炉外精炼与炼钢连铸的匹配
炉外精炼与炼钢、连铸的匹配
匹配的原则
精炼周期< 冶炼炉和精炼设备匹配原则 冶炼周期 冶炼炉和连铸机的匹配原则 连铸机设计时要尽可能做到:( l )连铸 机的浇注时间与冶炼、精炼的冶炼周期保 持同步; ( 2 )连铸机的准备时间应小于冶炼、精 炼的冶炼周期; ( 3 )当冶炼周期和浇注周期配合有困难 时要考虑增加钢包炉(LF )来调节。
不同类型钢厂炉外精炼的匹配模式
大型钢铁联合企业 生产特点是:( l )生产能力大,追求高的生产 效率和低的生产成本; ( 2 )以生产高附加值产品(钢板)为主,具 备很强的深加工能力,提高产品的市场竞争能 力; ( 3 )采用传统的高炉一转炉流程。 二次精炼工艺主要为CAS-OB 法和RH / KTB / PB 法。
根据产品类型、质量、工艺和市场要求的模式:
(l)生产板带类钢材的大型联合企业,采用传统的高炉-转 炉流程,生产能力大,追求高的生产效率和低成本。一 般配有两种类型的精炼站,即以CAS-OB 吹氩精炼和RH / KTB / PB 真空处理为主的复合精炼。 (2)以生产棒线材为主的中小型转炉钢厂,一般配有钢包 吹氩、喂丝、合金成分微调的综合精炼站 。 (3)电炉钢厂选择精炼方式有以下几种: l)生产不锈钢板、带、棒线的钢厂,一般采用AOD 精炼 方式,有的附有LF 或VOD / VAD 。 2)非不锈钢类的合金钢厂,则配以LFV 为核心的多功能 复合精炼装置。 3)普碳钢和低合金钢生产厂,则配以LF 为核心的多功 能复合精炼装置 。
炉外精炼方法选择及匹配模式
合理选择炉外处理方法,首先必须立足于 市场和产品对质量的不同要求,这是选 择炉外处理方法的基本出发点。 其次,还必须考虑工艺特性的要求和生产 规模、衔接匹配等系统优化的综合要 求。
常用的组合与多功能模式: ( l )以钢包吹氩为核心,加上与喂丝、喷粉、 化学加热、合金成分微调等一种或多种技术相复 合的精炼站,用于转炉-连铸生产衔接。 ( 2 )以真空处理装置为核心,与上述技术中之 一种或多种技术复合的精炼站,也主要用于转炉 一连铸生产衔接。 ( 3 )以LF 炉为核心并与上述技术及真空处理等 一种或几种技术相复合的精炼,主要用于电弧炉连铸生产衔接。 ( 4 )以AOD 为主体,包括VOD 、转炉顶底复吹 生产不锈钢和超低碳钢的精炼技术。
炼钢连铸工艺流程介绍

主要方法:采 用脱硫、脱磷、
脱碳等方法
设备:铁水预 处理设备,如 脱硫罐、脱磷
罐等
效果:提高铁 水质量,降低 钢中杂质含量, 提高钢的力学 性能和耐腐蚀
性
转炉炼钢原理:利用高温熔融的钢水与氧气反应,生成铁水与钢渣
转炉炼钢设备:包括转炉、氧枪、钢包等 转炉炼钢过程:将铁水倒入转炉,加入氧气进行反应,生成铁水与钢渣, 然后进行钢渣分离和钢水精炼 转炉炼钢优点:生产效率高,产品质量好,成本低,环保性能好
连铸机的维护:定期检查、维护和 保养,确保连铸机的正常运行
提高生产效率:采用先进的自动化技术,提高生产效率,降低生产成本 节能减排:采用节能环保技术,减少能源消耗,降低环境污染 提高产品质量:采用先进的工艺技术,提高产品质量,满足市场需求 智能化发展:采用先进的智能化技术,实现生产过程的智能化控制,提高生产效率和产品质量
工艺流程:钢液在炉外精炼 设备中进行脱硫、脱氧、脱
碳等处理
优点:提高钢液质量,减少 杂质,降低成本,提高生产
效率
连铸工艺:将钢水连续铸造成钢坯 的工艺
关键技术:连铸机的设计、控制和 维护
连铸机的类型:立式连铸机、卧式 连铸机等
连铸机的工作原理:钢水通过连铸 机,冷却凝固成钢坯
连铸机的控制:温度、速度、压力 等参数的控制
切割速度:根据铸坯尺寸和材质选择合适的 切割速度
切割温度:控制切割温度在1000℃左右, 防止铸坯过热或过冷影响切割质量
切割后处理:切割后对铸坯进行冷却、打 磨等处理,保证铸坯表面光滑、无毛刺
切割质量控制:定期对切割设备进行维护和 校准,确保切割质量稳定可靠。
目的:去除铁 水中的杂质和 气体,提高铁
电炉炼钢原理: 利用电弧热能 熔化废钢和铁 水,生产出钢
炼钢-连铸流程的炉机匹配
炼钢-连铸流程的炉机匹配陈若冰;齐欢【摘要】根据对钢厂炼钢-连铸流程中各工序的功能及相互关系的分析,建立炼钢-连铸流程简化模型,从理论上分析转炉和连铸机主要参数应满足的衔接匹配要求。
在中冶连铸公司炼钢厂实际数据的基础上,借助Matlab仿真工具归纳比较不同物流瓶颈下可采取的炉机参数改进方案的利弊与匹配效果,提出进行炉机匹配的一般性改进方法和选择方案。
最后,将其应用在中冶连铸公司炼钢厂的实例中,为其制定适应该厂的最佳炉机参数改进方案,在保证生产安全与流畅的前提下实现炉机参数的良好匹配。
%According to the analysis of functions of the procedures in the steelmaking-casting process and the relationship between them, a simplified model of converting-casting process was established and the requirements for the main parameters of converters and continuous casters to be matched with each other theoretically were proposed. Based on the testing data from the steel plant of MCC (China Metallurgical Corporation), the pros and cons of the possible optimizing schemes for the parameters were stimulated and compared when there were different bottle-neck procedures in the process and a generalized way was proposed to achieve the matching between converters and continuous casters. And a specific plan for the plant of MCC was also raised, not onlyto achieve a better match between its converters and continuous casters, but also to guarantee the safety and fluency of process.【期刊名称】《中南大学学报(自然科学版)》【年(卷),期】2011(042)006【总页数】7页(P1650-1656)【关键词】炼钢-连铸系统;炉机匹配;参数优化【作者】陈若冰;齐欢【作者单位】华中科技大学控制科学与工程系,湖北武汉,430074;华中科技大学控制科学与工程系,湖北武汉,430074【正文语种】中文【中图分类】TF758随着钢铁技术的快速发展,钢铁生产的设备与技术都发生了显著变化,在这样动态更新的过程中,工序的匹配程度已成为影响系统运行效率的重要基础。
炉外精炼的方法
炉外精炼的方法LD为转炉,LF为钢包精炼炉,VD为真空脱气装置,WF为喂丝,CC为连铸。
电炉炼钢工艺:工艺一般都是三期,可分为熔化期氧化期还原期。
原理:电炉炼钢.电炉炼钢是利用电能来作热源进行冶炼. 常用的电炉有电弧炉和感应炉两种,而电弧炉炼钢占电炉炼钢产量的绝大部分.一般所说电炉就是指电弧炉. 电炉可全部用废钢做为金属原料,可冶炼力学性能和化学成分要求严格的钢,如特殊工具钢,航空用钢和不锈钢等. 电炉按所有的炉衬分为酸性和碱性两种.目前主要用碱性电炉,这种炉子可以有效地祛除钢中的硫,这是其他炼钢方法所欠缺的.随着世界钢铁生产的发展,电炉钢的比例不断提高,目前占世界钢产量的30%左右,尤其以电路-连铸-连扎为特点的电炉短流程工艺的确立,使电炉钢得到了很大的发展。
LF—为钢包精炼炉,利用电极加热,底吹氩搅拌;进行成分和温度调整;主要用于钢水脱硫和升温;LF对钢包没有特别要求;一般和电炉、转炉、VD均可匹配。
VD—真空脱气钢包精炼炉,主要用于钢水脱氢和脱氮;VD处理时是带渣操作,会发泡,因此要求钢包要有一定的净空,一般在1000mm左右,可以防止钢水溢出。
所以钢包最好为瘦长型。
处理时间长,一般和电炉、转炉匹配。
RH—为真空循环脱气精炼炉,主要用于钢水脱氢,通常配有氧枪,用于脱碳和升温;RH处理时要求真空槽能进入钢包内,使得环流管插入钢水中。
由于钢包是倒梯形的,所以真空槽不能无限度下降的。
因此要求钢包净空短,一般在300mm左右就可。
所以钢包最好为矮胖型。
处理时间短,一般和转炉匹配。
VD (Vacuum Degassing)精炼法,是将电炉、转炉的初炼钢液置于密闭罐内抽真空,同时钢包底部吹氩搅拌的一种钢液真空处理方法。
在电炉、转炉中经过熔化、初步吹炼,再置于真空罐内(真空室)通过钢包底吹氩搅拌加真空脱气过程,以获得纯净的钢液。
VD炉一般与LF炉相匹配,分别由LF炉上完成成分、温度的调整,由VD炉完成脱气、搅拌等任务。
电炉炼钢及炉外精炼
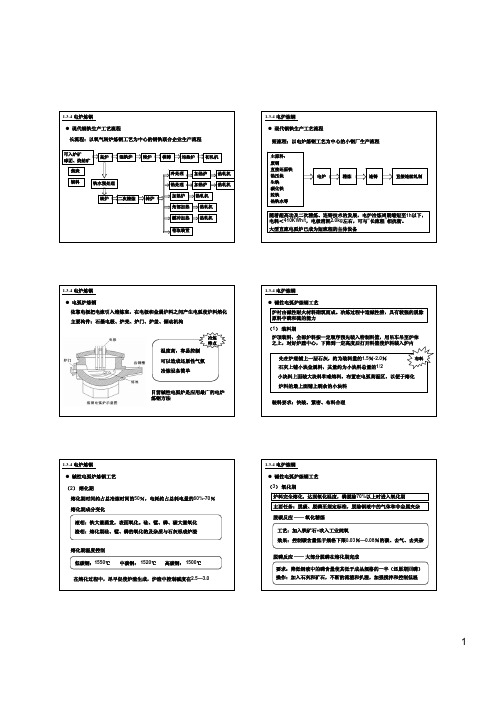
●●:效果显著 ●:有效果
工艺类别
精炼方式 搅拌方式 加热方式
钢包喷 粉法
氩氧炉 (AOD)
真空循环 脱气法 (RH)
真空吹氧 脱碳法 (VOD)
喷粉 吹氩
稀释气体 真空 钢水循环 电加热
真空 吹氩 吹氧
钢包真空 脱气法 (VD)
钢包炉 (LF)
真空 吹氩
大气(真空) 吹氩
电弧
脱氢
脱氮
脱氧
冶 金
真空碳脱氧
法
铁反应进行脱氧
扩散脱氧:将脱氧剂加在炉渣中,使脱氧剂和炉渣的氧化亚铁反应, 使钢液中氧向渣中转移扩散
真空脱氧:钢包内钢液置于真空条件下,打破原有的碳氧平衡,促使 碳与氧反应。
转炉炼钢脱氧三种方法都有,电炉炼钢一般只使用沉淀脱氧和扩散脱氧
● 脱氧
1.3.1 炼钢的基本任务
碳脱氧: FeO + C → Fe + CO 能在钢液中进行,但通常是扩散脱氧时在渣中进行的主要反应
● 去非金属夹杂 来源
内因:脱氧脱硫产物;凝固过程因溶解度降低产物;固态钢相变产生 外因:带入钢液中的炉渣和耐火材料;钢液氧化物
成分:大多数氧化物+部分硫化物
降低夹杂物含量:炉外精炼 改变夹杂物类别:钙处理、稀土处理 改变夹杂物颗粒尺寸和分布:塑性加工、进行热处理 氧化物冶金:在钢中加入细小弥散的Ti2O3夹杂物,改善性能
● 提高生产能力,降低成本 可提高现有炼钢能力30%~50%,生产成本下降10%~40%
2
1.3.6 钢的连铸 概念 将成分、温度合格的钢液通过连铸机直接铸成钢坯的工艺 钢液成形方法:模注(获得钢锭)— 轧制或锻压 — 钢坯 连铸(获得钢坯)
流程
LF精炼工艺和效果的研究
LF精炼工艺和效果的研究摘要:炉外精炼技术能使传统炼钢法难以生产的许多高质量钢种、各种特殊用途钢都可以以非常经济的方法大量生产, 并使钢内气体含量、夹杂物含量与形态、成分偏差等影响质量的因素均达到前所未有的水平, 进而大大改善了钢的化学与机械性能, 取得巨大的经济效益, 发展极为迅速。
炼钢生产过程中,LF 炉精炼后的钢渣具有自由CaO 含量大、碱度高和还原性强的特点,回收LF 炉热态余渣用于脱硫,渣中硫含量会有所升高,说明LF 炉精炼后的热态钢渣硫含量仍可提高,仍具有一定硫容量。
本文分析了LF精炼工艺和效果。
关键词:LF;精炼工艺;效果;LF 炉由于工艺流程简便, 精炼成本相对较低,已成为开发品种、提高质量的主要精炼设备之一。
国内大量厂家采用转炉-LF 炉-连铸的生产工艺路线, 但发挥LF 炉精炼作用的却不多, 仅用其均匀成分和升温。
某钢厂结合自身生产工艺实际, 采用合理控制精炼周期、快速造白渣、精确调整成份等手段, 在较短的时间内使LF 炉充分发挥其精炼效果, 钢材实物质量达到国内先进水平, 有效的实现了转炉-LF 炉-连铸低成本生产优质钢的新生产模式。
一、LF 炉精炼工艺流程及周期控制1.工艺流程。
到精炼站、加第一批渣料、脱氧剂、送电7min 、取样、测温、加第二批渣料、脱氧剂、送电10~15 min 、取样、测温、调整成分、升温至合格温度、氧含量、出站钙处理、连铸。
2.LF 炉处理周期。
LF 炉的处理周期是指钢包进入加热位至精炼完毕钢包离站所用的全部时间。
处理周期不仅受钢水条件的影响, 同时也受上下工序的制约。
LF 炉的处理周期包括处理时间和缓冲时间目前, 国内LF 炉处理周期一般在40~60min 。
我厂由于LF 炉布局问题, 辅助时间较长,且连铸能力远远大于LF 炉, LF 炉周期必须控制在25~35min 以内, 才能使连铸拉速维持在正常水平。
因此, 为保证与连铸匹配和精炼钢水质量,就得采取各种措施来缩短LF处理周期:一是进站钢水的条件稳定, 温度和带渣量符合标准;二是控制好处理时间, 其关键是统筹兼顾、合理安排。
炼钢物流系统炉机匹配规则(冶金2008-1、2班资料2011.4.11).
炼钢物流系统炉机匹配规则1.转炉炼钢厂工序产能和品种钢铸机配置炼钢生产组织的核心是生产作业计划与调度。
合理的生产作业计划与调度是保证生产物流通畅、进行资源合理配置与高效利用,提高设备利用率,进而提升生产系统的整体运行效率,降低物耗、能耗及成木,增加企业盈利和企业竞争力的重要途径。
钢产量是衡量炼钢厂生产运营状况的一个重要指标。
对于转炉-LF-连铸机流程,三个工序都有可能成为制约整个流程生产的瓶颈,决定流程的实际生产能力。
瓶颈是企业在实现其目标的过程中现存的或潜伏的制约因素,是生产能力小于或等于生产负荷的资源,而且在不同条件下,同一生产流程的瓶颈可能会发生转移,因此在市场需求允许的情况下,根据钢铁冶金过程工程和炼钢厂系统的运行原则与调控策略等相关理论,充分发挥每个设备的生产能力,首先应该分析限制钢厂年生产能力的因素.在解决了流程瓶颈的基础上,还要解决好各个生产环节的衔接匹配的问题。
具体到BOF—LF—CCM流程,分析三者的实际生产能力,掌握流程的瓶颈并提出改进建议。
炼钢厂生产能力的分析,就是对钢铁制造过程中物质流的三个基本参数(时间、温度和物质量中的物质量进行分析,剖析转炉、LF炉和连铸机生产过程,并进行协调匹配研究,以提升整个流程的产能。
炼钢内部能力匹配这里应考虑炼钢、热轧和冷轧各工序内部的能力匹配关系。
炼钢工序主要包括冶炼、精炼和连铸工段:冶炼和精炼以炉为单位、连铸以浇次为单位分别进行连续生产,连铸的浇次与浇次间隔为30~50m in;为保证连铸的连续生产,这3个工段的时间需满足精炼周期<冶炼周期≤浇注时间,对1炉钢是这样要求,对1个浇次也是这样要求。
精炼在冶炼和连铸之间起到缓冲和协调作用,因此3个工段中要求精炼周期最短,为避免连铸等待钢水则须冶炼周期小于或等于浇注时间。
因此,炼钢工序内部的能力匹配关系为:精炼能力>冶炼能力>连铸能力,其匹配程度与连铸产能扩展能力有关。
连铸产能扩展能力强,则炼钢工序内部之间是一种宽松型能力匹配;连铸扩展能力弱,则炼钢内部之间是一种紧凑型能力匹配,以确保在连铸产能扩展后炼钢内部仍能满足能力匹配关系。
高效连铸知识问答
高效连铸知识问答1.什么是高效连铸?答:高效连铸通常定义为五高:即整个连铸坯生产过程是高拉速、高质量、高效率、高作业率、高温铸坯。
陆着市场经济的深入发展,应当添加高经济效益(大幅度降成本)这一项最直接的指标;另外,高自动控制也提到日程上来了。
目前,国内的方坯高效连铸(以150方为例),应在单流年产15万吨~20万吨合格普碳钢铸坯的水平、板坯应在100万-150万吨合格铸坯的水平。
其铸坯每吨的成本也在逐年降低。
连铸机的全程自动控制水平也在逐年提高。
2.高效连铸技术有哪些主要内容?答:高效连铸技术是一项系统的整体技术,实现高效连铸需要工艺、设备、生产组织和管理、物流管理、生产操作以及与之配套的炼钢车间各个环节的协调与统一。
主要技术内容如下:(1)保证适宜的钢水温度、最佳的钢水成分.并保证其稳定性的连铸相关配套技术。
(2)供应清洁的钢水和良好流动性钢水的连铸相关技术。
(3)连铸的关键技术—高冷却强度的、导热均匀的长寿结晶器总成(包括结晶器整体结构、精密水套、导热均匀的曲面铜管等等)。
(4)高精度、长寿的结晶器振动装置是高效连铸关键技术之一,这其中包括振动装置硬件的优化及结晶器振动形式、振动工艺参数的软件优化。
以往高效连铸采用的半板簧、全板簧及高频小振幅正弦波形起到了一定的正面效果。
目前,中冶连铸研制的新型串接式全板簧振动装置,其精度更高,整体刚度增强,寿命长,对促进高效连铸进一步发展将起到重要作用。
该装置可采用液压传动或机械传动,液压传动可增加正滑脱时间,提高保护渣用量,减小上振速度峰值,降低拉坯阻力,降低负滑脱时间,使振痕深度相应减小。
机械传动可以降低成本,更易于,推广使用。
(5)保护渣技术。
众所周知,保护渣与拉速相匹配,拉速提高后,保护渣黏度等指标要相应改进,保证用量不减或在允许范围内减少,以保证铸坯的高质量。
因此,连铸高效化后必须有低黏度、低熔点、高熔化速度、大凝固系数的保护渣。
保护渣技术是连铸高效化的一项关键技术。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
合理匹配的必要性
现代化炼钢厂的工艺流程,以氧气转炉 为例,一般为:(高炉铁水)——铁水预 处理——转炉吹炼——炉外精炼——连铸。
上述步骤一环连一环,必须匹配好,才 能获得高的生产速率、好的产品质量和 经济效益 。
具体要求如下: ( l )在功能上能相互适应,相互补充;能满足
产品的质量要求,且经济、实用、可靠。 ( 2 )在空间位置上要紧凑,尽量缩短两个环节
间衔接的操作时间,且不和其他操作干扰。 ( 3 )各环节的设备容量、生产能力要相当;要
适当考虑各环节在发挥潜在能力时也能相互适 应。 ( 4 )在操作周期上要能合理匹配,既不会经常 相互等待,又有一些缓冲调节的余地,以方便 生产组织和调度。
匹配的原则
冶炼炉和精炼设备匹配原则 冶炼炉和连铸机的匹配原则
( 3 )电炉钢厂选择精炼方式有以下几种: l )生产不锈钢板、带、棒线的钢厂,一般采用AOD 精 炼方式,有的附有LF 或VOD / VAD 。 2 )非不锈钢类的合金钢厂,则配以LFV 为核心的多功 能复合精炼装置。 3 )普碳钢和低合金钢生产厂,则配以LF 为核心的多功 能复合精炼装置 。
大型钢铁联合企业
控温——电弧加热
( 5 )具有电弧加热功能的精炼设备(精 炼炉)。常用者有三种:ASEA 一SKF 钢 包炉,LF 型钢包炉,VAD 真空加热脱气 装置 。
控温——化学加热
( 6 )比较几种钢水的再加热方法,钢包 中用化学加热方法具有设备简便和热效 率高的优点,而且升温较快,CAS 一OB 是化学法加热成功的技术。
学条件
动力学条件的改善
( l )几乎任何一种精炼工艺均有钢水的 搅拌以促进渣钢反应,均匀化学成分, 均匀钢水温度以及加速添加料的熔化与 均匀化。
脱气
( 2 )真空精炼(或称钢水真空处理)对 脱除气体最为有利,尤其对脱氢甚为有 效。真空处理可以使大部分特殊钢脱氢 、脱氧、脱除部分氮和降低夹杂,并且 可以在真空下脱碳生产超低碳钢种。
生产特点是:( l )生产能力大,追求高的生产 效率和低的生产成本; ( 2 )以生产高附加值产品(钢板)为主,具 备很强的深加工能力,提高产品的市场竞争能 力; ( 3 )采用传统的高炉一转炉流程。 二次精炼工艺主要为CAS-OB 法和RH / KTB / PB 法。
特殊钢厂
生产特点如下: ( 1)生产品种多、规格多、批量小,生产计 划与销售市场密切结合; ( 2 )产品质量要求严格,生产工艺比较复杂 ; ( 3 )部分钢种的产品性能和加工性能有显著 的特点,需要特殊处理。 二次精炼工艺主要为LF-VD ( RH )。对于生 产不锈钢,主要为VOD 或AOD 。
真空处理包括RH 、DH 、VD 。DH 、RH 占有优势。DH 设备较复杂,而且是间断 性的,20 世纪80 年代以来采用者减少 。而RH 设备仍在发展。
脱碳
( 3 )真空吹氧脱碳,钢水循环真空处理 过程吹氧脱碳RH-OB 是真空下吹氧脱碳 法的一种,适于冶炼超低碳钢种 。
( 4 ) VOD 与AOD 是针对熔炼不锈钢发展 起来的炉外精炼技术。
短流程钢铁厂
基本特点是:
( l )工艺紧凑,生产节奏快,效率高,产量大 ; ( 2 )品种较单一,批量大,生产连续性强; ( 3 )生产钢种的性能和成分要求比较低,容 易生产。 二次精炼工艺主要为CAS-OB (配转炉), LF (配电炉)。
其次,还必须考虑工艺特性的要求和生产 规模、衔接匹配等系统优化的综合要 求。
常用的组合与多功能模式: ( l )以钢包吹氩为核心,加上与喂丝、喷粉、 化学加热、合金成分微调等一种或多种技术相复 合的精炼站,用于转炉-连铸生产衔接。 ( 2 )以真空处理装置为核心,与上述技术中之 一种或多种技术复合的精炼站,也主要用于转炉 一连铸生产衔接。 ( 3 )以LF 炉为核心并与上述技术及真空处理等 一种或几种技术相复合的精炼,主要用于电弧炉连铸生产衔接。
4 炉外精炼与炼钢、连铸的合理 匹配
本次课内容
炉外精炼技术的选择依据 合理匹配的必要性 匹配的原则 匹配模式
炉外精炼技术的选择依据
选择精炼工艺,应考虑产量(及炉子容 量)、钢的质量、钢种的特性以及采用 炉外精炼的经济效果,其中尤以适应钢 的质量要求为首要目的。
脱气、脱硫、脱碳、去 夹杂、控温、好的动力
精炼周期< 冶炼周期
连铸机设计时要尽可能做到:( l )连铸
机的浇注时间与冶炼、精炼的冶炼周期保
持同步;
( 2 )连铸机的准备时间应小于冶炼、精
炼的冶炼周期;
( 3 )当冶炼周期和浇注周期配合有困难 时要考虑增加钢包炉(LF )来调节。
炉外精炼方法选择及匹配模式
合理选择炉外处理方法,首先必须立足于 市场和产品对质量的不同要求,这是选 择炉外处理方法的基本出发点。
( 4 )以AOD 为主体,包括VOD 、转炉顶底复吹生 产不锈钢和超低碳钢的精炼技术。
根据产品类型、质量、工艺和市场要求的模式: ( l )生产板带类钢材的大型联合企业,采用传统的高 炉-转炉流程,生产能力大,追求高的生产效率和低成本 。一般配有两种类型的精炼站,即以CAS-OB 吹氩精炼和 RH / KTB / PB 真空处理为主的复合精炼。 〔 2 )以生产棒线材为主的中小型转炉钢厂,一般配有 钢包吹氩、喂丝、合金成分微调的综合精炼站 。