } 、3 # 带
合 于粘度 大 的物 料 ,否则 容易 造成下料 口堵塞 。
探究输煤皮带导料槽的密封改造
探究输煤皮带导料槽的密封改造探究输煤皮带导料槽的密封改造【摘要】本文在对老式双层密封导料槽下皮带的运行现状分析根底上,指出传统方式下需要对输煤皮带导料槽的密封改造的必要性,并通过对全密封导料槽技术优势探究和技术改造施工采用后的实际成效探讨,对输煤皮带导料槽的密封改造的可行性进行分析。
【关键词】输煤皮带导料槽密封改造老式双层密封导料槽在输煤系统的运行过程中,因为无法实现导料槽与输煤皮带间的高标准的密封要求,以至于经常会出现扬尘量大、撒煤等问题的同时,还会对皮带造成十分大的磨损导致输煤系统无法正常运作。
除此之外,由于国家对环境以及工人工作卫生情况的要求日益严格,老式双层密封导料槽已经越来越无法适应现代工作环境的要求,对于气密封改造已经成为了亟待解决的问题。
1 老式双层密封导料槽下皮带的运行现状M皮带尾部导料槽总长度为十七米,位于碎煤机底部,落煤差最大值能够到达十五米。
该皮带在进行实际工作过程中尾部会出现大量扬尘,而且撒煤情况已经到了相当严重的境地,实际运行时导料槽的皮子脱落,而被卷入皮带之类的不正常状况屡次发生。
国家相关部门对该皮带尾部的粉尘污染情况监测结果说明,M皮带尾部事物接触粉尘浓度平均水平最高时到达133.6 mg/m3,最低的水平为66.9mg/m3,依照国家规定的接触粉尘浓度,属于高污染程度。
为及时改善老式导料槽在实际运行中的各种弊端,增加设备的稳定性,同时更为了降低粉尘污染程度,为创立美丽中国的客观要求下,提升皮带的运行的经济性和社会效益,对导料槽实施全密封导料槽技术改造已经成为亟待解决的重要问题。
2 全密封导料槽技术分析就目前情况来看,我国使用较为普遍的全密封导料槽属于滑板式封闭导料槽。
在设计上导料槽并没有和老式的皮带机一样,两侧拥托辊。
而是选择使用摩擦系数仅为0.07~0,11的自润滑超高分子滑板,该种设计方式最直接的优势便是到达了侧滑板对皮带能够进行连续支撑的目的。
与此同时,依然存在于皮带机底部的水平托辊能够承载相当大局部的物料的压力,为侧面皮带与滑板之间尽管很小的摩擦力下,能够到达很好密封的效果提供了必要的保障。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
带式输送机导料槽的设计与改进
摘要:导料槽是带式输送机的受料设备,其设计的合理性直接关系到整个输送系统的运行。
本文以导料槽的合理布置、长度的确定为依据,进行设计;同时,又对其原有结构进行了改进,解决了摩擦阻力过大和污染环境的问题。
关键词:摩擦阻力导料槽长度粉尘污染
abstract:askirtisthematerialrecievingequipmentofabeltconv eyer,whosedesignqualitywillinfluencethewholeoperationofth econveysystemdirectly.thedesignoftheskirtinthisarticleisa ccordingtotherationallayoutandlength,whichimprovestheorig inalstructuredesignandsolvesproblemsoftheoverfrictionforc eandenviromentpollution.keywords:
frictionforce,thelengthoftheskirt,powderpollution
中图分类号: s611 文献标识码: a 文章编号:
1 引言
带式输送机的受料,应满足输送系统工艺、布置、工作条件的要求。
受料设备能力应与带式输送机设计输送量相适应,并应满足物料特性的要求。
导料槽是使漏斗落下的物料在达到带速之前集中到输送带中部的受料设备,一般由前、中、后三段组成,中段可根据需要任意增加。
导料槽的合理布置
导料槽应布置在带式输送机的水平段或倾斜段,当必须设在倾斜段
时,应采取安全措施,来防止物料的下滑;多点受料的带式输送机,当受料点的间距过小时,可在受料点之间沿线全部设导料槽,当受料点的距离大于10m时,各受料点可单独设导料槽;带卸料车的受料带式输送机,导料槽应设在卸料车上,不要沿皮带机布置,以免造成不必要的浪费。
运行过程中输送带上物料的受力分析
物料和输送带间的摩擦力f
取输送带单位长度上的物料为研究对象,受力如图1所示,物料与输送带间的摩擦力
(1-1)
由牛顿第二定律得,
(1-2)
则(1-3)
式中m——输送带单位长度上物料的质量;
gn——重力加速度;
a——物料的加速度;
u——物料和输送带间的滑动摩擦系数;
——带式输送机的倾角;
图1
存在于物料内部的摩擦力
取以上研究对象某一深度s下,k截面的物料作受力分析,如图2
所示。
可以得到 k截面上的物料间的摩擦力和k截面下的物料间的摩擦力
(1-4)
(1-5)
由牛顿第二定律得,
(1-6)
解得(1-7)
式中ms——k截面上的物料总质量;
ms——k截面的物料质量;
——物料的动堆积角;
u1——物料的滑动摩擦系数,;
——带式输送机的倾角;
物料离开给料装置到达输送带上,经加速达到输送带速度,这时无论物料和输送带之间还是物料内部都没有相对滑动,所以,加速度a应取式(1-3)和式(1-7)中的最小值。
即(1-8)
其中。
图2
导料槽长度的确定
输送物料与导料槽挡板间会产生摩擦阻力fgl,计算公式如下:(1-8)
其中:l——装有导料挡板的导料槽长度;
b1——导料挡板内部宽度;
从以上公式中,我们可知导料槽过长将会使摩擦阻力fgl变大,这样会使带式输送机圆周驱动力变大,从而增加了整机的装机功率,给带式输送机部件的选型带来很大的浪费。
所以,合理地确定导料槽的长度非常地重要。
设物料装载后在输送带运行方向的分速度为v0,输送带的速度为v,物料与输送带间的摩擦速度为u1,导料槽加速段的最小长度为lbmin,由运动学公式得,
(1-9)
考虑到沿输送带运行方向加料宽度的影响,取导料槽设计长度:(1-10)
其中:b为带式输送机的带宽;
一般规定,导料槽的长度,应根据带式输送机的带速、物料特性、来料卸料溜槽的卸料角度等因素确定,同时,导料槽的长度应大于物料加速到稳定运行所需长度。
当物料流向输送带的方向与输送带运行方向间的夹角较小时,导料槽的长度可按1.2倍带速计算,但最小长度不宜小于1.5m。
当夹角较大或在导料槽上装有除尘器时,应增加导料槽的长度。
4 导料槽的改进
原带式输送机在导料槽处的胶带由槽形托辊组的三个托辊支撑,胶带在托辊与侧板之间。
这种结构,当设备运行时,从漏斗中落下的
物料直接砸在侧板及橡胶挡板上,加大了橡胶挡板和胶带之间的压力,使橡胶挡板和胶带之间的摩擦力增大,加速了橡胶挡板的磨损,使橡胶挡板失去密封作用。
同时,运行阻力大,易磨损胶带,更换不方便。
现在的结构是把槽形托辊组的两个侧辊去掉,把胶带放在平托辊和侧板的上方,由平托辊和侧板共同支撑胶带。
为了减少侧板与胶带的摩擦,在侧板的内表面加衬高分子聚乙稀板,原来的橡胶挡板去掉。
把胶带放在导料槽的内部,物料及其粉尘就不会从胶带和导料槽之间外泄,高分子聚乙稀板与胶带直接接触,它与胶带的摩擦系数远小于原来胶带与橡胶挡板的摩擦系数,因此它不会损伤胶带其本身,磨损量也很小,不用频繁更换。
由于带式输送机拉紧装置的作用,胶带会很好地与衬板上的高分子聚乙稀板密贴,不会担心物料进入胶带与衬板之间。
改造前后的具体结构如图3:
图3
结语
通过以上方法进行导料槽设计,可以避免在设计手册中盲目选型而造成的浪费。
采用改进后的导料槽结构,解决了导料槽两侧漏跑物料及粉尘污染的现象,解决了因更换橡胶挡板造成的设备停运,以及浪费人力、物力的现象等问题。
参考文献
[1] 张尊敬. dt ⅱ(a)型带式输送机设计手册,冶金工业出版社,2003.8
[2] 中国煤炭建设协会. 带式输送机工程设计规范,中国计划出版社,2008.6。